Сучасні 3D-принтери здатні здивувати своїми можливостями. При цьому багато користувачів мали такі ситуації, коли простий виріб не друкувався успішно. У нашій практиці було багато випадків, коли відбувалися збої у 3D-друку. У цій статті ми пропонуємо повний посібник, як виконати діагностику апарата та вирішити проблеми з друком. Ми зупинимося на технологіях SLA та FDM.
При FDM 3D-друку дуже часто відбуваються проблеми зі зміщенням шару, прилипанням платформи, деформуванням відбитків та іншими помилками.
Зміст:
- Проблеми з FDM 3D-друком: нічого не друкується
- Проблеми з FDM 3D-друком: не вдалося виконати друк
- Проблеми з FDM 3D-друком: друк виглядає погано
- Безладний перший шар
- Слонова нога (принт з бантами внизу)
- Згинаються краї друку
- Брудне та неповне заповнення
- Зазори між заповненням та зовнішньою стіною
- Заповнення видно зовні
- Поява тріщин у високих предметах
- Шари погано поєднуються
- Відсутні деякі шари
- Друк нахиляється, коли не слід
- Брудні звіси
- Нерівна поверхня під опорами
- Незвичайно слабкий 3D-друк
- Некоректно друкуються дрібні деталі
- Рябь та хвилі в пресі
- Діагональні рубці на друку
- Друк виглядає тягучим і обвислим
- Шари 3D-друку виглядають однаково тонкими та слабкими (недостатня екструзія)
- Принт виглядає розплавленим та деформованим
- Ямки та западини у верхньому шарі (подушка)
- Мотузки у вигляді павутиння закривають друк (нанизування)
- Друк втратив розмірну точність
- Зсув друку в деяких місцях
- Брудні мости
- Проблеми з FDM 3D-друком: щось ще
- Стартовий набір мейкера: що купити для бездоганного 3D-друку з першого дня
- Де можна придбати найкращий 3D-принтер для друку якісних виробів?
Проблеми з FDM 3D-друком: нічого не друкується
Проблема полягає в тому, що нитка за жодних умов не виходить з хотенду. Далі ми розбиратимемо, що призводить до цієї проблеми і як її вирішити.
Закінчилась нитка
Ця проблема полягає в тому, що просто не здійснюється друк. Установка та налаштування моделі виконано правильно, але після кожного старту роботи машина ніяк не реагує. Тут може з ноззла випадково вилітати нитка. Ще модель може бути у друку, але екструзія не завершується. Ноззл продовжує здійснювати 3D-друк у повітрі.
Така проблема стосується багатьох пристроїв, наприклад, Prusa i3. У цьому 3D-принтері добре видно котушку з ниткою, але подібна проблема не є такою очевидною, як у Ultimaker, Cel Robox, XYZ DaVinci. У даних пристроях нитка знаходиться на задній частині або додана до корпусу.
У багатьох апаратах використовуються інтелектуальні котушки. У них вся необхідна інформація передається в ПО, там подаються відповідні сигнали у тому, що в котушці відсутній матеріал. Ми любимо проводити експерименти, тому працюємо з модифікованим софтом або сторонніми додатками. Така ситуація стає причиною відмов цієї системи. Ще багато апаратів не оснащені системами стійкості до відмови.
У різних ситуаціях, особливо коли застосовуються екструзійні системи Боудена, користувачам потрібно витягувати нитку, що залишилася, після чого завантажувати новий матеріал.
Інструкція з вирішення проблеми, коли закінчилася нитка:
- Перевіряємо котушку.
- Якщо нитка закінчилася, то вставляємо нову котушку. Все дуже просто.
Де купити якісну нитку
Щоб раптовий збій або крихкість матеріалу не зіпсували багатогодинний друк, важливо використовувати надійні витратні матеріали від перевірених виробників. Величезний вибір сертифікованого пластику PLA, PETG, ABS та CoPET із точним діаметром нитки та стабільним намотуванням доступний у спеціалізованому магазині ARTLINE. Ви можете підібрати оптимальний тип матеріалу під будь-які технічні завдання та замовити пластик для 3D-принтера з швидкою доставкою по всій Україні.
Ноззл знаходиться надто близько до друкованого столу
Іноді відбуваються незрозумілі події, коли нитка завантажена і здійснюється плавний рух голівки. При цьому немає осідання нитки на друкарській платформі.
Причиною проблеми, коли ноззл розташований близько до друкарської платформи, може бути її неправильне налаштування. Якщо ця відстань задана в мікронах, то у розплавленої нитки для виходу не вистачає місця. На відбитку можуть бути перші шари, тому він може не прилипнути, коли вийде назовні. Найбільш несприятливою ситуацією буде отримання в хотенді резервної копії розплавленої нитки. Подібна проблема стає причиною засмічення.
Для вирішення проблеми потрібно просто здійснити зсув по осі Z. Ви просто підвищуєте висоту ноззла. Багато апаратів у налаштуваннях підтримують цю опцію. Цей показник слід збільшити до позитивного. Даний метод є актуальним і для зворотної ситуації. Якщо ви хочете вирішити питання з прилипанням відбитків до беда, то зробіть негативне зміщення.
Під час виконання цих дій користувачеві потрібно бути гранично обережним. Якщо ви встановите занадто велике значення зміщення, відбиток просто не зможе прилипнути до платформи. Тут потрібно її опустити. У будь-якому випадку ситуація є проблемною, тому може знадобитися повторне вирівнювання платформи та калібрування. Тільки так можна досягти рівних відбитків.
Аксесуари для точного калібрування та захисту друкарського столу
Постійні ручні регулювання та зіткнення гарячого сопла з поверхнею можуть пошкодити покриття робочої пластини або призвести до забивання хотенда. Щоб мінімізувати ризики браку та спростити процес вирівнювання, використовуйте якісні комплектуючі. В інтернет-магазині ARTLINE ви знайдете запасні гнучкі PEI-пластини, датчики автоматичного рівня, а також інші необхідні аксесуари для 3D-принтерів, які допоможуть відкалібрувати ваш апарат до ідеального стану.
Засмічений ноззл
Проблема полягає в тому, що користувач ставить друк, але з ноззла нічого не виходить. Ситуація не вирішується навіть після вилучення нитки та повторної установки.
Давайте розглянемо причини проблеми. Коли користувач змінює котушку, то в ноззлі залишається трохи нитки. Найчастіше це залишки, що відламалися. Після завантаження користувачем нової нитки, шматок старої нитки, що залишився в ноззлі, не дозволяє пройти нової.
Істотно зменшити ймовірність цієї проблеми може невелике обслуговування апарату. Користувачі можуть бачити, що задовго до появи засмічення всередині ноззла залишається стара нитка. Вона може там перебувати довгий період часу, що впливає на створювані відбитки.
Спочатку такі ефекти можна не помітити:
- зміна якості 3D-друку;
- поява темних плям;
- наявність невеликих тріщин на стінах.
Подібні дефекти пояснюються відхиленнями, але на практиці виникає велика проблема. Це особливо помітно, якщо переключитися з нитки PLA на ABS. Якщо в ноззлі знаходиться трохи PLA, то він почне плавитися після нагрівання до певної температури. Все це призводить до його згоряння.
Аналогічна ситуація відбувається при переході від ABS до нейлону. Досить часто при пропущенні нової нитки можна побачити струмінь диму.
Давайте розглянемо поради щодо вирішення проблеми:
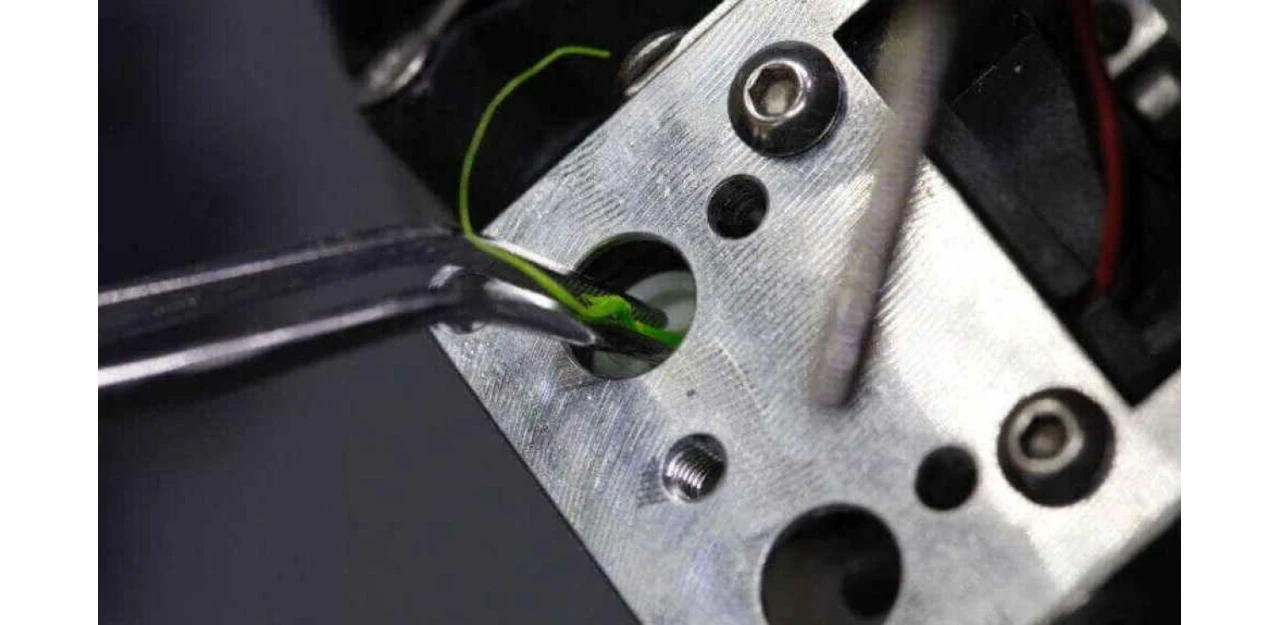
- Використання голки для розблокування. У деяких ситуаціях проблема вирішується швидко. Для цього досить просто видалити нитку. У панелі керування пристроєм вибираємо «Нагріти ноззл», вказуємо таку температуру, при якій нитка, що застрягла, буде плавитися. Також можна підключити 3D-принтер до ПК, де знаходиться необхідне ПЗ, і виконати нагрівання ноззла. Наприклад, для PLA це 220 °C. Після досягнення ноззлом необхідної температури слід за допомогою шпильки виконати очищення отворів. Якщо розмір ноззла становить 0.4 мм, то знадобиться маленький штифт.
- Проштовхніть стару нитку. Якщо ноззл продовжує залишатися заблокованим, слід спробувати проштовхнути нитку за допомогою іншого шматочка нитки. Спочатку слід видалити нитку за вказаною вище інструкцією, після чого потрібно з друкувальної головки зняти трубку. Для PLA хотенд повинен бути нагрітий до 220 °C, а потім потрібно взяти інший шматок нитки, щоб зверху його проштовхнути. Це дозволить виштовхнути з ноззла нитку, що застрягла. Якщо проблему не вирішено, то можна виконати розблокування вручну. При цьому не слід натискати занадто сильно, тому що можна пошкодити горизонтальні стрижні апарата. Після очищення хотенду слід застосувати голку для очищення ноззла. Щіткою можна прибрати надлишки нитки.
- Розбирання та відновлення хотенду. Цей метод є найскладнішим. Його необхідно використовувати, коли ноззл після виконання двох минулих пунктів продовжує залишатися засміченим. Якщо ви демонтуватимете хотенд, то робіть нотатки та фотографії. Це дозволить спростити його збирання. Видаліть нитку та вивчіть інструкцію 3D-принтера, як саме знімається хотенд.
Якісні сопла та комплектуючі для хотенда
Якщо глибоке засмічення або нагар усередині сопла не вдається усунути стандартними методами, найкращим рішенням стане його своєчасна заміна, щоб уникнути перевантаження екструдера. В каталозі ARTLINE представлений широкий асортимент надійних витратних матеріалів для друкарських головок. Ви можете підібрати та купити сопла для 3D-принтера різного діаметра (від латунних до загартованих сталевих), а також готові хотенди в зборі для швидкої модернізації вашого обладнання.
Друкуючій голівці не вистачає беда
Цю проблему важко не помітити, оскільки з'явиться сильний шум. Якщо головка не дотягується до станини, вона доходить до межі положень осей X, Y. При виході головки межі максимальної точки ремені почнуть ковзати, а головка чи зубці – скреготіти. Це призведе до появи шуму, а також поломки бічної частини апарата. У такому положенні 3D-принтер просто не зможе створити відбиток. Незважаючи на просте вирішення проблеми, цей процес не варто відкладати.
Найпоширеніші причини прогалини:
- поломка або зношування кінцевих упорів;
- неправильний вибір апарата;
- неправильна конфігурація.
Якщо ситуація виявилася на новому пристрої, необхідно перевірити його конфігурацію. Для цього слід повторно пройти процес установки. Користувач має бути впевненим, що використовується правильна версія прошивки.
Дуже часто проблема пов'язана з тим, що в слайсері здійснюється вибір іншого 3D-принтера. Наприклад, користувач запускає друк на Ultimaker Go, а налаштування файлів виконано для Ultimaker 2.
Під час налаштування апарата слід переконатися, що вибрано необхідний обсяг друку. Для цього використовується прошивка пристрою або інше програмне забезпечення. Якщо 3D-принтер вважає, що у нього бед більше, ніж насправді, то він використовуватиме його за реальними межами.
Якщо з апаратом все нормально, але проблема з'являється раптово, слід виконати подвійну перевірку ПЗ для підготовки до 3D-друку. Є ймовірність, що відбулося скидання або виконане оновлення. Дуже часто програмне забезпечення скидається до стандартних налаштувань. Ще може використовуватись остання версія машини, навіть якщо це не вона.
Іноді все настроєно правильно, а в апараті не функціонує один кінцевий акцент. Подібна ситуація може призвести до великої плутанини.
Способи усунення проблеми, коли друкуючій голівці не вистачає беда:
- У слайсері виконуємо перевірку, чи вибрано правильний пристрій. Якщо у двох 3D-принтерів беди однакові, то в іншого налаштування можуть не співпадати.
- Оновлення прошивки. Цей спосіб підійде для пристроїв, які були нещодавно куплені. Користувач повинен перевірити правильність налаштувань. Особлива увага приділяється розміру беда.
- Перевірка кінцевих упорів. Така діагностика потребує певних зусиль. Користувачеві необхідно спостерігати за тим, як рухається друкуюча головка. При проході максимально далекої точки у неї не повинен від'єднуватися кінцевий акцент. Якщо ви не побачили проблем, потрібно буде замінити кінцеві упори.
Запчастини та датчики для точного позиціонування
Збої в позиціонуванні екструдера не лише псують модель, що роздруковується, а й створюють надлишкове навантаження на двигуни та механічні вузли принтера. Щоб повернути пристрою колишню точність і позбутися зайвого шуму, важливо вчасно замінювати зношені елементи привода та електроніки. В інтернет-магазині ARTLINE ви можете придбати надійні комплектуючі для 3D-принтерів, включаючи кінцеві вимикачі, міцні приводні паси, крокові мотори та шлейфи для відновлення ідеальної кінематики вашого обладнання.
Зламана нитка
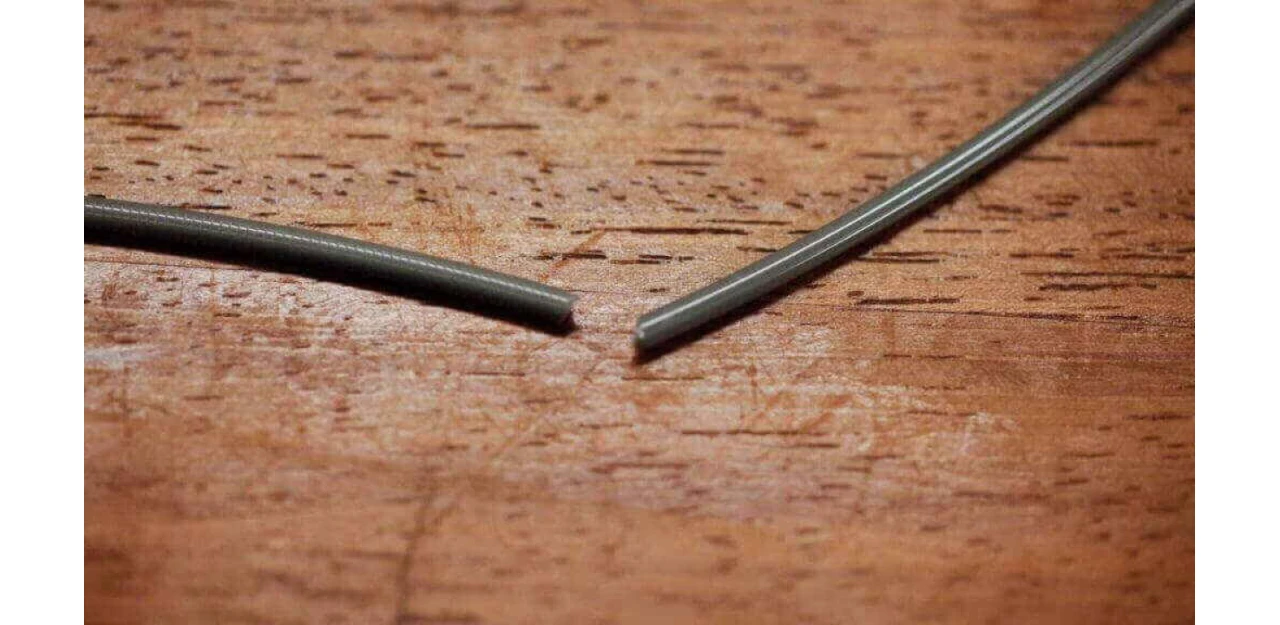
Проблема проявляється так: котушка нитки повна, але нитка не виходить із сопла. Подібна ситуація найчастіше з'являється на пристроях з подачею Боудена, де прихована нитка розжарення. Тому користувачі не завжди можуть побачити проблему.
