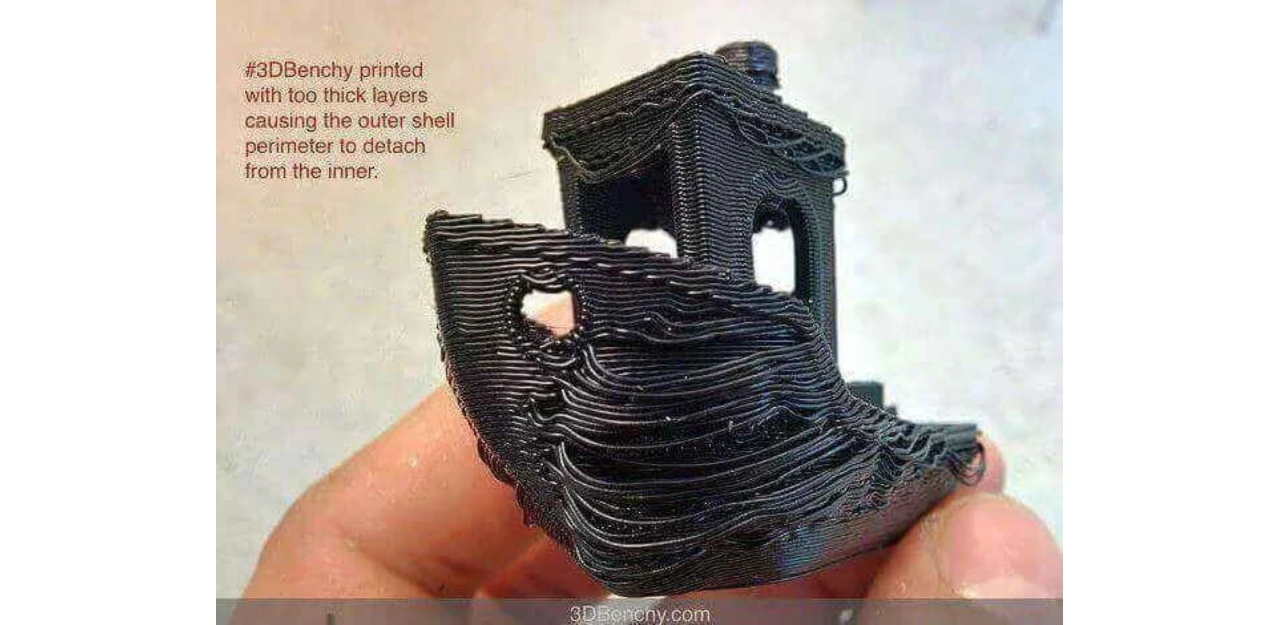
Современные 3D-принтеры способны удивить своими возможностями. При этом у многих пользователей были такие ситуации, когда простое изделие не печаталось успешно. В нашей практике было много случаев, когда происходили сбои в 3D-печати. В данной статье мы предлагаем полное руководство, как выполнить диагностику аппарата и решить проблемы с печатью. Мы остановимся на технологиях SLA и FDM.
При FDM 3D-печати очень часто происходят проблемы со смещением слоя, прилипанием платформы, деформированием отпечатков и иными ошибками.
Содержание:
- Проблемы с FDM 3D-печатью: ничего не печатается
- Проблемы с FDM 3D-печатью: не удалось выполнить печать
- Проблемы с FDM 3D-печатью: печать выглядит плохо
- Беспорядочный первый слой
- Слоновья нога (принт с бантами внизу)
- Сгибаются края печати
- Грязное и неполное заполнение
- Зазоры между заполнением и внешней стеной
- Заполнение видно снаружи
- Появление трещин в высоких предметах
- Слои плохо совмещаются
- Отсутствуют некоторые слои
- Печать наклоняется, когда не следует
- Грязные свесы
- Неровная поверхность под опорами
- Необычно слабая 3D-печать
- Некорректно печатаются мелкие детали
- Рябь и волны в печати
- Диагональные рубцы на печати
- Печать выглядит тягучей и обвисшей
- Слои 3D-печати выглядят одинаково тонкими и слабыми (недостаточная экструзия)
- Принт выглядит расплавленным и деформированным
- Ямки и впадины в верхнем слое (подушка)
- Веревки в виде паутины закрывают печать (нанизывание)
- Печать утратила размерную точность
- Сдвиг печати в некоторых местах
- Грязные мосты
- Проблемы с FDM 3D-печатью: что-то еще
- Стартовый набор мейкера: что купить для безупречной 3D-печати с первого дня
- Где можно купить лучший 3D-принтер для печати качественных изделий?
Проблемы с FDM 3D-печатью: ничего не печатается
Проблема состоит в том, что нить ни при каких условиях не выходит из хотэнда. Далее мы будем разбирать, что приводит к этой проблеме и как ее решить.
Закончилась нить
Данная проблема заключается в том, что просто не осуществляется печать. Установка и настройка модели выполнена правильно, но после каждого старта работы машина никак не реагирует. Здесь может из ноззла случайно вылетать нить. Еще модель может находиться в печати, но экструзия не завершается. Ноззл продолжает осуществлять 3D-печать в воздухе.
Такая проблема затрагивает многие устройства, например, Prusa i3. В этом 3D-принтере хорошо видно катушку с нитью, но подобная проблема не является такой очевидной, как в Ultimaker, Cel Robox, XYZ DaVinci. В данных устройствах нить находится на задней части или добавлена в корпус.
Во многих аппаратах используются интеллектуальные катушки. В них вся необходимая информация передается в ПО, там же подаются соответствующие сигналы о том, что в катушке отсутствует материал. Мы же любим проводить эксперименты, поэтому работаем с модифицированным софтом или сторонними приложениями. Подобная ситуация становится причиной отказов этой системы. Еще многие аппараты не оснащены системами отказоустойчивости.
В разных ситуациях, особенно когда применяются экструзионные системы Боудена, пользователям потребуется извлекать оставшуюся нить, после чего загружать новый материал.
Инструкция по решению проблемы, когда закончилась нить:
- Проверяем используемую катушку.
- Если нить закончилась, то вставляем новую катушку. Все очень легко.
Где купить качественную нить
Чтобы внезапный сбой или хрупкость материала не испортили многочасовую печать, важно использовать надежные расходные материалы от проверенных производителей. Огромный выбор сертифицированного пластика PLA, PETG, ABS и CoPET с точным диаметром нити и стабильной намоткой доступен в специализированном магазине ARTLINE. Вы можете подобрать оптимальный тип материала под любые технические задачи и заказать пластик для 3D принтера с быстрой доставкой по всей Украине.
Ноззл находится слишком близко к печатному столу
Иногда происходят необъяснимые события, когда нить загружена и осуществляется плавное движение печатающей головки. При этом не происходит оседание нити на печатной платформе.
Причиной проблемы, когда ноззл располагается близко к печатной платформе, может быть ее неправильная настройка. Если это расстояние задано в микронах, то у расплавленной нити для выхода может не хватать места. На создаваемом отпечатке могут отсутствовать первые слои, поэтому он может не прилипнуть, когда выйдет наружу. Самой неблагоприятной ситуацией будет получение в хотенде резервной копии расплавленной нити. Подобная проблема становится причиной засорения.
Для решения проблемы потребуется просто осуществить смещение по оси Z. Вы просто повышаете высоту ноззла. Многие аппараты в настройках поддерживают данную опцию. Этот показатель следует повысить до положительного. Данный метод актуален и для обратной ситуации. Если вы хотите решить вопрос с прилипанием отпечатков к беду, то сделайте отрицательное смещение.
При выполнении этих действий пользователю нужно быть предельно осторожным. Если вы установите слишком большое значение смещения, то отпечаток просто не сможет прилипнуть к платформе. Здесь потребуется ее опустить. В любом случае ситуация является проблемной, поэтому может потребоваться повторное выравнивание платформы и калибровка. Только так можно добиться ровных отпечатков.
Аксессуары для точной калибровки и защиты печатного стола
Постоянные ручные регулировки и соприкосновения горячего сопла с поверхностью могут повредить покрытие рабочей пластины или привести к забиванию хотенда. Чтобы минимизировать риски брака и упростить процесс выравнивания, используйте качественные комплектующие. В интернет-магазине ARTLINE вы найдете запасные гибкие PEI-пластины, датчики автоматического уровня, а также другие необходимые аксессуары для 3D-принтеров, которые помогут откалибровать ваш аппарат до идеального состояния.
Засорен ноззл
Проблема заключается в том, что пользователь задает печать, но из ноззла ничего не выходит. Ситуация не решается даже после извлечения нити и повторной установки.
Давайте рассмотрим причины проблемы. Когда пользователь меняет катушку, то в ноззле остается немного нити. Зачастую это остатки, которые отломились. После загрузки пользователем новой нити, оставшийся в ноззле кусок старой нити не позволяет пройти новой.
Существенно снизить вероятность этой проблемы может небольшое обслуживание аппарата. Пользователи могут видеть, что задолго до появления засора внутри ноззла остается старая нить. Она может там находиться долгий период времени, что оказывает влияние на создаваемые отпечатки.
Сначала такие эффекты можно не заметить:
- изменение качества 3D-печати;
- появление темных пятен;
- наличие маленьких трещин на стенках.
Подобные дефекты объясняются отклонениями, но на практике появляется большая проблема. Это особо заметно, если выполнить переключение с нити PLA на ABS. Если в ноззле находится немного PLA, то он начнет плавиться после нагрева до определенной температуры. Все это приводит к его сгоранию.
Аналогичная ситуация происходит при переходе от ABS к нейлону. Довольно часто при пропускании новой нити можно увидеть струйку дыма.
Давайте рассмотрим советы по решению проблемы:
- Использование иглы для разблокировки. В некоторых ситуациях проблема решается быстро. Для этого достаточно просто удалить нить. В панели управления устройством выбираем «Нагреть ноззл», указываем такую температуру, при которой застрявшая нить будет плавиться. Также можно 3D-принтер подключить к ПК, где находится необходимое ПО, и выполнить нагрев ноззла. Например, для PLA это 220 °C. После достижения ноззлом необходимой температуры следует при помощи булавки выполнить очистку отверстий. Если размер ноззла составляет 0.4 мм, то потребуется маленький штифт.
- Протолкните старую нить. Если ноззл продолжает оставаться заблокированным, то следует попробовать протолкнуть нить при помощи другого кусочка нити. Сначала следует удалить нить по указанной выше инструкции, после чего нужно с печатающей головки снять трубку. Для PLA хотенд должен быть нагрет до 220 °C, а потом нужно взять другой кусок нити, чтобы сверху его протолкнуть. Это позволит вытолкнуть из ноззла застрявшую нить. Если проблема не решена, то можно выполнить разблокировку вручную. При этом не следует нажимать слишком сильно, так как можно повредить горизонтальные стержни аппарата. После очистки хотенда следует применить иглу для очистки ноззла. Щеткой можно убрать излишки нити.
- Разборка и восстановление хотенда. Этот метод является самым сложным. Его необходимо использовать, когда ноззл после выполнения двух прошлых пунктов продолжает оставаться засоренным. Если вы будете демонтировать хотенд, то делайте заметки и фотографии. Это позволит упростить его сборку. Удалите нить и изучите инструкцию 3D-принтера, как именно снимается хотенд.
Качественные сопла и комплектующие для хотенда
Если глубокий засор или нагар внутри сопла не удается устранить стандартными методами, лучшим решением станет его своевременная замена, чтобы избежать перегрузки экструдера. В каталоге ARTLINE представлен широкий ассортимент надежных расходников для печатных головок. Вы можете подобрать и купить сопла для 3D принтера различного диаметра (от латунных до закаленных стальных), а также готовые хотенды в сборе для быстрой модернизации вашего оборудования.
Печатающей головке не хватает беда
Данную проблему трудно не заметить, так как появится сильный шум. Если головка не дотягивается до станины, то она доходит до пределов положений осей X, Y. При выходе головки за пределы максимальной точки ремни начнут скользить, а головка или зубцы – скрежетать. Это приведет к появлению шума, а также к поломке боковой части аппарата. В таком положении 3D-принтер просто не сможет создать отпечаток. Несмотря на простое решение проблемы, этот процесс не стоит откладывать.
Самые распространенные причины пробелы:
- поломка или износ концевых упоров;
- неправильный выбор аппарата;
- неверная конфигурация.
Если ситуация проявилась на новом устройстве, то необходимо проверить его конфигурацию. Для этого следует повторно пройти процесс установки. Пользователь должен быть уверен, что используется правильная версия прошивки.
Очень часто проблема связана с тем, что в слайсере осуществляется выбор другого 3D-принтера. Например, пользователь запускает печать на Ultimaker Go, а настройка файлов выполнена для Ultimaker 2.
Во время настройки аппарата следует убедиться, что выбран необходимый объем печати. Для этого используется прошивка устройства или стороннее ПО. Если 3D-принтер считает, что у него бед больше, чем в действительности, то он будет его использовать за реальными пределами.
Если с аппаратом все нормально, но проблема появляется внезапно, то следует выполнить двойную проверку ПО для подготовки к 3D-печати. Есть вероятность, что произошел сброс или выполнено обновление. Очень часто ПО сбрасывается к настройкам по умолчанию. Еще может использоваться последняя версия машины, даже если это не она.
Иногда все настроено правильно, а в аппарате не функционирует один концевой упор. Подобная ситуация может привести к большой путанице.
Способы устранения проблемы, когда печатающей головке не хватает беда:
- В слайсере выполняем проверку, правильное ли выбрано устройство. Если у двух 3D-принтеров беды одинаковые, то у другого настройки могут не совпадать.
- Обновление прошивки. Этот способ подойдет для устройств, которые были недавно куплены. Пользователь должен проверить правильность настроек. Особое внимание уделяется размеру беда.
- Проверка конечных упоров. Такая диагностика требует определенных усилий. Пользователю необходимо наблюдать за тем, как двигается печатающая головка. При проходе максимально дальней точки у нее не должен отсоединяться концевой упор. Если вы не увидели проблем, то потребуется выполнить замену концевых упоров.
Запчасти и датчики для точного позиционирования
Сбои в позиционировании экструдера не только портят распечатываемую модель, но и создают избыточную нагрузку на двигатели и механические узлы принтера. Чтобы вернуть устройству былую точность и избавиться от лишнего шума, важно вовремя заменять изношенные элементы привода и электроники. В интернет-магазине ARTLINE вы можете приобрести надежные комплектующие для 3D принтеров, включая концевые выключатели, прочные приводные ремни, шаговые моторы и шлейфы для восстановления идеальной кинематики вашего оборудования.
Сломанная нить
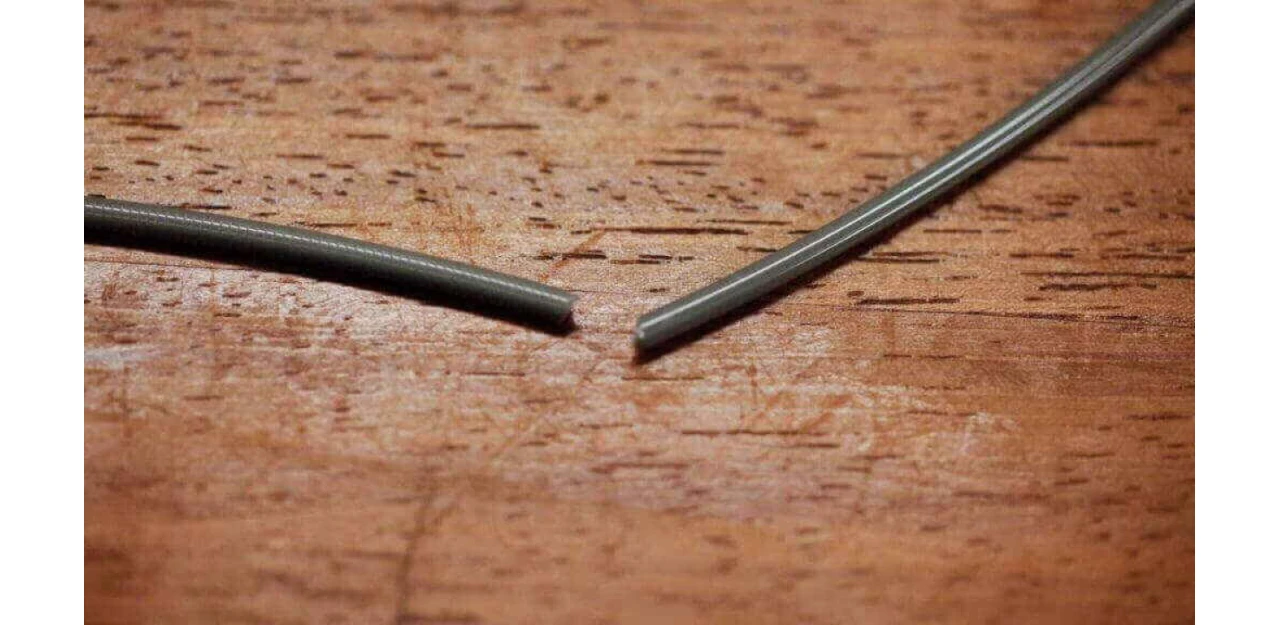
Проблема проявляется так: катушка нити полная, но нить не выходит из сопла. Подобная ситуация чаще всего появляется на устройствах с Боуденовой подачей, где скрыта нить накала. Поэтому пользователи не всегда могут увидеть проблему.
