
SLA також має певні проблеми при роботі. Ми розглянемо всі питання, що дозволить вирішувати ці проблеми без особливих труднощів.
Зміст:
- Проблеми з SLA 3D-друком: нічого не друкується
- Проблеми з SLA 3D-друком: не вдалося виконати друк
- Проблеми з SLA 3D-друком: друк виглядає погано
- Де можна придбати найкращий 3D-принтер для друку якісних виробів?
Проблеми з SLA 3D-друком: нічого не друкується
Користувачі можуть мати проблеми з використанням технології SLA. Далі ми розглянемо способи, як заощадити час та вирішити питання з такими неполадками.
Занадто холодна смола
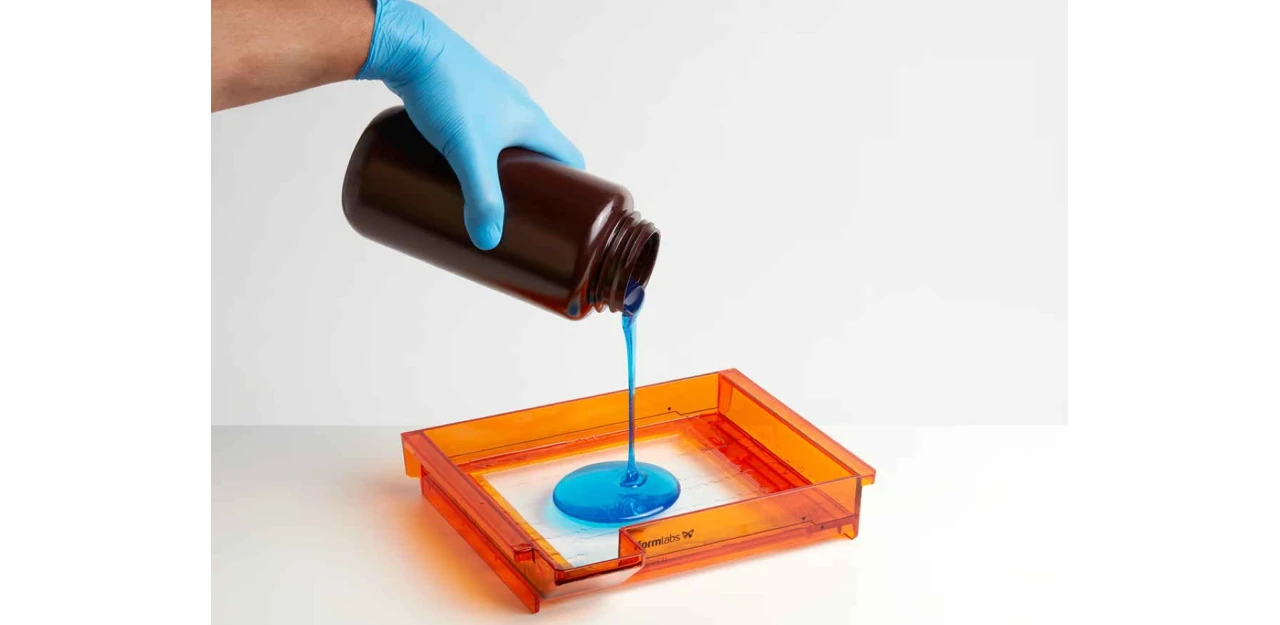
Тут все нагадує ситуацію з деякими нитками у FDM 3D-друку. У процесі твердіння фотополімерної смоли вирішальну роль відіграє рівень температури. Якщо смола буде холодною, вона не затвердіє. Якщо це станеться, то не буде стабільності, а також спостерігатиметься погана адгезія пластини та неповні відбитки.
Головна причина цієї проблеми полягає в надто низькій температурі навколишнього середовища та смоли. Іноді для смоли потрібна температура у діапазоні 25-30 °С.
Способи вирішення проблеми:
- Переміщення 3D-принтера у тепліше приміщення. Цього дуже важко досягти, якщо ви знаходитесь у холодному кліматі. Іноді просте переміщення апарата у тепліше приміщення дозволяє вирішити проблему. Це дозволяє деталям зі смоли добре тверднути.
- Інвестиції у систему обігріву камери. Існує багато можливостей у сфері спеціальних систем нагріву для 3D-принтерів на основі смоли. Особливу популярність мають спеціальні домашні інкубатори. До нього входить термостат, вентилятор, нагрівач та блок живлення. Цей пристрій підходить лише для домашнього використання, але буде гарним стартом.