Головна причина поломки полягає у використанні дешевої чи старої нитки. Більшість ниток, наприклад, ABS і PLA, функціонують тривалий період часу. Якщо нитки будуть утримуватися за неправильних умов і під променями сонця, вони стають крихкими. Їм уже не допоможуть ніякі налаштування після завантаження в пристрій.
Ще одна проблема пов'язана з діаметром нитки. Залежно від моделі або виробника, цей показник можна змінювати. При сильно затягнутому натягувачі ролика нитка здатна порватись через сильний тиск.
Несправність можна усунути такими способами:
- Видалення нитки. Це найпростіший метод вирішення проблеми. Якщо ви використовуєте Ultimaker, слід вибрати вкладку «Обслуговування», після чого вказати «Змінити матеріал». Дуже часто нитка ламається всередині трубки, тому потрібно її зняти з хотенду та екструдера. Після цього слід прогріти ноззл і зняти нитку.
- Використовуйте іншу нитку. Цей спосіб ефективний у ситуації, коли перезавантаження нитки не вирішує питання. Достатньо взяти іншу нитку, щоб перевірити працездатність системи.
- Ослаблення натягу ролика. Натягувач не повинен бути сильно затягнутим, оскільки рватиметься навіть нова нитка. Його слід розслабити, але не допускати прослизання.
- Перевірка ноззла. Ноззл не повинен бути засмічений, тому його слід добре чистити.
- Перевірка температури друку та швидкості потоку. У хотенду має бути задана необхідна температура. Ще варто перевірити, щоб швидкість потоку нитки складала 100%.
Купити надійні філаменти та системи контролю обриву
Щоб уникнути раптових зупинок друку через крихкий пластик, вибирайте тільки перевірені витратні матеріали зі стабільним діаметром та правильними умовами намотування. В асортименті магазину ARTLINE представлений величезний вибір якісних матеріалів для будь-яких завдань. Ви можете вигідно купити пластик для 3D-принтера (PLA, PETG, ABS та ін.), який не ламається при подачі, а також придбати датчики контролю обриву нитки для автоматичного призупинення друку в разі непередбачених збоїв.
Обрив нитки
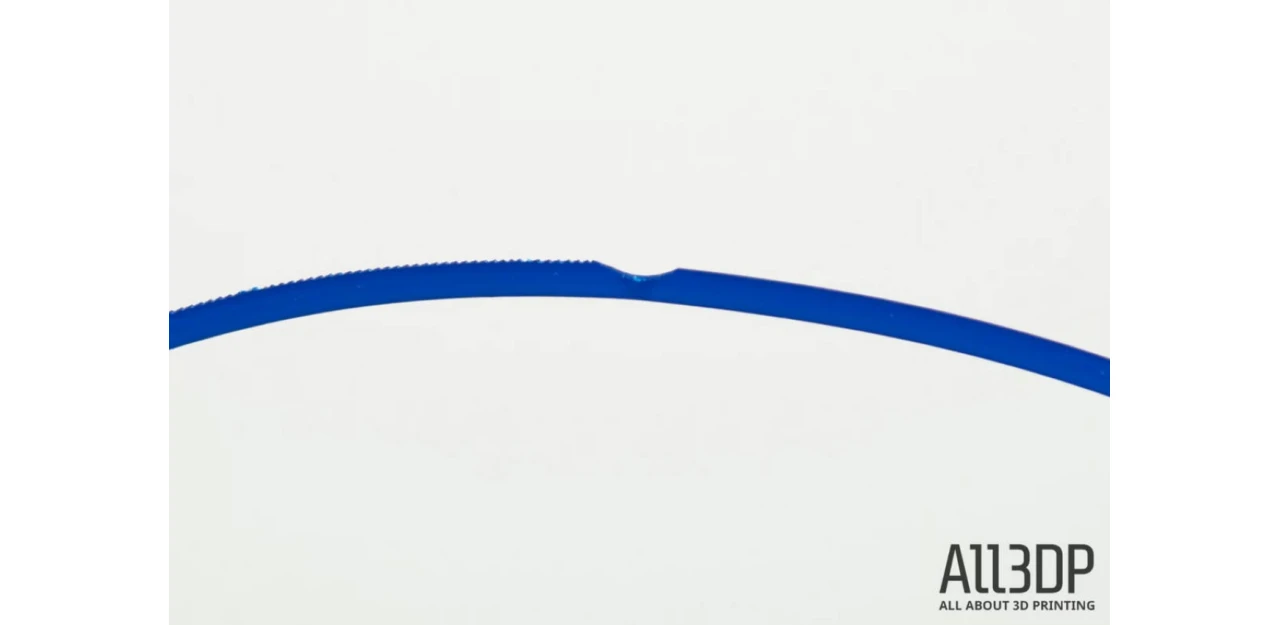
Прослизна або зірвана нитка – така проблема може статися в процесі друку. У результаті нитка перестає виходити з хотенду, тому робочий процес припиняється.
Причини обриву нитки можуть бути різними:
- неправильна температура хотенду;
- ослаб натягувач ролика;
- поява засмічення.
Це досить легко виправляється. Проблема полягає в тому, що нитка в екструдер просто не проштовхується через пристрій. Іноді зубці на шестірні, що пропускають нитку, зношуються. У результаті зникає зчеплення, внаслідок чого нитка та шестерня починають прослизати.
Нижче ми розглянемо способи вирішення проблеми:
- Наповнення системи. Коли нитка починає ковзати, з'являється пластикова стружка і шум. Користувачеві необхідно трохи натиснути на нитку, щоб спростити її прохід у системі. Такий підхід забезпечує безперебійний 3D-друк.
- Регулювання натягу натягувача. Користувачеві потрібно послабити натяжний ролик. Потім вставляємо нитку і затягуємо, доки не буде ковзання. Завдяки натяжному колесу вдається компенсувати різницю в діаметрі, але через різний діаметр для деяких ниток може знадобитися детальне регулювання.
- Видалення нитки. У багатьох ситуаціях потрібне видалення та заміна нитки. Потім її слід знову пропустити через систему. Коли нитка буде видалена, вона обрізається після тієї ділянки, де є ознаки прослизання. Після цього вона знову подається до системи. Після закінчення терміну придатності нитки можуть рватися. Користувачеві необхідно знову спробувати її використовувати. Якщо буде видно, що нитка крихка, використовуйте інший матеріал.
- Перевірка температури хотенду. Вам слід перевірити, чи правильна температура в 3D-принтері.
Датчики контролю та комплектуючі для безперервної подачі
Раптовий обрив пластику посеред багатогодинного процесу може повністю зіпсувати деталь, якщо принтер вчасно не зупинить роботу. Для захисту від подібних збоїв важливо використовувати якісні напрямні трубки та сучасні системи моніторингу. В інтернет-магазині ARTLINE ви можете придбати надійні комплектуючі для 3D-принтерів, включаючи автоматичні системи подачі філаменту, які поставлять друк на паузу, зберігши ваш прогрес.
Проблеми з FDM 3D-друком: не вдалося виконати друк
Робочий процес йшов добре, але в результаті 3D-друк не вдався. Виріб не зміг прилипнути до платформи, нитка не видавилася або виникла інша проблема.
Екструзію зупинено в середині друку

Одного разу хотенд не видавив розплавлену нитку.
Проблема може бути пов'язана з такими процесами у роботі:
- неправильне подання нитки;
- поломка у ноззлі чи хотенді.
Іноді спостерігається досить проста ситуація, коли закінчується нитка. Якщо використовується нитка закритого типу, дуже важко визначити, що вона закінчилася. Ще на екструдері може використовуватися занадто натяжний ролик. У результаті нитка обривається і не доходить до хотенду. Не варто забувати, що в хотенді може статися засмічення, через що нитка перестає вичавлюватися.
Способи усунення несправностей:
- Перевірка наявності нитки. Це потрібно робити навіть у ситуації, коли відбувається короткочасна втрата концентрації. У деяких слайсерах можна побачити оцінку матеріалу. Ви знатимете, чи достатньо у вас нитки для завершення роботи.
- Перевірка обриву нитки. Така смужка може стати великою проблемою. Вище ми розглянули, що слід робити за такої неполадки.
- Перевірка засмічення ноззла. Якщо в ноззлі залишається нитка, що згоріла, то це може стати причиною зупинки роботи. Ми вже розглянули методи очищення ноззла.
- Чи стався обрив нитки? Такі проблеми найчастіше спостерігаються в екструдерах Боудена. Через відрив нитки відбувається від'єднання хотенду та екструдера. Це дуже просто визначається і виправляється, що ми також розглянули.
Комплектуючі для хотенда та системи охолодження
Раптове припинення подачі пластику в розпалі процесу найчастіше пов'язане з перегрівом термобар'єра («пробкою») або заклинюванням зношеного подавального механізму. Щоб принтер працював без небезпечних зупинок, важливо стежити за станом термобар'єра та ефективністю вентиляторів. В інтернет-магазині ARTLINE ви можете підібрати та купити оригінальні комплектуючі для хотендів.
Відбиток не прилипає до друкованого столу
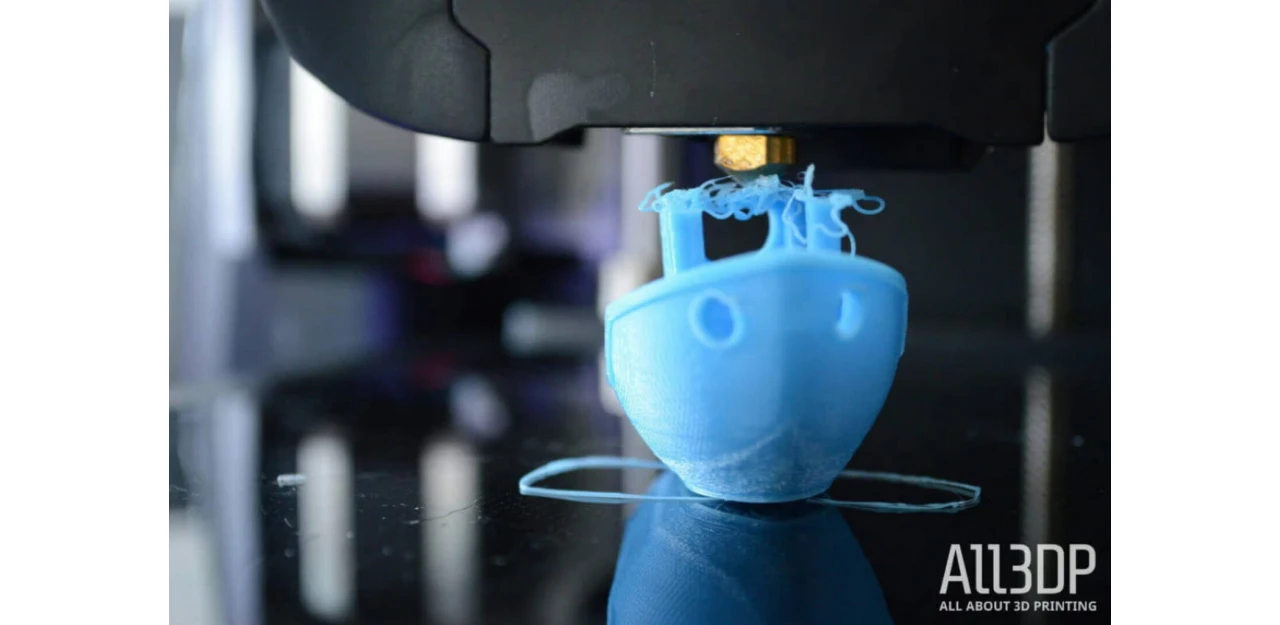
Це досить поширена проблема, але для її вирішення не потрібно багато зусиль. Вина 3D-принтера тут спостерігається не завжди. Особливо це стосується ситуації, коли створювана модель має невелику площу зіткнення з платформою. Наприклад, під час друку літака контактувати з платформою будуть лише шасі. Тому без адгезії та країв пластини тут не обійтися, не кажучи про вибір відповідних опор. Через широку поширеність проблеми існують різні методи її вирішення.
Найпоширеніша причина проблеми – модель просто не змогла прикріпитись до платформи. У цьому випадку може бути потрібна текстурована основа. Ще вирішити проблему можна за допомогою створення потрібної поверхні.
Велику проблему створює нерівна платформа. В цьому випадку ноззл не зможе підійти до неї близько, щоб виконати правильне склеювання 1 шару.
Калібрування не є суттєвою проблемою. Іноді відстань між платформою та ноззлом сильно збільшується. Тому 1 шар не вдавлюється у друкарську платформу. У всіх ситуаціях нитки розкидатимуться навколо платформи.
Тепер розглянемо способи усунення несправності:
- Додаємо текстуру. Якщо ви хочете підвищити шанси того, щоб нитка прикріпилася до платформи, потрібно буде використовувати додатковий матеріал. Це дозволить створити текстуру. Найпопулярнішим методом досягнення такого результату буде нанесення на бед тонкого шару клею. Потім його потрібно змити гарячою водою. Іншим рішенням для PLA буде додавання декоративної стрічки. Якщо використовується така нитка, коли платформу необхідно підігріти до 40 °С або більше, то можна працювати з різними спеціальними стрічками. Вони більш термостійкі.
- Вирівнювання беда. У всіх пристроїв свій спосіб вирівнювання друкарської платформи. Наприклад, у нових версіях Prusa додано дуже надійну систему, яка вирівнює бед в автоматичному режимі. 3D-принтери Ultimaker використовують покроковий підхід регулювання. Тому необхідно звернутися до інструкції з експлуатації апарата, щоб правильно вирівняти бед.
- Регулювання висоти ноззла. У ситуації, коли ноззл знаходиться досить високо, нитка просто не прилипатиме до платформи. При низькому положенні ноззла відбиток буде просто зіскребатися. Користувачеві знадобиться знайти налаштування зміщення Z осі в машині і здійснити зміни. Якщо ноззл слід підняти – міняємо на додатну сторону, щоб відпустити – на від'ємну.
- Очищення друкарської платформи. Якщо 3D-друк здійснюється на склі, його періодично необхідно чистити. Це дуже важливо при використанні клею. Платформа може бути липкою через скупчення відкладень клею.
- Нанесення клею на робочу пластину. Існують 3D-принтери, які відмінно працюють без полів. При цьому для створення дрібних об'єктів і які потребують невеликого контакту з бедом, необхідний спеціальний клей. Його додати можна через програмне забезпечення слайсера: «Brim» і «Raft». При виборі першого варіанта буде додано шар необхідної кількості ліній, які будуть розташовані по периметру. Вони почнуть виходити з місця, де відбиток торкається беда. Такий метод вважається найекономнішим і найкращим, але потрібно ножем обрізати поля. При використанні Raft у відбитка буде тінь з товстим шаром, поверх якої буде здійснено друк. У місцях зіткнення вийде шорстка поверхня. На відміну від створення полів, потрібно більше матеріалу, але зайву часто можна відламати без проблем.
- Додавання опор. Крім підвищення рівня адгезії, платформа можна додати опори. Це важливо за наявності у виробу складних країв чи виступів. Вони дозволяють ефективно утримувати відбиток.
Купити засоби для ідеальної адгезії та змінні платформи
Погане зчеплення першого шару з поверхнею столу гарантовано псує всю модель і перетворює філамент на відходи. Для забезпечення бездоганної адгезії та захисту від термоусадки пластику необхідно використовувати якісні покриття та спеціалізовану хімію. В каталозі ARTLINE представлений широкий асортимент рішень для фіксації: від термостійких лаків і клейових складів до гнучких магнітних PEI-пластин. Зазирніть у розділ, де зібрані найкращі аксесуари для 3D-принтерів, щоб назавжди забути про відшаровування деталей.
Опори впали
Якщо ви створюєте складні вироби, то їм потрібні опори. Іноді опори досить важко видалити, оскільки вони належать до важливого елементу 3D-друку. Вони виконують просту функцію – підтримують відбиток. Якщо вони впадуть, то у виробу не буде такої підтримки.
Насправді можна побачити, що з видавлюванні відбитка опори можуть стати нерівними. Вони утворюються тріщини чи вони виходять неякісними. У результаті 3D-друк проводиться неправильно.
Такий варіант підтримки є складним завданням, у більшості додатків пропонується кілька варіантів зрізів. Користувачі можуть вибрати створення опор за промовчанням, але подібна печатка не дає гарантій успіху під час створення навісів. Особливу увагу слід приділяти типу опори, яка відповідатиме за підтримку та стійкість виробу під час всього процесу 3D-друку.
Після завершення 3D-друку без проблем видаляються зигзаги та лінії, але по ходу 3D-друку вони стають причиною меншої жорсткості. Надійна підтримка забезпечується за рахунок сітки та трикутників, але вони можуть важко видалятися. Наприклад, подивіться на звичайну конструкцію моста, у якого використовуються тонкі стійки. Після цього варто подумати про опори. Потрібно добре продумати їхню конструкцію, щоб модель вийшла жорсткою. При виборі зигзагів або ліній з'являється ймовірність того, що модель рухатиметься під час 3D-друку. Це спричинить поломку крихких опор.
Оптимальним варіантом у цій ситуації стане жорстка структура опори, яка нагадуватиме сітку. У ПЗ для нарізки можна створювати такі підставки, де не потрібно приклеювання платформи. У цій ситуації опорі буде важко з'єднатися з платформою.
На практиці зустрічаються надмірні опори у високих виробах, конструкція виходить тонкою та надто витісненою. Тут необхідно опрацювати надійність підтримки, наприклад, вибрати блок. Вони гарантують надійну підтримку, якщо використовуються великі звиси.
Великою проблемою є дешеві та старі нитки. Якщо нитка знаходиться в поганому стані, то при екструзії вона не буде достатньо скріплювати шари. Через помилки в екструзії опори можуть поламатися.
Користувачі повинні звернути увагу на роботу свого 3D-принтера. Якщо машина сильно вібрує, потрібно перевірити і затягнути всі болти і гайки. Після цього виконується повторний процес калібрування.