Главная причина поломки состоит в использовании дешевой или старой нити. Стоит отметить, что большинство нитей, например, ABS и PLA, функционируют длительный период времени. Если нити будут содержаться при неправильных условиях и под лучами солнца, то они становятся хрупкими. Им уже не помогут никакие регулировки после загрузки в устройство.
Еще одна проблема связана с диаметром нити. В зависимости от модели или производителя этот показатель можно изменяться. При сильно затянутом натяжителе ролика нить способна порваться из-за сильного давления.
Неполадку можно устранить следующими способами:
- Удаление нити. Это самый простой метод решения проблемы. Если вы используете Ultimaker, то следует выбрать вкладку «Обслуживание», после чего указать «Изменить материал». Очень часто нить ломается внутри трубки, поэтому потребуется ее снять с хотенда и экструдера. После этого следует прогреть ноззл и снять нить.
- Используйте другую нить. Данный способ эффективен в ситуации, когда перезагрузка нити не решает вопрос. Достаточно взять другую нить, чтобы проверить работоспособность системы.
- Ослабление натяжения ролика. Натяжитель не должен быть сильно затянутым, так как будет рваться даже новая нить. Его следует расслабить, но не допускать проскальзывания.
- Проверка ноззла. Ноззл не должен быть засорен, поэтому его следует хорошо чистить.
- Проверка температуры печати и скорости потока. У хотенда должна быть задана необходимая температура. Еще стоит проверить, чтобы скорость потока нити составляла 100%.
Купить надежные филаменты и системы контроля обрыва
Чтобы избежать внезапных остановок печати из-за хрупкого пластика, выбирайте только проверенные расходные материалы со стабильным диаметром и правильными условиями намотки. В ассортименте магазина ARTLINE представлен огромный выбор качественных материалов для любых задач. Вы можете выгодно купить пластик для 3D принтера, который не ломается при подаче, а также приобрести датчики контроля обрыва нити для автоматической приостановки печати в случае непредвиденных сбоев.
Обрыв нити
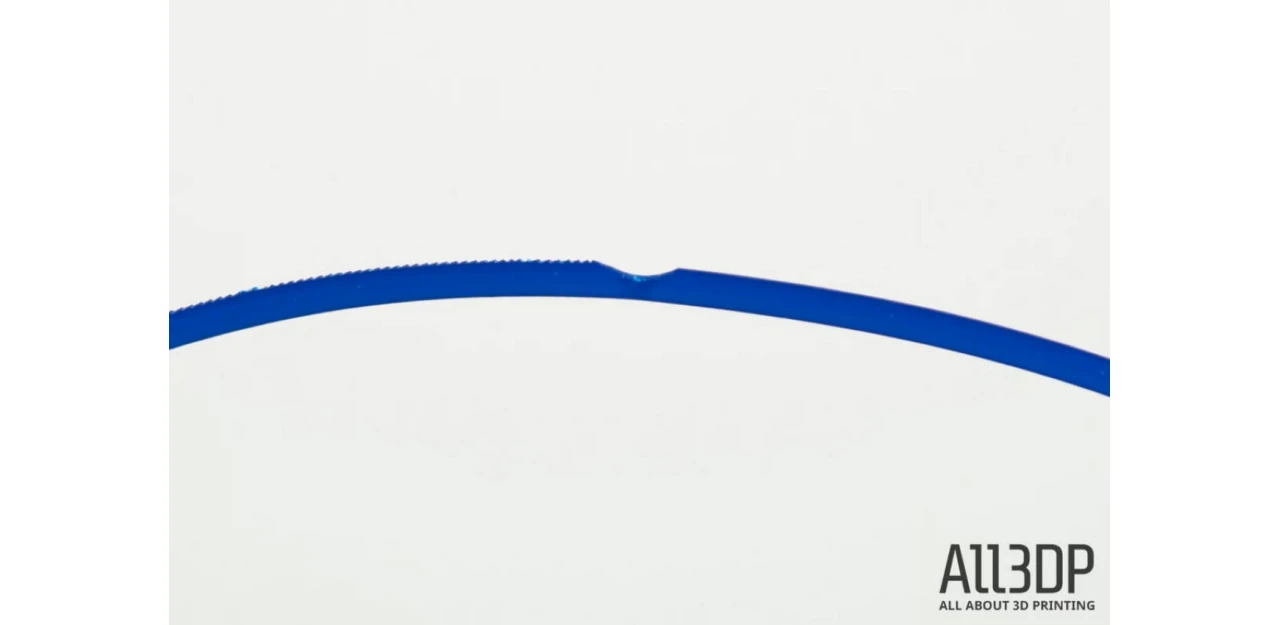
Проскальзывающая или сорванная нить – такая проблема может случиться в процессе печати. В итоге нить перестает выходить из хотенда, поэтому рабочий процесс прекращается.
Причины обрыва нити могут быть разными:
- неправильная температура хотенда;
- ослаб натяжитель ролика;
- появление засора.
Это довольно просто исправляется. Проблема состоит в том, что нить в экструдере просто не проталкивается через устройство. Иногда зубцы на шестерне, которые пропускают нить, изнашиваются. В итоге исчезает сцепление, в результате чего нить и шестерня начинают проскальзывать.
Ниже мы рассмотрим способы решения проблемы:
- Наполнение системы. Когда нить начинает скользить, то появляется пластиковая стружка и шум. Пользователю необходимо немного надавить на нить, чтобы упростить ее проход в системе. Такой подход обеспечивает бесперебойную 3D-печать.
- Регулировка натяжения натяжителя. Пользователю нужно ослабить натяжной ролик. Затем вставляем нить и затягиваем, пока не будет скольжения. Благодаря натяжному колесу удается компенсировать разницу в диаметре, но из-за разного диаметра для некоторых нитей может потребоваться детальная регулировка.
- Удаление нити. Во многих ситуациях требуется удаление и замена нити. Затем ее следует снова пропустить через систему. Когда нить будет удалена, она обрезается после того участка, где есть признаки проскальзывания. После этого она снова подается в систему. После истечения срока годности нити могут рваться. Пользователю необходимо снова попробовать ее использовать. Если будет видно, что нить хрупкая, то используйте другой материал.
- Проверка температуры хотенда. Вам следует проверить, правильная ли температура задана в 3D-принтере.
Датчики контроля и комплектующие для непрерывной подачи
Внезапный обрыв пластика посреди многочасового процесса может полностью испортить деталь, если принтер вовремя не остановит работу. Для защиты от подобных сбоев важно использовать качественные направляющие трубки и современные системы мониторинга. В интернет-магазине ARTLINE вы можете приобрести надежные комплектующие для 3D принтеров, включая автоматические системы подачи филамента, которые поставят печать на паузу, сохранив ваш прогресс.
Проблемы с FDM 3D-печатью: не удалось выполнить печать
Рабочий процесс шел хорошо, но в итоге 3D-печать не удалась. Изделие не смогло прилипнуть к платформе, нить не выдавилась или появилась другая проблема.
Экструзия остановлена в середине печати

В один момент хотенд не выдавил расплавленную нить.
Проблема может быть связана со следующими процессами в работе:
- неправильная подача нити;
- поломка в ноззле или хотенде.
Иногда наблюдается достаточно простая ситуация, когда заканчивается нить. Если используется нить закрытого типа, то очень трудно определить, что она закончилась. Еще на экструдере может использоваться слишком натяжной ролик. В итоге нить обрывается и не доходит до хотенда. Не стоит забывать, что в хотенде может произойти засор, из-за чего нить перестает выдавливаться.
Способы устранения неполадок:
- Проверка наличия нити. Это нужно делать даже в ситуации, когда происходит кратковременная потеря концентрации. В некоторых слайсерах есть возможность увидеть оценку материала. Вы будете знать, достаточно ли у вас нити для завершения работы.
- Проверка обрыва нити. Такая полоска может стать большой проблемой. Выше мы рассмотрели, что следует делать при такой неполадке.
- Проверка засора ноззла. Если в ноззле остается сгоревшая нить, то это может стать причиной остановки работы. Мы уже рассмотрели способы очистки ноззла.
- Произошел ли обрыв нити? Такие проблемы чаще всего наблюдаются в экструдерах Боудена. Из-за отрыва нити происходит отсоединение хотенда и экструдера. Это очень просто определяется и исправляется, что мы также уже рассмотрели.
Комплектующие для хотенда и системы охлаждения
Внезапное прекращение подачи пластика в разгаре процесса чаще всего связано с перегревом термобарьера («пробкой») или заклиниванием изношенного подающего механизма. Чтобы принтер работал без опасных остановок, важно следить за состоянием термобарьера и эффективностью вентиляторов. В интернет-магазине ARTLINE вы можете подобрать и купить оригинальные комплектующие для хотендов.
Отпечаток не прилипает к печатному столу
Это довольно распространенная проблема, но для ее решения не нужно много усилий. Вина 3D-принтера здесь наблюдается не всегда. Особенно это относится к ситуации, когда создаваемая модель имеет небольшую площадь соприкосновения с платформой. Например, при печати самолета контактировать с платформой будут только шасси. Поэтому без адгезии и краев пластины здесь не обойтись, не говоря о выборе подходящих опор. Из-за широкой распространенности проблемы существуют разные методы ее решения.
Самая распространенная причина проблемы – модель просто не смогла прикрепиться к платформе. В этом случае может потребоваться текстурированная основа. Еще решить проблему можно при помощи создания подходящей поверхности.
Большую проблему создает неровная платформа. В этом случае ноззл не сможет подойти к ней близко, чтобы выполнить правильное склеивание 1 слоя.
Калибровка не является существенной проблемой. Иногда расстояние между платформой и ноззлом сильно увеличивается. Поэтому 1 слой не вдавливается в печатную платформу. Во всех ситуациях нити будут разбросаны вокруг платформы.
Теперь рассмотрим способы устранения неполадки:
- Добавляем текстуру. Если вы хотите повысить шансы того, чтобы нить прикрепилась к платформе, то потребуется использовать дополнительный материал. Это позволит создать текстуру. Самым популярным методом достижения такого результата будет нанесение на бед тонкого слоя клея. Потом его потребуется смыть при помощи горячей воды. Иным решением для PLA будет добавление декоративной ленты. Если используется такая нить, когда платформу необходимо подогреть до 40 °С или больше, то можно работать с разными специальными лентами. Они являются более термостойкими.
- Выравнивание беда. У всех устройств свой способ выравнивания печатной платформы. К примеру, в новых версиях Prusa добавлена очень надежная система, которая выравнивает бед в автоматическом режиме. У 3D-принтеров Ultimaker используется пошаговый подход регулировки. Поэтому пользователю необходимо обратиться к инструкции по эксплуатации аппарата, чтобы правильно выровнять бед.
- Регулировка высоты ноззла. В ситуации, когда ноззл находится достаточно высоко, нить просто не будет прилипать к платформе. При низком положении ноззла отпечаток будет просто соскабливаться. Пользователю потребуется найти настройки смещения Z оси в машине и осуществить изменения. Если ноззл следует поднять – меняем в положительную стороны, чтобы отпустить – в отрицательную.
- Очистка печатной платформы. Если 3D-печать осуществляется на стекле, то его периодически необходимо чистить. Это очень важно при использовании клея. Платформа может перестать быть липкой из-за скопления отложений клея.
- Нанесение клея на рабочую пластину. Существуют 3D-принтеры, которые отлично функционируют без полей. При этом для создания мелких объектов и требующих небольшой контакт с бедом, необходим специальный клей. Его добавить можно через ПО слайсера: «Brim» и «Raft». При выборе первого варианта будет добавлен слой из необходимого числа линий, которые будут расположены по периметру. Они начнут исходить из места, где отпечаток соприкасается с бедом. Такой метод считается самым экономным и лучшим, но потребуется ножом обрезать поля. При использовании «Raft» у отпечатка будет тень с толстым слоем, поверх которой будет осуществлена печать. В местах соприкосновения получится шероховатая поверхность. В отличие от создания полей потребуется больше материала, но лишнюю часто можно отломить без проблем.
- Добавление опор. Кроме повышения уровня адгезии платформа можно добавить опоры. Это важно при наличии у изделия сложных краев или выступов. Они позволяют эффективно удерживать отпечаток.
Купить средства для идеальной адгезии и сменные платформы
Плохое сцепление первого слоя с поверхностью стола гарантированно портит всю модель и превращает филамент в отходы. Для обеспечения безупречной адгезии и защиты от термоусадки пластика необходимо использовать качественные покрытия и специализированную химию. В каталоге ARTLINE представлен широкий ассортимент решений для фиксации: от термостойких лаков и клеевых составов до гибких магнитных PEI-пластин. Загляните в раздел, где собраны лучшие аксессуары для 3D-принтеров, чтобы навсегда забыть об отслаивании деталей.
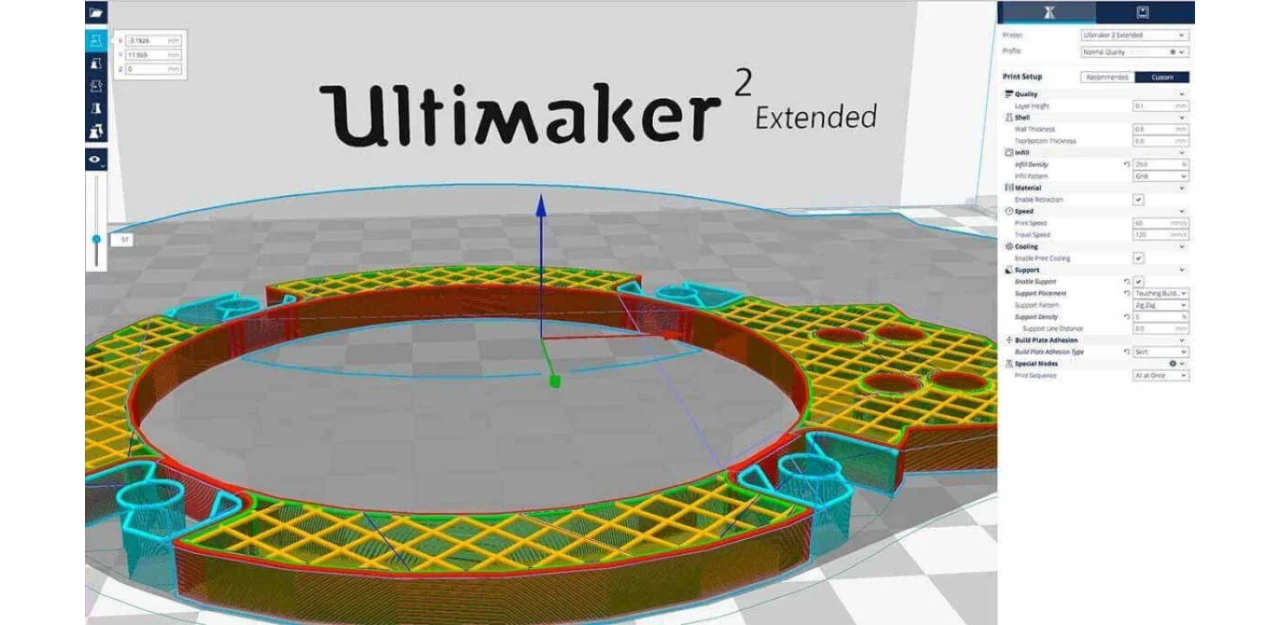
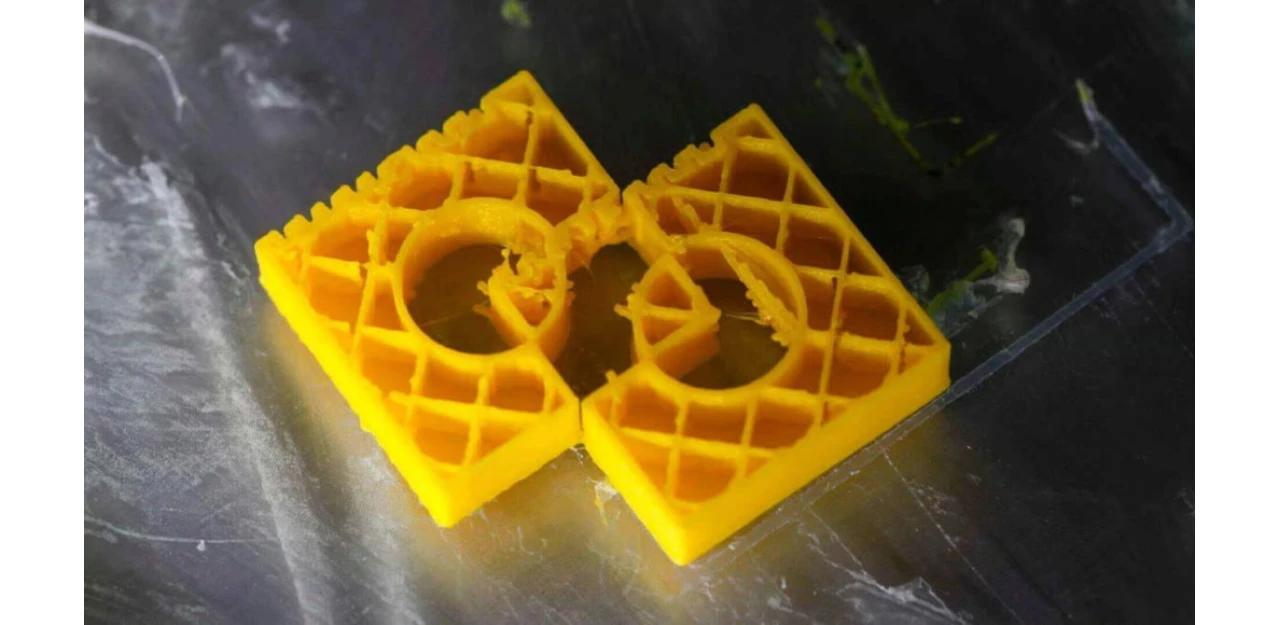
Опоры рухнули
Если вы создаете сложные изделия, то для них нужны опоры. Иногда опоры довольно трудно удалить, так как они относятся к важному элементу 3D-печати. Они выполняют простую функцию – поддерживают отпечаток. Если они рухнут, то у изделия не будет такой поддержки.
