
У SLA также имеются определенные проблемы при работе. Мы рассмотрим все вопросы, что позволит вам решать эти проблемы без особых трудностей.
Содержание:
- Проблемы с SLA 3D-печатью: ничего не печатается
- Проблемы с SLA 3D-печатью: не удалось выполнить печать
- Проблемы с SLA 3D-печатью: печать выглядит плохо
- Где можно купить лучший 3D-принтер для печати качественных изделий?
Проблемы с SLA 3D-печатью: ничего не печатается
У пользователей могут возникать проблемы и при использовании технологии SLA. Далее мы рассмотрим способы, как сэкономить время и решить вопросы с такими неполадками.
Слишком холодная смола
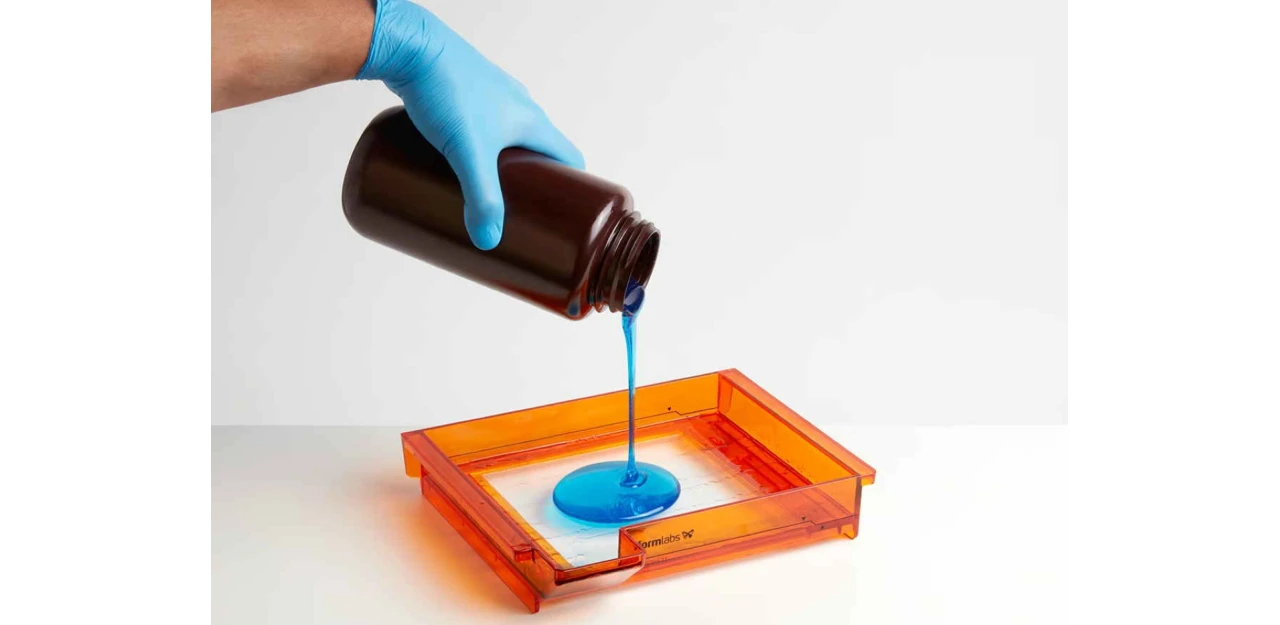
Здесь все напоминает ситуацию с некоторыми нитями при FDM 3D-печати. В процессе затвердевания фотополимерной смолы решающую роль играет уровень температуры. Если смола будет холодной, то она не затвердеет. Если это произойдет, то не будет стабильности, а также будет наблюдаться плохая адгезия пластины и неполные отпечатки.
Главная причина этой проблемы состоит в слишком низкой температуре окружающей среды и смолы. Иногда для смолы нужна температура в диапазоне 25-30 °С.
Способы решения проблемы:
- Перемещение 3D-принтера в более теплое помещение. Этого очень трудно добиться, если вы находитесь в холодном климате. Иногда простое перемещение аппарата в более теплое помещение позволяет решить проблему. Это позволяет деталям из смолы хорошо затвердевать.