Друк надто швидкий
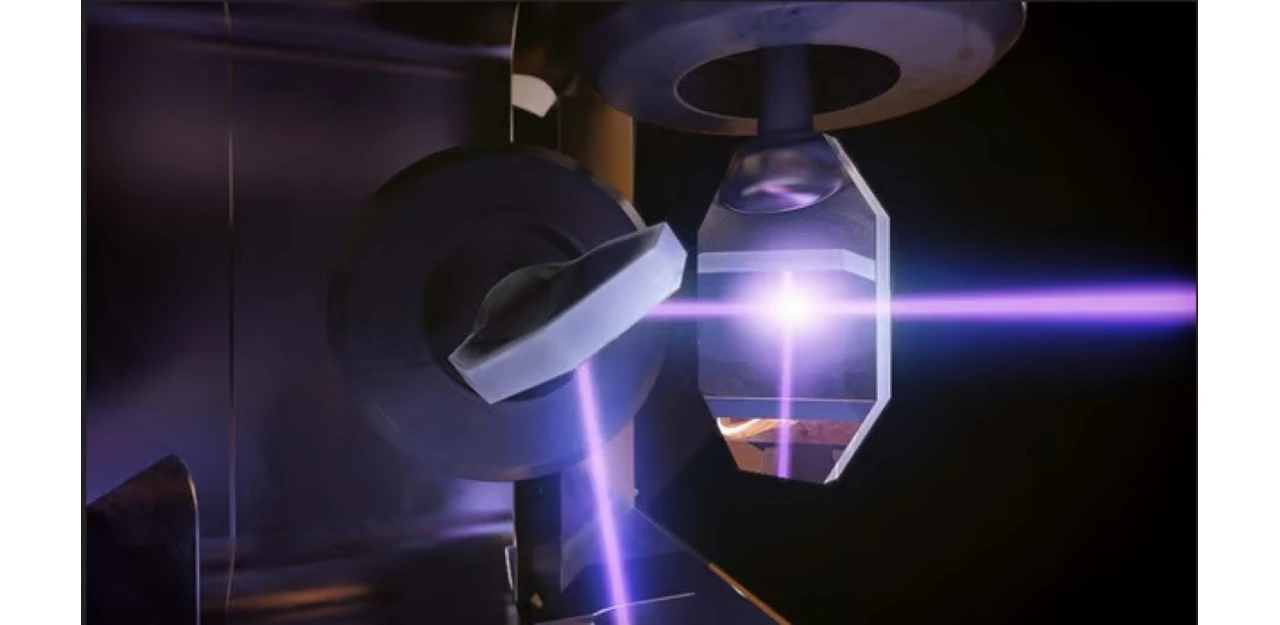
Для затвердіння фотополімерної смоли при SLA 3D-друку використовується ультрафіолетове світло, найчастіше це лазер. Система діє аналогічно фотоплівці, смола піддається потрібній кількості ультрафіолетового світла, після чого твердне.
Проблема пов'язана із недоекспонуванням. Це відбувається через недостатню потужність лазера або його швидке пересування. Це стає причиною того, що 3D-друк не буде виконано. Відбитки виходять слабкими.
Інструкція з усунення проблеми:
- Зменшення швидкості друку. У налаштуваннях нарізки необхідно уповільнити швидкість друку. Цей параметр залежить від застосовуваного SLA принтера. Такі зміни допоможуть вирішити проблеми слабких відбитків, але рекомендуємо спочатку виконати перевірку температури смоли.
Слабкий лазер
Ми вже розібрали, що недоекспонування смоли призводить занадто швидкий 3D-друк. Аналогічна ситуація спостерігається із застосуванням лазера недостатньої потужності.
Для полімеризації смоли потрібна достатня енергія лазера. Якщо лазер швидко проходить по виробу, він не зможе обробити потрібну кількість матеріалу. Така проблема спостерігається і за недостатньої потужності лазера.
Усунення проблеми:
- Збільшення потужності лазера. Якщо ваш 3D-принтер у налаштуваннях підтримує цю опцію, виконайте поступове збільшення потужності лазера. Для цього використовуємо невелику кількість потужності, а також поточну смолу та швидкість друку. Якщо занадто сильно збільшити потужність лазера, то відбитки будуть розмитими. Для кожного типу смоли використається своя потужність лазера. Цю інформацію можна дізнатись у виробника матеріалу.