Розглянемо способи усунення несправностей, коли відбувається розвалювання опор:
- Вибираємо правильні опори. Необхідно уважно проаналізувати створювану модель. Якщо у неї є великі виступи, що з'єднують різні частини, а також у них відмінний контакт з платформою, то можна застосовувати зигзагоподібні опори або стропи. Якщо у моделі поганий контакт з основою або їй потрібна міцна підтримка, можна працювати з трикутними або решітчастими опорами.
- Додавання адгезії платформи. Користувач повинен переконатися, що вибрано таке зчеплення з платформою, яке має потрібну площу підстави для зчеплення.
- Підвищення щільності підтримки. Цей метод варто використовувати лише у крайній ситуації. Якщо ви підвищите щільність підтримки, то відбиток буде мати щільну структуру. На неї можна буде спиратися, а рух не вплине на якість ніякого впливу. Мінусом методу є те, що така структура буде складно видалена.
- Створення опор у моделі. Занадто високі опори мають недолік – вони здатні ослабнути. Тут слід робити міцні опори. Для цього у модель додають високий блок. Він повинен завершуватися трохи нижче місця, де потрібна опора.
- Заміна нитки. При закінченні терміну придатності нитка стає крихкою. Даний фактор проявляється у поганій якості опор. Після встановлення нової котушки перевірте, чи зникла проблема.
- Все потрібно надійно закріпити. Під час роботи 3D-принтер розгойдується та трясеться. Це створює велику проблему. Апарат слід постійно перевіряти, щоб усе було затягнуте. Якщо потрібно, то повторно необхідно провести калібрування.
Якісні філаменти для міцних підтримувальних структур
Руйнування крихких допоміжних опор позбавляє звисаючі елементи моделі будь-якої підтримки, що призводить до браку. Крім налаштувань слайсера, критично важливу роль тут відіграє міжшарова адгезія самого пластику – вологий або неякісний філамент просто не утримає тонкі стійки. Щоб ваші проєкти завжди завершувалися успішно, вибирайте сертифіковані матеріали. В ARTLINE ви завжди можете вигідно купити пластик для 3D-принтера зі стабільним діаметром нитки, який гарантує високу жорсткість як самої деталі, так і її опорних конструкцій.
Проблеми з FDM 3D-друком: друк виглядає погано
Ви змогли успішно закінчити 3D-друк, але виріб вийшов негарним. Далі ми розглянемо основні проблеми, які призводять до поганого відбитка.
Безладний перший шар

Іноді перший шар виробу виявляється проблемним. Причина – відсутня адгезія або з'являються небажані лінії, що призводять до несподіваного виду нижньої оболонки. Ще в нижній частині можуть загуснути дрібні деталі, після чого вони не будуть схожі на малюнок поверхні.
Все це відбувається через відсутність вирівняного беда. Якщо ноззл знаходиться далеко від шару, то 1 шар не прилипає через друк небажаних ліній. Коли ноззл знаходиться дуже близько, то можуть з'являтися краплі. Через високу температуру беда вироби друкуються розмитими і нечіткими.
Усунення несправностей:
- Вирівнювання друкарської платформи. Всі пристрої мають свій метод вирівнювання платформи. Розробники Prusa приділили цьому питанню багато уваги, тому нові моделі можуть відмінно вирівнюватися в автоматичному режимі.
- Зниження температури шару. Користувачеві потрібно знижувати на 5 °C температуру шару до того моменту, поки не буде знайдено оптимальне значення адгезії без втрати деталізації.
Оригінальні комплектуючі для точного калібрування осей
Нерівне укладання стартових ліній – перший крок до деформації всієї моделі. Щоб виправити геометрію та досягти ідеального укладання першого шару, механічні вузли та датчики принтера повинні працювати бездоганно. В каталозі ARTLINE ви можете підібрати оригінальні запасні частини, включаючи точні датчики автоматичного вирівнювання, нові нагрівальні елементи та кабелі, які забезпечать бездоганний старт будь-якого друку.
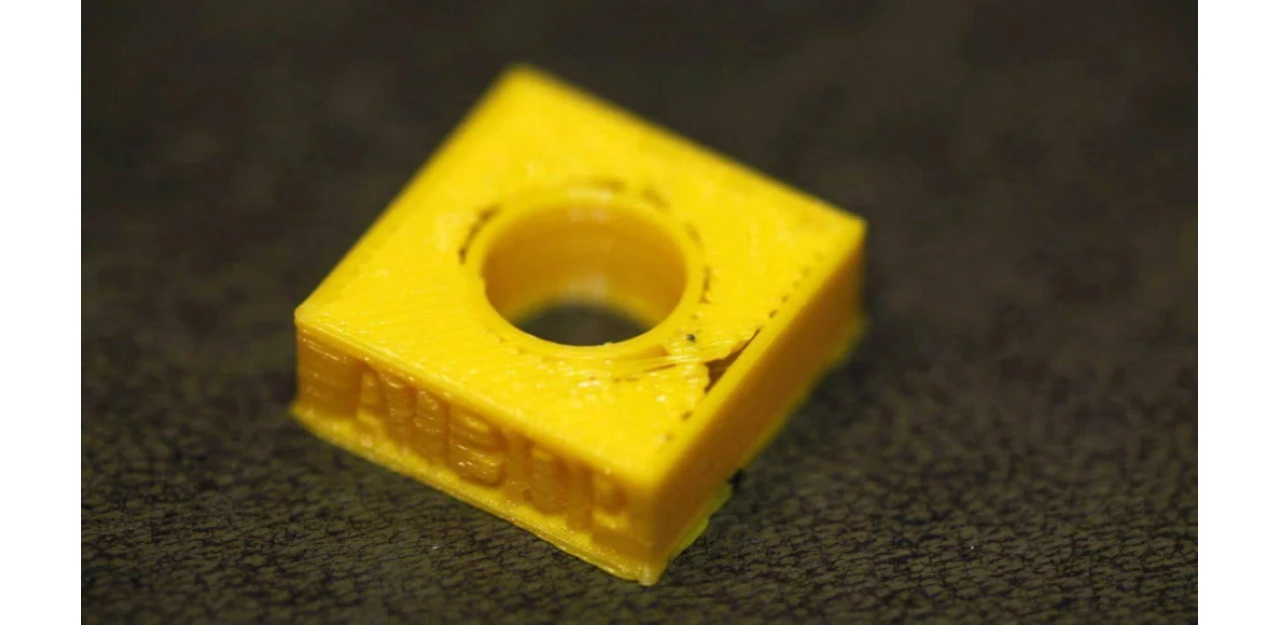
Слонова нога (принт з бантами внизу)

Проблема полягає в тому, що основа виробу трохи випирає назовні. Такий ефект називається слонячою ногою. Цей дуже незграбний дефект проявляється через те, що вага виробу чинить тиск на його нижню частину до того моменту, поки він не охолоне і затвердіє. Проблема часто проявляється в 3D-принтерах, у яких є бед, що підігрівається.
Усунення несправності:
- Балансування температури та охолодження беда. Якщо ви не хочете отримувати на надрукованих виробах слонову ногу, слід охолоджувати базові шари. Там повинна триматися вся структура моделі. Якщо охолодження буде суттєвим, то базові шари можуть деформуватися. Насправді складно отримати правильний баланс. Користувачеві необхідно почати зменшувати температуру беда з інтервалом 5 °C. Коли товщина верхньої чи нижньої частини становить 0.6 мм, слід зменшити висоту вентилятора.
- Рівний бед. Величезна кількість проблем із 3D-друком вирішується шляхом вирівнювання друкарської платформи. Для цього слід виконати калібрування беда за інструкцією, яку пропонує виробник апарату.
- Підніміть ноззл. Вирішити проблему можна шляхом підняття ноззла. Користувачеві потрібно бути обережним. Якщо він буде надто високо, то шар не прилипне до платформи.
- Зняття фаски на підставі. В основі виробу слід зняти фаску. Подібна ситуація можлива лише тоді, коли ви самостійно виконали розробку моделі або маєте доступ до її вихідних джерел. Для початку достатньо зробити фаску з кутом 45 ° на 5 мм. Можна експериментувати для вибору найкращого варіанта.
Нагрівальні елементи та датчики для контролю температури
Розпливання нижніх шарів під вагою моделі, що охолоджується, часто відбувається через надлишкове нагрівання платформи або збій у терморегуляції. Збалансувати температурний режим допоможуть нові датчики. На сайті ARTLINE доступні надійні термістори для 3D-принтера та нагрівальні елементи, що дозволяють точно відкалібрувати температуру друкарської зони.
Згинаються краї друку

Відбиток може деформуватися вгору біля основи виробу. Це відбувається до того моменту, поки він не перестане бути на одному рівні із бедом. Подібна ситуація стає причиною утворення горизонтальних тріщин у верхній частині моделі, тому вона відклеюється від платформи.
Нічого незвичайного у деформації немає, це природні параметри пластмас. Якщо нитка PLA або ABS остигає, вона починає стискатися. Ще короблення проявляється за дуже швидкого охолодження пластику.
Інструкція з усунення несправностей:
- Застосування друкарської платформи з підігрівом. Користувачеві необхідно задати температуру менше, ніж значення плавлення пластику. Така точка називається «температура склування». При виборі потрібної температури на беді відбудеться рівний друк першого шару. Це значення можна вказати в програмі слайсера. Найчастіше значення потрібної температури вказується на котушці або упаковці нитки, що використовується.
- Нанесення клею на друкарську платформу. Якщо відбиток продовжує по краях підніматися, потрібно рівномірно нанести трохи клею на бед. Це дозволить покращити адгезію.
- Використовуйте інший тип платформи. Користувачеві потрібно здійснити заміну беда на той варіант, де буде якісніша адгезія. Різні компанії, наприклад, Prusa застосовує поверхню беда PEI. Там вдається без застосування клею досягти гарної адгезії. Компанія XYZPrinting пропонує в комплекті спеціальну текстуровану стрічку. Вона має вигляд великого аркуша малярської стрічки. Вона чудово підходить для різних платформ без підігріву. У пристроях компанії Zortrax є перфорований бед. Моделі чудово приварюються до цього типу поверхні.
- Вирівнювання друкарської платформи. Причиною проблеми може бути калібрування. Цей процес слід виконати з урахуванням правильної висоти ноззла.
- Збільшення числа контактів. Тут необхідно досягти якісного контакту між бедом і моделлю. Це дуже легко зробити, тому що до 3D-друку можна додавати платформи або плоти.
- Регулювання додаткового налаштування температури. Якщо наведені вище поради не допомогли вирішити проблему, варто перейти до розширених налаштувань 3D-друку. Достатньо проводити експерименти зі збільшенням температури беда з кроком 5 °C. У ПЗ слайсера є розділ з вентиляторним охолодженням. Найчастіше воно налаштоване таким способом, щоб вентилятори на висоті приблизно 0,5 мм функціонували на повну потужність. Якщо цей показник зробити 0,75 мм, то у базових шарів буде більше часу, щоб сталося природне охолодження. Якщо у 3D-принтера є бед, що підігрівається, то все одно можна застосовувати клей і періодично його калібрувати.
Модернізація нагрівального столу для стабільної адгезії
Жолоблення та відрив кутів деталі через природну усадку пластику – часта проблема, яка посилюється через нерівномірне прогрівання платформи. Якщо ваш стіл охолоджується в процесі роботи, шари неминуче почне вести. Замініть пошкоджений вузол, вибравши якісний контролер нагрівального столу для 3D-принтера в магазині ARTLINE, щоб забезпечити стабільну температуру по всій площі друку.
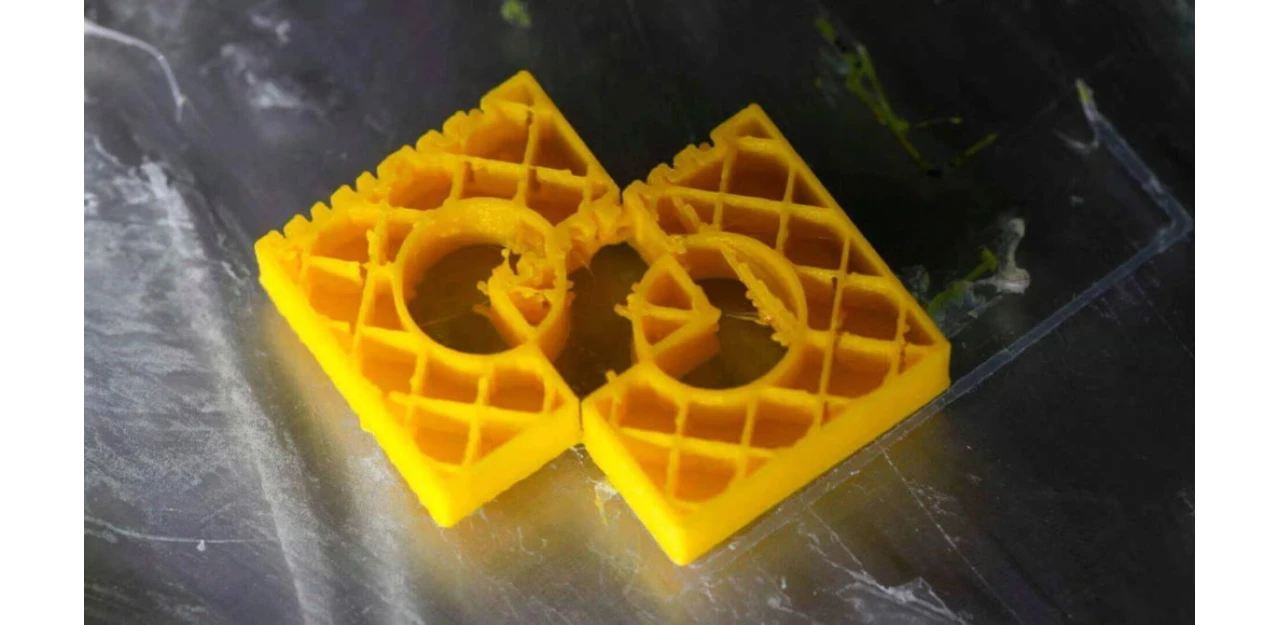
Брудне та неповне заповнення
Внутрішня структура моделі може бути порушена чи відсутня. Є низка причин, через які це може статися. Найчастіше проблема залежить від налаштувань програми для нарізування. Ще неполадка проявляється через засмічення ноззла.
Способи вирішення проблеми:
- Перевірка густини заповнення. Користувач повинен подивитися, яке значення в налаштуваннях стоїть у щільності заповнення. Нормальним вважається показник приблизно 20%. Якщо цей параметр менший, можуть виникнути проблеми. Якщо ви хочете створити великі вироби, цей показник можна ще більше збільшити. Це дозволить отримати необхідний рівень підтримки.
- Зменшення швидкості заповнення. На якість структури безпосередньо впливає швидкість 3D-друку. Якщо виходить слабке заповнення, потрібно зменшити даний параметр.
- Зміна малюнка заповнення. Багато ПЗ для нарізки дозволяє виконувати зміну внутрішньої структури. Користувачі мають можливість вказати стільники, трикутник або сітку. Можете поекспериментувати з різними варіантами.
- Перевірка ноззла. Проблема може виникнути при засміченні ноззла. Такий засміт не впливає на 3D-друк на великих зовнішніх стінках. Нитка застряє через менший потік у внутрішній структурі.
Купити оригінальні екструдери та механізми подачі
Руйнування внутрішньої структури та порожнечі в заповненні деталі сигналізують про зношення шестерень подавального механізму. Щоб пластик проштовхувався плавно та з потрібною швидкістю, варто оновити узел подачі. Купити надійний екструдер для 3D-принтера – від суцільнометалевих систем до окремих деталей фідера – можна з швидкою доставкою в каталозі ARTLINE.
Зазори між заповненням та зовнішньою стіною
Якщо на нижній або верхній частині відбитка є маленький проміжок між стінкою і заповнювачем по зовнішньому периметру, то це є ознакою проблеми. Раніше це була популярна проблема, але в сучасних 3D-принтерах суттєво покращилася точність друку. Також пристрої стали підтримувати різні матеріали, тому проблема не складна.
Наразі стали з'являються менш щадні матеріали ABS та PLA, тому проблема знову стала актуальною. Зазори утворюються через те, що застосовувана нитка не зовсім склеюється і стикається. Цю проблему дуже просто вирішити.
Найголовнішою причиною проблеми є те, що не встановлено перекриття заповнення. Тому софт для нарізки дає команду машині, щоб не було зіткнення двох відбитків. Ще одна проблема – це порядок встановлення заповнення. Якщо спочатку здійснюється створення периметра, то перекриттів практично не буде, що створює неполадку.
Способи вирішення проблеми:
- Перевірка зазору між зовнішньою стіною та заповнювачем. Така проблема поширена, але вирішується дуже просто. У софті для нарізки перейдіть у вкладку «Перекриття заповнення» і збільшіть цей показник. За замовчуванням у CURA встановлено 15%, тому його слід збільшити до 30%. Ця опція в Simplify3D знаходиться в меню «Редагувати налаштування процесу». Потім необхідно вибрати «Заповнення» і перейти в підрозділ «Перекриття контуру», де потрібно збільшити цей параметр. Це залежить від ширини видавлювання. Тому зазначений відсоток має бути пов'язаний із шириною видавлювання. Під час виконання налаштування його не варто ставити менше 50%.
- Друкуйте на периметрі заповнення перед оболонкою. Якщо ви бачите, що просвічується структура заповнення, змінюйте порядок створення шарів заповнення і периметра. Наприклад, у Cura необхідно активувати опцію «Заповнення відбитків по периметру».
- Підвищення температури хотенду. Сучасні матеріали, наприклад, XT-CF20, є менш щадними, особливо це стосується розтікання. Ситуація пов'язана з тим, що частина їхньої структури складається з вуглецевих волокон. Якщо ви проводитимете друк такими матеріалами, то велике значення матиме підвищення на 5-10 градусів температури хотенду.
- Зменшення швидкості друку. Якщо ви здійснюєте 3D-друк на високій швидкості, то можуть виникнути проблеми. Особливо це стосується ситуації, коли калібрування машини виконане неправильно. Зменшивши швидкість створення верхнього шару, можна вирішити питання з перепустками.