- Инвестиции в систему обогрева камеры. Существует много возможностей в сфере специальных систем нагрева для 3D-принтеров на основе смолы. Особой популярностью пользуются специальные домашние инкубаторы. В него входит термостат, вентилятор, нагреватель и блок питания. Это устройство подойдет только для домашнего использования, но будет хорошим стартом.
Печать слишком быстрая
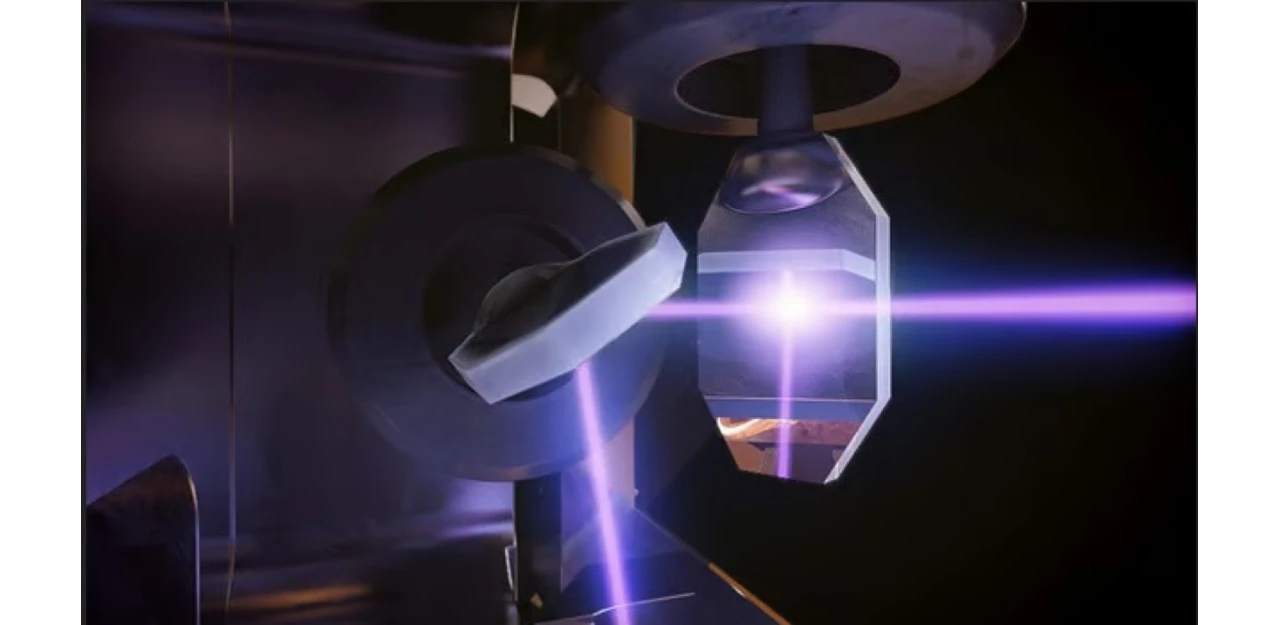
Для затвердевания фотополимерной смолы при SLA 3D-печати используется ультрафиолетовый свет, зачастую это лазер. Система действует аналогично фотопленке, смола подвергается нужному количеству ультрафиолетового света, после чего затвердевает.
Проблема связана с недоэкспонированием. Это происходит из-за недостаточной мощности лазера или его быстрого передвижения. Это становится причиной того, что 3D-печать не будет выполнена. Отпечатки получаются слабыми.
Инструкция по устранению проблемы:
- Уменьшение скорости печати. В настройках нарезки необходимо замедлить скорость печати. Этот параметр зависит от применяемого SLA принтера. Такие изменения помогут решить проблемы слабых отпечатков, но мы рекомендуем сначала выполнить проверку температуры смолы.
Слабый лазер
Мы уже разобрали, что к недоэкспонированию смолы приводит слишком быстрая 3D-печать. Аналогичная ситуация наблюдается с применением лазера недостаточной мощности.
Для полимеризации смолы требуется достаточная энергия лазера. Если лазер быстро проходит по изделию, то он не сможет обработать нужное количество материала. Такая проблема наблюдается и при недостаточной мощности лазера.