На практике можно увидеть, что при выдавливании отпечатка опоры могут стать неровными. В них образуются трещины или они получаются некачественными. В итоге 3D-печать проводится неправильно.
Такой вариант поддержки является сложной задачей, в большинстве приложений предлагается несколько вариантов срезов. Пользователи могут выбрать создание опор по умолчанию, но подобная печать не дает гарантий успеха при создании свесов. Особое внимание следует уделять типу опоры, которая будет отвечать за поддержку и устойчивость изделия по ходу всего процесса 3D-печати.
После завершения 3D-печати без проблем удаляются зигзаги и линии, но по ходу 3D-печати они становятся причиной меньшей жесткости. Надежная поддержка обеспечивается за счет сетки и треугольников, но они могут трудно удаляться. Например, посмотрите на обычную конструкцию моста, у которого используются тонкие стойки. После этого стоит задуматься об опорах. Потребуется хорошо продумать их конструкцию, чтобы модель получилась жесткой. При выборе зигзагов или линий появляется вероятность того, что модель будет двигаться при 3D-печати. Это станет причиной поломки хрупких опор.
Оптимальным вариантом в данной ситуации станет жесткая структура опоры, которая будет напоминать сетку. В ПО для нарезки можно создавать такие подставки, где не требуется приклеивание платформы. В данной ситуации опоре будет трудно соединиться с платформой.
На практике встречаются чрезмерные опоры в высоких изделиях, конструкция получается тонкой и чересчур вытесненной. Здесь необходимо проработать надежность поддержки, например, выбрать «блок». Они гарантируют надежную поддержку, если используются большие свесы.
Большой проблемой являются дешевые и старые нити. Если нить находится в плохом состоянии, то при экструзии она не будет достаточно скреплять слои. Из-за ошибок в экструзии опоры могут поломаться.
Пользователи должны обратить внимание на работу своего 3D-принтера. Если машина сильно вибрирует, то нужно проверить и затянуть все болты и гайки. После этого выполняется повторный процесс калибровки.
Рассмотрим способы устранения неполадок, когда происходит разваливание опор:
- Выбираем правильные опоры. Необходимо внимательно проанализировать создаваемую модель. Если у нее есть большие выступы, соединяющие разные части, а также у них отличный контакт с платформой, то можно применять зигзагообразные опоры или стропы. Если у модели плохой контакт с основанием или ей требуется прочная поддержка, то можно работать с треугольными или решетчатыми опорами.
- Добавление адгезии платформы. Пользователь должен убедиться в том, что выбрано такое сцепление с платформой, которое имеет нужную площадь основания для сцепления.
- Увеличение плотности поддержки. Этот метод стоит использовать только в крайней ситуации. Если вы повысите плотность поддержки, то создаваемый отпечаток будет иметь плотную структуру. На нее можно будет опираться, а движение не окажет на качество никакого влияние. Минусом метода является то, что такую структуру будет сложно удалить.
- Создание опор в модели. У слишком высоких опор есть недостаток – они способны ослабнуть. Здесь нужно делать прочные опоры. Для этого в модель добавляют высокий блок. Он должен завершаться немного ниже того места, где нужна опора.
- Замена нити. При окончании срока годности нить становится хрупкой. Данный фактор проявляется в плохом качестве опор. После установки новой катушки проверьте, исчезла ли проблема.
- Все необходимо надежно закрепить. Во время работы 3D-принтер раскачивается и трясется. Это создает большую проблему. Аппарат следует постоянно проверять, чтобы все было затянуто. Если потребуется, то повторно нужно провести калибровку.
Качественные филаменты для прочных поддерживающих структур
Разрушение хрупких вспомогательных опор лишает нависающие элементы модели всякой поддержки, приводя к браку. Помимо настроек слайсера, критически важную роль здесь играет межслойная адгезия самого пластика – влажный или некачественный филамент попросту не удержит тонкие стойки. Чтобы ваши проекты всегда завершались успешно, выбирайте сертифицированные материалы. В ARTLINE вы всегда можете выгодно купить пластик для 3D принтера со стабильным диаметром нити, который гарантирует высокую жесткость как самой детали, так и ее опорных конструкций.
Проблемы с FDM 3D-печатью: печать выглядит плохо
Вы смогли успешно закончить 3D-печать, но изделие получилось некрасивым. Далее мы рассмотрим основные проблемы, которые приводят к получению плохого отпечатка.
Беспорядочный первый слой

Иногда первый слоя изделия оказывается проблемным. Причина – отсутствует адгезия или появляются нежелательные линии, приводящие к неожиданному виду нижней оболочки. Еще в нижней части могут загустеть мелкие детали, после чего они не будут похожи на рисунок поверхности.
Все это происходит из-за отсутствия выравненного беда. Если ноззл располагается далеко от слоя, то 1 слой не прилипает из-за печати нежелательных линий. Когда ноззл находится слишком близко, то могут появляться капли. Из-за высокой температуры беда изделия печатаются размытыми и нечеткими.
Устранение неполадок:
- Выравнивание печатной платформы. У всех устройств имеется свой метод выравнивания платформы. Разработчики Prusa уделили этому вопросу много внимания, поэтому их новые модели могут отлично выравниваться в автоматическом режиме.
- Понижение температуры слоя. Пользователю потребуется снижать на 5 °C температуру слоя до того момента, пока не будет найдено оптимальное значение адгезии без потери детализации.
Оригинальные комплектующие для точной калибровки осей
Неровная укладка стартовых линий – первый шаг к деформации всей модели. Чтобы исправить геометрию и добиться идеальной укладки первого слоя, механические узлы и датчики принтера должны работать безупречно. В каталоге ARTLINE вы можете подобрать оригинальные запасные части, включая точные датчики автоматического выравнивания, новые нагревательные элементы и кабели, которые обеспечат безупречный старт любой печати.
Слоновья нога (принт с бантами внизу)

Проблема состоит в том, что основание изделия немного выпирает наружу. Такой эффект называется слоновьей ногой. Этот очень неуклюжий дефект проявляется из-за того, что вес изделия оказывает давление на его нижнюю часть до того момента, пока он не остынет и затвердеет. Проблема часто проявляется в 3D-принтерах, у которых имеется подогреваемый бед.
Устранение неполадки:
- Балансировка температуры и охлаждения беда. Если вы не хотите получать на напечатанных изделиях слоновью ногу, то следует охлаждать базовые слои. На них должна держаться вся структура модели. Если охлаждение будет существенное, то базовые слои могут деформироваться. На практике сложно получить правильный баланс. Пользователю необходимо начать уменьшать температуру беда с интервалом 5 °C. Когда толщина верхней или нижней части составляет 0.6 мм, то следует уменьшить высоту вентилятора.
- Ровный бед. Огромное количество проблем с 3D-печатью решается путем выравнивания печатной платформы. Для этого следует выполнить калибровку беда по инструкции, которую предлагает производитель аппарата.
- Поднимите ноззл. Решить проблему можно путем поднятия ноззла. Пользователю нужно быть осторожным. Если он будет находиться слишком высоко, то слой не прилипнет к платформе.
- Снятие фаски на основании. У основания изделия следует снять фаску. Подобная ситуация возможна только тогда, когда вы самостоятельно выполнили разработку модели или имеете доступ к ее исходникам. Для начала достаточно сделать фаску с углом 45° на 5 мм. Можно экспериментировать для выбора лучшего варианта.
Нагревательные элементы и датчики для контроля температуры
Расплывание нижних слоев под весом остывающей модели часто происходит из-за избыточного нагрева платформы или сбоя в терморегуляции. Сбалансировать температурный режим помогут новые датчики. На сайте ARTLINE доступны надежные термисторы для 3D принтера и нагревательные элементы, позволяющие точно откалибровать температуру печатной зоны.
Сгибаются края печати

Отпечаток может деформироваться вверх у основания изделия. Это происходит до того момента, пока он не перестанет быть на одном уровне с бедом. Подобная ситуация становится причиной образования горизонтальных трещин в верхней части модели, поэтому она отклеивается от платформы.
Ничего необычного в деформации нет, это естественные параметры пластмасс. Если нить PLA или ABS остывает, то она начинает сжиматься. Еще коробление проявляется при слишком быстром охлаждении пластика.
Инструкция по устранению неполадок:
- Применение печатной платформы с подогревом. Пользователю необходимо задать температуру меньше, чем значение плавления пластика. Такая точка называется «температура стеклования». При выборе нужной температуры на беде произойдет ровная печать первого слоя. Это значение можно указать в ПО слайсера. Зачастую значение нужной температуры указывается на катушке или упаковке используемой нити.
- Нанесение клея на печатную платформу. Если отпечаток продолжает по краям подниматься, то требуется равномерно нанести немного клея на бед. Это позволит улучшить адгезию.
- Используйте другой тип платформы. Пользователю потребуется осуществить замену беда на тот вариант, где будет более качественная адгезия. Разные компании, например, Prusa применяет поверхность беда PEI. Там удается без применения клея добиться хорошей адгезии. Компания XYZPrinting предлагает в комплекте специальную текстурированную ленту. Она имеет вид большого листа малярной ленты. Она превосходно подходит для разных платформ без подогрева. В устройствах компании Zortrax есть перфорированный бед. Модели прекрасно привариваются к данному типу поверхности.
- Выравнивание печатной платформы. Причиной проблемы может быть калибровка. Данный процесс следует выполнить с учетом правильной высоты ноззла.
- Увеличение числа контактов. Здесь необходимо добиться качественного контакта между бедом и моделью. Это очень легко сделать, так как в ПО для 3D-печати можно добавлять платформы или плоты.
- Регулировка дополнительной настройки температуры. Если приведенные выше советы не помогли решить проблему, то стоит перейти к расширенным настройкам 3D-печати. Достаточно проводить эксперименты с увеличением температуры беда с шагом 5 °C. В ПО слайсера имеется раздел с вентиляторным охлаждением. Зачастую оно настроено таким способом, чтобы вентиляторы на высоте приблизительно 0.5 мм функционировали на полную мощность. Если этот показатель сделать 0.75 мм, то у базовых слоев будет больше времени, чтобы произошло естественное охлаждение. Если у 3D-принтера имеется подогреваемый бед, то все равно можно применять клей и периодически его калибровать.
Модернизация нагревательного стола для стабильной адгезии
Коробление и отрыв углов детали из-за естественной усадки пластика – частая проблема, которая усугубляется неравномерным прогревом платформы. Если ваш стол остывает в процессе работы, слои неизбежно начнет вести. Замените поврежденный узел, выбрав качественный контролер нагревательного стола для 3D принтера в магазине ARTLINE, чтобы обеспечить стабильную температуру по всей площади печати.
Грязное и неполное заполнение
Внутренняя структура модели может быть нарушена или отсутствует. Имеется ряд причин, по которым это может произойти. Зачастую проблема зависит от настроек программы для нарезки. Еще неполадка проявляется из-за засорения ноззла.
Способы решения проблемы:
- Проверка плотности заполнения. Пользователь должен посмотреть, какое значение в настройках стоит у плотности заполнения. Нормальным считается показатель приблизительно 20%. Если этот параметр меньше, то могут появиться проблемы. Если вы хотите создать крупные изделия, то данный показатель можно еще больше увеличить. Это позволит получить нужный уровень поддержки.
- Уменьшение скорости заполнения. На качество структуры напрямую оказывает воздействие скорость 3D-печати. Если получается слабое заполнение, то нужно уменьшить данный параметр.
- Изменение рисунка заполнения. Многое ПО для нарезки позволяет выполнять изменение внутренней структуры. Пользователи получают возможность указать соты, треугольник или сетку. Можете поэкспериментировать с разными вариантами.
- Проверка ноззла. Проблема может возникнуть при засорении ноззла. Такой засор не оказывает существенного воздействия на 3D-печать на больших внешних стенках. Нить застревает из-за меньшего потока во внутренней структуре.
Купить оригинальные экструдеры и механизмы подачи
Разрушение внутренней структуры и пустоты в заполнении детали сигнализируют об износе шестерен подающего механизма. Чтобы пластик проталкивался плавно и с нужной скоростью, стоит обновить узел подачи. Купить надежный экструдер для 3D принтера – от цельнометаллических систем до отдельных деталей фидера – можно с быстрой доставкой в каталоге ARTLINE.
Зазоры между заполнением и внешней стеной
Если на нижней или верхней части отпечатка имеется маленький зазор между стенкой и заполнителем по внешнему периметру, то это является признаком проблемы. Ранее это была популярная неполадка, но в современных 3D-принтерах существенно улучшилась точность печати. Также устройства стали поддерживать разные материалы, поэтому проблема не является сложной.
Сейчас стали появляется менее щадящие материалы ABS и PLA, поэтому проблема снова стала актуальной. Зазоры образуются из-за того, что применяемая нить не совсем склеивается и соприкасается. Данную проблему очень просто решить.
Самой главной причиной неполадки является то, что не установлено перекрытие заполнения. Поэтому софт для нарезки дает команду машине, чтобы не было соприкосновение 2 отпечатков. Еще одна проблема – это порядок установки заполнения. Если сначала осуществляется создание периметра, то перекрытий практически не будет, что создает неполадку.
Способы решения проблемы:
- Проверка зазора между внешней стеной и заполнителем. Такая проблема является распространенной, но решается очень просто. В софте для нарезки стоит перейти во вкладку «Перекрытие заполнения» и увеличить этот показатель. По умолчанию в CURA установлено 15%, поэтому его следует увеличить до 30%. Данная опция в Simplify3D находится в меню «Редактировать настройки процесса». Затем необходимо выбрать «Заполнение» и перейти в подраздел «Перекрытие контура», где нужно увеличить данный параметр. Это значение зависит от ширины выдавливания. Поэтому указанный процент должен быть связан с шириной выдавливания. Во время выполнения настройки его не стоит задавать менее 50%.
- Печатайте по периметру заполнение перед оболочкой. Если вы видите, что просвечивается структура заполнения, то меняйте порядок создания слоев заполнения и периметра. Например, в Cura необходимо активировать опцию «Заполнение отпечатков по периметру».