Проблеми з SLA 3D-друком: не вдалося виконати друк
Весь процес 3D-друку проходив добре, але зрештою ми зазнали фіаско. Далі ми розглянемо причини такої ситуації.
Відбитки не прилипають до друкарської пластини

Виявляється проблема в тому, що до друкованої пластини не прилипає основа підтримки. Ще вона може відшаровуватися або повністю відокремлюватися. У цьому випадку виріб плаватиме навколо резервуару зі смолою.
До цього може привести спосіб переміщення SLA пристрою до наступної друкованої умови, оскільки забезпечується суттєве посилення відшарування. Тому відбиток не витримує те, як саме проводиться 3D-друк.
Якщо в SLA використовується нижнє розташування, то сила відшаровування – це ефект всмоктування, який впливає постійно на відбиток. Це відбувається в ситуації, коли друкована форма і нижня частина ванни зі смолою поділяється, щоб змінити положення. 3D-принтер може виконувати ці дії в залежності від механізму. Тому користувач має можливість застосовувати певні прийоми для пом'якшення або мінімізації даного тяжіння.
На адгезію відбитка також впливає те, наскільки друкована платформа підготовлена до роботи. Пристрої SLA знизу догори функціонують на плоскій металевій пластині. Гарне прилипання забезпечується в ситуації, коли у пластини шорстка чи дрібна структура. Навпаки, якщо у ванні проміжного шару є ореоли, то вони не дозволять лазеру закріпити смолу.
Ще одна альтернативна причина – недостатньо тепла смола. Це значення може бути на межі необхідного, але під час 3D-друку та зниження рівня смоли навіть невелике температурне коливання стає причиною того, що смола не схоплюється.
Вирішення проблем:
- Зміна положення друку. Якщо механізм апарата оснащений ємністю для смоли, що нахиляється, то на друкованій формі з'являється градієнт. В цьому випадку вказана сила змінюється від сильної до слабкої. Якщо відбиток розташувати в області платформи, де зменшено зусилля відриву, це забезпечить його хороше зчеплення. Ще на більш високі частини буде знижено навантаження. Ці частини будуть перебувати на опорах або стояти окремо.
- Рівень ванни. У різних машинах рівень беда вирівнюється вручну або автоматично. На цьому факторі базується спосіб вирішення проблем з друком у пристрої FMD. До SLA принтерів такий спосіб також можна застосувати. Якщо оператор бачить, що лише деяка частина виробу прилипає до платформи, то ця частина просто не може щільно прилягати до інтерфейсного шару у ванні, коли відбувається спрацьовування лазера. Ще одна ознака проблеми полягає в тому, що всередині ванни до інтерфейсного шару прилипає плоский диск із смоли, що затверділа. Це відбувається після скасування або завершення друку. Користувачу слід знайти інструкцію щодо вирівнювання свого принтера, а також поради щодо калібрування.
- Перевірка температури. Є ймовірність, що ваш друк знаходиться на межі успіху, але просто ще не затверділа смола. Занадто холодна смола погано схоплюється, що призводить до прилипання до платформи. Користувачеві потрібно спробувати нагріти камеру друку та смоли. Для цього апарат слід перенести у тепле приміщення.
- Перевірка інтерфейсного шару ванни зі смолою. У багатьох SLA пристроях застосовується тонкий шар гелеподібного матеріалу (часто використовується PDMS). Він використовується на дні ванни з акриловою смолою та є проміжним шаром. В апаратах знизу вгору (простіші моделі) друкована пластина притискається до проміжного шару. Там відбувається захоплення тонкої плівки смоли, щоб виконати налаштування кожного шару. Поступово зношування машини та ореоли здатні призвести до погіршення функціонування приладу. У результаті деякі частини друкованої форми не можна використовувати. Для вирішення проблеми необхідно виконати заміну проміжного шару, наприклад за допомогою Solaris Silicone. Також можна придбати проміжний шар чи нову ванну. Ще один спосіб полягає в тому, щоб продовжувати переміщати виріб на ті ділянки ванни, які залишилися неушкодженими.
- Фільтрування смоли. Після створення кількох виробів оператор може побачити, що всередині чану плавають маленькі шматочки смоли. Це може створити перешкоду для процесу затвердіння смоли лазером. Тому ванну необхідно прочісувати після кожного виробу. Це дозволить знайти та видалити ці частинки. Також слід з дна резервуара видаляти смолу, що застигла.
- Перемішайте смолу. Після фільтрації смоли та бездіяльності принтера деякі частинки могли осісти. Тому потрібно смолу перемішувати.