Устранение проблемы:
- Увеличение мощности лазера. Если ваш 3D-принтер в настройках поддерживает эту опцию, то выполните постепенное увеличение мощности лазера. Для этого используем небольшое количество мощности, а также текущую смолу и скорость печати. Если слишком сильно увеличить мощность лазера, то отпечатки будут получаться размытыми. Для каждого типа смолы используется своя мощность лазера. Эту информацию можно узнать у производителя материала.
Проблемы с SLA 3D-печатью: не удалось выполнить печать
Весь процесс 3D-печати проходил хорошо, но в итоге мы потерпели фиаско. Далее мы рассмотрим причины такой ситуации.
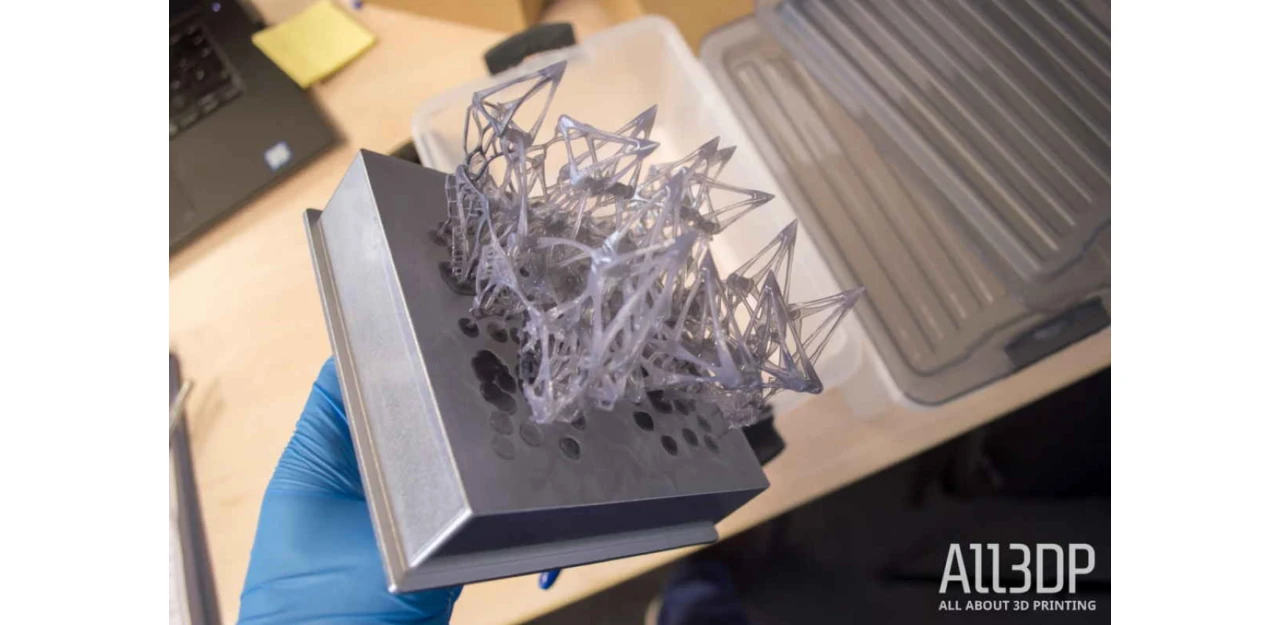
Отпечатки не прилипают к печатной пластине

Проявляется проблема в том, что к печатной пластине не прилипает база поддержки. Еще она может отслаиваться или полностью отделяться. В этом случае изделие будет плавать вокруг резервуара со смолой.
К этому может привести способ перемещения SLA устройства к следующую печатному условию, так как обеспечивается существенное усиление отслаивания. Поэтому отпечаток не выдерживает то, как именно проводится 3D-печать.
Если в аппарате SLA используется нижнее расположение, то сила отслаивания – это эффект всасывания, который воздействует постоянно на отпечаток. Это происходит в ситуации, когда печатная форма и нижняя часть ванны со смолой разделяется, чтобы выполнить изменение положения. 3D-принтер может выполнять эти действия в зависимости от используемого механизма. Поэтому у пользователя есть возможность применять определенные приемы для смягчения или минимизации данного притяжения.