- Увеличение температуры хотенда. Современные материалы, например, XT-CF20, являются менее щадящими, особенно это касается растекания. Ситуация связана с тем, что часть их структуры состоит из углеродных волокон. Если вы будете проводить печать такими материалами, то большое значение будет иметь повышение на 5-10 градусов температуры хотенда.
- Уменьшение скорости печати. Если вы осуществляете 3D-печать на высокой скорости, то могут появиться проблемы. Особенно это касается ситуации, когда калибровка машины выполнена неправильно. Уменьшив скорость создания верхнего слоя, можно решить вопросы с пропусками.
Высококачественные сопла для стабильной укладки линий
Щели между внутренним заполнением и периметром портят внешний вид и снижают прочность готового изделия. Часто это связано с износом выходного отверстия сопла, из-за чего меняется толщина линии. Решить проблему поможет установка новой детали. В магазине ARTLINE вы всегда можете заказать сопла для 3D принтера нужного диаметра из латуни, нержавеющей стали или закаленных сплавов.
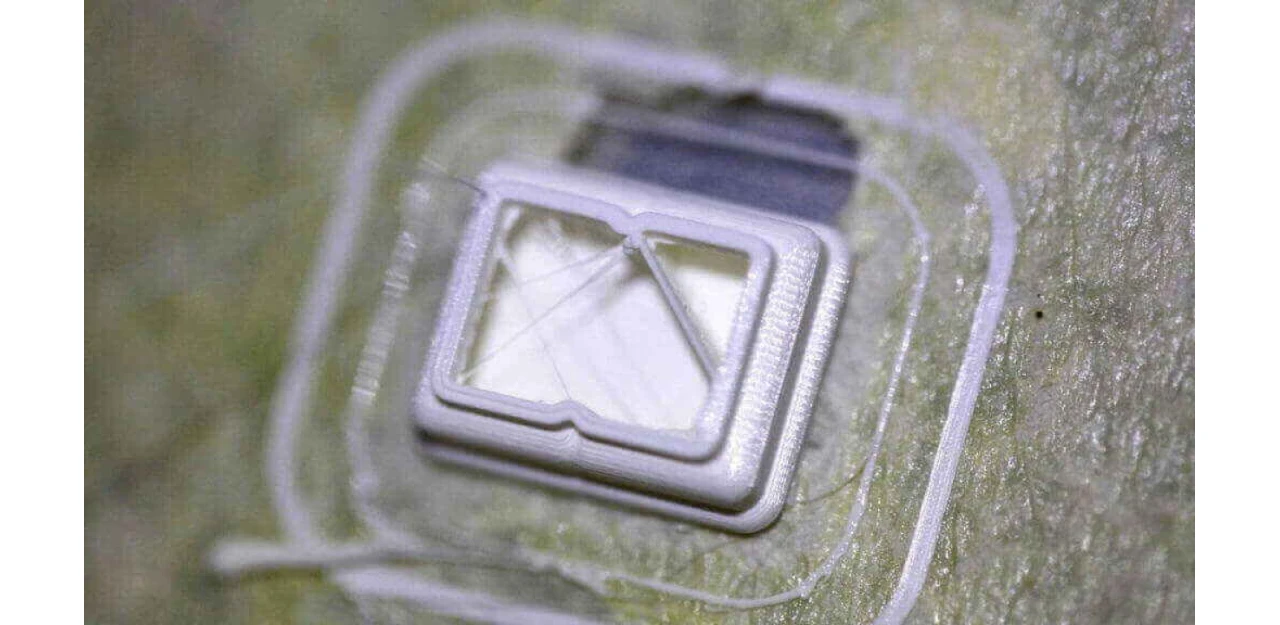
Заполнение видно снаружи

Здесь окончательный результат имеет нормальный внешний вид, но сквозь его стенки видно внутреннюю опорную конструкцию. Подобная проблема называется ореолом.
Причина неполадки заключается в том, что за пределы периметра смогло выйти заполнение. Такой эффект максимально заметен, если у модели очень тонкие стенки. Неполадку вызывает то, что линия периметра оказывается перекрытой структурой заполнения, это происходит при укладке. Несмотря на это, ореолы являются важным элементом 3D-печати. Они обеспечивают качественное сцепление. Все это легко исправляется.
Существует еще одна причина появления ореолов. Пользователь просто неправильно указывает толщину стенок, в зависимости от применяемого размера ноззла. Зачастую толщина создаваемых стенок зависит от размера ноззла. Если вы используете ноззл на 0.4 мм, то толщина стенки должны быть кратной: 0.4, 0.8 и т.д.
Способы устранения ореолов:
- Проверка толщины корпуса. Это значение должно быть кратно размеру ноззла.
- Увеличение толщины корпуса. Данное решение является наиболее простым. Достаточно удвоить этот размер, чтобы решить вопрос с заполнением.
- Применение заполнения после периметра. Практически все ПО для нарезки имеет возможность активировать такой вид 3D-печати по периметру. Для этого в Simply3D необходимо перейти в меню «Редактировать настройки процесса», где следует указать «Слой». Потом открываем «Настройки слоя» и указываем «Снаружи внутрь». В Cura потребуется перейти во вкладку «Экспертные настройки», а в меню «Заполнение» нужно активировать опцию «Заполнение печатается по периметру».
- Проверка печатной платформы. Пользователю следует осмотреть изделие. Если данный эффект больше распространен только с одной стороны, то нужно выполнить калибровку.
- Печать оболочек с выгодой для себя. Пользователи могут настроить подходящий для себя внутренний порядок работы. Если требуется высококачественная 3D-печать, где будет хорошая отделка поверхности (фактическая прочность не является важным параметром), то следует выбрать «Снаружи внутрь». Если для вас прочность является самым важным значением, то нужно указать «Печать изнутри наружу», что увеличит стенки вдвое. Такая разница в прочности появляется из-за того, что во время 3D-печати происходит устранение маленького перекрытия снаружи, что и создает ореолы. Это говорит о том, что одинаковой прочности соединения не будет по всей фактуре.
Премиальный пластик со стабильным диаметром нити
Эффект «ореола», когда сквозь тонкие внешние стенки просвечивает внутренняя сетка, часто усугубляется нестабильной толщиной дешевого филамента. Для получения безупречной поверхности используйте только проверенные материалы. В ARTLINE доступен широкий выбор сертифицированных материалов, где вы можете выгодно купить пластик для 3D принтера с гарантированной точностью диаметра нити.
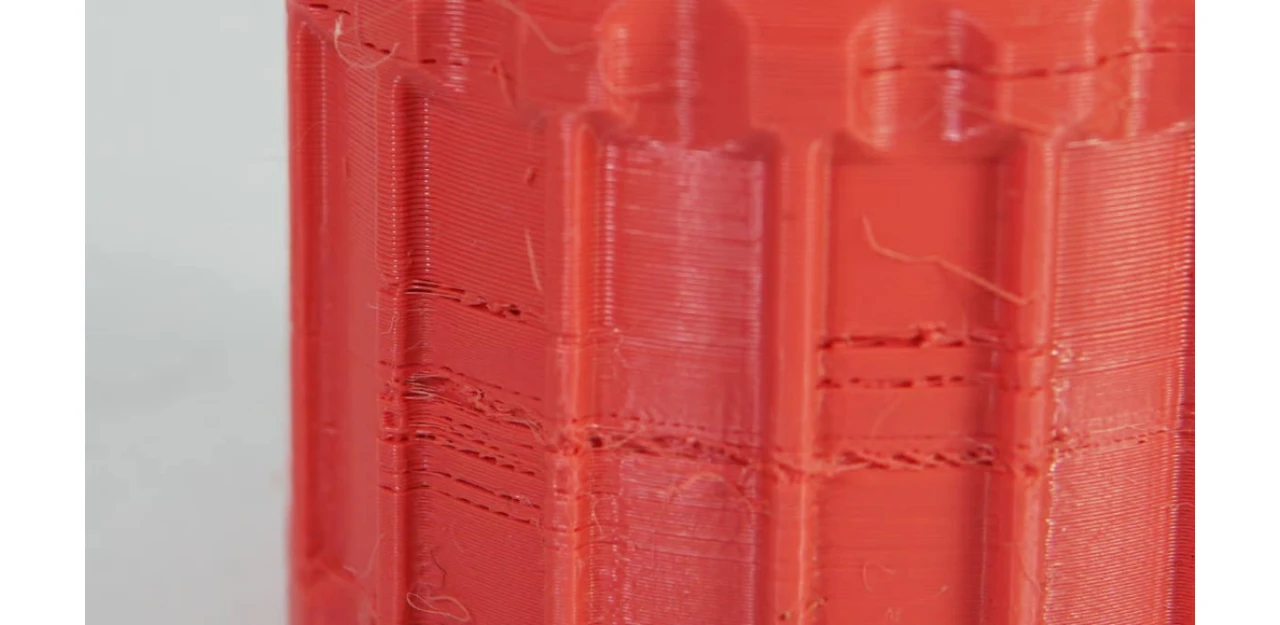
Появление трещин в высоких предметах

После печати по бокам изделия могут появляться трещины. Чаще всего это происходит на высоких моделях. Подобная проблема является неожиданной. Охлаждение материала в верхних слоях изделия осуществляется быстрее. Нагрев от печатной платформы не имеет такого высокого уровня, это приводит к низкой адгезии.
Способы решения проблемы:
- Температура экструдера. Сначала это значение можно увеличить на 10 °C. Рабочие температуры хотенда указаны на коробке с нитью, поэтому старайтесь придерживаться указанных производителем значений.
- Направление и скорость вращения вентилятора. Пользователю стоит 2 раза проверить вентиляторы. Они должны нацелится на изделие. При необходимости можно уменьшить их скорость.
Современные 3D-принтеры с закрытой камерой печати
Расслоение и трещины на высоких деталях вызваны слишком быстрым и неравномерным остыванием пластика вдали от нагревательного стола, что критично для ABS или нейлона. Для работы со склонными к усадке материалами необходима стабильная температура воздушной среды. Если ваш старый аппарат не справляется, в ассортименте ARTLINE представлены современные 3D принтеры с полностью закрытым корпусом и активным термоконтролем.
Слои плохо совмещаются
Когда происходит формирование отпечатка, могут появиться определенные проблемы с качеством. Пользователи могут внимательно присмотреться к моделям и увидеть, что выравнивание произошло неправильно. Особое внимание следует уделить внутренней структуре поддержки. Изделие не должно выглядывать наружу. Еще могут появиться неровности, которые приводят к созданию кривой поверхности.
Причины неполадки могут быть связаны с ослабеванием креплений, их постоянно необходимо подтягивать. Ситуация со смещением слоев может быть связана с пересечением. Если не предпринимать меры, то у изделий будут смещаться слои, а эффект станет визуально выраженным.
Рассмотрим инструкцию:
- Проверка ремней – часть 1. Пользователю достаточно почувствовать маленькое сопротивление со стороны ремней, если их сжать вместе. Если будет видно, что у ремня натянута верхняя часть сильнее нижней, то потребуется их подтянуть. Такие устройства, как Pruse i3, в комплекте имеют встроенные натяжители ремней. Другие машины можно модернизировать. Если не получится использовать один из этих методов, то придется выполнить ручное затягивание ремня.
- Проверка ремней – часть 2. Ремни являются системой из непрерывной петли, они крепятся на 2 шкивах. Широко встречаемой проблемой стало проскальзывание ремня на 1 шкиве, который начинается вверху натягиваться или наоборот. Все это становится причиной смещения слоев.
- Стержни должны быть смазаны и чистые. При работе на стержнях накапливается мусор. Это приводит к тому, что на некоторых участках увеличивается трение. Головка больше не может свободно двигаться, поэтому слои смещаются. Здесь пользователю достаточно протереть стержни и выполнить повторную смазку.
- Проверка наличия смещенных или изогнутых стержней – часть 1. К колебанию головки приводит поломка одного из стержней. Для диагностики потребуется отключить аппарат и переместить головку по X и Y осям. При наличии сопротивления стоит принять меры. В первую очередь следует посмотреть, выровнены ли стержни. Еще стержни можно удалить и проверить, погнуты ли они.
- Проверка наличия смещенных или изогнутых стержней – часть 2. Иногда в устройствах применяются резьбовые стержни, а не ходовые винты. Несмотря на свою эффективность, они постепенно гнутся. Для их проверки можно использовать софт «Printrun». С его помощью осуществляется перемещение головки вниз или вверх. По ходу этого действия вы сразу сможете увидеть, что стержни по Z оси погнуты. Сейчас практически невозможно осуществить выпрямление стержня, поэтому потребуется его замена на ходовые винты.
- Проверка приводных шкивов. Зачастую они подключаются к основному стержню или шаговому двигателю. При внимательном поворачивании шкива можно увидеть установочный винт. Пользователю потребуется держать стержень и тянуть ремень. Это позволить начать скольжение шкиву. Между ним и шаговым двигателем должны отсутствовать проскальживания. Если скольжение наблюдается, то следует затянуть винт.
Прочные приводные ремни для точной кинематики
Смещение слоев, кривизна поверхностей и люфты – это прямое следствие растяжения приводных элементов. Вернуть принтеру идеальную точность хода поможет своевременное ТО. В интернет-магазине ARTLINE вы найдете качественный ремень для 3D принтера, шкивы и ходовые винты для восстановления идеальной кинематики.
Отсутствуют некоторые слои
Данная проблема связана с полным или частичным пропуском некоторых слоев. Устройство не может обеспечить достаточный объем пластика в тех местах, где нет слоя. При нечастом пропускании слоя образуется временная недоэкструзия. Такая проблема может быть связана с засорением ноззла, поломкой подающего колеса, катушки или с нитью.
Бед может застрять временно из-за трения. Причина состоит в отсутствии совмещения вертикальных стержней с линейными подшипниками. Еще неполадка проявляется, когда имеются поломки подшипников или стержней в Z оси. Это приводит к загрязнению или деформации стержня.
Способы решения проблемы:
- Механическая проверка. На практике доказал свою эффективность регулярный осмотр устройства. Там можно оперативно найти поломки и устранить их. В первую очередь стоит обращать внимание на стержни, они должны находиться в зажимах или подшипниках, чтобы исключить их поломку.
- Проверка выравнивания стержня. Пользователю необходимо убедиться в том, что стержни не смещаются и выровнены идеально. Зачастую это можно вычислить путем отключения шаговых двигателей, питания. Потом необходимо по X и Y осям переместить головку. Наличие любого сопротивления говорит о том, что есть проблема. Здесь следует определить, это связано с подшипником или изогнутым штоком.
- Изношенный подшипник. Если ломаются подшипники, то вы услышите шум. Также будет чувствоваться неравномерное движение головки. Во время печати 3D-принтер начнет вибрировать. В данной ситуации потребуется отключить питание и через X и Y переместить головку. Таким способом определяется место поломанного подшипника.
- Проверка наличия масла. Пользователь должен обеспечивать бесперебойную работу 3D-принтера, для этого следует поддерживать нужный уровень смазки в узлах. Здесь отлично подходит масло, которое используется в швейных машинах. Перед его нанесением нужно убедиться, что стержни очищены от грязи и остатков печати. Поэтому перед нанесением масла стержни нужно протирать. Смазывать их необходимо немного. Еще можно применять ПО для управления аппаратом, например, Printrun. Так можно выполнить перемещение головки по X и Y осям. Это позволит равномерно распределить масло и проверить плавность их движения. Если вы налили много масла, то стержни можно протереть безворсовой тканью.
- Недостаточная экструзия. Эта ситуация состоит в недостаточной экструзии. Мы уже рассмотрели, как устранить такую проблему.
Качественные линейные подшипники и направляющие
Внезапные пропуски целых слоев часто происходят из-за кратковременного заклинивания оси Z из-за трения или износа подвижных узлов. Защитите свой принтер от механических сбоев. В каталоге ARTLINE доступны надежные направляющие валы и прецизионный подшипник для 3D принтера для плавного перемещения каретки по всем осям.
Печать наклоняется, когда не следует
При 3D-печати наблюдается наклон отпечатка. Так начинают создаваться не одинаковые углы в течение всего рабочего процесса. На разных этапах тяжесть уменьшается или увеличивается. К этому приводит ослабление шкива.
Еще ремни начинают тереться. Все это приводит к остановке хода головки. Оператору необходимо проверить, чтобы шкивы не проскальзывали. Все удерживающие шкивы и установочные винты должны быть затянутыми.
Устранение неполадки:
- Проверка X и Y осей. Если изделие наклоняется вправо или влево, то это означает проблему с Х осью. Неполадки с Y осью проявляются наклоном сзади вперед. После этого следует перейти к проверке шкивов и ремней. Например, на устройстве Prusa i3 этот процесс осуществляется очень просто, так как к главному ремню шаговики подключены напрямую. Более сложный этот процесс у Ultimaker и иных подобных аппаратов.