Високоякісні сопла для стабільного укладання ліній
Щілини між внутрішнім заповненням і периметром псують зовнішній вигляд і знижують міцність готового виробу. Часто це пов'язано зі зношенням вихідного отвору сопла, через що змінюється товщина лінії. Вирішити проблему допоможе встановлення нової деталі. В магазині ARTLINE ви завжди можете замовити сопла для 3D-принтера потрібного діаметра з латуні, нержавіючої сталі або загартованих сплавів.
Заповнення видно зовні
Тут остаточний результат має нормальний вигляд, але крізь його стінки видно внутрішню опорну конструкцію. Подібна проблема називається ореолом.
Причина неполадки полягає в тому, що за межі периметра вийшло заповнення. Такий ефект максимально помітний, якщо модель має дуже тонкі стінки. Негаразд викликає те, що лінія периметра виявляється перекритою структурою заповнення, це відбувається при укладанні. Незважаючи на це, ореоли є важливим елементом 3D-друку. Вони забезпечують якісне зчеплення. Все це легко виправляється.
Існує ще одна причина появи ореолів. Користувач просто неправильно вказує товщину стінок, залежно від застосовуваного розміру ноззла. Найчастіше товщина створюваних стін залежить від розміру ноззла. Якщо ви використовуєте ноззл на 0.4 мм, то товщина стінки має бути кратною: 0.4, 0.8 і т.д.
Способи усунення ореолів:
- Перевірка товщини корпусу. Це значення має бути кратно розміру ноззла.
- Збільшення товщини корпусу. Це рішення є найпростішим. Достатньо подвоїти цей розмір, щоб вирішити питання із заповненням.
- Застосування наповнення після периметра. Практично все ПЗ для нарізки має можливість активувати такий вид 3D-друку по периметру. Для цього в Simply3D необхідно перейти в меню «Редагувати налаштування процесу», де слід вказати «Шар». Потім відкриваємо «Налаштування шару» і вказуємо «Зовні всередину». У Cura потрібно перейти у вкладку «Експертні налаштування», а в меню «Заповнення» потрібно активувати опцію «Наповнення друкується по периметру».
- Перевірка друкарської платформи. Користувачеві слід оглянути виріб. Якщо цей ефект більш поширений лише з одного боку, потрібно виконати калібрування.
- Друк оболонок із вигодою собі. Користувачі можуть налаштувати відповідний внутрішній порядок роботи. Якщо потрібний високоякісний 3D-друк, де буде хороша обробка поверхні (фактична міцність не є важливим параметром), то слід вибрати «Зовні всередину». Якщо для вас міцність є найважливішим значенням, то потрібно вказати «Друк зсередини назовні», що збільшить стіни вдвічі. Така різниця у міцності з'являється через те, що під час 3D-друку відбувається усунення маленького перекриття зовні, що створює ореоли. Це говорить про те, що однакової міцності з'єднання не буде по всій фактурі.
Преміальний пластик зі стабільним діаметром нитки
Ефект «ореола», коли крізь тонкі зовнішні стінки просвічує внутрішня сітка, часто посилюється нестабільною товщиною дешевого філаменту. Для отримання бездоганної поверхні використовуйте тільки перевірені матеріали. В ARTLINE доступний широкий вибір сертифікованих матеріалів, де ви можете вигідно купити пластик для 3D-принтера з гарантованою точністю діаметра нитки.
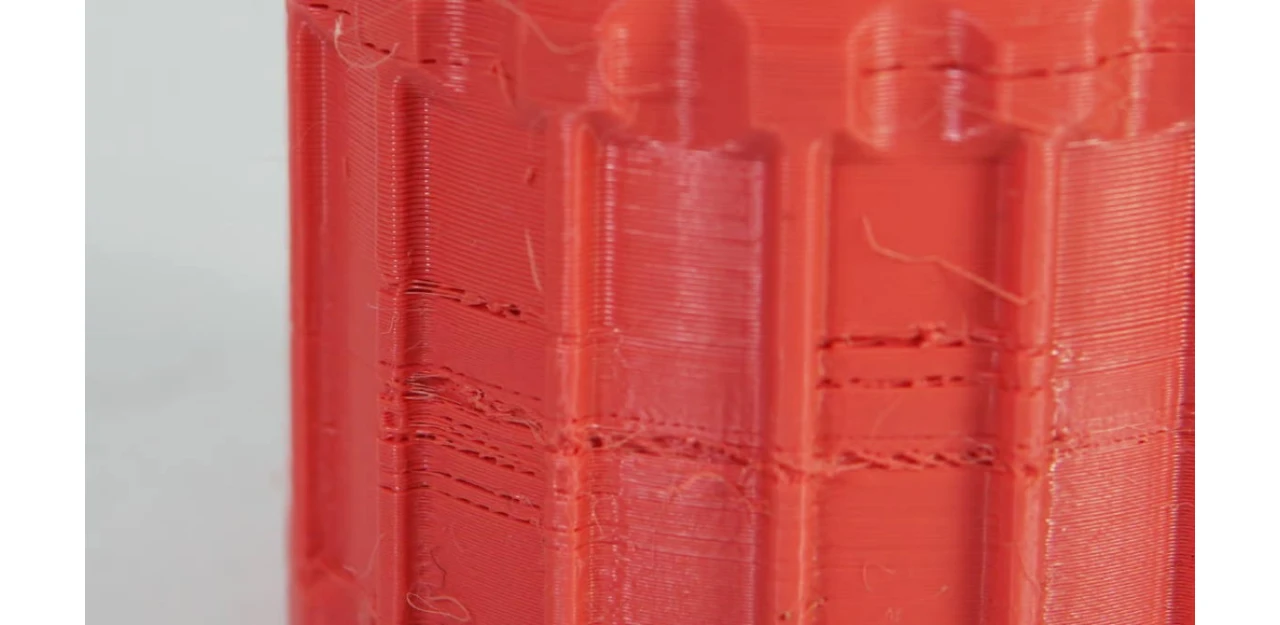
Поява тріщин у високих предметах

Після друку з обох боків виробу можуть з'являтися тріщини. Найчастіше це відбувається на високих моделях. Подібна проблема є несподіваною. Охолодження матеріалу у верхніх шарах виробу здійснюється швидше. Нагрів від друкарської платформи немає такого високого рівня, це призводить до низької адгезії.
Способи вирішення проблеми:
- Температура екструдера. Спочатку це значення можна збільшити на 10 °C. Робочі температури хотенду вказані на коробці з ниткою, тому намагайтеся дотримуватися вказаних виробником значень.
- Напрямок та швидкість обертання вентилятора. Користувачеві варто 2 рази перевірити вентилятори. Вони повинні націлитись на виріб. За потреби можна зменшити їхню швидкість.
Сучасні 3D-принтери із закритою камерою друку
Розшарування та тріщини на високих деталях викликані занадто швидким і нерівномірним охолодженням пластику далеко від нагрівального столу, що є критичним для ABS або нейлону. Для роботи з матеріалами, схильними до усадки, необхідна стабільна температура повітряного середовища. Якщо ваш старий апарат не справляється, в асортименті ARTLINE представлені сучасні 3D-принтери з повністю закритим корпусом та активним термоконтролем.
Шари погано поєднуються
Коли відбувається формування відбитка, можуть виникнути певні проблеми з якістю. Користувачі можуть уважно придивитися до моделей та побачити, що вирівнювання відбулося неправильно. Особливу увагу слід приділити внутрішній структурі підтримки. Виріб не повинен виглядати назовні. Ще можуть виникнути нерівності, які призводять до створення кривої поверхні.
Причини неполадки можуть бути пов'язані з послабленням кріплень, їх необхідно підтягувати. Ситуація зі усуненням шарів може бути пов'язана з перетином. Якщо не вживати заходів, то у виробів зміщуватимуться шари, а ефект стане візуально вираженим.
Розглянемо інструкцію:
- Перевірка ременів – частина 1. Користувачеві достатньо відчути невеликий опір з боку ременів, якщо їх стиснути разом. Якщо буде видно, що у ременя натягнута верхня частина сильніша за нижню, то потрібно їх підтягнути. Такі пристрої, як Pruse i3, у комплекті мають вбудовані натягувачі ременів. Інші машини можна модернізувати. Якщо не вдасться використовувати один із цих методів, то доведеться виконати ручне затягування ременя.
- Перевірка ременів – частина 2. Ремені є системою безперервної петлі, вони кріпляться на 2 шківах. Проблемою, що широко зустрічається, стало прослизання ременя на 1 шківі, який починається вгорі натягуватися або навпаки. Все це стає причиною усунення шарів.
- Стрижні повинні бути змащені та чисті. Працюючи на стрижнях накопичується сміття. Це призводить до того, що на деяких ділянках збільшується тертя. Головка більше не може вільно рухатися, тому шари зміщуються. Тут користувачеві достатньо протерти стрижні та виконати повторне змащення.
- Перевірка наявності зміщених чи вигнутих стрижнів – частина 1. До коливання головки призводить поломка одного зі стрижнів. Для діагностики потрібно відключити апарат і перемістити головку по X та Y осях. За наявності опору варто вжити заходів. Насамперед слід подивитися, чи вирівняні стрижні. Ще стрижні можна видалити та перевірити, чи погнуті вони.
- Перевірка наявності зміщених чи вигнутих стрижнів – частина 2. Іноді у пристроях застосовуються різьбові стрижні, а не ходові гвинти. Незважаючи на свою ефективність, вони поступово гнуться. Для їх перевірки можна використовувати програму «Printrun». З її допомогою здійснюється переміщення головки вниз чи вгору. Під час цієї дії ви відразу зможете побачити, що стрижні по Z осі погнуті. Зараз практично неможливо здійснити випрямлення стрижня, тому потрібно буде замінити його на ходові гвинти.
- Перевірка приводних шківів. Найчастіше вони підключаються до основного стрижня або крокового двигуна. При уважному повертанні шківа можна побачити гвинт. Користувачеві потрібно тримати стрижень і тягнути ремінь. Це дозволить почати ковзання шківу. Між ним і кроковим двигуном повинні бути проковжування. Якщо ковзання спостерігається, слід затягнути гвинт.
Міцні приводні ремені для точної кінематики
Зміщення шарів, кривина поверхонь і люфти – це прямий наслідок розтягнення приводних елементів. Повернути принтеру ідеальну точність ходу допоможе своєчасне ТО. В інтернет-магазині ARTLINE ви знайдете якісний ремінь для 3D-принтера, шківи та ходові гвинти для відновлення ідеальної кінематики.
Відсутні деякі шари
Ця проблема пов'язана з повним або частковим пропуском деяких шарів. Пристрій не може забезпечити достатній обсяг пластику в місцях, де немає шару. При нечастому пропущенні шару утворюється тимчасова недоекструзія. Така проблема може бути пов'язана із засміченням ноззла, поломкою колеса, що подає, котушки або з ниткою.
Бед може застрягти тимчасово через тертя. Причина полягає у відсутності поєднання вертикальних стрижнів із лінійними підшипниками. Ще неполадка проявляється, коли є поломки підшипників або стрижнів Z осі. Це призводить до забруднення чи деформації стрижня.
Способи вирішення проблеми:
- Механічна перевірка. Насправді довів свою ефективність регулярний огляд пристрою. Там можна оперативно знайти поломки та усунути їх. Насамперед варто звертати увагу на стрижні, вони повинні знаходитися в затискачах або підшипниках, щоб унеможливити їх поломку.
- Перевірка вирівнювання стрижня. Користувачеві необхідно переконатися, що стрижні не зміщуються і вирівняні ідеально. Найчастіше це можна вирахувати шляхом відключення крокових двигунів, живлення. Потім необхідно X і Y осям перемістити головку. Наявність будь-якого опору свідчить про те, що є проблема. Тут слід визначити, чи це пов'язано з підшипником або зігнутим штоком.
- Зношений підшипник. Якщо ламаються підшипники, ви почуєте шум. Також відчуватиметься нерівномірний рух головки. Під час друку 3D-принтер почне вібрувати. У цій ситуації потрібно відключити живлення та через X та Y перемістити головку. Таким способом визначається місце поламаного підшипника.
- Перевірка наявності мастила. Користувач повинен забезпечувати безперебійну роботу 3D-принтера, для цього слід підтримувати потрібний рівень мастила у вузлах. Тут відмінно підходить мастило, яке використовується у швейних машинах. Перед його нанесенням слід переконатися, що стрижні очищені від бруду та залишків друку. Тому перед нанесенням мастила стрижні потрібно протирати. Змащувати їх потрібно небагато. Ще можна застосовувати програмне забезпечення для управління апаратом, наприклад, Printrun. Так можна виконати переміщення головки по X і Y осям. Це дозволить рівномірно розподілити мастило та перевірити плавність їх руху. Якщо ви налили багато мастила, то стрижні можна протерти безворсовою тканиною.
- Недостатня екструзія. Ця ситуація полягає у недостатній екструзії. Ми вже розглянули, як усунути таку проблему.
Якісні лінійні підшипники та напрямні
Раптові пропуски цілих шарів часто відбуваються через короткочасне заклинювання осі Z внаслідок тертя або зношення рухомих вузлів. Захистіть свій принтер від механічних збоїв. В каталозі ARTLINE доступні надійні напрямні вали та прецизійний підшипник для 3D-принтера для плавного переміщення каретки по всіх осях.
Друк нахиляється, коли не слід
Під час 3D-друку спостерігається нахил відбитка. Так починають створюватися не однакові кути протягом усього робочого процесу. На різних етапах вага зменшується або збільшується. До цього спричиняє ослаблення шківа.
Ще ремені починають тертися. Все це призводить до зупинки ходу голівки. Оператору необхідно перевірити, щоб шківи не прослизали. Всі утримуючі шківи та гвинти повинні бути затягнутими.
Усунення несправності:
- Перевірка X та Y осей. Якщо виріб нахиляється праворуч або ліворуч, це означає проблему з Х віссю. Проблеми з Y віссю виявляються нахилом ззаду вперед. Після цього слід перейти до перевірки шківів та ременів. Наприклад, на пристрої Prusa i3 цей процес здійснюється дуже просто, тому що до головного ременя кроковики підключені безпосередньо. Більш складний цей процес у Ultimaker та інших подібних апаратів.
- Ремені не повинні тертися. Користувачеві слід уважно оглянути всі ремені. Вони не повинні тертися об компоненти пристрою. Якщо ремінь розташовується навіть під маленьким кутом, це може стати причиною неполадки.
- Затягування гвинта муфти крокового двигуна. Якщо ви змогли знайти проблемну вісь, то за допомогою шестигранного ключа необхідно затягнути гвинт.
- Перевірка шківів стрижнів. На складних 3D-принтерах, наприклад, Ultimaker 2, використовується цілий ряд шківів та ременів. На осях X та Y основні тяги зверху пристрою мають 8 шківів. Користувачеві необхідно затягнути гвинти для кожного з них. При ослабленні ременя вони починають зміщуватися.
Крокові двигуни для безперебійної фіксації осей
Нахил усієї моделі по одній з осей часто вказує на пропуск кроків через перегрів або критичне зношення мотора. Щоб повернути системі жорсткість і стабільне утримання координат, оновіть силовий вузол. На сайті ARTLINE ви можете підібрати оригінальний кроковий двигун для 3D-принтера потрібної потужності та типорозміру.
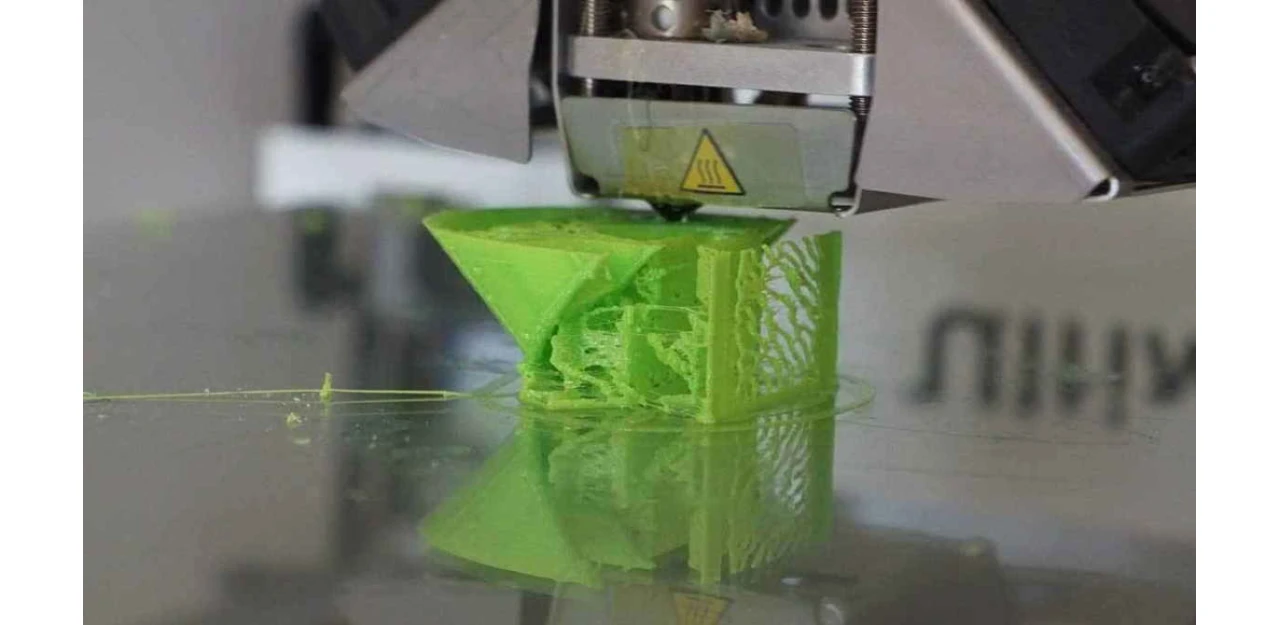
Брудні звіси
Практично завжди після завантаження моделі в софт для нарізки все має чудовий вигляд. Після вибору опції «Друк» ви бачите, що певні частини виробу створюються нормально, а інші мають вигляд волокнистого безладдя. Такі ситуації вважаються помилками новачків. При цьому навіть професіонали мають такі проблеми.