На адгезию отпечатка также оказывает влияние то, насколько печатная платформа подготовлена для работы. Устройства SLA снизу вверх функционируют на плоской металлической пластине. Хорошее прилипание обеспечивается в ситуации, когда у пластины шероховатая или мелкая структура. Наоборот, если в ванне у промежуточного слоя имеются ореолы, то они не позволят лазеру закрепить смолу.
Еще одна альтернативная причина – это недостаточно теплая смола. Это значение может быть на грани необходимого, но по ходу 3D-печати и понижения уровня смолы даже небольшое температурное колебание становится причиной того, что смола не схватывается.
Решение проблем:
- Изменение положения отпечатка. Если механизм аппарата оснащен наклоняемой емкостью для смолы, то на печатной форме появляется градиент. В этом случае указанная сила изменяется от сильной до слабой. Если отпечаток расположить в области платформы, где уменьшено усилие отрыва, то это обеспечит его хорошее сцепление. Еще на более высокие части будет понижена нагрузка. Эти части будут находиться на опорах или стоять отдельно.
- Уровень ванны. В разных машинах уровень беда выравнивается вручную или автоматически. На этом факторе базируется способ решения проблем с печатью в FMD устройствам. К SLA принтерам такой способ также применим. Если оператор видит, что только некоторая часть изделия прилипает к платформе, то данная часть просто не может плотно прилегать к интерфейсному слою в ванне, когда происходит срабатывание лазера. Еще один признак проблемы заключается в том, что внутри ванны к интерфейсному слою прилипает плоский диск из затвердевшей смолы. Это происходит после отмены или завершения печати. Пользователю следует найти инструкцию по выравнивают своего принтера, а также советы по калибровке.
- Проверка температуры. Есть вероятность, что ваша печать находится на грани успеха, но просто еще не затвердела смола. Слишком холодная смола плохо схватывается, что приводит к прилипанию к платформе. Пользователю потребуется попробовать нагреть камеру печати и смолы. Для этого аппарат следует перенести в теплое помещение.
- Проверка интерфейсного слоя ванны со смолой. Во многих SLA устройствах применяется тонкий слой гелеобразного материала (зачастую используется PDMS). Он используется на дне ванны с акриловой смолой и является промежуточным слоем. В аппаратах снизу вверх (более простые модели) печатная пластина прижимается к промежуточному слою. Там происходит захват тонкой пленки смолы, чтобы выполнить настройку каждого слоя. Постепенно износ машины и ореолы способны привести к ухудшению функционирования прибора. В итоге некоторые части печатной формы нельзя будет использовать. Для решения проблемы необходимо выполнить замену промежуточного слоя, например, при помощи Solaris Silicone. Также можно приобрести промежуточный слой или новую ванну. Еще одни метод состоит в том, чтобы продолжать перемещать изделие на те участки ванны, которые остались неповрежденными.
- Фильтрация смолы. После создания нескольких изделий оператор может увидеть, что внутри чана плавают маленькие кусочки смолы. Это может создать помеху для процесса отверждения смолы лазером. Поэтому ванну необходимо прочесывать после каждого созданного изделия. Это позволит найти и удалить эти частицы. Также следует со дна резервуара удалять застывшую смолу.
- Перемешайте смолу. После фильтрации смолы и бездействия принтера некоторые частицы могли осесть. Поэтому необходимо смолу перемешивать.
- Шлифовка печатной формы. Некоторые SLA приборы комплектуются слишком гладкой пластиной. Поэтому изделие к пластине будет прилипать правильно. Этого процесса можно добиться путем шлифования печатной формы, для этого подойдет наждачка средней зернистости. Затем потребуется провести тщательную очистку пластины, чтобы в смолу не попали частицы.
Часть печати/поддержки отсоединена или перемещена
В процессе работы кусок затвердевшей смолы мог сместиться, отделиться или переместиться настолько, что привел к порче всего изделия. В данном процессе виноваты силы, которые действуют в чане.
Неправильная печать может быть связана с тем, чтобы противостоять отслаиванию. В итоге появляется искажение движения, что становится причиной разделения опор и деталей. Это становится причиной появления на поверхности ванны последующих слоев, а на не самой печати. Поэтому после одной неудачи будет наблюдаться уже две проблемы.