- Ремни не должны тереться. Пользователю следует внимательно осмотреть все ремни. Они не должны тереться об компоненты устройства. Если ремень располагается даже под маленьким углом, то это может стать причиной неполадки.
- Затягивание установочного винта муфты шагового двигателя. Если вы смогли найти проблемную ось, то при помощи шестигранного ключа необходимо затянуть установочный винт.
- Проверка шкивов стержней. На сложных 3D-принтерах, например, Ultimaker 2, используется целый ряд шкивов и ремней. На осях X и Y основные тяги сверху устройства имеют 8 шкивов. Пользователю необходимо затянуть винты для каждого из них. При ослаблении ремня они начинают смещаться.
Шаговые двигатели для бесперебойной фиксации осей
Наклон всей модели по одной из осей часто указывает на пропуск шагов из-за перегрева или критического износа мотора. Чтобы вернуть системе жесткость и стабильное удержание координат, обновите силовой узел. На сайте ARTLINE вы можете подобрать оригинальный шаговый двигатель для 3D принтера нужной мощности и типоразмера.
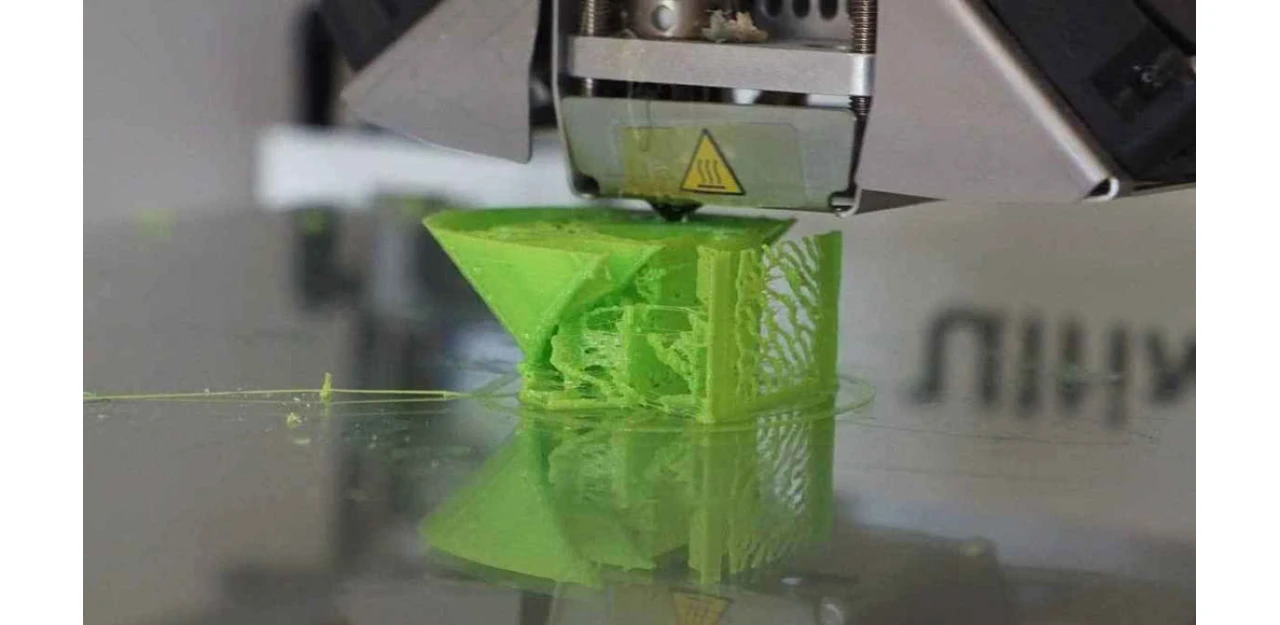
Грязные свесы

Практически всегда после загрузки модели в софт для нарезки все имеет отличный вид. После выбора опции «Печать» вы видите, что определенные части изделия создаются нормально, а другие имеют вид волокнистого беспорядка. Такие ситуации считаются ошибками новичков. При этом даже профессионалы сталкиваются с такими проблемами.
В процессе FFF все уровни базируются на других. Если в создаваемом изделии имеется отпечаток, где нет ничего, то нить выходит в воздух. Все это приводит к появлению волокнистого беспорядка. На практике ПО слайсера должно сообщить о происходящем.
Проблема решается следующими способами:
- Добавление опор. Во многих приложениях для нарезки такая опция добавляется оперативно. В Cura в настройках следует указать необходимых вариант поддержки. В Simplify3D следует выбрать «Редактировать настройки процесса», после этого переходим к «Поддержка» и жмем на функцию «Создать вспомогательный материал». Там пользователи могут изменить настройки и выбрать подходящий шаблон.
- Создание опор в модели. Поддержка от ПО может стать навязчивой. Такая ситуация становится причиной застревания в разных местах вспомогательного материала. В качестве альтернативы для моделирования можно использовать свое приложение. Для этого потребуются дополнительные навыки, но результаты будут удивительными.
- Создание платформы поддержки. Во время создания фигурок зачастую проблемы происходят с разными выступами. Если применять опоры на печатной платформе, то могут также появиться проблемы, так как создаются опоры на большие вертикальные расстояния. Для решения проблемы печатаются прочные блоки или стены. Впоследствии делаются более мелкие опоры между изделием и блоком.
- Наклонение стены под углом. При использовании навесов, которые имеют вид полки, стоит создавать решения в качестве наклона стены. Для этого лучшим вариантом будет наклон в 45°. В данной ситуации стена будет держать себя самостоятельно, другие варианты опор не потребуются.
- Разбор изделия на части. Еще один вариант состоит в том, что модель будет разбираться на разные части. Иногда можно перевернуть выступ, чтобы он стал основанием. Главная особенность состоит в том, что потребуется 2 части склеить обратно.
Разнообразные филаменты под любые типы поддержек
Волокнистый хаос вместо аккуратных нависающих элементов – классический результат печати в воздухе без надежной опоры. Чтобы строить технически сложные фигуры, важно использовать филамент, который быстро твердеет при обдуве. В интернет-магазине ARTLINE вы можете купить специализированный пластик для 3D принтера (включая PETG и ABS), который отлично держит форму.
Неровная поверхность под опорами
Предположим, вы на своем ПО создали модель с опорами и распечатали ее. В итоге при снятии конструкции вы видите, что на поверхности имеются остатки используемого материала. Их удаление или шлифовка приводит к плохому виду модели.
В сфере 3D-моделирования опоры является важными элементами. В некоторых ситуациях можно избежать применения опор, для этого нужна корректировка создаваемых конструкций. Многих пользователей удивляет функционал современных 3D-принтеров. Они осуществляют печать под углом 50° и преодолевают зазоры без дополнительной поддержки.
Различные программные решения Simplify3D и Cura позволяют получить хорошие опоры. Они создаются в автоматическом режиме и будут лучше других вариантов. Иногда даже созданные в автоматическом режиме опоры удаляются сложно. Поэтому использование своих опор является разумным шагом. Для этого потребуется изучить особенности ПО, чтобы опоры были адаптированы для создаваемых изделий.
В некоторых случаях для работы с поддержкой будет необходимо активировать соответствующий флажок. Имеется большое количество связанных функций, при помощи которых можно минимизировать влияние и выполнить настройку опорной структуры. Не стоит забывать, что опоры все равно будут оставлять след на отпечатке.
Решение проблемы:
- Проверка расположения опор. Многие приложения для нарезки позволяют сделать выбор, будет ли опора касаться рабочей пластины. Зачастую необходимо указать «Прикоснуться к рабочей пластине». В качестве альтернативы предлагается функция «Везде», которая позволяет везде создать поддержку. На 3D-печати это будет отражено получением по всему изделию шероховатой поверхности.
- Проверка возможностей 3D-принтера. Зачастую пользователи применяют подставки даже не понимая, что аппарат способен легко закрыть зазоры. Еще он может печатать крутые углы. Если вы хотите увидеть возможности своего 3D-принтера, то напечатайте тестовую модель.
- Регулировка опорного шаблона. Процесс изменения шаблона улучшает интерфейс модели опоры. Для этого следует перейти с «Сетки» на вкладку «Зигзаг».
- Уменьшение плотности поддержки. В ПО слайсера следует вместо опции «Вид» выбрать «Слои». Это позволит увидеть структуру поддержки. В ПО по умолчанию задана плотная структура опоры. Когда происходит уменьшение плотности, опоры ослабевают. При правильной настройке устройства это не будет проблемой. Для Cura лучшим вариантом плотности опоры будет значение 5. Это позволит минимизировать ее воздействие на поверхности изделия.
- Уменьшение температуры 3D-печати. Рекомендуется дважды проверить диапазон применяемых температур. Для этого материала нужно установить до минимума температуру хотенда. Подобная ситуация приводит к ослаблению связи между слоями, но опоры будут удаляться намного эффективнее.
- Растворимые материалы поддержки и двойная экструзия. Иногда аппарат с двойной экструзией, например, Cel RoboxDual или Ultimaker 3, может быть единственным решением для работы со сложными опорами. PVA и другие водорастворимые материалы являются удобным решением для получения сложных изделий без нанесения ущерба их качеству. При этом опору можно использовать в полости. Ранее не разрешалось удалять стандартную поддержку, поэтому вы сможете работать со сложными изделиями.
Высококачественные филаменты для чистой укладки границ слоев
Шероховатости и следы на месте контакта детали с поддерживающими структурами могут полностью испортить внешний вид изделия. Если ручная шлифовка неприемлема, используйте пластик со строгим допуском толщины нити для точной настройки зазора в слайсере. Оригинальный пластик для 3D принтера от ведущих брендов доступен в каталоге ARTLINE – он гарантирует легкий демонтаж опор.
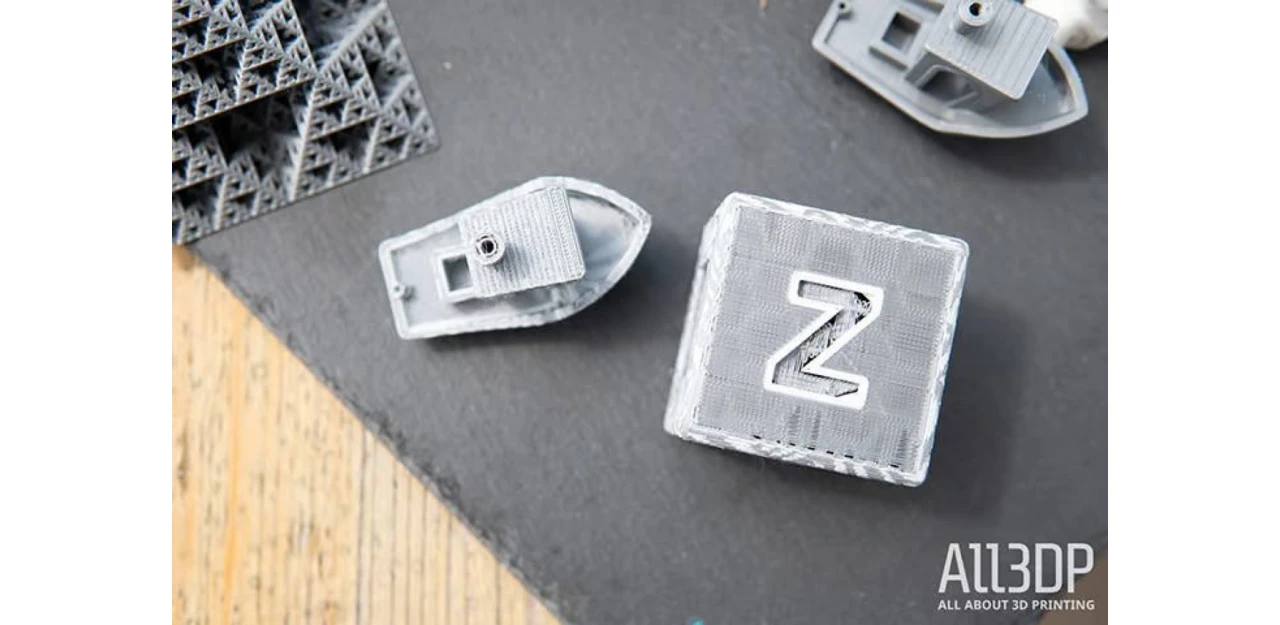
Необычно слабая 3D-печать
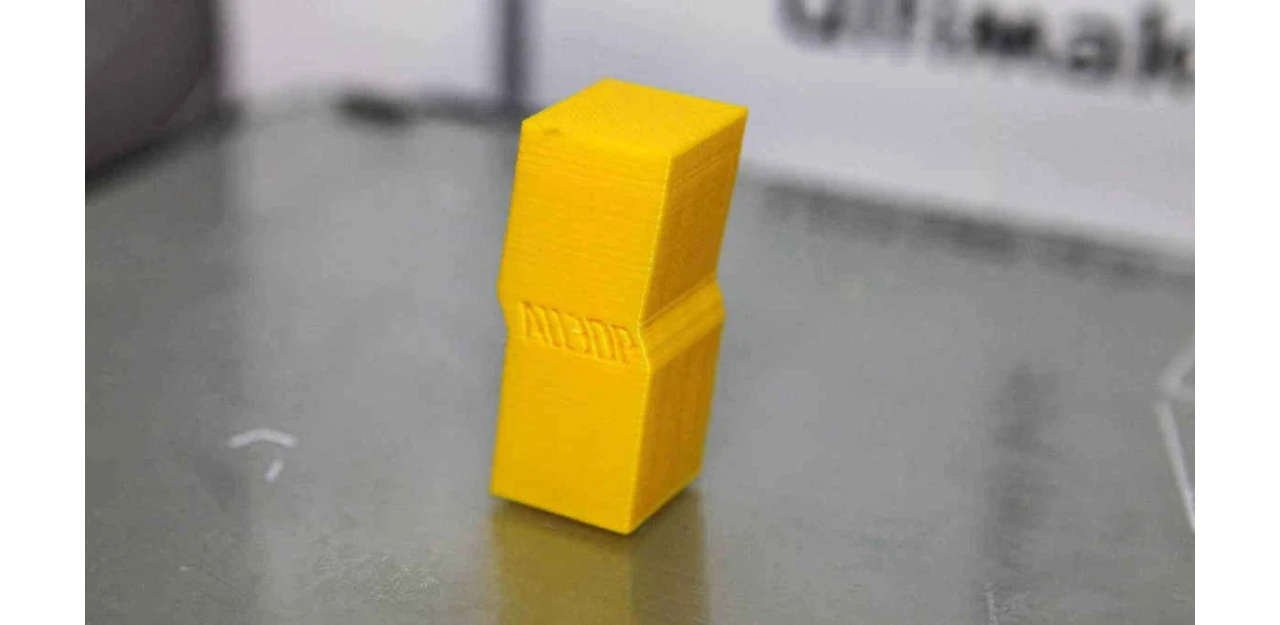
Иногда в изделии могут отсутствовать части, а модель получается некачественной и разваливается. При этом внешний вид отпечатка является отличным. Некоторые части изделия имеют немного другой вид, чем во время предварительного просмотра. Еще там могут наблюдаться ошибки в геометрии.
Причиной получения таких странных изделий являются края, не имеющие многообразия. Это края изделия, которые находятся только в 3D-пространстве.
Давайте рассмотрим пример с двумя кубами. В физическом мире они не перекрываются. В мире 3D они могут пересекаться и существовать в качестве отдельных объектов. ПО также различает их. Для достижения правильной печати следует выполнить объединение объектов. Это позволит решить вопрос с удалением внутренних стенок. В итоге останется только внутренняя полость.
Методы решения проблемы:
- Применение нового ПО слайсера. Многие слайсеры поддерживают функцию автоматического исправления краев. Это не дает многообразия, но гарантирует достижения правильной формы изделия.
- Использование ПО для исправления и восстановления STL файлов. В новой версии ПО для слайсеров может появиться сообщение, что используемый файл STL имеет несколько не многообразных ребер. В специальном софте исправление будет выполнено автоматически. Если такая опция не поддерживается, то редактирование можно выполнить на ПК или в сети. Данный процесс очень простой, пользователю достаточно загрузить в свой софт нужный файл, определить такие разделы и следовать предложенным инструкциям. Если слайсер не видит проблем, то подойдет софт для восстановления STL файлов.
- Simplify3D: исправление «немногообразия». Для решения проблемы в меню «Настройки процесса» необходимо отрыть вкладку «Дополнительно». Там выбираем «Исцеление».