- Шліфування друкованої форми. Деякі SLA прилади комплектуються надто гладкою пластиною. Тому виріб до пластини прилипатиме правильно. Цього процесу можна досягти шляхом шліфування друкарської форми, для цього підійде наждачка середньої зернистості. Потім потрібно провести ретельне очищення пластини, щоб у смолу не потрапили частинки.
Частина друку/підтримки від'єднана або переміщена
У процесі роботи шматок затверділої смоли міг зміститися, відокремитися або переміститися настільки, що привів до псування всього виробу. У цьому процесі винні сили, що діють у чані.
Неправильний друк може бути пов'язаний з тим, щоб протистояти відшаровуванню. У результаті виникає спотворення руху, що стає причиною поділу опор і деталей. Це стає причиною появи на поверхні ванни наступних шарів, а не самого друку. Тому після однієї невдачі спостерігатиметься вже дві проблеми.
Якщо виріб розташовується правильно, проблема може полягати в недостатньо міцних опорах. Ще все може друкуватися нормально, але модель має великий поперечний переріз. Тому все буде зіпсовано через велике зусилля відриву.
Методи усунення несправностей:
- Великі порожнисті відбитки. Якщо моделі відрізняються великою площею поверхні, то будь-якої миті друку оператору потрібно розглянути можливість зробити їх порожніми або використовувати дренажні отвори. Не потрібно примушувати велику плоску поверхню відриватися від дна ванни після кожної заміни шару або після більш тонкого контуру моделі. Для цього буде потрібно набагато менше зусиль, а можливість розриву відбитка буде невелика. Більш ефективною буде ситуація, якщо за допомогою програмного забезпечення для нарізки ви додасте дренажні отвори.
- Більш міцні опори. Якщо модель відрізняється гарним виглядом, але у вас є сумніви, що сила відриву призведе до невдачі, наступний крок для вирішення проблеми полягає у посиленні опор. Для цього необхідно збільшити ширину кінчиків на частку міліметра, де опора з'єднується з виробом. Ще між ними слід додати розпірки. Фахівці рекомендують додавати додаткові опори.
- Перевірка та захист друкарської платформи. Друкована платформа може бути неправильно закріплена. Коли пристрій робить свою роботу по переміщенню платформи за шаром, то через поштовхи відбуваються невеликі відхилення. Це стає причиною зміщення та поділу шарів.
- Зміна орієнтації друку. Найчастіше проблеми зі SLA печаткою вирішуються шляхом досягнення оптимальної орієнтації моделі. Це покращить якість виробів та зменшить напругу у ванні. У результаті ви отримаєте успішно створену модель.
Розглянемо поради щодо досягнення оптимальної орієнтації:
- Позиціювання. Багато принтерів SLA мають висхідний рух вгору. Тому вони мають механізми відділення, які дозволяють виконати відділення друкованої форми від нижньої частини ванни зі смолою при переміщенні Z осі для наступного шару. Сила такого відриву може змінюватись по всій площі платформи. Якщо це так, то можна збільшити ймовірність того, що виріб витримає подібну дію. Тому його слід розмістити в області, яка схильна до більш слабкої сили відриву.
- Опорні звиси. Якщо ви хочете успішно надрукувати серйозні виступи, потрібно мати опори. Для деяких 3D-моделей можна зменшити потребу в опорах, наприклад, виконавши нахил моделі. Для цього можна зменшити кути навісу, після чого вони будуть придатними для друку без опор.
- Мінімум точок. Як і в ситуації з виступами, для яких потрібні опори, мінімальні точки – це ізольовані частини виробу. Вони пов'язані з основною частиною моделі. Наприклад, людина тримає руки з обох боків, після чого виконується друк правильно вгору. У цьому випадку кінчики пальців будуть мінімальними точками, тому що вони друкуються окремо від тіла. При цьому руки створюються зверху та з'єднуються у плечах. Для таких мінімумів потрібні опори, інакше вони відірвуться. Існує альтернативний варіант, коли не можна використовувати підтримку мінімумів. Для цього створюється тактична орієнтація моделі, коли переворот людини до друкуючої голівки видаляє мінімуми, після чого тіло звужується до рук та ступнів.