Если изделие располагается правильно, то проблема может состоять в недостаточно прочных опорах. Еще все может печататься нормально, но модель имеет большое поперечное сечение. Поэтому все будет испорчено из-за большого усилия отрыва.
Методы устранения неполадок:
- Большие полые отпечатки. Если модели отличаются большой площадью поверхности, то в любой момент печати оператору нужно рассмотреть возможность сделать их полыми или использовать дренажные отверстия. Не нужно заставлять большую плоскую поверхность отрываться от дна ванны после каждой замены слоя или после получения более тонкого контура модели. Для этого потребуется намного меньше усилий, а вероятность разрыва отпечатка будет маленькая. Более эффективной будет ситуация, если при помощи ПО для нарезки вы добавите дренажные отверстия.
- Более прочные опоры. Если модель отличается хорошим видом, но у вас есть сомнения, что сила отрыва приведет к неудаче, то следующий шаг для решения проблемы состоит в усилении опор. Для этого нужно увеличить ширину кончиков на долю миллиметра, где опора соединяется с изделием. Еще между ними следует добавить распорки. Профессионалы рекомендуют добавлять дополнительные опоры.
- Проверка и защита печатной платформы. Печатная платформа может быть закреплена неправильно. Когда устройство делает свою работу по перемещению платформы свой за слоем, то из-за толчков происходят небольшие отклонения. Это становится причиной смещения и разделения слоев.
- Изменение ориентации печати. Зачастую проблемы со SLA печатью решаются путем достижения оптимальной ориентации модели. Это улучшит качество изделий и уменьшит напряжение в ванне. В итоге вы получите успешно созданную модель.
Рассмотрим советы по достижению оптимальной ориентации:
- Позиционирование. Многие SLA принтеры имеют восходящее движение вверх. Поэтому у них есть механизмы отделения, которые позволяют выполнить отделение печатной формы от нижней части ванны со смолой при перемещении по Z оси для следующего слоя. Сила такого отрыва может меняться по всей площади платформы. Если это так, то можно увеличить вероятность того, что изделие выдержит подобное воздействие. Поэтому его следует разместить в области, которая подвержена более слабой силе отрыва.
- Опорные свесы. Если вы хотите успешно напечатать серьезные выступы, то потребуется иметь опоры. Для некоторых 3D-моделей можно уменьшить потребность в опорах, например, выполнив наклон модели. Для этого можно уменьшить углы свеса, после чего они будут пригодными для печати без опор.
- Минимум точек. Как и в ситуации с выступами, для которых нужны опоры, минимальные точки – это изолированные части вашего изделия. Они не связаны с основной частью модели. Например, человек держит руки по бокам, после чего выполняется печать правильно вверх. В этом случае кончики пальцев будут минимальными точками, так как они печатаются отдельно от тела. При этом руки создаются сверху и соединяются в плечах. Для подобных минимумов требуются опоры, иначе они оторвутся. Существует альтернативный вариант, когда можно не использовать поддержку минимумов. Для этого создается тактическая ориентация модели, когда переворот человека к печатающей головке удаляет минимумы, после чего тело сужается к рукам и ступням.
- Каппинг. В создаваемой модели могут быть пустоты, которые обращены в ванну для печати. Такое происходит в больших моделях. Подобная особенность может стать причиной большой проблемы, которая связана с чрезмерным отслаиванием пластика. Если получается неглубокая чашка, то наклона изделия будет достаточно для минимизации данного эффекта. Получатся такие пропорции, которые не разрушают модель. Еще можно использовать дренажные отверстия в выбранном ПО для моделирования. Это позволит после каждой смены слоя через нить протекать смоле.