- Работайте с режимом просмотра слоев. В ПО для срезов имеется представление слоев. Это сделает возможным выполнить проверку модели и определить место появления проблем. Для быстрого поиска проблем потребуется быстро пролистывать слои.
- Применение ПО для моделирования и решения проблем. Наиболее простым методом решения проблемы с ребрами, которые не являются многообразиями, является применения дополнительного софта. В приложениях Meshmixer и Blender используются встроенные возможности. Они позволяют находить и решать проблемы еще перед нарезкой.
- Объединение объектов. Лучшим методом решения проблемы будет исправление моделей без осуществления импорта в софт для нарезки.
Где купить нагревательные блоки хотенда для монолитного спекания слоев
Ошибки геометрии и скрытые пустоты, из-за которых деталь рассыпается в руках, часто связаны с плохим спеканием слоев из-за просадок температуры хотенда. Чтобы внутренние стенки сшивались прочно, нагреватель должен работать стабильно. Обновить термоблоки или нагревательный элемент для 3D принтера можно, выбрав надежные комплектующие в магазине ARTLINE.
Некорректно печатаются мелкие детали

Современный принтер является отличной машиной, которая может работать с большой производительностью. Если нужно получить мелкие детали, то аппарат не дает нужных результатов. Углы и края должны оставаться четкими и острыми. При этом сложные детали не являются совершенными.
Стать причиной проблемы могут разные ситуации. Зачастую это связано с высотой слоя. Если это значение большое, то не удастся достигнуть шелковистых и гладких отпечатков. Это произойдет независимо от того, как хорошо функционирует устройство.
Еще проблема заключается в размере ноззла. Его диаметр для оптимальной работы должен быть 0.5 мм, для мелких изделий – 0.4 мм.
Способы решения проблемы:
- Увеличение разрешения. Это позволит при меньшей высоте слоя получить гладкую поверхность отпечатка.
- Диаметр ноззла. Чем диаметр ноззла меньше, тем более высокая детализация будет у изделия. Небольшой ноззл означает небольшие допуски, поэтому потребуется тщательно настроить 3D-принтер.
- Обслуживание 3D-принтера. На изделии сразу проявляется дополнительное трение. Оно возникает из-за ослабления ремней или смещения стержней. Пользователю необходимо проверить, что все выровнено.
- Очистка ноззла. Перед началом длительного печатного процесса необходимо проверить, чтобы ноззл был чистым.
- Замедление темпа. При медленной экструзии реже появляются ошибки. Поэтому рекомендуется скорость печати сделать меньше.
- Применяйте качественную нить. Если вы хотите добиться отличной 3D-печати, то купите качественную нить.
- Проверка уровня платформы. Для выравнивания платформы следует выполнить калибровку 3D-принтера.
Высокоточные сопла уменьшенного диаметра
Если миниатюрные элементы, острые углы и резьба получаются оплавленными, стандартного сопла на 0.4 мм может быть просто недостаточно. Для ювелирной детализации необходим хотенд с меньшим выходным отверстием. В интернет-магазине ARTLINE в разделе деталей для экструдера вы можете подобрать и купить оригинальные сопла для 3D принтера диаметром 0.2 или 0.25 мм.
Рябь и волны в печати

Очень раздражающей является проблема, когда на изделии образуются эффекты ряби и волн. Многие пользователи просто игнорируют этот факт. Такие эффекты могут появляться и пропадать, никакой последовательности там нет. При этом интенсивность ряби и волн на изделии может изменяться. Кроме визуального эффекта на другие нюансы печати это не влияет.
Существует 2 причины этой проблемы, а также их комбинация. Это скорость и создаваемые вибрации. Разработчики устройств стараются минимизировать вибрации, которые идут от двигателя.
Наличие большого веса позволяет минимизировать вибрацию 3D-принтеров. Распространяются такие вибрации через любую поверхность. Во время запуска аппарата можете посмотреть на поверхность, на которой он располагается. Потом во время работы проверьте, насколько прочным является стол, чтобы удержать устройство.
Усиление вибраций происходит из-за наличия изношенных подшипников или плохого обслуживания. Пользователю необходимо постоянно чистить 3D-принтер, удалять грязь, песок, ворс и осуществлять смазку направляющих.
Когда аппарат выключен, следует проверить надежность линейных подшипников. Печатающая головка должна передвигаться плавно. Для проверки ее можно перемещать пальцами.
Еще стоит проверить, чтобы все насадки и болты были затянуты и находились в рабочем состоянии. Отнеситесь внимательно к этому совету, особенности, если вы самостоятельно осуществляли сборку 3D-принтера.
При быстрой печати волны являются существенной проблемой. Для ее решения стоит уменьшить скорость работы. В некоторых случаях операторы повышают скорость потока и уровень температуры экструзии.
Профессионалы могут выполнить ускорение прошивки. Там можно регулировать скорость передвижения головки, а также осуществлять изменение ее направления. Подобный подход к работе предотвращает звон. При этом нужно обратить внимание на рывок и ускорение. Начать стоит с того, чтобы уменьшить рывок. Потом необходимо перейти к ускорению.
Устранение проблемы:
- Уменьшение вибрации. Применяемая для устройства поверхность является прочной.
- Проверка подшипников. Выключите аппарат и проверьте подшипники. Они не должны быть изношенными. При этом подшипники функционируют плавно.
- Проверка креплений. Даже 1 незакрепленный болт способен оказать негативное воздействие на 3D-печать. Поэтому рекомендуется постоянно проводить техобслуживание принтера.
- Добавление масла. Вам необходимо проверить, чтобы на стержнях не было грязи и пыли. После этого нужно добавить каплю масла для смазки.
- Замедление 3D-печати. Пользователю необходимо уменьшить скорость 3D-печати.
- Регулирование ускорения прошивки. Этот метод подойдет только для профессионалов. Здесь следует проверить прошивку аппарата и выполнить регулировку кода рывков. После этого прошивка загружается снова на устройство.
Надежные комплектующие кинематики для гашения вибраций
Визуальный дефект в виде волн («звона») на стенках детали возникает из-за инерции тяжелой печатной головки и люфтов в осях принтера. Повысить жесткость конструкции помогут новые элементы привода. В каталоге ARTLINE представлены качественные комплектующие для 3D-принтеров, способные вернуть вашим отпечаткам идеальную гладкость стенок: от прочных шкивов до прецизионных валов.
Диагональные рубцы на печати
Сверху изделия могут образоваться горизонтальные линии. Они проходят по диагонали. Процесс печати осуществляется путем последовательного наложения одного слоя за другим. Во время этого процесса головка переходит по осям X, Y. Когда слой будет готов, то по Z оси происходит поднятие головки, после чего она переходит в первоначальную точку для создания следующего слоя.
В данный момент создаются рубцы. Проблема заключается в неправильных настройках. Фактически здесь осуществляется физическое царапание ноззлом или просачивание нити.
Существенным нарушением является расчесывание. Этот процесс создает ограничения в виде печатной области изделия для головки. Поэтому лишняя нить будет растекаться по другой части отпечатка. Если головка не поднимается на нужную высоту, то горячий ноззл создает рубцы на поверхности изделия.
Существует еще одна причина неполадки – это чрезмерное выдавливание. Головка оставляет следы нити, так как поднимает большое сопротивление по поверхности.
Использование дешевых или старых нитей неприемлемо. Остаточное тепло ноззла становится причиной того, что из него вытекают нити. При смещении ноззла это оставляет след.
Методы решения проблемы:
- Расчесывание. Данный процесс позволяет держать головку над созданными участками изделия. Поэтому необходимость ретракции уменьшается. Расчесывание повышает скорость работы, что приводит к образованию рубцов. Для решения неполадки стоит отключить расчесывание, но время работы будет увеличено.
- Втягивание. Если после деактивации расчесывания вы не добились нужного результата, то увеличьте степень втягивания. Если данная ситуация не решена, то необходимо проверить температуру ноззла или чрезмерную экструзию.
- Проверка экструзии. Напрямую от вашего аппарата зависит метод регулировки потока нити. Необходимые сведения находятся в настройках материала или в ПО принтера. Скорость потока можно уменьшить на 5%, после чего следует создать калибровочный куб. Это позволит увидеть, как происходит выдавливание нити и решена ли проблема.
- Температура ноззла. Допуск нитей отличного качества решает данную проблему. Если используемая нить долгое время находилась под воздействием солнечного света или влаги, то понизилась ее устойчивость к температуре. Для решения проблемы стоит понизить на 5 °C температуру хотенда и повторить этот шаг.
- Z-Lift. Ноззл создает рубцы при переходе между слоями. Причина – головка недостаточно высоко поднимается. На старых аппаратах при отсутствии Z-hop, Z-lift потребуется провести калибровку. Если эти опции присутствуют, то следует их повысить с шагом 0.25 мм.
Тефлоновые трубки Боудена для плавной подачи нити
Некрасивые царапины, остающиеся на верхнем слое при перемещении горячего сопла, устраняются точной настройкой отката (ретракта). Чтобы функция работала мгновенно, в трубке подачи не должно быть люфтов. Замените изношенный направляющий канал, выбрав качественную трубку для 3D принтера в специализированном магазине ARTLINE.
Печать выглядит тягучей и обвисшей
Чрезмерная экструзия проявляется так: устройство подает большее количество материала, чем нужно. В итоге на внешней стороне изделия находится лишний материал.
Решение проблемы:
- Множитель экструзии. Пользователю следует перейти в ПО слайсера и проверить, что задан точный множитель экструзии.
- Настройка потока. Переходим в меню «Поток» и уменьшаем этот показатель.
Современные механизмы экструдера для строгого дозирования
Избыточная экструзия и потеки лишнего материала на внешних гранях детали – верный признак того, что подающий механизм переливает филамент из-за износа внутренних шестерен. Обеспечить строгий контроль подачи помогут новые фидеры. Подобрать надежный металлический экструдер для 3D принтера или ремкомплект для него можно на сайте ARTLINE.
Слои 3D-печати выглядят одинаково тонкими и слабыми (недостаточная экструзия)

У проблемы имеется ряд признаков, например, нежелательные зазоры, появление тонких слоев или их отсутствие.
Способы решения проблемы:
- Проверка диаметра нити. Пользователь должен убедиться в том, что софт для нарезки задал правильные показатели. Если вы сомневаетесь в этих показателях, то узнать рекомендованную температуру можно на коробке материала.
- Измерение нити. Вы можете измерить ее диаметр при помощи штангенциркуля. Это позволит получить точную информацию и выполнить необходимые настройки в ПО слайсера.
- Проверка хотенда на наличие мусора. Многие устройства отрывают головку от основания печати после завершения работы. Поэтому следует проверить, чтобы на сопле отсутствовала грязь и нити.
- Установка множителя экструзии. Если отсутствует соответствие между настройками софта и фактическим диаметров нити, то компенсация потока может уменьшиться. Каждая программа такую обработку осуществляет по-разному, но принцип остается неизменным: это значение следует повышать на 5% до полного решения проблемы.
Калиброванный пластик для стабильного заполнения объема
Хрупкие стены, зазоры и сетчатая структура вместо плотного пластика часто вызваны несоответствием реального диаметра нити настройкам слайсера. Использование калиброванного филамента полностью решает эту проблему. В магазине ARTLINE вы можете купить оригинальный пластик для 3D принтера, нить которого строго выдержана по всей длине катушки.
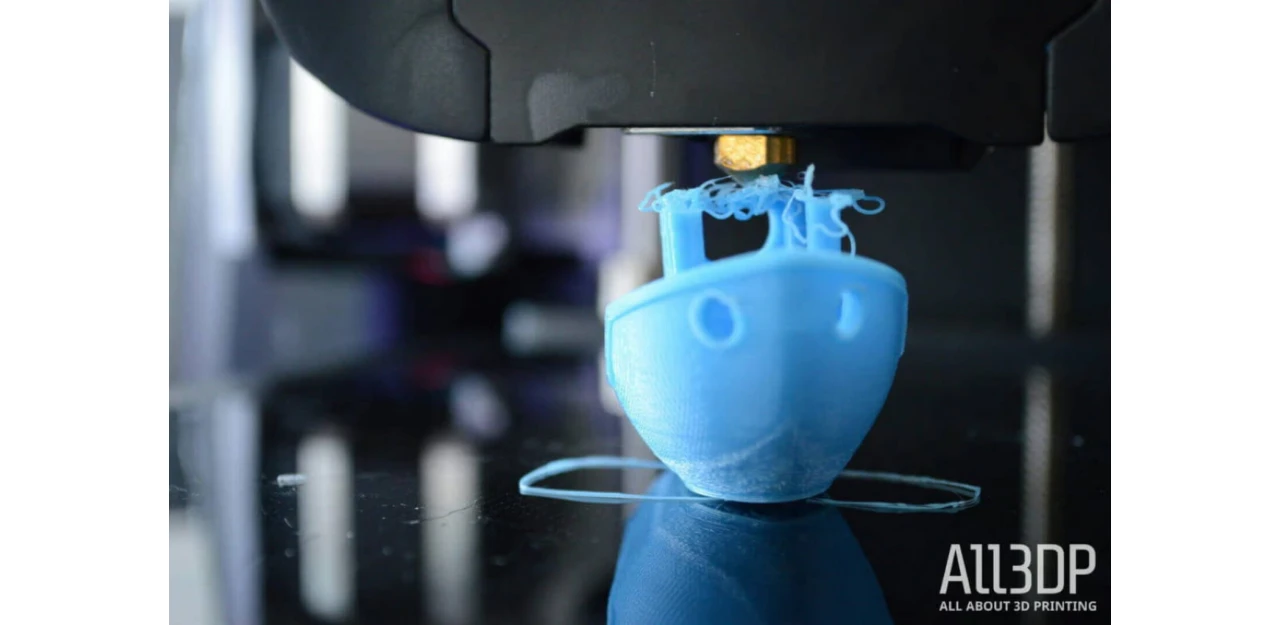
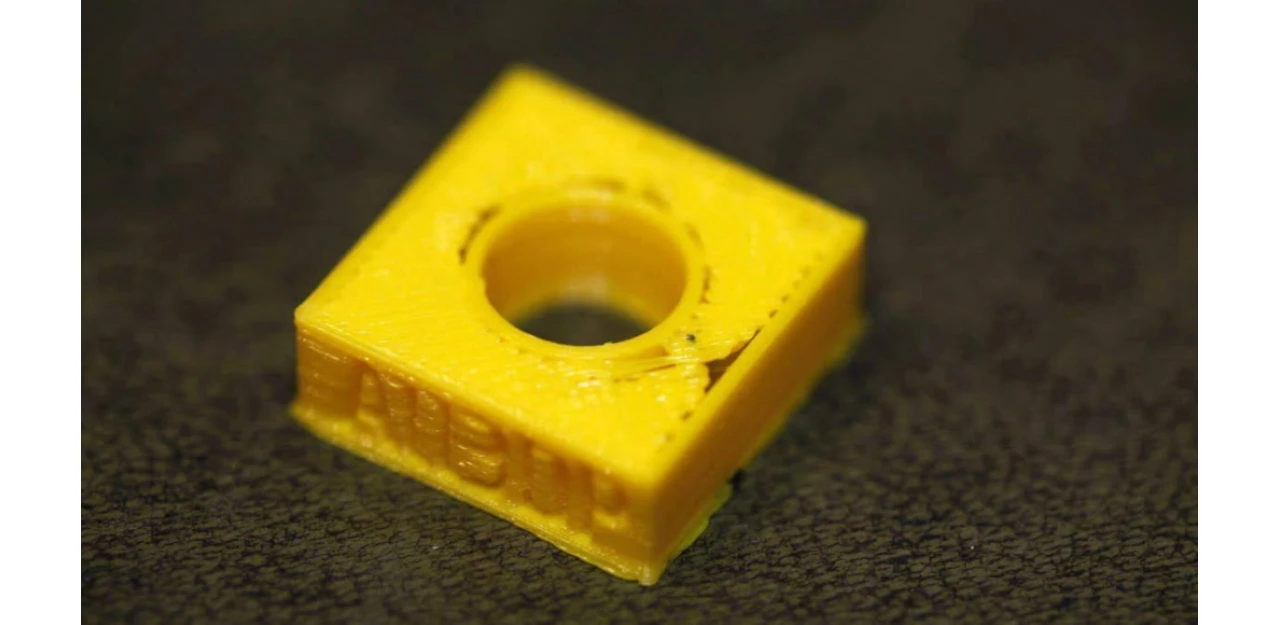
Принт выглядит расплавленным и деформированным

Нить накала отличается тем, что проявляет устойчивость к различным неправильным конфигурациям, например, перегрев хотенда. Поэтому пользователь может не заметить, что хотенд слишком горячий.