- Капінг. У моделі, що створюється, можуть бути порожнечі, які звернені у ванну для друку. Таке відбувається у великих моделях. Подібна особливість може стати причиною великої проблеми, яка пов'язана із надмірним відшаровуванням пластику. Якщо виходить неглибока чашка, то нахилу виробу буде достатньо для мінімізації даного ефекту. Вийдуть такі пропорції, які не руйнують модель. Ще можна використовувати дренажні отвори у вибраному програмному забезпечення для моделювання. Це дозволить після кожної зміни шару через нитку протікати смолі.
Проблеми з SLA 3D-друком: друк виглядає погано
3D-принтер багато годин працював та успішно створив виріб. Проблема полягає в тому, що цей відбиток виглядає як сміття.
Поділ шарів (розшарування)
Тут деякі ділянки відбитка трохи потерлися, ніби виріб відкривається від шарів і не склеюється. Таке розшарування може статися через те, що користувач погано зорієнтував відбиток, щоб вирішити питання з мінімумами. Такі деталі друкуються окремо від того, що знаходиться на друкарській платформі. Тому вони від'єднуються, недбало друкуються, що призводить до псування виробу.
Користувач повинен переконатися в тому, що всі точки та гострі кути (не пов'язані у найвищій точці з основним виробом) підтримуються. Крім зміщення частин, що не підтримуються, до розшарування призводить погано перемішана смола, сміття і ореоли на ванній.
Ще розшарування відбувається після успішного процесу 3D-друку на етапі постобробки. Якщо у матеріалу з'єднання шарів слабке, то залишення деталей в IPA на тривалий час призводить до ще більшого послаблення шарів, що зруйнує деталь.
Способи вирішення проблем:
- Підтримка. Вироби при SLA друку псуються мінімумами. Оператор повинен перевірити, що для всіх серйозних точок та кутів є опори, які у найвищій точці не пов'язані з основним виробом. Тут підійде творчий підхід, коли на друкованій платформі створюється орієнтація виробу спеціального ПЗ. Це мінімізує необхідний обсяг.
- Вільний шлях лазера. Лазер повинен надавати на смолу безперешкодний вплив. У смолі не повинно бути сміття. Якщо смола добре перемішана і не містить сміття, то причина проблеми полягає в проміжному шарі. Якщо відбиток не перший у поточній ванні, то потрібно перевірити у проміжному шарі наявність ореолів у ванні зі смолою. Наявність слабких відміток від попередніх виробів може бути перешкодою лазеру. Тут може знадобитися покупка нової ванни.
- Не варто в IRA занурювати деталі надто довго. Якщо є підозри, що деталь має слабке з'єднання шарів, то її тривале промивання в IRA здатне послабити її ще більше. Час використання IRA варто мінімізувати. Для цього перед полосканням потрібно обережно і швидко видалити смолу.
Маленькі ребра та диски, прикріплені до відбитка

Лусочки застиглої смоли можуть потрапити у виріб. Це створює некрасивий вигляд поверхні з відгалуженнями, що не є частиною моделі. Така проблема безпосередньо пов'язана з небажаними шматками на виробі. Просочуючись поза плями в смолу, лазер розсіюється. У результаті смола осідає і каламутніє у вигляді великих застиглих частинок від попередніх виробів. Проблема ускладнюється наявністю брудних площин між смолою та лазером.
Методи вирішення проблеми:
- Фільтрування смоли. Для видалення частинок застиглої смоли від попередніх виробів потрібно пропустити її через фільтр. Для цього підійдуть сітчасті та паперові фільтри. Вони здатні ловити великі частинки, які під час роботи замутніли смолу.
- Змішування смоли. Якщо смола тривалий час стоїть без дії, з'являється осад. Смолу слід перемішувати, що дозволяє рівномірно розподілити фотополімер та пігмент. Найчастіше це визначається за відсутністю смуг при змішуванні.
- Перевірка/очищення оптичного шляху. Залежно від апарата, що застосовується, оператор може отримати доступ до прозорого внутрішнього бар'єру, який захищає лазер. Необхідно переконатися у відсутності там пилу та інших забруднень, які негативно впливають на проходження лазера.