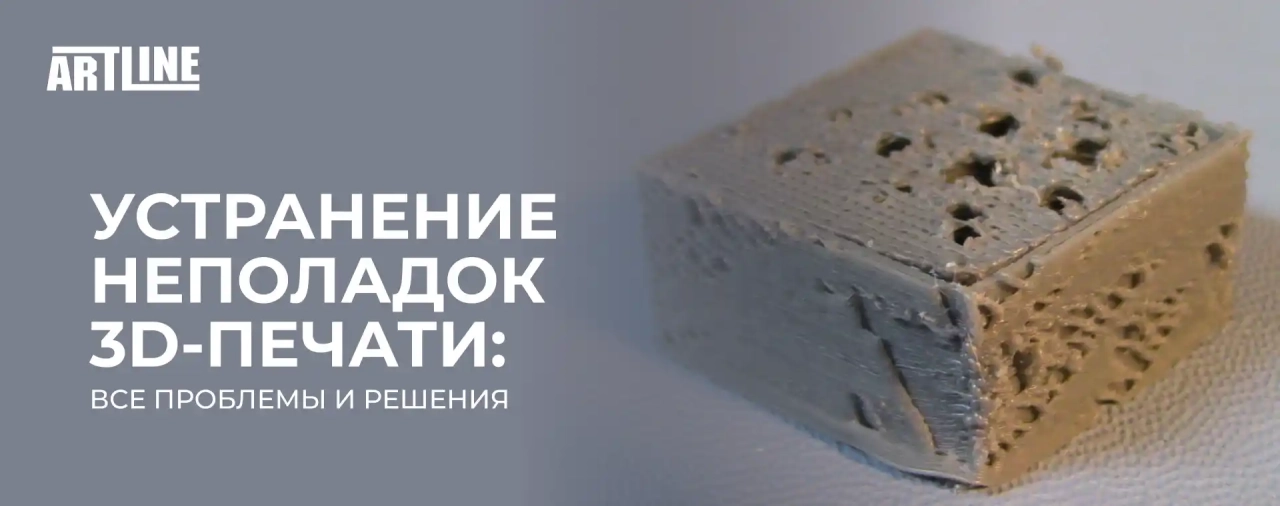
Проблемы с SLA 3D-печатью: печать выглядит плохо
3D-принтер много часов работал и успешно создал изделие. Проблема состоит в том, что указанный отпечаток выглядит как мусор.
Разделение слоев (расслоение)
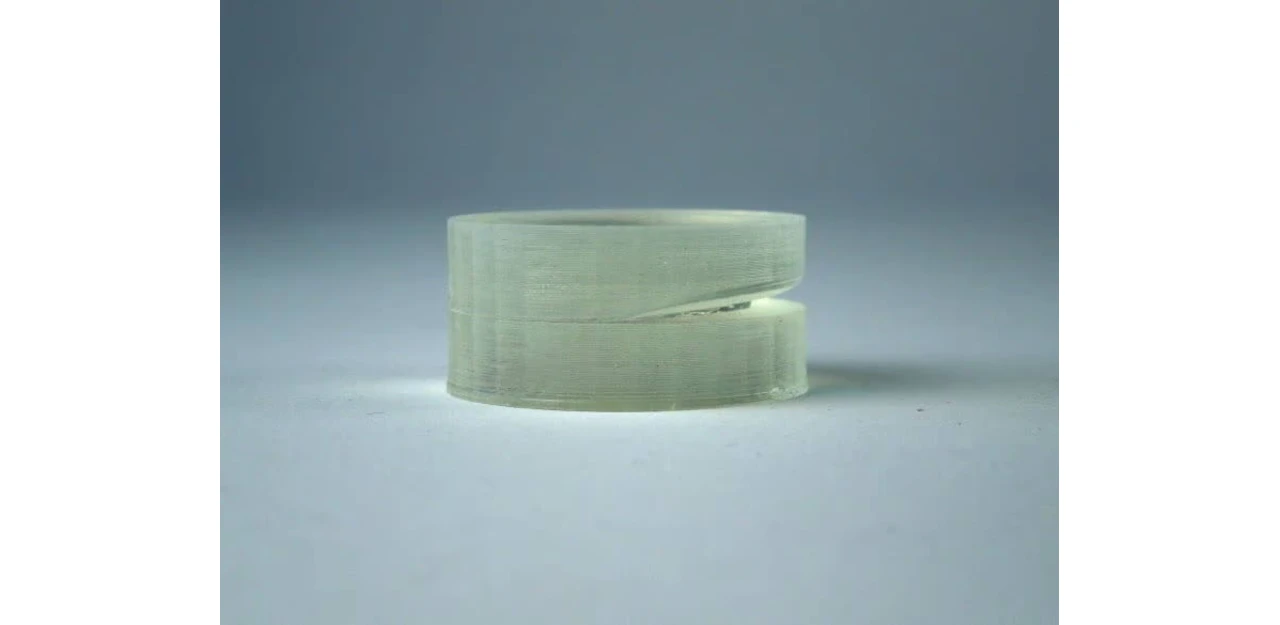
Здесь некоторые участки отпечатка немного потерлись, как будто изделие открывается от слоев и не склеивается. Такое расслоение может произойти из-за того, что пользователь плохо сориентировал отпечаток с целью решить вопрос с минимумами. Такие детали печатаются отдельного от того, что находится на печатной платформе. Поэтому они отсоединяются, небрежно печатаются, что приводит к порче изделия.