Главный признак проблемы состоит в образовании неровных слоев. При внимательном просмотре можно увидеть, что слой является оплавленным. На картинке выше вы можете это увидеть на каюте и дымоходе. Там материал напоминает стекающий по свече воск.
Проблемы с точностью также появляются из-за перегрева нити. Это касается напечатанных отверстиях резьбы. Если вы видите, что одни отверстия правильные, а другие – маленькие, то это признак слишком высокой температуры.
На практике довольно легко решить вопрос с перегревом или высокой температурой хотенда. Здесь требуется добиться определенного баланса между затвердением и плавлением нити. Это позволит на твердую поверхность наносить следующий слой. Перед стартом регулировки температуры пользователю требуется проверить, чтобы устройству были заданы точные настройки материала. В этом случае потребуется путем выполнения одного касания выполнить регулировку температуры.
Способы устранения проблемы:
- Проверка рекомендуемых настроек материала. Подобный метод является вполне очевидным. Пользователю необходимо выполнить проверку, заданы ли аппарату правильные настройки о материале. Некоторые максимальные температуры нити находятся на значении 180-260 °C, поэтому оператор может допустить ошибку.
- Уменьшение температуры хотенда. В ПО или настройках аппарата требуется понизить температуру хотенда. Этот процесс следует выполнять с интервалом 5°C.
- Увеличение скорости 3D-печати. Если не происходит обесцвечивание нити, то необходимо повысить скорость 3D-печати.
- Регулировка вентиляторов. Пользователь должен быть уверен, что вентиляторы направлены на хотенд. Требуется проверить их положение. При необходимости скорость должна быть увеличена, что позволит охлаждать нить увеличенным потоком воздуха.
Эффективные вентиляторы охлаждения зоны печати
Эффект «стекающего воска» сигнализирует о критическом перегреве пластика, который просто не успевает затвердеть до укладки следующего слоя. Для быстрого охлаждения зоны расплава необходима мощная турбина. В ассортименте ARTLINE всегда доступны производительные кулеры и вентилятор для 3D принтера для идеального контроля полимеризации.
Ямки и впадины в верхнем слое (подушка)
Проявляется неполадка тем, что на верхней части имеются дыры или неприглядные неровности. К причинам этого относится маленькая толщина верхней поверхности и неверное охлаждение данного слоя.
Методы решения проблемы:
- Размер нити. У многих аппаратов возникает серьезная проблема – набухание. Зачастую это происходит в 3D-принтерах, которые работают с диаметром нити 1.75 мм. Оператору может потребоваться использовать другую нить с диаметром 2.85 мм.
- Проверка положений вентиляторов. Подушки могут возникать из-за охлаждения. Во время 3D-печати вентиляторы зачастую выключены. Они начинают функционировать только после создания нескольких слоев. Вы должны быть уверены, что вентиляторы вокруг хотенда будут вращаться, особенно к завершению работы. Если они функционируют нормально, то проблема может состоять в неправильном потоке воздуха на изделие. Имеются специальные моды для регулировки потока воздуха.
- Установка в G-коде скорости вентилятора. Иная неполадка с охлаждением появляется после нанесения каждого слоя пластика. Этот материал покрывает конструкцию, поэтому его требуется охладить. Это позволит решить вопрос с его попаданием в отверстия. В G-коде осуществляется регулировка скорости вентиляторов. Активация и выключение вентиляторов осуществляется кодами M106 и M107. При помощи этих команд оператору требуется для верхних слоев задать максимальную скорость вентилятора.
- Увеличение толщины слоя. Этот процесс можно выполнить в большинстве программ. Для этого необходимо перейти во вкладку «Настройка толщины нижней/верхней части». Зачастую требуется иметь не менее 6 слоев материала, не более 8 слоев для насадок и нитей, у которых более меньший размер.
Качественные филаменты для плотной запечатки крышек
Провисание пластика и появление дыр на крышке изделия часто преследуют владельцев принтеров, использующих нестабильные нити. Переход на качественное сырье и увеличение плотности заполнения решают этот дефект. Приобрести проверенные материалы для монолитных верхних слоев можно в ARTLINE – у нас вы всегда можете заказать оригинальный пластик для 3D принтера с быстрой доставкой.
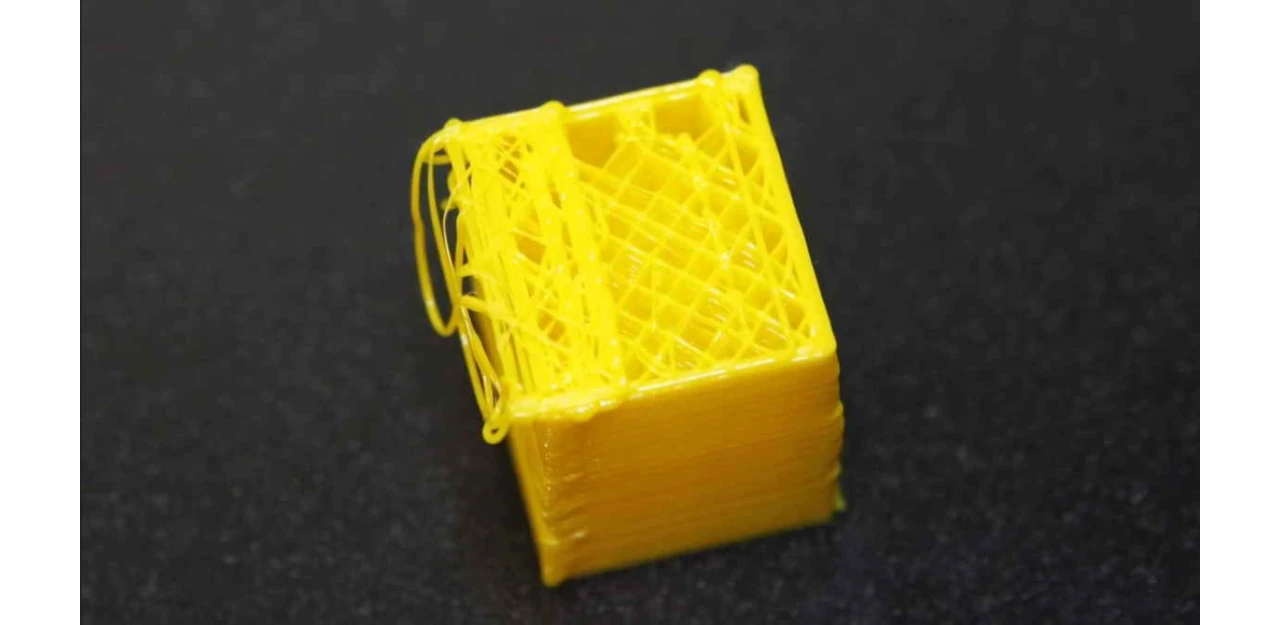
Веревки в виде паутины закрывают печать (нанизывание)

В некоторых ситуациях между частями модели находятся неприглядные нити. Проблема проявляется, когда по открытому участку происходит перемещение головки. В этот момент из ноззла вытекает нить.
Рассмотрим способы устранения неполадки:
- Активация втягивания. Важным фактором для достижения качественной отделки является втягивание. Данную опцию можно активировать при помощи многих приложений для нарезки. Функция очень простая, она состоит в том, что обратно в ноззл происходит втягивание нити. Этот процесс начинается еще до начала движения головки. Теперь расплавленная нить не будет тянуться за головкой и не будут появляться тонкие нити на пути. Во многих программах, например, Cura, доступны возможности по активации в 1 клик. Еще применяются специальные настройки по умолчанию. Этого будет достаточно, чтобы выполнить точную настройку параметров, что обеспечит нужный уровень контроля.
- Минимальный ход. Быстрым способом решения проблемы будет замедление минимального хода. Метод стоит использовать только в том случае, если не помогает стандартное втягивание. Значение стоит понижать с шагом 0.5 мм до того момента, пока не прекратиться натяжение.
Термобарьеры хотенда для борьбы с подтеканием пластика
Тончайшая паутина между деталями появляется из-за подтекания расплава из сопла во время холостых переходов головки. Справиться с этим помогает качественная термоизоляция зон хотенда. В каталоге ARTLINE вы найдете надежные термобарьеры для 3D принтера, которые обеспечат резкую границу плавления и предотвратят появление нитей.
Печать утратила размерную точность
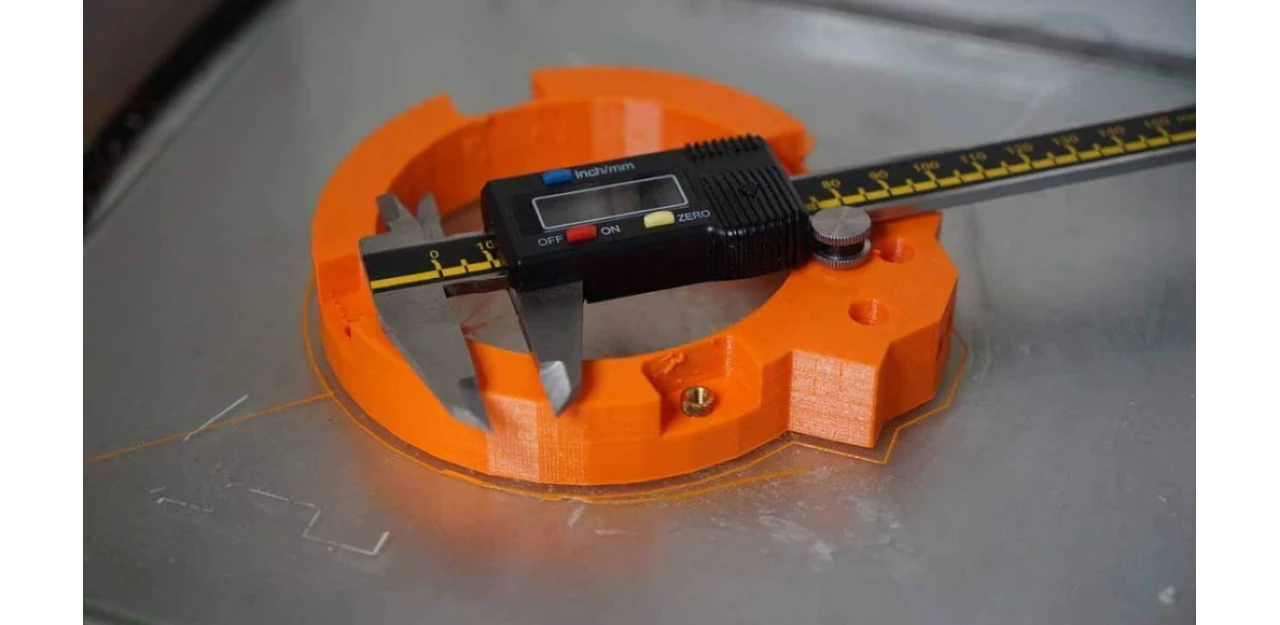
Каждая спроектированная в САПР модель должна идеально воспроизводиться на принтере. После сборки изделия вы можете увидеть, что не соблюдается точность измерения, отверстия не соответствуют заданным параметрам. Точность всех указанных размеров – это одна из областей печати, где с 3D-принтером все может быть нормально. Перед проверкой аппарата следует убедиться в том, что созданные модели имеют точные размеры. Только после этого можно переходить к поиску проблем в устройстве.
Здесь может быть несколько причин появления проблемы. Оператор должен убедиться в использовании правильных единиц измерения. Миллиметры и сантиметры более удобные параметры, чем дюймы. Хотя эти единицы измерения подходят для работы.
После этого стоит перейти к проверке физических параметров изделия. Проводить такие измерения рекомендуется 2 раза.
Допустим, у вас имеются уже готовые отдельные отпечатки. Для их соединения используются отверстия, винты или специальные разъемы. Вы должны быть уверены, что созданная вставка имеет более меньшие размеры, чем напечатанные отверстия.
Предположим, вы имеете винт М5, для него создано отверстие диаметром 5 мм. В этом случае он не подойдет для проекта. Для решения проблемы необходимое для мелкой печати отверстие увеличиваем на 0.1 мм, для низкого качества – на 0.2 мм. После этого его потребуется повторно распечатать. Если ничего не получается, то потребуется еще повторно его увеличить.
Проблемы с размерами не всегда касаются овальных отверстий. При создании формы, у которой низкий многоугольник, отверстие имеет не круглый вид, а только немного выпуклые края. Во время печати необходимо наблюдать, чтобы было умеренное количество полигонов. Для размещения необходимых объектов отверстия должны быть круглыми и гладкими.
Аналогичная ситуация с нестандартными фигурами, которые должны между собой сочетаться. Если в одном объекте уменьшить число полигонов, то это может привести к дополнительным сложностям. Например, если у 2 секций закругленные края, а их потребуется соединить.
После завершения проверки размеров изделий необходимо перейти к осмотру 3D-принтера. Наиболее важными с точки зрения точности 3D-печати здесь являются первые слои. Оператору следует выполнить печать тестового куба 50х50 мм, а параметры следует определить при помощи цифрового штангенциркуля. Выполнять 3D-печать куба необходимо на высоте, на которой будет создаваться нужная модель. В первую очередь проверяется высота – она должна составлять 50 мм. Такие показатели подтверждают, что ось Z функционирует правильно. Если результат неверный, стоит искать неполадку в первых слоях.
Для решения неполадки потребуется проверить расстояние между ноззлом и платформой. Полученное значение должно быть погрешностью используемого устройства относительно высоты слоя. Когда высота ноззла равна 1 мм от платформы, а слоя – 2 мм, то можно увидеть, что в 1 слое укладывается большое количество нити. В этом заключается суть проблемы. Для ее решения потребуется провести повторную калибровку устройства. Вы должны быть уверены, что расстояние от ноззла до платформы увеличено, или уменьшить высоту ноззла.
Следующим этапом является проверка размеров осей X и Y. В ситуации, когда они на 1 мм меньше нужного значения, пропорции будут иметь необходимый вид. Это связано с тем, что нить подвержена термическому сжатию. Подобная ситуация зачастую происходит с ABS. Для исправления ошибки необходимо вычислить процент ошибки, а для компенсации повысить масштаб изделия. Для решения этой проблемы необходимо применять высококачественные нити.
Возвращаемся к отверстию и смотрим внутрь него. Ситуация будет нормальной, если стены имеют гладкий вид. Когда слои выступают, то это признак слишком горячего ноззла, поэтому после укладки будет выходить нить. Когда получается овальное отверстие, есть вероятность смещения осей X, Y или ослабление ремня. Пользователю потребуется проверить, чтобы все было закручено и затянуто.
Способы решения проблемы:
- Проверка единиц измерения. Откройте программу для печати и убедитесь, что вы используете правильные размеры.
- Двойная проверка размеров. При проектировании изделия, которое будет соединяться с другими объектами, создаваемые измерения нужно проверить 2 раза. Лучшим вариантом для этого будет применение цифрового штангенциркуля.
- Для винтов созданы слишком большие отверстия. При создании отверстий для винтов следует спроектировать виртуальный винт М5, диаметр которого будет больше его необходимого значения.
- Увеличение числа полигонов. При уменьшенном числе полигонов проявляются неполадки со сглаженными краями. Вам следует проверить, чтобы использовалось разумное число полигонов. Это позволит получить лучшее соответствие и плавные градиенты.
- Тест на точность при помощи куба. Калибровочный куб позволяет выполнить проверку всех осей и размеров изделия.
- Проверка температуры ноззла. Если внутри отверстий появляются случайные выступы или капли, то следует понизить рабочую температуру.
- Проверка направляющих и ремней. Правильное натяжение подтверждает точность работы.
Элементы привода для жесткой фиксации осей
Несовпадение диаметров отверстий, овальные контуры вместо круглых и отклонения от чертежа – результат люфтов осей Х и Y. Проверить кинематику и заменить растянутые элементы привода можно с помощью ARTLINE. У нас собраны лучшие запчасти, включая прочные ремни для 3D принтера, муфты и шкивы для обеспечения идеальной повторяемости ваших проектов.