У процесі FFF всі рівні базуються на інших. Якщо у виробі є відбиток, де немає нічого, то нитка виходить у повітря. Усе це призводить до появи волокнистого безладдя. На практиці програмне забезпечення слайсера має повідомити про те, що відбувається.
Проблема вирішується такими способами:
- Додавання опор. У багатьох програмах для нарізки така опція додається оперативно. У Cura в налаштуваннях слід вказати необхідний варіант підтримки. У Simplify3D слід вибрати «Редагувати налаштування процесу», після цього переходимо до «Підтримка» і тиснемо на функцію «Створити допоміжний матеріал». Там користувачі можуть змінити налаштування та вибрати відповідний шаблон.
- Створення опор у моделі. Підтримка від програмного забезпечення може стати нав'язливою. Така ситуація стає причиною застрягання у різних місцях допоміжного матеріалу. В якості альтернативи для моделювання можна використовувати свою програму. Для цього будуть потрібні додаткові навички, але результати будуть дивовижними.
- Створення платформи підтримки. Під час створення фігурок часто проблеми відбуваються з різними виступами. Якщо застосовувати опори на друкованій платформі, то можуть виникнути проблеми, оскільки створюються опори на великі вертикальні відстані. Для вирішення проблеми друкуються міцні блоки чи стіни. Згодом робляться дрібніші опори між виробом та блоком.
- Нахилення стіни під кутом. При використанні навісів, які мають вигляд полиці, варто створювати рішення в якості нахилу стіни. Для цього найкращим варіантом буде нахил 45°. У цій ситуації стіна триматиметься самостійно, інші варіанти опор не знадобляться.
- Розбирання виробу на частини. Ще один варіант полягає в тому, що модель буде розбиратися на різні частини. Іноді можна перевернути виступ, щоб він став основою. Головна особливість полягає в тому, що потрібно 2 частини склеїти назад.
Різноманітні філаменти під будь-які типи підтримок
Волокнистий хаос замість акуратних звисаючих елементів – класичний результат друку в повітрі без надійної опори. Щоб будувати технічно складні фігури, важливо використовувати філамент, який швидко твердне при обдуві. В інтернет-магазині ARTLINE ви можете купити спеціалізований пластик для 3D-принтера (включаючи PETG та ABS), який чудово тримає форму.
Нерівна поверхня під опорами
Припустимо, що ви на своєму ПЗ створили модель з опорами і роздрукували її. У результаті при знятті конструкції ви бачите, що на поверхні є залишки використовуваного матеріалу. Їх видалення або шліфування призводить до поганого вигляду моделі.
У сфері 3D-моделювання опори є важливими елементами. У деяких ситуаціях можна уникнути застосування опор, для цього потрібне коригування створюваних конструкцій. Багато користувачів дивує функціонал сучасних 3D-принтерів. Вони здійснюють друк під кутом 50° та долають зазори без додаткової підтримки.
Різні програмні рішення Simplify3D та Cura дозволяють отримати хороші опори. Вони створюються в автоматичному режимі і будуть кращими за інші варіанти. Іноді навіть створені в автоматичному режимі опори складно видаляються. Тому використання своїх опор є розумним кроком. Для цього потрібно вивчити особливості ПЗ, щоб опори були адаптовані для виробів, що створюються.
У деяких випадках для роботи з підтримкою необхідно активувати відповідний прапорець. Є велика кількість пов'язаних функцій, за допомогою яких можна мінімізувати вплив і налаштувати опорну структуру. Не слід забувати, що опори все одно залишатимуть слід на відбитку.
Рішення проблеми:
- Перевірка розташування опор. Багато програм для нарізки дозволяють зробити вибір, чи буде опора торкатися робочої пластини. Найчастіше необхідно вказати «Доторкнутися до робочої пластини». Як альтернатива пропонується функція «Скрізь», яка дозволяє скрізь створити підтримку. На 3D-друку це буде відображено одержанням по всьому виробу шорсткої поверхні.
- Перевірка можливостей 3D-принтера. Часто користувачі використовують підставки навіть не розуміючи, що апарат здатний просто закрити зазори. Ще він може друкувати круті кути. Якщо ви хочете побачити можливості свого 3D-принтера, надрукуйте тестову модель.
- Налаштування опорного шаблону. Процес зміни шаблону покращує інтерфейс моделі опори. Для цього слід перейти із «Сітки» на вкладку «Зигзаг».
- Зменшення щільності підтримки. У слайсері слід замість опції «Вид» вибрати «Шари». Це дозволить побачити структуру підтримки. У ПЗ за замовчуванням задана щільна структура опори. Коли відбувається зменшення густини, опори слабшають. При правильному налаштуванні пристрою це не буде проблемою. Для Cura найкращим варіантом густини опори буде значення 5. Це дозволить мінімізувати її вплив на поверхні виробу.
- Зменшення температури 3D-друку. Рекомендується двічі перевірити діапазон температур. Для цього матеріалу необхідно встановити до мінімуму температуру хотенду. Подібна ситуація призводить до послаблення зв'язку між шарами, але опори будуть видалятися набагато ефективніше.
- Розчинні матеріали підтримки та подвійна екструзія. Іноді апарат з подвійною екструзією, наприклад Cel RoboxDual або Ultimaker 3, може бути єдиним рішенням для роботи зі складними опорами. PVA та інші водорозчинні матеріали є зручним рішенням для отримання складних виробів без шкоди їх якості. При цьому опору можна використовувати у порожнині. Раніше не дозволялося видаляти стандартну підтримку, тому ви зможете працювати зі складними виробами.
Високоякісні філаменти для чистого укладання меж шарів
Шорсткості та сліди на місці контакту деталі з підтримувальними структурами можуть повністю зіпсувати зовнішній вигляд виробу. Якщо ручне шліфування є неприйнятним, використовуйте пластик із суворим допуском товщини нитки для точного налаштування зазору в слайсері. Оригінальний пластик для 3D-принтера від провідних брендів доступний у каталозі ARTLINE – він гарантує легкий демонтаж опор.
Незвичайно слабкий 3D-друк
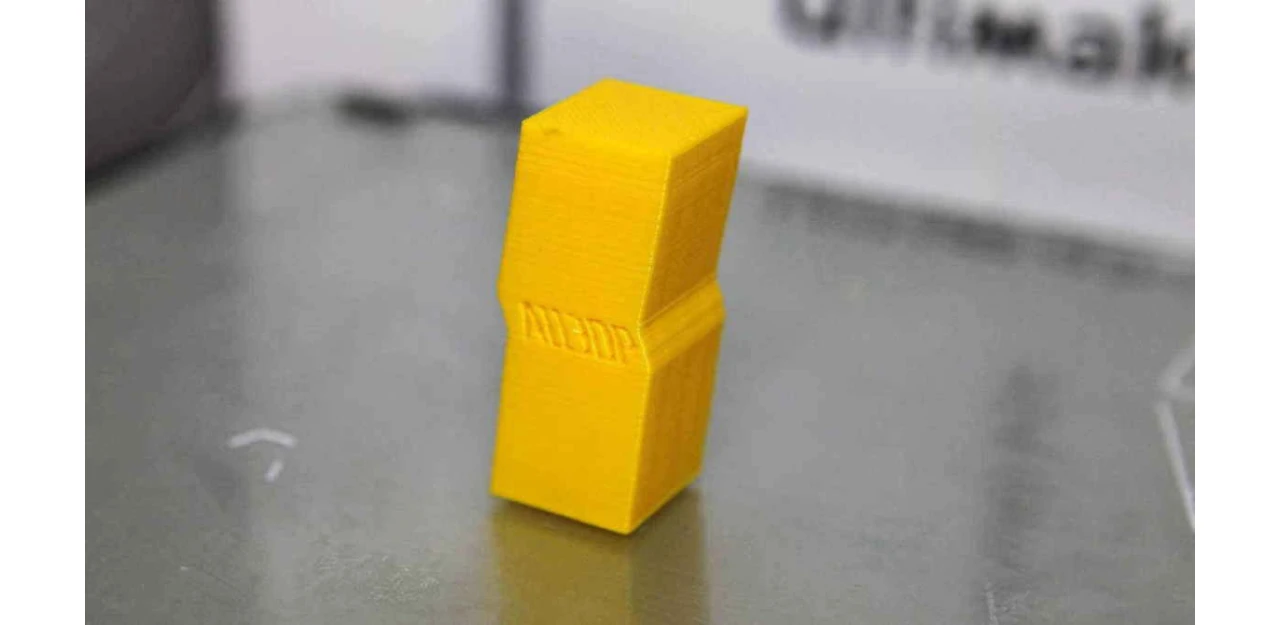
Іноді у виробі можуть бути відсутні частини, а модель виходить неякісною і розвалюється. При цьому зовнішній вигляд відбитка є відмінним. Деякі частини виробу мають трохи інший вигляд, ніж під час попереднього перегляду. Ще там можуть спостерігатися помилки у геометрії.
Причиною отримання таких дивних виробів є краї, що не мають різноманіття. Це краї виробу, які знаходяться лише у 3D-просторі.
Давайте розглянемо приклад із двома кубами. У фізичному світі вони перекриваються. У світі 3D вони можуть перетинатися та існувати як окремі об'єкти. ПЗ також розрізняє їх. Для досягнення правильного друку слід виконати об'єднання об'єктів. Це дозволить вирішити питання видалення внутрішніх стінок. У результаті залишиться лише внутрішня порожнина.
Методи вирішення проблеми:
- Застосування нового програмного забезпечення слайсера. Багато слайсерів підтримують функцію автоматичного виправлення країв. Це не дає різноманіття, але гарантує досягнення правильної форми виробу.
- Використання програмного забезпечення для виправлення та відновлення STL файлів. У новій версії програмного забезпечення для слайсерів може з'явитися повідомлення, що файл STL, що використовується, має кілька не різноманітних ребер. У спеціальному софті виправлення буде виконано автоматично. Якщо така опція не підтримується, редагування можна виконати на ПК або в мережі. Даний процес дуже простий, користувачеві достатньо завантажити у свій софт потрібний файл, визначити такі розділи та дотримуватися запропонованих інструкцій. Якщо слайсер не бачить проблем, підійде софт для відновлення STL файлів.
- Simplify3D: виправлення «нерізноманіття». Для вирішення проблеми в меню «Налаштування процесу» необхідно відкрити вкладку «Додатково». Там вибираємо «Зцілення».
- Працюйте з режимом перегляду шарів. У ПЗ для зрізів є уявлення шарів. Це уможливить виконати перевірку моделі та визначити місце появи проблем. Для швидкого пошуку проблем потрібно швидко прогортати шари.
- Застосування програмного забезпечення для моделювання та вирішення проблем. Найпростішим методом вирішення проблеми з ребрами, які не є різноманіттями, є застосування додаткового софта. У програмах Meshmixer та Blender використовуються вбудовані можливості. Вони дозволяють знаходити та вирішувати проблеми ще перед нарізкою.
- Об'єднання об'єктів. Найкращим методом вирішення проблеми буде виправлення моделей без здійснення імпорту в софт для нарізки.
Де купити нагрівальні блоки хотенда для монолітного спікання шарів
Помилки геометрії та приховані порожнечі, через які деталь розсипається в руках, часто пов'язані з поганим спіканням шарів через просадки температури хотенда. Щоб внутрішні стінки зшивалися міцно, нагрівач повинен працювати стабільно. Оновити термоблоки або нагрівальний елемент для 3D-принтера можна, вибравши надійні комплектуючі в магазині ARTLINE.
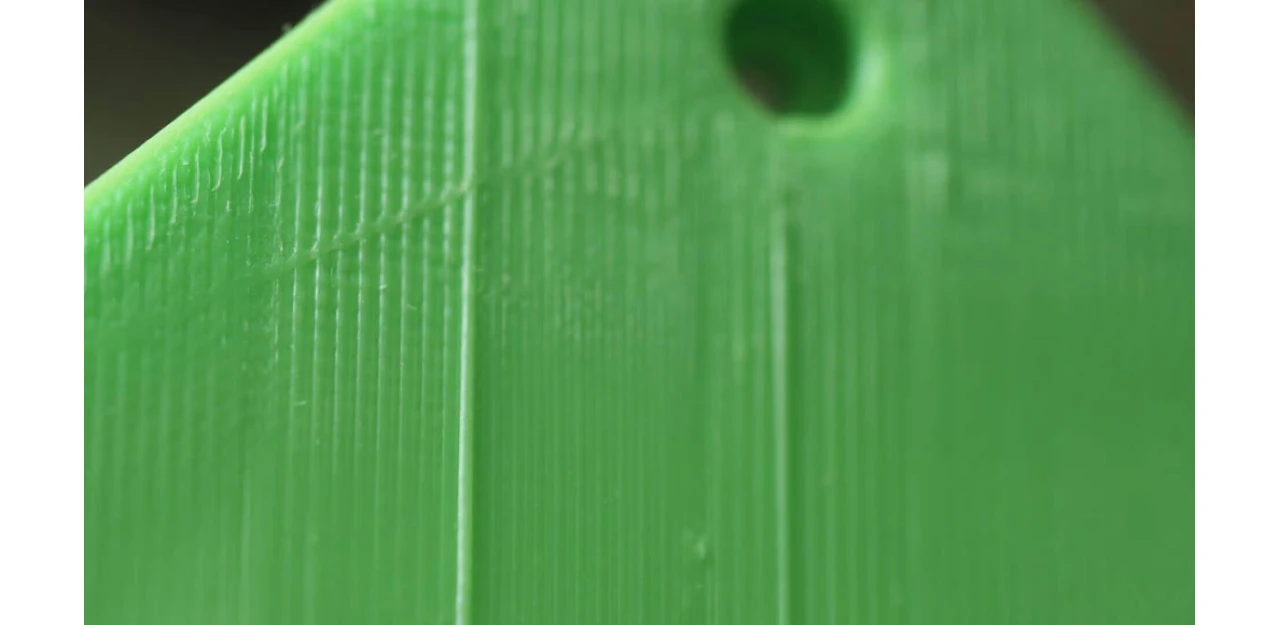
Некоректно друкуються дрібні деталі

Сучасний принтер є чудовою машиною, яка може працювати з великою продуктивністю. Якщо потрібно отримати дрібні деталі, апарат не дає потрібних результатів. Кути та краї повинні залишатися чіткими та гострими. У цьому складні деталі є досконалими.
Спричинити проблему можуть різні ситуації. Найчастіше це пов'язано з висотою шару. Якщо це значення велике, то не вдасться досягти шовковистих та гладких відбитків. Це станеться незалежно від того, як добре функціонує пристрій.
Ще проблема полягає у розмірі ноззла. Його діаметр для оптимальної роботи має бути 0.5 мм, для дрібних виробів – 0.4 мм.
Способи вирішення проблеми:
- Збільшення дозволу. Це дозволить за меншої висоті шару отримати гладку поверхню відбитка.
- Діаметр ноззла. Чим діаметр ноззла менший, тим більша деталізація буде у виробу. Невеликий ноззл означає невеликі допуски, тому потрібно ретельно налаштувати 3D-принтер.
- Обслуговування 3D-принтера. На виробі одразу проявляється додаткове тертя. Воно виникає через ослаблення ременів або усунення стрижнів. Користувачеві необхідно перевірити, чи все вирівняно.
- Очищення ноззла. Перед початком тривалого друку необхідно перевірити, щоб ноззл був чистим.
- Уповільнення темпу. При повільній екструзії рідше виникають помилки. Тому рекомендується швидкість друку зробити менше.
- Застосовуйте якісну нитку. Якщо ви хочете досягти відмінного 3D-друку, то купіть якісну нитку.
- Перевірка рівня платформи. Для вирівнювання платформи слід виконати калібрування 3D-принтера.
Високоточні сопла зменшеного діаметра
Якщо мініатюрні елементи, гострі кути та різьблення виходять оплавленими, стандартного сопла на 0.4 мм може бути просто недостатньо. Для ювелірної деталізації необхідний хотенд із меншим вихідним отвором. В інтернет-магазині ARTLINE у розділі деталей для екструдера ви можете підібрати та купити оригінальні сопла для 3D-принтера діаметром 0.2 або 0.25 мм.
Рябь та хвилі в пресі

Дуже дратівливою є проблема, коли на виробі утворюються ефекти брижів і хвиль. Багато користувачів просто ігнорують цей факт. Такі ефекти можуть з'являтися та пропадати, ніякої послідовності там немає. При цьому інтенсивність брижів і хвиль на виробі може змінюватися. Крім візуального ефекту на інші нюанси друку це впливає.
Існує дві причини цієї проблеми, а також їх комбінація. Це швидкість і створювані вібрації. Розробники пристроїв намагаються мінімізувати вібрації, що йдуть від двигуна.
Наявність великої ваги дозволяє мінімізувати вібрацію 3D-принтерів. Розповсюджуються такі вібрації через будь-яку поверхню. Під час запуску апарата можете подивитися на поверхню, на якій він розташований. Потім під час роботи перевірте, наскільки міцним є стіл, щоб утримати пристрій.
Посилення вібрацій відбувається через наявність зношених підшипників чи поганого обслуговування. Користувачеві необхідно постійно чистити 3D-принтер, видаляти бруд, пісок, ворс і здійснювати мастило напрямних.
Коли апарат вимкнено, слід перевірити надійність лінійних підшипників. Друкувальна головка повинна пересуватися плавно. Для перевірки її можна переміщати пальцями.
Ще варто перевірити, щоб усі насадки та болти були затягнуті та перебували у робочому стані. Поставтеся уважно до цієї поради, особливо якщо ви самостійно здійснювали складання 3D-принтера.
При швидкому друку хвилі є суттєвою проблемою. Для її вирішення варто зменшити швидкість роботи. У деяких випадках оператори підвищують швидкість потоку та рівень температури екструзії.