Пользователь должен убедиться в том, что все точки и острые углы (не связанные в самой высокой точке с основным изделием) поддерживаются. Кроме смещения неподдерживаемых частей, к расслоению приводит плохо перемешанная смола, мусор и ореолы на ванной.
Еще расслоение происходит после успешного процесса 3D-печати на этапе постобработки. Если у материала соединение слоев слабое, то оставление деталей в IPA на длительный период времени приводит к еще большему ослаблению слоев, что разрушит деталь.
Способы решения проблем:
- Поддержка. Изделия при SLA печати портятся минимумами. Оператор должен проверить, что для всех серьезных точек и углов имеются опоры, которые в самой высокой точке не связаны с основным изделием. Здесь подойдет творческий подход, когда на печатной платформе создается ориентация изделия в специальном ПО. Это минимизирует нужный объем.
- Свободный путь лазера. Лазер должен оказывать на смолу беспрепятственное воздействие. В смоле не должно быть мусора. Если смола хорошо перемешана и не содержит в себе мусора, то причина проблемы состоит в промежуточном слое. Если отпечаток не первый в текущей ванне, то нужно проверить в промежуточном слое наличие ореолов в ванне со смолой. Наличие слабых отметок от прошлых изделий может быть препятствием для лазера. Здесь может потребоваться покупка новой ванны.
- Не стоит в IRA погружать детали слишком долго. Если есть подозрения, что у детали слабое соединение слоев, то ее длительная промывка в IRA способна ослабить ее еще больше. Время использования IRA стоит минимизировать. Для этого перед полосканием нужно осторожно и быстро удалить незастывшую смолу.
Маленькие ребра и диски, прикрепленные к отпечатку

Чешуйки застывшей смолы могут попасть в изделие. Это создает некрасивый вид поверхности с ответвлениями, которые не являются частью модели. Такая проблема напрямую связана с нежелательными хлопьями на изделии. Просачиваясь за пределами пятна в смолу, лазер рассеивается. В итоге смола оседает и мутнеет в виде крупных застывших частиц от прошлых изделий. Проблема усугубляется наличием грязных плоскостей между смолой и лазером.
Методы решения проблемы:
- Фильтрация смолы. Для удаления частиц застывшей смолы от прошлых изделий необходимо ее пропустить через фильтр. Для этого подойдут сетчатые и бумажные фильтры. Они способны ловить крупные частицы, которые во время работы замутнили смолу.
- Смешивание смолы. Если смола длительное время стоит без действия, то появляется осадок. Смолу следует перемешивать, что позволяет равномерно распределить фотополимер и пигмент. Зачастую это определяется по отсутствию полос при смешивании.
- Проверка/очистка оптического пути. В зависимости от применяемого аппарата оператор может получить доступ к прозрачному внутреннему барьеру, который защищает лазер. Необходимо убедиться в отсутствии там пыли и других загрязнений, которые оказывают негативное воздействие на прохождение лазера.