Сдвиг печати в некоторых местах
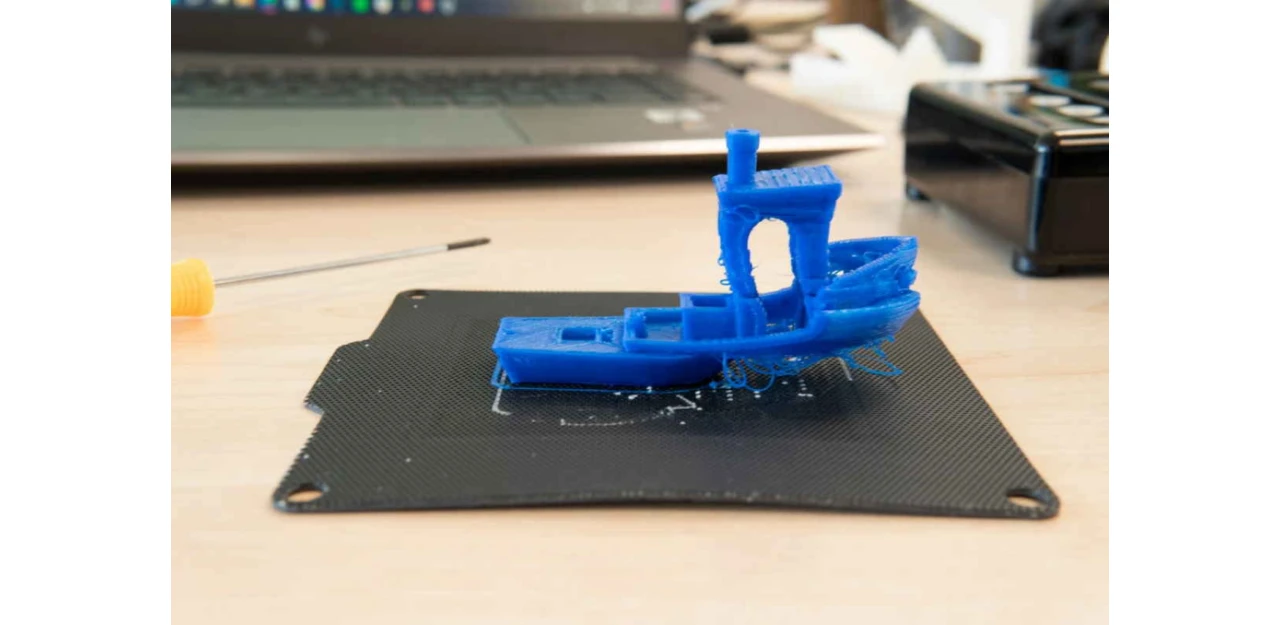
При смещении верхнего и нижнего слоя может случиться эффект ступенчатости изделия. Зачастую он является незаметным, но на картинке выше демонстрируется модель с ярко выраженным эффектом. Бывают разные причины неполадки, например, по ходу 3D-печати кто-то постучал по устройству. Еще сюда относится смещение ноззла или стержня. Они цепляют изделие и вызывают смещение платформы.
Давайте детально рассмотрим методы решения проблемы:
- Проверка 3D-принтера на устойчивое основание. Аппарат необходимо расположить на устойчивой основе, где его никто не будет задевать. Важно помнить, что небольшие толчки устройства приводят к смещению основания.
- Надежное закрепление печатной платформы. Во многих аппаратах для 3D-печати применяется съемная платформа. Это очень удобно для удаления изделий, а также защищает машину от повреждений. При этом со временем винты и зажимы способны ослабнуть. Если вы повторно устанавливаете печатную платформу, то проверьте надежность ее крепления при помощи болтов или зажимов. Это обеспечит защиту от смещения или соскальзывания.
- Наблюдение за деформацией верхних краев. При быстром охлаждении легко деформируются верхние слои. По ходу деформации они могут подняться, это приводит к блокировке движения ноззла. Зачастую изделие выходит из платформы. Еще шаговые двигатели способны оттолкнуть платформу и отпечаток. Здесь достаточно снизить скорость вентиляторов.
- Уменьшение скорости 3D-печати. При быстрой работе может правильно подаваться нить, но другие элементы аппарата не будут успевать решать задачу. Появление щелчков во время 3D-печати будет означать возможную неполадку из-за быстрой работы. В этом случае нужно проверить, имеется ли скольжение нити. В любых приложениях для нарезки можно легко выполнить настройку своей машины.
- Проверка ремней. Если слои продолжают смещаться, значит следует выполнить проверку ремней. Эту задачу можно выполнить быстро – достаточно обойти и сжать вместе все ремни. В другом случае придется регулировать положение ремня, чтобы осуществить его ровное натяжение. Постепенно происходит растягивание резиновых ремней. При появлении в них небольшого люфта потребуется замена. Если ремни натягиваются туго, то это также является проблемой. Это может наблюдаться при самостоятельной сборке машины. В Prusa i3 можно регулировать натяжение ремней при помощи специальных винтов.
- Проверка проводной муфты. Зачастую их подключение осуществляется к шаговому двигателю и основному стержню. Это позволяет печатающую головку привести в движение. Если выполнить осторожный поворот муфты, то можно увидеть маленький винт. Вам нужно взяться за стержень и винт, после чего потянуть ремень и повернуть шкив. Это позволит обнаружить, что там отсутствует проскальзывание. Если эта проблема имеется, то установочный винт следует затянуть и снова повторить тест.
- Очистка и смазка стержней. По ходу работы на стержнях накапливается мусор, что повышает трение в некоторых местах. Проблема решается путем обычной протирки и смазки стержней.
- Имеется ли деформация стержней. Для определения проблемы нужно выключить устройство, а потом по X и Y осям переместить головку. Если чувствуется сопротивление, то имеется проблема. Проверьте стержни, снимите их и покачайте по ровной поверхности. Это позволит увидеть наличие деформации.
Соединительные муфты для жесткой фиксации валов
Резкая «ступенька» посреди готовой детали может возникнуть из-за проскальзывания соединительной муфты на валу шагового мотора при резких ускорениях. Обеспечьте монолитную фиксацию всех подвижных узлов. Закажите прочные зажимные муфты для 3D принтера в специализированном магазине ARTLINE.
Грязные мосты

Мосты – это выступающий из 2 точек пластик. При наличии 2 колон, которые имеют зазор 5 см, верхняя балка между этими 2 точками будет мостом. Многие нити к таким перемычкам отличаются устойчивостью. Если выполнить точную настройку расстояния на 3D-принтере, то получится эффективный результат. Самый явный признак проблемы – аппарат не способен устранить зазоры в диапазоне 1-3 см. В данной ситуации наблюдается тонкая экструзия, что приводит к провисанию нити.
Неполадка выявляется путем диагностики вида грязного моста. В разных программах слайсерах свои методы обработки моста. Например, в Simplify3D есть функция Bridge. С ее помощью осуществляется регулировка экструзии, что позволяет добиться необходимых результатов.
Здесь широко распространен разрыв. Такое расстояние варьируется в зависимости от выбранного материала или машины. Зачастую оператор может понять, является ли зазор слишком большим, по тому, посередине ли присядет нить или она станет разрушаться.
Очень большой проблемой является охлаждение. Нить должна быть оперативно охлаждена, что позволит ей удерживаться между 2 колоннами. Обращайте внимание на скорость экструзии. Вибрации и нестабильность создают чересчур быстрое движение головки.
Из-за высокой температуры экструзии могут появляться перемычки. Это становится причиной провисания нити. Проблемы бывают в ситуации, когда у экструдированной нити разная толщина.
- Проверка возможностей моста. Профессионалы рекомендуют провести пробную печать с мостами и колоннами с разной длиной. Это позволит проверить, как далеко сможет пройти аппарат. Начать стоит с зазора длиной 5 см, а потом его можно увеличить. Результаты в диапазоне 5-10 будут хорошими, а 15 – это исключительный вариант.
- Добавление опор. В качестве простого решения проблемы рекомендуется использовать опоры под конструкцией.
- Увеличение скорости вращения вентилятора. Это позволит добиться более быстрого охлаждение нити. Чем быстрей пройден данный процесс, тем больший мост удастся создать.
- Уменьшение скорости экструзии. Здесь запрещается выполнять быструю экструзию. Для создания перекрытий необходимо работать с равномерной и медленной экструзией. Это позволит нити застыть в нужный момент.
- Применение Simplify3D. В данном ПО имеются функции моста. Софт способен в автоматическом режиме выполнять распознавание любых областей 3D-печати, где требуется медленная скорость экструзии и сильное охлаждение.
Мощные вентиляторы для направленного обдува модели
Провисание и разрушение нитей на протяженных воздушных перемычках – знак того, что выдавливаемый пластик не успевает мгновенно застыть в воздухе. Чтобы строить идеальные мосты без поддерживающих структур, модернизируйте систему охлаждения. В интернет-магазине ARTLINE вы найдете производительный вентилятор для 3D принтера для эффективного охлаждения нити прямо на выходе из сопла.
Проблемы с FDM 3D-печатью: что-то еще
Иногда можно заметить, что изделие успешно создано и имеет великолепный вид. При этом остаются какие-либо проблемы. Далее мы рассмотрим ситуации, которые не относятся к описанными выше категориям.
Отпечаток прилип к печатному столу
На практике часто встречаются ситуации, когда отпечатки оказываются приваренными к печатной платформе. Иногда изделия вообще не прилипают к ней. В других случаях пользователям приходится поочередно решать эти проблемы.
Чтобы не допустить такой неполадки следует добиться баланса в печати. Проблема проявляется очень просто – после завершения печати изделие не сдвигается с места. Оно остается прочно приваренным к платформе, а вместе с ним поднимается и весь 3D-принтер.
Нить при любой температуре продолжает оставаться липкой. Она склеивается после выдавливания каждого слоя. Основа печати является теплой, поэтому при соприкосновении с ней нить будет продолжать оставаться липкой, пока не произойдет полное остывание.
Еще трудно удалять отпечатки, которые имеют большую площадь соприкосновения с поверхностью. Этот фактор можно объяснить всасыванием.
Старые платформы для печати отличаются чрезмерным текстурированием, что связано с наличием на стекле ямок или клея, которым крепится изделие. Из-за такой структуры происходит создание нерушимой связи. Если на платформе имеется перфорация, то с ней труднее всего снять изделие.
К склеиванию с печатной платой приводит использование дешевой нити. Если такая нить хорошо плавится, она не может всегда полностью затвердеть.
Способы решения проблемы:
- Наберитесь терпения. Если вам пришлось ожидать несколько часов, пока напечатается изделие, то стоит еще подождать, пока оно полностью остынет. Затем вы сможете без проблем снять отпечаток. По ходу охлаждения нить будет затвердевать. Это приводит к потере липкости, которая нужна для соединения слоя.
- Применение мастихина. Ко многим аппаратам мастихин поставляется в комплекте. При необходимости его можно купить в хозяйственном магазине. Если спустя 1 час отпечаток не отлип, то необходимо достать из 3D-принтера рабочую пластину и установить ее на столе, а основание должно что-нибудь поддерживать. После этого можно мастихином обработать край и освободить изделие.
- Очистка печатной платформы. Метод является актуальным, если печатная платформа забита клеем. Это позволит защитить будущие модели от нерушимой связи. Если изделие все равно сильно приклеивается, то платформу необходимо разметить под горячей водой и при помощи мастихина с поверхности снять клей. Если платформу держать в воде, то отпечаток также сможет ослабнуть. Вы должны быть уверены, что платформа очищена и на стекле отсутствуют ямки. Если вы видите следы точечной коррозии, то этот элемент стоит заменить.
- Использование духовки. Если горячая вода не может сдвинуть изделие, то печатную платформу можно снять с устройства и поставить в духовку. Важно понимать, что в этой платформе не должно быть электроники или пластика, а она состоит из термостойкого материала. В духовке значение температуры нужно поставить на 100 °С. Потом при помощи шпателя можно проверить, сдвигается ли изделие. Если это не происходит, то стоит повысить значение температуры до 120 °С на 5 минут, после чего повторить попытку. Температуру следует увеличить до того момента, пока не удастся снять изделие, а в процессе работы используются термостойкие перчатки.
- Не применяйте дешевую нить. Покупка дешевой нити является ложной экономией средств. Для решения проблемы откажитесь от такой категории материала.
- Создание нескольких отверстий. От оператора требуется предусмотрительность. Если сделать отверстия в конструкции основы, то можно решить вопрос с прилипанием, которое происходит из-за всасывания и сильного контакта с платформой.
Купить гибкие магнитные поверхности для легкого снятия готовых моделей
Ситуация, когда деталь намертво прикипает к платформе, опасна не только риском сломать тонкие элементы модели при демонтаже, но и возможностью безвозвратно поцарапать сам стол или сбить калибровку осей. Чтобы навсегда забыть о шпателях и опасных усилиях, достаточно модернизировать рабочую зону, установив современную гибкую пластину. В интернет-магазине ARTLINE вы можете подобрать качественные комплектующие для 3D-принтеров, включая гибкие магнитные подложки с PEI-покрытием нужного размера, с которых любой остывший отпечаток снимается легким движением за считанные секунды.
Стартовый набор мейкера: что купить для безупречной 3D-печати с первого дня
Покупка одного лишь принтера – это только половина дела. Чтобы раскрыть весь потенциал устройства, избежать технического брака и не останавливать работу из-за банального отсутствия копеечной детали, опытные печатники собирают комплексный комплект.
Базовый чек-лист оборудования и расходников, которые должны быть под рукой:
- 3D-принтер под ваши задачи. Главное звено экосистемы, подбираемое под конкретные цели (хобби, производство, прототипирование).
- Филамент PLA или PETG (1.75 мм). Самые популярные и стабильные типы пластика. PLA идеален для декоративных фигурок и точной детализации, а PETG – для прочных инженерных деталей и механизмов.
- Специализированная сушилка для пластика. Филамент имеет свойство впитывать влагу из воздуха, что приводит к появлению «паутины», пузырей и хрупкости моделей. Сушилка возвращает материалу заводские свойства.
- Запасные сопла разного диаметра. Латунные сопла (0.2–0.4 мм) – для высокой детализации, а закаленные стальные сопла – для работы с абразивными и композитными нитями (с добавлением карбона или дерева).
- Средства для ухода за платформой. Специальные смывки и термостойкие адгезивы для того, чтобы первый слой всегда прилипал идеально.
Экосистема 3D-печати: логика выбора оборудования
В каталоге ARTLINE представлены устройства под любые сценарии. Чтобы вам было проще сориентироваться, мы разделили ключевые модели по их главному назначению:
| Сценарий использования | Рекомендуемые модели 3D-принтеров | Почему именно они? |
| Первый 3D-принтер (для легкого старта, обучения и хобби) | Bambu Lab A1 Mini, Creality Ender-3 V3 KE, Elegoo Neptune 4 Pro | Работают «из коробки», оснащены умными алгоритмами автоматической калибровки стола и прощают большинство ошибок новичков. |
| Многоцветная печать (яркие модели, фигурки и сложные проекты без покраски) | Bambu Lab A1 Combo, Bambu Lab X1-Carbon Combo (с системами AMS / AMS Lite) | Автоматически меняют до 4-х (или даже 16-ти) катушек пластика прямо во время печати одного слоя, создавая монолитные разноцветные изделия. |
| Скоростная печать и закрытый корпус (для работы с капризными пластиками: ABS, ASA, Нейлон) | Bambu Lab P1S, Creality K1C | Полностью закрытая термокамера защищает деталь от сквозняков и удерживает тепло, предотвращая трещины в высоких предметах и усадку материала. |
| Максимальная область печати (для создания крупногабаритных деталей и макетов) | Elegoo Neptune 4 Max, Creality CR-10 SE, Anycubic Kobra 2 Max | Огромное рабочее поле позволяет печатать шлемы, элементы косплея или автомобильные детали целиком, без утомительной склейки частей. |
Все упомянутые модели принтеров, а также огромный выбор видов дополнительного оборудования качественных расходных материалов, сушилок и запасных частей вы можете приобрести в нашем магазине.
Также новичкам будет полезно ознакомиться с этим руководством. Там подробно описано, с чего начать свой путь в 3D-печати!
Где можно купить лучший 3D-принтер для печати качественных изделий?
Если вы хотите приобрести лучший 3D-принтер, то стоит обратиться в интернет-магазин Артлайн. Там предлагается большой выбор устройств, которые поддерживают разные типы печати. Также вы можете купить все необходимые расходные материалы и аксессуары для работы. Менеджеры Артлайн ответят на все ваши вопросы и помогут подобрать оптимальный вариант устройства для реализации ваших проектов.
Ищете индивидуальное решение? Вы можете изучить весь ассортимент самостоятельно или воспользоваться нашим интерактивным AI-помощником на сайте, который мгновенно проанализирует ваши задачи и подберет идеальный комплект из принтера, филамента и комплектующих. Переходите в каталог ARTLINE и соберите свой идеальный сетап для творчества!
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01