Професіонали можуть прискорити прошивку. Там можна регулювати швидкість руху головки, а також здійснювати зміну її напрямку. Подібний підхід до роботи запобігає дзвінку. При цьому слід звернути увагу на ривок та прискорення. Почати варто з того, щоб зменшити ривок. Потім потрібно перейти до прискорення.
Усунення проблеми:
- Зменшення вібрації. Застосовувана для влаштування поверхня є міцною.
- Перевірка підшипників. Вимкніть апарат та перевірте підшипники. Вони не повинні бути зношеними. При цьому підшипники функціонують плавно.
- Перевірка кріплень. Навіть один незакріплений болт здатний вплинути на 3D-друк. Тому рекомендується постійно проводити технічне обслуговування принтера.
- Додавання олії. Вам необхідно перевірити, щоб на стрижнях не було бруду та пилу. Після цього потрібно додати краплю олії для змащення.
- Уповільнення 3D-друку. Користувачеві необхідно зменшити швидкість 3D-друку.
- Регулювання прискорення прошивки. Цей метод підійде лише для професіоналів. Тут слід перевірити прошивку апарата та виконати регулювання коду ривків. Після цього прошивка знову завантажується на пристрій.
Надійні комплектуючі кінематики для гасіння вібрацій
Візуальний дефект у вигляді хвиль («дзвону») на стінках деталі виникає через інерцію важкої друкарської головки та люфти в осях принтера. Підвищити жорсткість конструкції допоможуть нові елементи приводу. В каталозі ARTLINE представлені якісні комплектуючі для 3D-принтерів, здатні повернути вашим відбиткам ідеальну гладкість стінок: від міцних шківів до прецизійних валів.
Діагональні рубці на друку
Зверху виробу можуть утворитися горизонтальні лінії. Вони проходять по діагоналі. Процес друку здійснюється шляхом послідовного накладання одного шару за іншим. Під час цього процесу головка переходить по осях X, Y. Коли шар буде готовий, то по Z осі відбувається підняття головки, після чого вона переходить в початкову точку для створення наступного шару.
Зараз створюються рубці. Проблема полягає у неправильних налаштуваннях. Фактично тут здійснюється фізичне дряпання ноззлом чи просочування нитки.
Істотним порушенням є розчісування. Цей процес створює обмеження у вигляді області друку виробу для головки. Тому зайва нитка розтікатиметься по іншій частині відбитка. Якщо головка не піднімається на необхідну висоту, то гарячий ноззл створює рубці на поверхні виробу.
Існує ще одна причина неполадки – це надмірне вичавлювання. Головка залишає сліди нитки, оскільки піднімає великий опір поверхнею.
Використання дешевих або старих ниток неприйнятне. Залишкове тепло ноззла стає причиною того, що з нього випливають нитки. При усуненні ноззла це залишає слід.
Методи вирішення проблеми:
- Розчісування. Цей процес дозволяє тримати головку над створеними ділянками виробу. Тому необхідність ретракції зменшується. Розчісування підвищує швидкість роботи, що призводить до утворення рубців. Для вирішення неполадки варто вимкнути розчісування, але час роботи буде збільшено.
- Втягування. Якщо після деактивації розчісування ви не досягли потрібного результату, то збільште рівень втягування. Якщо ця ситуація не вирішена, необхідно перевірити температуру ноззла або надмірну екструзію.
- Перевірка екструзії. Безпосередньо від вашого апарата залежить спосіб регулювання потоку нитки. Необхідні відомості знаходяться в налаштуваннях матеріалу або програмного забезпечення принтера. Швидкість потоку можна зменшити на 5%, після чого слід створити калібрувальний куб. Це дозволить побачити, як відбувається видавлювання нитки та чи вирішена проблема.
- Температура ноззла. Допуск ниток відмінної якості вирішує цю проблему. Якщо нитка тривалий час перебувала під впливом сонячного світла або вологи, то знизилася її стійкість до температури. Для вирішення проблеми варто знизити на 5 °C температуру хотенду та повторити цей крок.
- Z-Lift. Ноззл створює рубці під час переходу між шарами. Причина – головка недостатньо високо піднімається. На старих апаратах за відсутності Z-hop, Z-lift потрібно провести калібрування. Якщо ці опції присутні, слід їх підвищити з кроком 0.25 мм.
Тефлонові трубки Боудена для плавної подачі нитки
Некрасиві подряпини, що залишаються на верхньому шарі при переміщенні гарячого сопла, усуваються точним налаштуванням відкату (ретракту). Щоб функція працювала миттєво, в трубці подачі не повинно бути люфтів. Замініть зношений напрямний канал, вибравши якісну трубку для 3D-принтера в спеціалізованому магазині ARTLINE.
Друк виглядає тягучим і обвислим
Надмірна екструзія проявляється так: пристрій подає більше матеріалу, ніж потрібно. У результаті на зовнішньому боці виробу перебуває надлишковий матеріал.
Рішення проблеми:
- Множник екструзії. Користувачеві слід перейти в ПЗ слайсера і перевірити, чи заданий точний множник екструзії.
- Налаштування потоку. Переходимо в меню «Потік» та зменшуємо цей показник.
Сучасні механізми екструдера для суворого дозування
Надлишкова екструзія (переекструзія) та патьоки зайвого матеріалу на зовнішніх гранях деталі – правильна ознака того, що подавальний механізм переливає філамент через зношення внутрішніх шестерень. Забезпечити суворий контроль подачі допоможуть нові фідери. Підібрати надійний металевий екструдер для 3D-принтера або ремкомплект для нього можна на сайті ARTLINE.
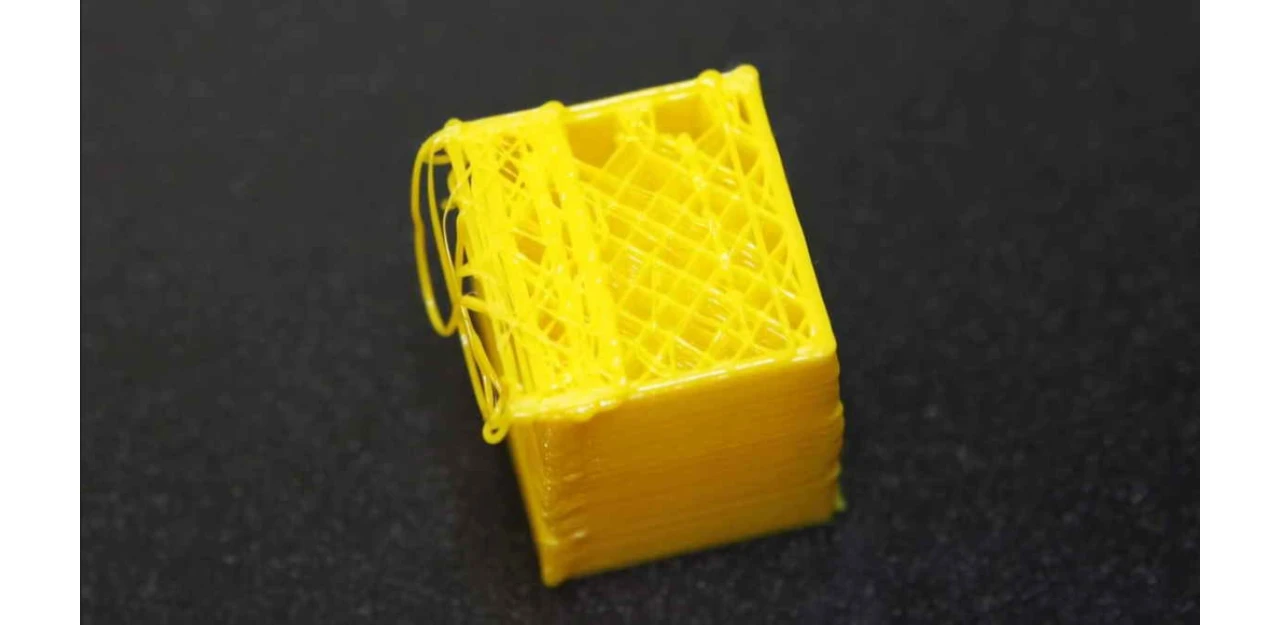
Шари 3D-друку виглядають однаково тонкими та слабкими (недостатня екструзія)

У проблеми є ряд ознак, наприклад, небажані проміжки, поява тонких шарів або їх відсутність.
Способи вирішення проблеми:
- Перевірка діаметра нитки. Користувач повинен переконатися, що софт для нарізки поставив правильні показники. Якщо ви сумніваєтеся в цих показниках, дізнатися рекомендовану температуру можна на коробці матеріалу.
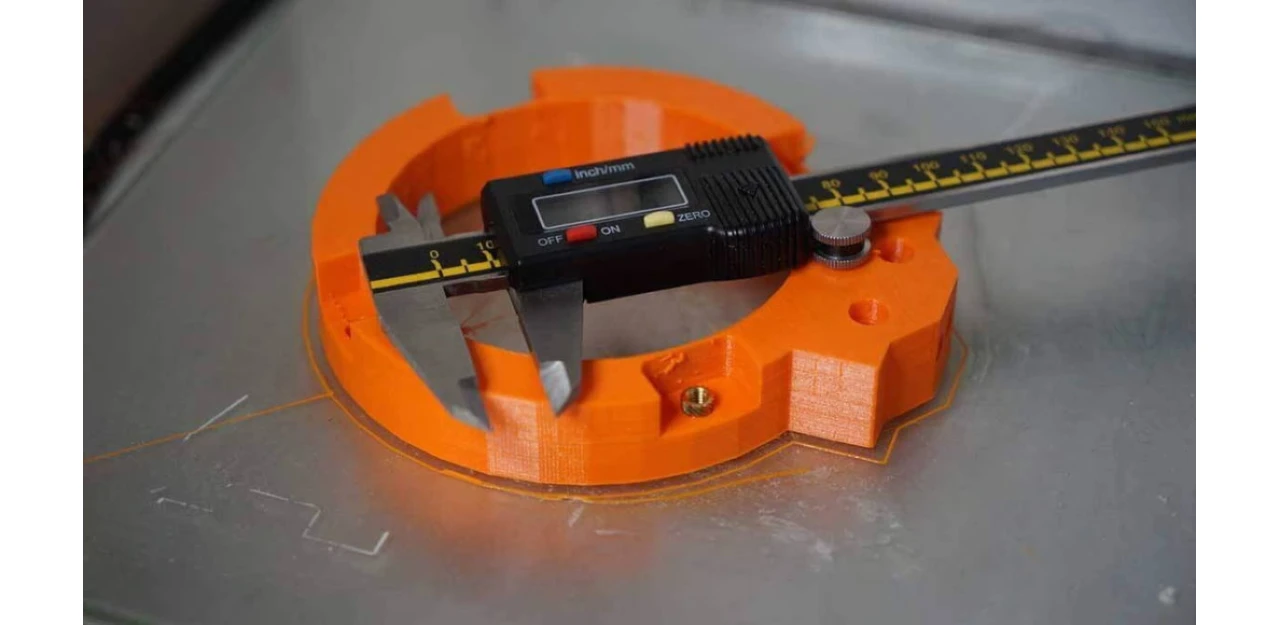
- Вимірювання нитки. Ви можете виміряти діаметр за допомогою штангенциркуля. Це дозволить отримати точну інформацію та виконати необхідні налаштування в програмі слайсера.
- Перевірка хотенду на наявність сміття. Багато пристроїв відривають головку від основи друку після завершення роботи. Тому слід перевірити, щоб на соплі був відсутня бруд і нитки.
- Встановлення множника екструзії. Якщо відсутня відповідність між налаштуваннями софту та фактичним діаметром нитки, то компенсація потоку може зменшитися. Кожна програма таку обробку здійснює по-різному, але принцип залишається незмінним: це значення слід підвищувати на 5% до вирішення проблеми.
Калібрований пластик для стабільного заповнення об'єму
Крихкі стіни, зазори та сітчаста структура замість щільного пластику часто викликані невідповідністю реального діаметра нитки налаштуванням слайсера. Використання каліброваного філаменту повністю вирішує цю проблему. В магазині ARTLINE ви можете купити оригінальний пластик для 3D-принтера, нитка якого строго витримана по всій довжині котушки.
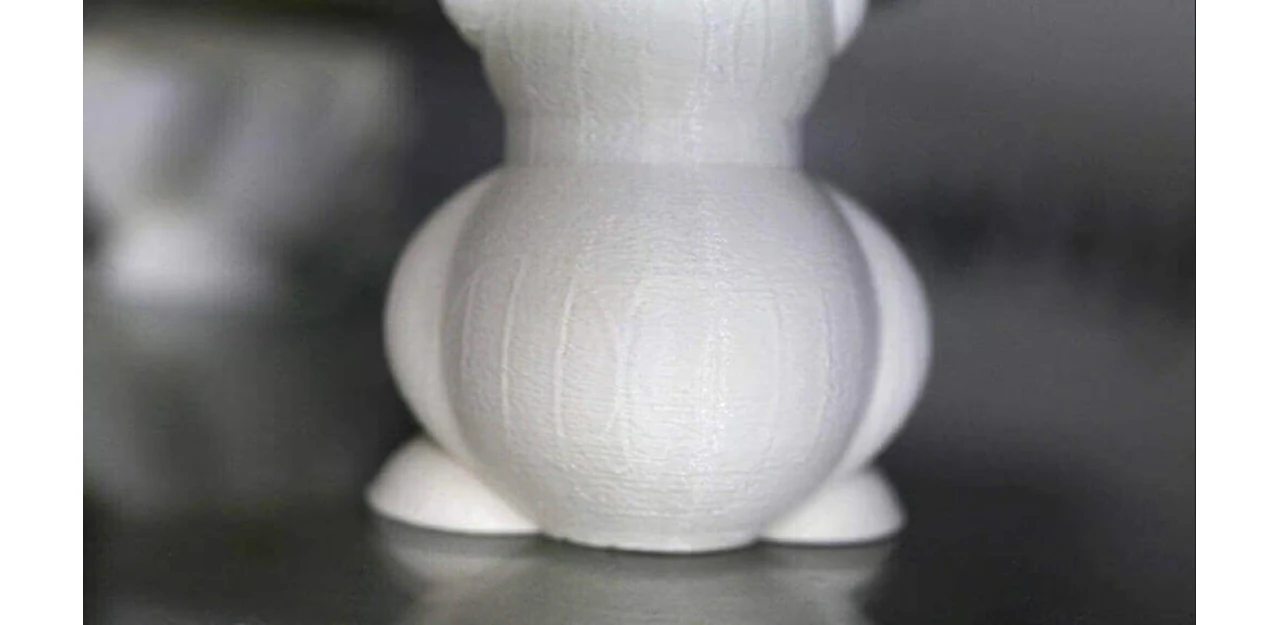
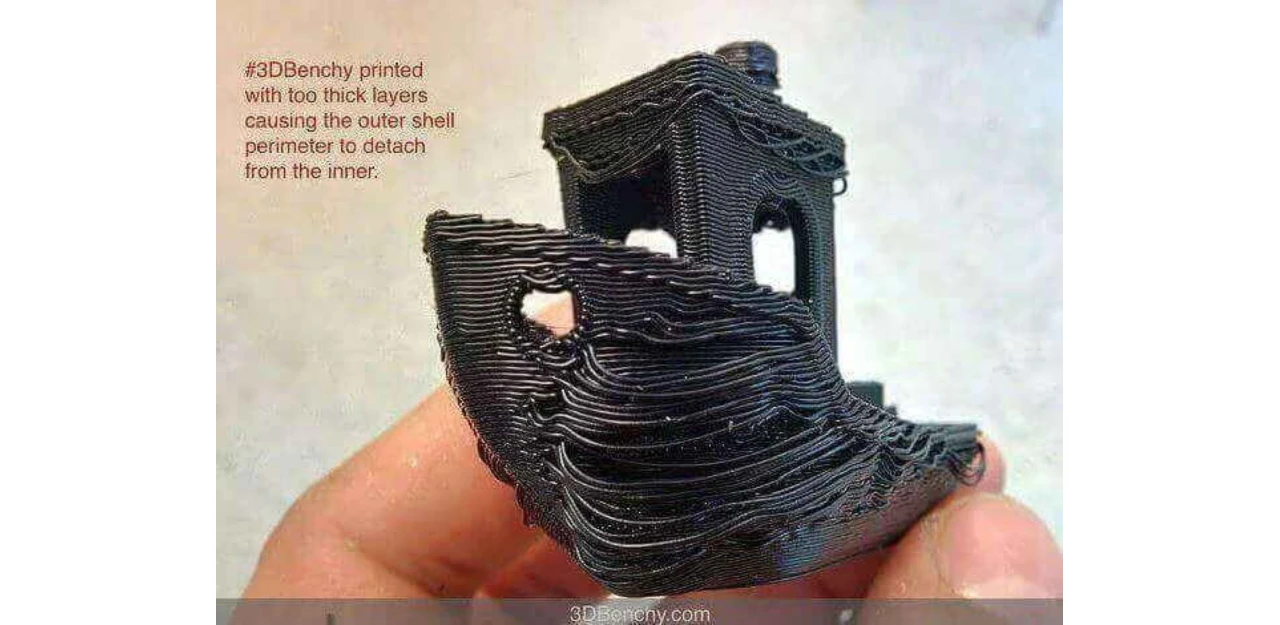
Принт виглядає розплавленим та деформованим

Нитка напруження відрізняється тим, що виявляє стійкість до різних неправильних конфігурацій, наприклад, перегрівання хотенду. Тому користувач може не помітити, що хотенд дуже гарячий.
Головна ознака проблеми полягає в утворенні нерівних шарів. Під час уважного перегляду можна побачити, що шар є оплавленим. На малюнку вище ви можете це побачити на каюті та димоході. Там матеріал нагадує віск, що стікає по свічці.
Проблеми з точністю також виникають через перегрівання нитки. Це стосується надрукованих отворів різьблення. Якщо ви бачите, що одні правильні, а інші – маленькі, то це ознака занадто високої температури.