Потеряны тонкие детали отпечатка
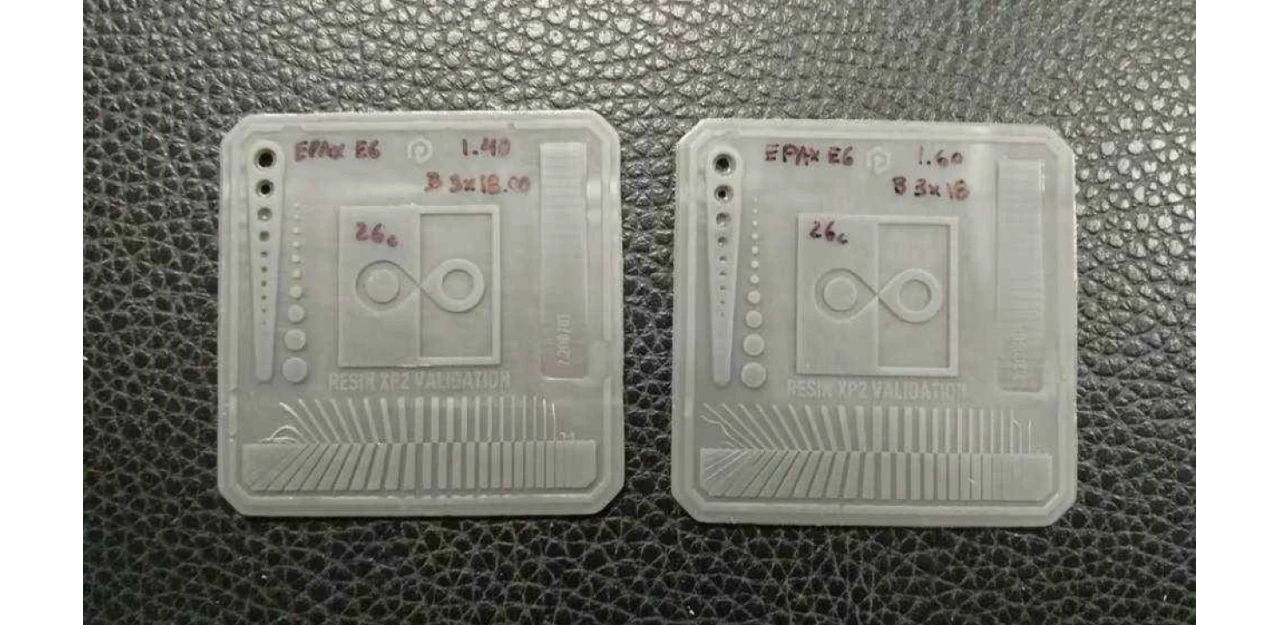
Мелкие детали модели печатаются не с такой точностью размеров, которые указаны в цифровом файле. Они могли «миниатюризироваться» или стать нечеткими и размытыми. У каждого аппарата свое фиксированное разрешение детализации. За пределами данного значение он не может выполнять сложную 3D-печать. На современных полимерных машинах это значение высокое, но все равно нужно убедиться в том, что нужное разрешение поддерживается.
Даже если модель создается успешно, то недо- или переэкспонирование оказывает на нее влияние. Несмотря на довольно длительное время выдержки, если у источника света будет недостаточно времени для полного отвердения отпечатка, то такие элементы становятся слабыми или полностью теряются. Они просто не выдержат последующую промывку IPA.
При слишком большом времени воздействия происходит передержка. Под воздействием источника света отвердевает больше смолы, чем требовалось. Это приводит к размытию острых краев и закрытию небольших каналов и отверстий. Если после промывки IPA на изделии остаются остатки полуотвержденной смолы, то это подтверждает передержку. Это решается путем регулировки времени экспозиции слоя в ПО или в 3D-принтере.
Обе рассмотренных ситуации становятся причиной потери мелких деталей и неточных размеров. Оператору потребуется определить оптимальное время экспозиции. Только так можно добиться получения максимально точных изделий.
Решение проблемы:
- Калибровка. Энтузиасты, а также производители смол и 3D-принтеров предлагают специальные калибровочные файлы. С их помощью можно выполнить калибровку времени экспозиции слоя. Это сделает процесс более понятным и простым. Зачастую калибровка – это хорошая практика, когда приобретается новый аппарат. Еще этот процесс следует запускать постоянно, когда применяется новая смола. На точность экспозиции оказывают влияние пигменты и другие экспозиции.
Где можно купить лучший 3D-принтер для печати качественных изделий?
Если вы хотите приобрести лучший 3D-принтер, то стоит обратиться в интернет-магазин Артлайн. Там предлагается большой выбор устройств, которые поддерживают разные типы печати. Также вы можете купить все необходимые расходные материалы и аксессуары для работы. Менеджеры Артлайн ответят на все ваши вопросы и помогут подобрать оптимальный вариант устройства для реализации ваших проектов.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