Втрачені тонкі деталі відбитка
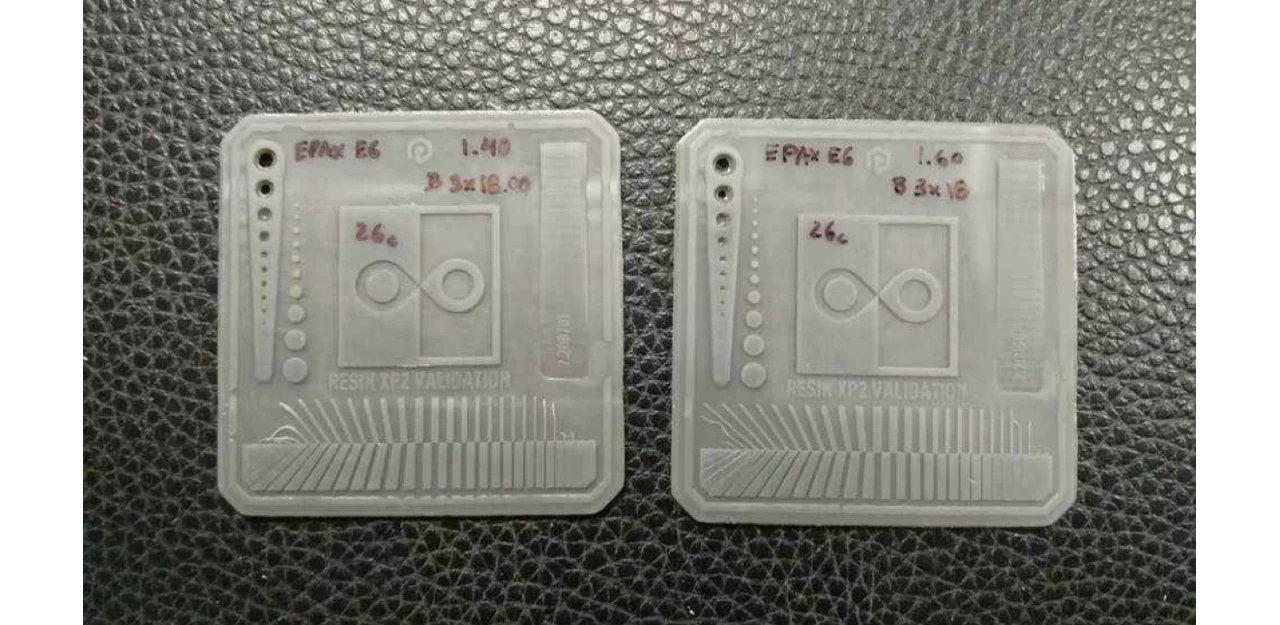
Дрібні деталі моделі друкуються не з такою точністю розмірів, які вказані в цифровому файлі. Вони могли «мініатюризуватися» або стати нечіткими та розмитими. Кожен апарат має свій фіксований дозвіл деталізації. За межами цього значення він не може виконувати складний 3D-друк. На сучасних полімерних машинах це значення високе, але все одно потрібно переконатися, що потрібна роздільна здатність підтримується.
Навіть якщо модель створюється успішно, то недо- або переекспонування впливає на неї. Незважаючи на досить тривалий час витримки, якщо у джерела світла буде недостатньо часу для повного затвердження відбитка, то такі елементи стають слабкими або повністю губляться. Вони просто не витримають подальше промивання IPA.
За надто великого часу впливу відбувається перетримка. Під впливом джерела світла твердіє більше смоли, ніж потрібно. Це призводить до розмиття гострих країв та закриття невеликих каналів та отворів. Якщо після промивання IPA на виробі залишаються залишки напівзатвердженої смоли, це підтверджує перетримку. Це вирішується шляхом регулювання часу експозиції шару в програмному забезпеченні або в 3D-принтері.
Обидві розглянуті ситуації стають причиною втрати дрібних деталей та неточних розмірів. Оператору потрібно визначити оптимальний час експозиції. Тільки так можна досягти максимально точних виробів.
Рішення проблеми:
- Калібрування. Ентузіасти, а також виробники смол та 3D-принтерів пропонують спеціальні калібрувальні файли. За допомогою їх можна виконати калібрування часу експозиції шару. Це зробить процес більш зрозумілим та простим. Найчастіше калібрування – це хороша практика, коли здобувається новий апарат. Ще цей процес слід запускати постійно, коли застосовується нова смола. На точність експозиції впливають пігменти та інші експозиції.
Де можна придбати найкращий 3D-принтер для друку якісних виробів?
Якщо ви хочете придбати найкращий 3D-принтер, варто звернутися в інтернет-магазин Артлайн. Там пропонується великий вибір пристроїв, які підтримують різні типи друку. Також ви можете купити всі необхідні витратні матеріали та аксесуари для роботи. Менеджери Артлайн дадуть відповідь на всі ваші питання і допоможуть підібрати оптимальний варіант пристрою для реалізації ваших проектів.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