На практиці досить легко вирішити питання з перегріванням або високою температурою хотенду. Тут потрібно домогтися певного балансу між затвердінням та плавленням нитки. Це дозволить на тверду поверхню наносити наступний шар. Перед початком регулювання температури користувачеві потрібно перевірити, щоб пристрою були задані точні налаштування матеріалу. У цьому випадку потрібно шляхом виконання одного дотику виконати регулювання температури.
Способи усунення проблеми:
- Перевірка рекомендованих параметрів матеріалу. Подібний метод є цілком очевидним. Користувачу необхідно виконати перевірку, чи встановлено апарату правильні налаштування про матеріал. Деякі максимальні температури нитки знаходяться на значенні 180-260 °C, тому оператор може припуститися помилки.
- Зменшення температури хотенду. У ПЗ або налаштуваннях апарата потрібно знизити температуру хотенду. Цей процес слід виконувати з інтервалом 5°C.
- Збільшення швидкості 3D-друку. Якщо не відбувається знебарвлення нитки, необхідно підвищити швидкість 3D-друку.
- Регулювання вентиляторів. Користувач має бути впевненим, що вентилятори спрямовані на хотенд. Потрібно перевірити їхнє становище. При необхідності швидкість має бути збільшена, що дозволить охолоджувати нитку збільшеним потоком повітря.
Ефективні вентилятори охолодження зони друку
Ефект «стікаючого воску» сигналізує про критичний перегрів пластику, який просто не встигає затвердіти до укладання наступного шару. Для швидкого охолодження зони розплаву необхідна потужна турбіна. В асортименті ARTLINE завжди доступні продуктивні кулери та вентилятор для 3D-принтера для ідеального контролю полімеризації.
Ямки та западини у верхньому шарі (подушка)
Проявляється проблема тем, що у верхній частині є дірки чи непривабливі нерівності. До причин цього відноситься невелика товщина верхньої поверхні і неправильне охолодження цього шару.
Методи вирішення проблеми:
- Розмір нитки. У багатьох апаратів виникає серйозна проблема – набухання. Найчастіше це відбувається у 3D-принтерах, які працюють із діаметром нитки 1.75 мм. Оператору може знадобитися використовувати іншу нитку з діаметром 2.85 мм.
- Перевірка положень вентиляторів. Подушки можуть виникати через охолодження. Під час 3D-друку вентилятори найчастіше вимкнені. Вони починають працювати тільки після створення декількох шарів. Ви повинні бути впевнені, що вентилятори навколо хотенду будуть обертатися, особливо до завершення роботи. Якщо вони функціонують нормально, проблема може полягати в неправильному потоці повітря на виріб. Є спеціальні моди регулювання потоку повітря.
- Встановлення у G-коді швидкості вентилятора. Інша проблема з охолодженням виникає після нанесення кожного шару пластику. Цей матеріал покриває конструкцію, тому його потрібно охолодити. Це дозволить вирішити питання з його потраплянням до отворів. У G-коді здійснюється регулювання швидкості вентиляторів. Активація та вимкнення вентиляторів здійснюється кодами M106 та M107. За допомогою цих команд оператору потрібно для верхніх шарів встановити максимальну швидкість вентилятора.
- Збільшення товщини шару. Цей процес можна виконати у більшості програм. Для цього необхідно перейти у вкладку «Налаштування товщини нижньої/верхньої частини». Найчастіше потрібно мати не менше 6 шарів матеріалу, не більше 8 шарів для насадок та ниток, у яких менший розмір.
Якісні філаменти для щільного запечатування кришок
Провисання пластику та поява дірок на кришці виробу часто переслідують власників принтерів, які використовують нестабільні нитки. Перехід на якісну сировину та збільшення щільності заповнення вирішують цей дефект. Придбати перевірені матеріали для монолітних верхніх шарів можна в ARTLINE – у нас ви завжди можете замовити оригінальний пластик для 3D-принтера з швидкою доставкою.
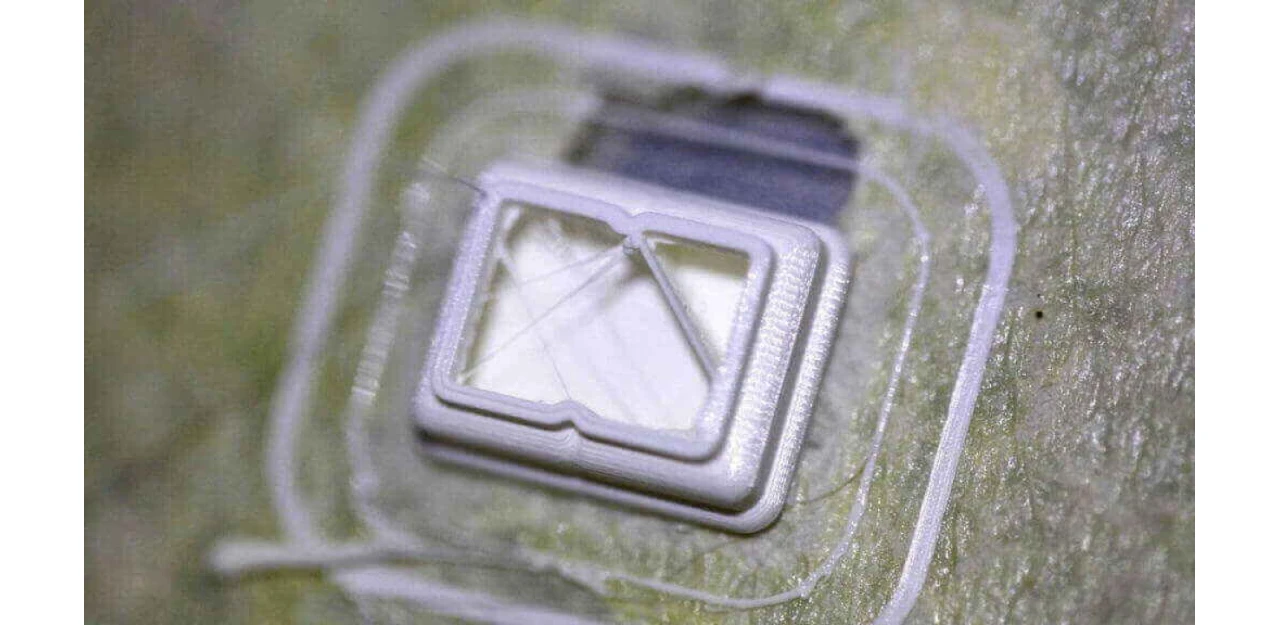
Мотузки у вигляді павутиння закривають друк (нанизування)

У деяких ситуаціях між частинами моделі є непривабливі нитки. Проблема проявляється, коли на відкритій ділянці відбувається переміщення головки. У цей момент із ноззла витікає нитка.
Розглянемо способи усунення несправності:
- Активація втягування. Важливим фактором для досягнення якісного оздоблення є втягування. Цю опцію можна активувати за допомогою багатьох програм для нарізування. Функція дуже проста, вона полягає в тому, що назад у ноззл відбувається втягування нитки. Цей процес починається ще до початку руху головки. Тепер розплавлена нитка не тягтиметься за головкою і не з'являтимуться тонкі нитки на шляху. У багатьох програмах, наприклад, Cura, доступні можливості активації в 1 клік. Також застосовуються спеціальні налаштування за замовчуванням. Цього буде досить, щоб виконати точне налаштування параметрів, що забезпечить потрібний рівень контролю.
- Мінімальний перебіг. Швидким способом вирішення проблеми буде уповільнення мінімального перебігу. Метод варто використовувати лише в тому випадку, якщо не допомагає стандартне втягування. Значення варто знижувати з кроком 0.5 мм доти, доки не припинитися натяг.
Термобар'єри хотенда для боротьби з підтіканням пластику
Найтонша павутина між деталями з'являється через підтікання розплаву із сопла під час холостих переходів головки. Справитися з цим допомагає якісна термоізоляція зон хотенда. В каталозі ARTLINE ви знайдете надійні термобар'єри для 3D-принтера, які забезпечать різку межу плавлення та запобіжать появі ниток.
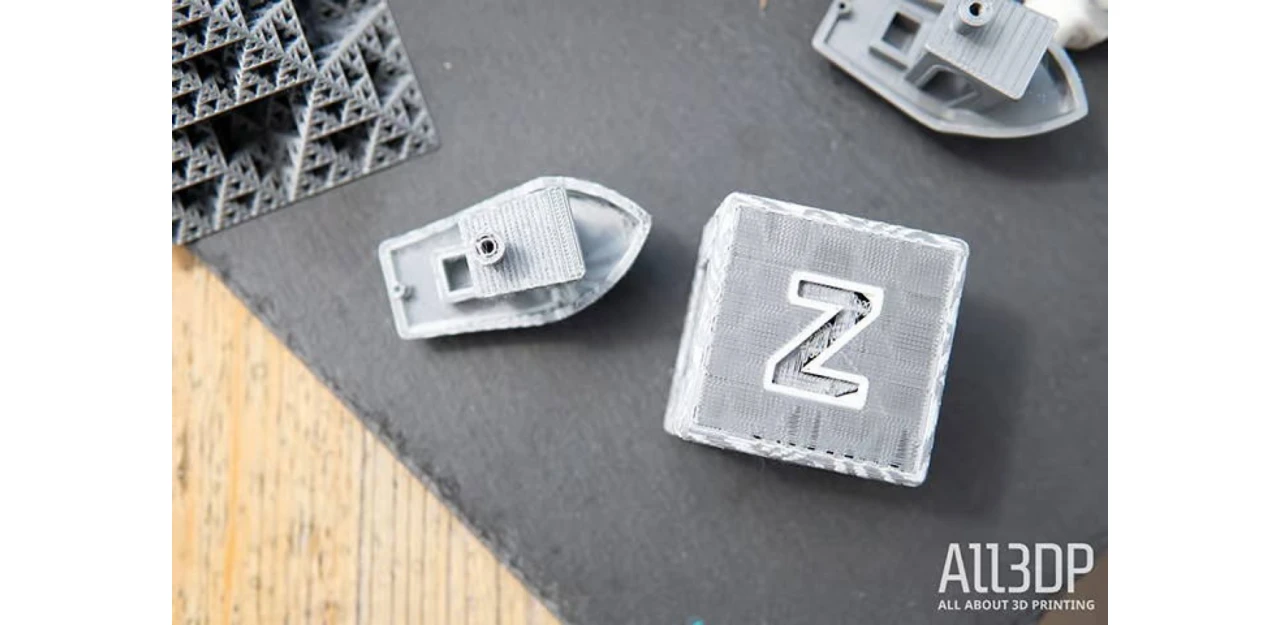
Друк втратив розмірну точність
Кожна спроектована у САПР модель має ідеально відтворюватися на принтері. Після складання виробу ви можете побачити, що не дотримується точності вимірювання, отвори не відповідають заданим параметрам. Точність усіх вказаних розмірів – це одна з областей друку, де з 3D-принтером все може бути нормально. Перед перевіркою апарата слід переконатися, що створені моделі мають точні розміри. Тільки після цього можна перейти до пошуку проблем у пристрої.
Тут може бути кілька причин виникнення проблеми. Оператор повинен переконатися у використанні правильних одиниць виміру. Міліметри та сантиметри зручніші параметри, ніж дюйми. Хоча ці одиниці виміру підходять до роботи.
Після цього перейдіть до перевірки фізичних параметрів виробу. Проводити такі виміри рекомендується 2 рази.
Допустимо, у вас є вже готові окремі відбитки. Для їхнього з'єднання використовуються отвори, гвинти або спеціальні роз'єми. Ви повинні бути впевнені, що створена вставка має більші розміри, ніж надруковані отвори.
Припустимо, ви маєте гвинт М5, для нього створено отвір діаметром 5 мм. І тут він не підійде для проекту. Для вирішення проблеми необхідний для дрібного друку отвір збільшуємо на 0.1 мм, низької якості – на 0.2 мм. Після цього його потрібно буде повторно роздрукувати. Якщо нічого не виходить, то потрібно ще раз його збільшити.
Проблеми з розмірами не завжди стосуються овальних отворів. При створенні форми, у якої низький багатокутник, отвір має не круглий вигляд, а лише трохи опуклі краї. Під час друку необхідно спостерігати, щоб була помірна кількість полігонів. Для розміщення необхідних об'єктів отвори мають бути круглими та гладкими.
Аналогічна ситуація з нестандартними фігурами, які мають поєднуватися між собою. Якщо в одному об'єкті зменшити кількість полігонів, це може призвести до додаткових складнощів. Наприклад, якщо у 2 секцій закруглені краї, а їх потрібно з'єднати.
Після завершення перевірки розмірів виробів необхідно переглянути 3D-принтер. Найбільш важливими з погляду точності 3D-друку тут є перші шари. Оператору слід виконати друк тестового куба 50х50 мм, а параметри слід визначити за допомогою цифрового штангенциркуля. Виконувати 3D-друк куба необхідно на висоті, на якій створюватиметься потрібна модель. Насамперед перевіряється висота – вона повинна становити 50 мм. Такі показники підтверджують, що вісь Z працює правильно. Якщо результат неправильний, варто шукати неполадку у перших шарах.
Для вирішення проблеми потрібно перевірити відстань між ноззлом і платформою. Отримане значення має бути похибкою використовуваного пристрою щодо висоти шару. Коли висота ноззла дорівнює 1 мм від платформи, а шару – 2 мм, можна побачити, що у 1 шарі укладається дуже багато нитки. У цьому полягає суть проблеми. Для її вирішення потрібно провести повторне калібрування пристрою. Ви повинні бути впевнені, що відстань від вузла до платформи збільшена, або зменшити висоту вузла.
Наступним етапом є перевірка розмірів осей X і Y. У ситуації, коли вони на 1 мм менші за потрібне значення, пропорції матимуть необхідний вигляд. Це пов'язано з тим, що нитка схильна до термічного стиску. Подібна ситуація найчастіше відбувається з ABS. Для виправлення помилки необхідно обчислити відсоток помилки, а для компенсації підвищити масштаб виробу. Для вирішення цієї проблеми необхідно застосовувати високоякісні нитки.
Повертаємося до отвору та дивимося всередину нього. Ситуація буде нормальною, якщо стіни мають гладкий вигляд. Коли шари виступають, це ознака занадто гарячого ноззла, тому після укладання виходитиме нитка. Коли виходить овальний отвір, є можливість зміщення осей X, Y або ослаблення ременя. Користувачеві потрібно перевірити, щоб усе було закручено та затягнуто.
Способи вирішення проблеми:
- Перевірка одиниць виміру. Відкрийте програму друку і переконайтеся, що ви використовуєте правильні розміри.
- Подвійна перевірка розмірів. При проектуванні виробу, що з'єднуватиметься з іншими об'єктами, виміри, що створюються, потрібно перевірити 2 рази. Найкращим варіантом для цього буде застосування цифрового штангенциркуля.
- Для гвинтів створені надто великі отвори. При створенні отворів для гвинтів слід спроектувати віртуальний гвинт М5, діаметр якого буде більшим за його необхідне значення.
- Збільшення кількості полігонів. При зменшеній кількості полігонів виявляються неполадки зі згладженими краями. Вам слід перевірити, щоб використовувалося розумне число полігонів. Це дозволить отримати кращу відповідність та плавні градієнти.
- Тест на точність за допомогою куба. Калібрувальний куб дозволяє виконати перевірку всіх осей та розмірів виробу.
- Перевірка температури ноззла. Якщо всередині отворів з'являються випадкові виступи чи краплі, слід знизити робочу температуру.
- Перевірка напрямних та ременів. Правильне натягування підтверджує точність роботи.
Елементи приводу для жорсткої фіксації осей
Невідповідність діаметрів отворів, овальні контури замість круглих та відхилення від креслення – результат люфтів осей X та Y. Перевірити кінематику та замінити розтягнуті елементи приводу можна за допомогою ARTLINE. У нас зібрані найкращі запчастини, включаючи міцні ремені для 3D-принтера, муфти та шківи для забезпечення ідеальної повторюваності ваших проєктів.
Зсув друку в деяких місцях
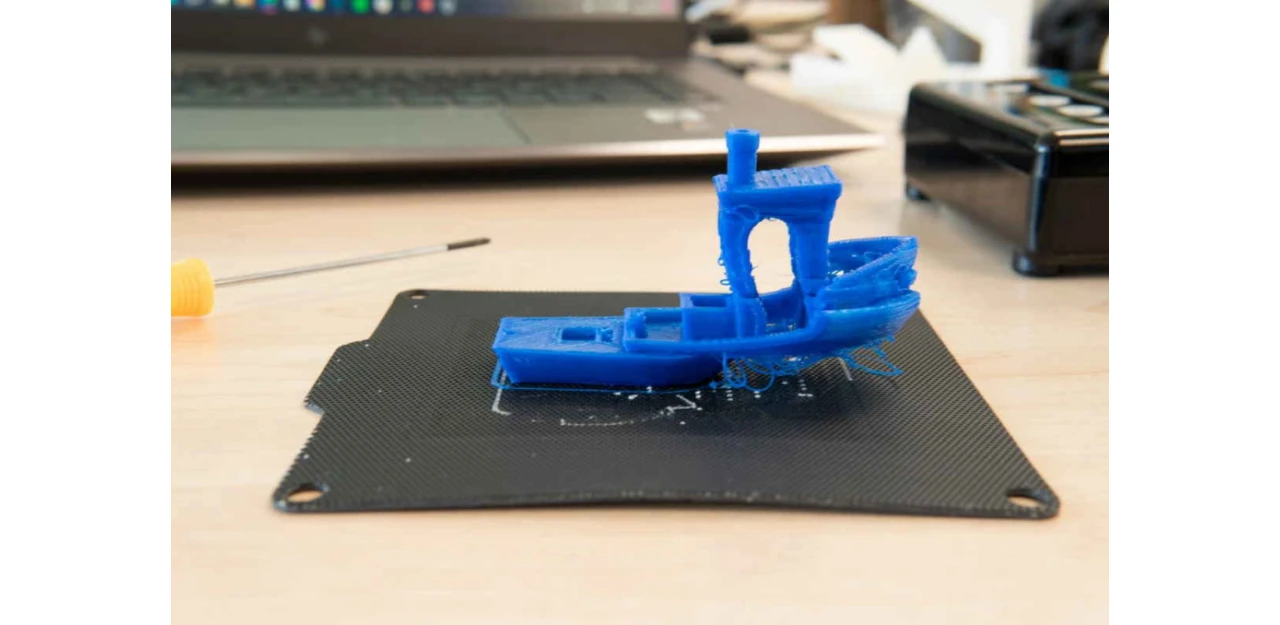
При зміщенні верхнього та нижнього шару може статися ефект ступінчастості виробу. Найчастіше він є непомітним, але на зображенні вище демонструється модель з яскраво вираженим ефектом. Бувають різні причини неполадки, наприклад, під час 3D-друку хтось постукав по пристрої. Ще сюди відноситься зміщення ноззла чи стрижня. Вони чіпляють виріб і викликають усунення платформи.
Давайте детально розглянемо методи вирішення проблеми:
- Перевірте 3D-принтер на стійку основу. Апарат необхідно розташувати на стійкій основі, де його ніхто не зачіпатиме. Важливо пам'ятати, що невеликі поштовхи пристрою призводять до зміщення основи.
- Надійне закріплення друкарської платформи. У багатьох апаратах для 3D-друку використовується знімна платформа. Це дуже зручно для видалення виробів, а також захищає машину від пошкоджень. При цьому з часом гвинти та затискачі здатні ослабнути. Якщо ви повторно встановлюєте друкарську платформу, перевірте надійність її кріплення за допомогою болтів або затискачів. Це забезпечить захист від усунення або зісковзування.
- Спостереження за деформацією верхніх країв. У разі швидкого охолодження легко деформуються верхні шари. Під час деформації вони можуть піднятися, це призводить до блокування руху ноззла. Найчастіше виріб виходить із платформи. Ще крокові двигуни здатні відштовхнути платформу та відбиток. Тут достатньо знизити швидкість вентиляторів.
- Зменшення швидкості 3D-друку. При швидкій роботі може правильно подаватися нитка, але інші елементи апарата не встигатимуть вирішувати завдання. Поява клацань під час 3D-друку означатиме можливу несправність через швидку роботу. У цьому випадку потрібно перевірити, чи є ковзання нитки. У будь-яких додатках для нарізки можна легко налаштувати свою машину.
- Перевірка ременів. Якщо шари продовжують зміщуватися, слід виконати перевірку ременів. Це завдання можна виконати швидко – достатньо обійти та стиснути разом усі ремені. В іншому випадку доведеться регулювати положення ременя, щоб здійснити його натяг. Поступово відбувається розтягування гумових ременів. З появою в них невеликого люфту знадобиться заміна. Якщо ремені натягуються туго, це також є проблемою. Це може спостерігатися при самостійному збиранні машини. У Prusa i3 можна регулювати натяг ременів за допомогою спеціальних гвинтів.
- Перевірка дротяної муфти. Найчастіше їх підключення здійснюється до крокового двигуна та основного стрижня. Це дозволяє друкуючу голівку привести в рух. Якщо виконати обережний поворот муфти, можна побачити маленький гвинт. Вам потрібно взятися за стрижень та гвинт, після чого потягнути ремінь та повернути шків. Це дозволить виявити, що там відсутнє прослизання. Якщо ця проблема є, то гвинт слід затягнути і знову повторити тест.
- Очищення та змащення стрижнів. Під час роботи на стрижнях накопичується сміття, що підвищує тертя у деяких місцях. Проблема вирішується шляхом звичайного протирання та змащення стрижнів.
- Чи є деформація стрижнів. Для визначення проблеми потрібно вимкнути пристрій, а потім X і Y осям перемістити головку. Якщо відчувається опір, то є проблема. Перевірте стрижні, зніміть їх і похитайте на рівній поверхні. Це дозволить побачити наявність деформації.
Сполучні муфти для жорсткої фіксації валів
Різка «сходинка» посеред готової деталі може виникнути через просковзування сполучної муфти на валу крокового мотора при різких прискореннях. Забезпечте монолітну фіксацію всіх рухомих вузлів. Замовте міцні затискні муфти для 3D-принтера в спеціалізованому магазині ARTLINE.
Брудні мости

Мости – це пластик, що виступає з 2 точок. За наявності 2 колон, які мають зазор 5 см, верхня балка між цими 2 точками буде мостом. Багато ниток до таких перемичок відрізняються стійкістю. Якщо ви виконаєте точне налаштування відстані на 3D-принтері, вийде ефективний результат. Найбільш очевидна ознака проблеми – апарат не здатний усунути зазори в діапазоні 1-3 см. У цій ситуації спостерігається тонка екструзія, що призводить до провисання нитки.
Несправність виявляється шляхом діагностики виду брудного моста. У різних програмах слайсерів свої методи обробки мосту. Наприклад, у Simplify3D є функція Bridge. З її допомогою здійснюється регулювання екструзії, що дозволяє досягти необхідних результатів.
Тут поширений розрив. Така відстань варіюється в залежності від вибраного матеріалу чи машини. Найчастіше оператор може зрозуміти, чи є зазор занадто великим, по тому, чи посередині присяде нитка, чи вона стане руйнуватися.
Дуже великою проблемою є охолодження. Нитка має бути оперативно охолоджена, що дозволить їй утримуватися між двома колонами. Звертайте увагу на швидкість екструзії. Вібрації та нестабільність створюють надто швидкий рух головки.
Через високу температуру екструзії можуть з'являтися перемички. Це стає причиною провисання нитки. Проблеми бувають у ситуації, коли екструдована нитка має різну товщину.
- Перевірка можливостей моста. Професіонали рекомендують провести пробний друк з мостами та колонами з різною довжиною. Це дозволить перевірити, наскільки далеко зможе пройти апарат. Почати варто із зазору довжиною 5 см, а потім його можна збільшити. Результати в діапазоні 5-10 будуть добрими, а 15 – це винятковий варіант.
- Додавання опор. В якості простого вирішення проблеми рекомендується використовувати опори під конструкцією.
- Збільшення швидкості обертання вентилятора. Це дозволить досягти більш швидкого охолодження нитки. Чим швидше пройдений даний процес, тим більший міст вдасться створити.
- Зменшення швидкості екструзії. Тут забороняється виконувати швидку екструзію. Для створення перекриттів необхідно працювати з рівномірною та повільною екструзією. Це дозволить застигнути нитки в потрібний момент.
- Застосування Simplify3D. У цьому ПЗ є функції моста. Софт здатний в автоматичному режимі виконувати розпізнавання будь-яких областей 3D-друку, де потрібна повільна швидкість екструзії та сильне охолодження.
Потужні вентилятори для спрямованого обдуву моделі
Провисання та руйнування ниток на протяжних повітряних перемичках – знак того, що пластик, який видавлюється, не встигає миттєво застигнути в повітрі. Щоб будувати ідеальні мости без підтримувальних структур, модернізуйте систему охолодження. В інтернет-магазині ARTLINE ви знайдете продуктивний вентилятор для 3D-принтера (турбіну) для ефективного охолодження нитки прямо на виході з сопла.
Проблеми з FDM 3D-друком: щось ще
Іноді можна помітити, що виріб успішно створений і має чудовий вигляд. При цьому залишаються якісь проблеми. Далі ми розглянемо ситуації, які не належать до описаних вище категорій.
Відбиток прилип до друкованого столу
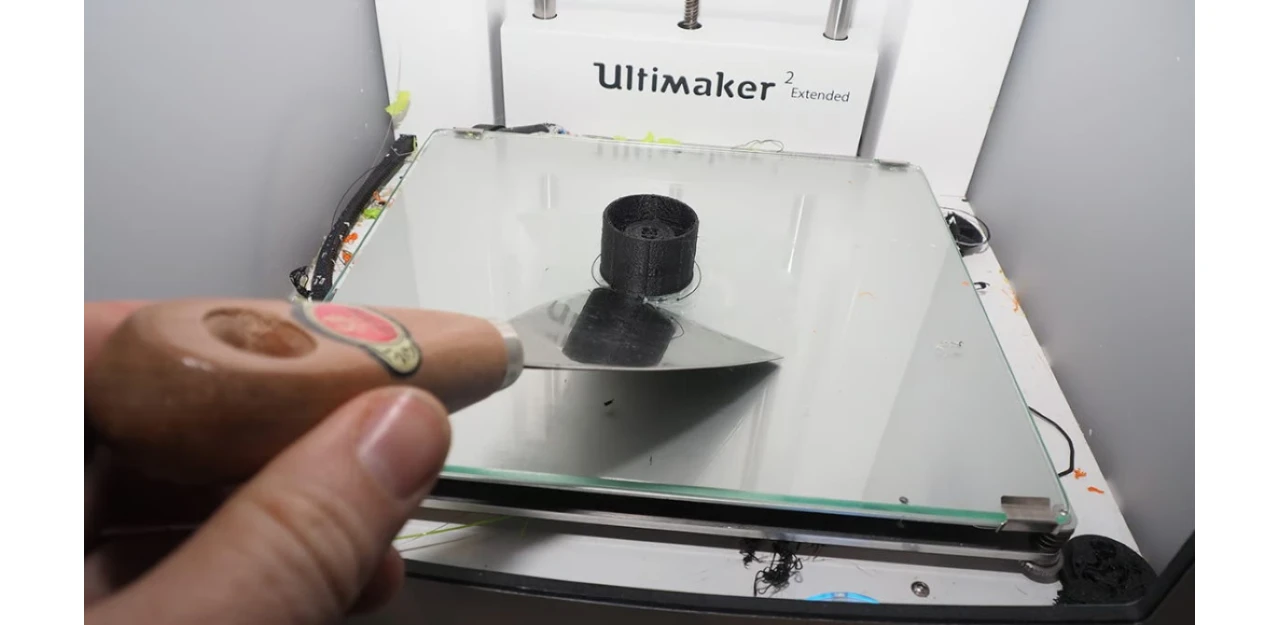
Насправді часто зустрічаються ситуації, коли відбитки виявляються привареними до друкованої платформи. Іноді вироби взагалі прилипають до неї. В інших випадках користувачам доводиться вирішувати ці проблеми по черзі.
Щоб запобігти такій неполадці, слід досягти балансу в друку. Проблема проявляється дуже просто – після завершення друку виріб не зсувається з місця. Він залишається міцно привареним до платформи, а разом з ним піднімається весь 3D-принтер.
Нитка за будь-якої температури продовжує залишатися липкою. Вона склеюється після вичавлювання кожного шару. Основа друку є теплою, тому при зіткненні з нею нитка продовжуватиме залишатися липкою, доки не відбудеться повне охолодження.
Ще важко видаляти відбитки, які мають велику площу зіткнення з поверхнею. Цей чинник можна пояснити всмоктуванням.
Старі платформи для друку відрізняються надмірним текстуруванням, що пов'язане з наявністю на склі ямок або клею, яким кріпиться виріб. Через таку структуру відбувається створення непорушного зв'язку. Якщо на платформі є перфорація, то з нею найважче зняти виріб.
До склеювання з друкованою платою наводить використання дешевої нитки. Якщо така нитка добре плавиться, вона не може повністю затвердіти.
Способи вирішення проблеми:
- Наберіться терпіння. Якщо вам довелося чекати кілька годин, поки надрукується виріб, варто ще почекати, поки він повністю охолоне. Потім ви можете без проблем зняти відбиток. Під час охолодження нитка буде тверднути. Це призводить до втрати липкості, яка потрібна для з'єднання шару.
- Застосування мастихіну. До багатьох апаратів мастихін поставляється у комплекті. За потреби його можна купити у господарському магазині. Якщо через 1 годину відбиток не відлип, необхідно дістати з 3D-принтера робочу пластину і встановити її на столі, а основа повинна щось підтримувати. Після цього можна мастихіном обробити край та звільнити виріб.
- Очищення друкарської платформи. Метод є актуальним, якщо друкована платформа забита клеєм. Це дозволить захистити майбутні моделі від непорушного зв'язку. Якщо виріб все одно сильно приклеюється, то платформу необхідно розмітити під гарячою водою та за допомогою мастихіну з поверхні зняти клей. Якщо платформу тримати у воді, відбиток також зможе ослабнути. Ви повинні бути впевнені, що платформа очищена та на склі відсутні ямки. Якщо ви бачите сліди точкової корозії, цей елемент варто замінити.
- Використання духовки. Якщо гаряча вода не може зрушити виріб, друкарську платформу можна зняти з пристрою та поставити в духовку. Важливо розуміти, що в цій платформі не повинно бути електроніки чи пластику, а вона складається із термостійкого матеріалу. У духовці значення температури слід поставити на 100 °С. Потім за допомогою шпателя можна перевірити, чи висувається виріб. Якщо це не відбувається, варто підвищити значення температури до 120 °С на 5 хвилин, після чого повторити спробу. Температуру слід збільшити доти, доки вдасться зняти виріб, а у процесі роботи використовуються термостійкі рукавички.
- Не застосовуйте дешеву нитку. Купівля дешевої нитки є хибною економією коштів. Щоб вирішити цю проблему, відмовтеся від такої категорії матеріалу.
- Створення кількох отворів. Від оператора потрібна передбачливість. Якщо зробити отвори в конструкції основи, можна вирішити питання з прилипанням, яке відбувається через всмоктування і сильний контакт з платформою.
Купити гнучкі магнітні поверхні для легкого зняття готових моделей
Ситуація, коли деталь намертво прикипає до платформи, небезпечна не лише ризиком зламати тонкі елементи моделі при демонтажі, а й можливістю безповоротно подряпати сам стіл або збити калібрування осей. Щоб назавжди забути про шпателі та небезпечні зусилля, достатньо модернізувати робочу зону, встановивши сучасну гнучку пластину. В інтернет-магазині ARTLINE ви можете підібрати якісні комплектуючі для 3D-принтерів, включаючи гнучкі магнітні підкладки з PEI-покриттям потрібного розміру, з яких будь-який охолоджений відбиток знімається легким рухом за лічені секунди.
Стартовий набір мейкера: що купити для бездоганного 3D-друку з першого дня
Купівля одного лише принтера – це тільки половина справи. Щоб розкрити весь потенціал пристрою, уникнути технічного браку та не зупиняти роботу через банальну відсутність копійчаної деталі, досвідчені друкарі збирають комплексний комплект.
Базовий чек-ліст обладнання та витратних матеріалів, які мають бути під рукою:
- 3D-принтер під ваші завдання. Головна ланка екосистеми, що підбирається під конкретні цілі (хобі, виробництво, прототипування).
- Філамент PLA або PETG (1.75 мм). Найпопулярніші та найстабільніші типи пластику. PLA ідеальний для декоративних фігурок та точної деталізації, а PETG – для міцних інженерних деталей та механізмів.
- Спеціалізована сушарка для пластику. Філамент має властивість вбирати вологу з повітря, що призводить до появи «павутини», бульбашок та крихкості моделей. Сушарка повертає матеріалу заводські властивості.
- Запасні сопла різного діаметра. Латунні сопла (0.2–0.4 мм) – для високої деталізації, а загартовані сталеві сопла – для роботи з абразивними та композитними нитками (з додаванням карбону або дерева).
- Засоби для догляду за платформою. Спеціальні змивки та термостійкі адгезиви для того, щоб перший шар завжди прилипав ідеально.
Екосистема 3D-друку: логіка вибору обладнання
В каталозі ARTLINE представлені пристрої під будь-які сценарії. Щоб вам було простіше зорієнтуватися, ми розділили ключові моделі за їхнім головним призначенням:
| Сценарій використання | Рекомендовані моделі 3D-принтерів | Чому саме вони? |
| Перший 3D-принтер (для легкого старту, навчання та хобі) | Bambu Lab A1 Mini, Creality Ender-3 V3 KE, Elegoo Neptune 4 Pro | Працюють «із коробки», оснащені розумними алгоритмами автоматичного калібрування столу та прощають більшість помилок новачків. |
| Багатоколірний друк (яскраві моделі, фігурки та складні проєкти без фарбування) | Bambu Lab A1 Combo, Bambu Lab X1-Carbon Combo (з системами AMS / AMS Lite) | Автоматично змінюють до 4-х (або навіть 16-ти) котушок пластику прямо під час друку одного шару, створюючи монолітні різноколірні вироби. |
| Швидкісний друк і закритий корпус (для роботи з примхливими пластиками: ABS, ASA, Нейлон) | Bambu Lab P1S, Creality K1C | Повністю закрита термокамера захищає деталь від протягів та утримує тепло, запобігаючи тріщинам у високих предметах і усадці матеріалу. |
| Максимальна область друку (для створення великогабаритних деталей та макетів) | Elegoo Neptune 4 Max, Creality CR-10 SE, Anycubic Kobra 2 Max | Величезне робоче поле дозволяє друкувати шоломи, елементи косплею або автомобільні деталі цілком, без стомлюючого склеювання частин. |
Усі згадані моделі принтерів, а також величезний вибір видів додаткового обладнання, якісних витратних матеріалів, сушарок та запасних частин ви можете придбати в нашому магазині.
Також новачкам буде корисно ознайомитися з цим посібником. Там детально описано, з чого почати свій шлях у 3D-друці!
Де можна придбати найкращий 3D-принтер для друку якісних виробів?
Якщо ви хочете придбати найкращий 3D-принтер, варто звернутися в інтернет-магазин Артлайн. Там пропонується великий вибір пристроїв, які підтримують різні типи друку. Також ви можете купити всі необхідні витратні матеріали та аксесуари для роботи. Менеджери Артлайн дадуть відповідь на всі ваші питання і допоможуть підібрати оптимальний варіант пристрою для реалізації ваших проектів.
Шукаєте індивідуальне рішення? Ви можете вивчити весь асортимент самостійно або скористатися нашим інтерактивним AI-помічником на сайті, який миттєво проаналізує ваші завдання та підбере ідеальний комплект із принтера, філаменту та комплектуючих. Переходьте до каталогу ARTLINE та зберіть свій ідеальний сетап для творчості!
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01