Пользователи должны детально понимать, что означают термины в сфере 3D-печати. Данное направление работы отличается большим количеством непонятных слов и аббревиатур. В этой статье мы рассмотрим общие термины, которые широко используются в сфере 3D-печати.
Подобная сфера деятельности способна стать увлекательным хобби и важной работой. Многих новичков рассмотренные ниже термины могут напугать. Поэтому мы постараемся объяснить популярные термины, с которыми вы столкнетесь при 3D-печати.
Содержание:
- Аддитивное производство: FDM/FFF, SLA, SLS и многое другое
- Выравнивание кровати
- Экструдер Боудена и трубы из PTFE
- Мост
- Компьютерное проектирование (САПР)
- Утверждение
- Прямая экструзия
- Двойная экструзия
- Слоновья нога
- Корпус
- Экструдер, хотенд и сопло
- Нить: ABS, PETG, PLA и другие
- Прошивка/ПЗ
- G-код
- Заполнение
- Слой интерфейса/лист FEP
- Слой
- Время отверждения слоя
- Высота слоя
- Постобработка
- Где можно приобрести 3D-принтер для качественной печати?
Аддитивное производство: FDM/FFF, SLA, SLS и многое другое

Первым термином, который мы рассмотрим, будет аддитивное производство. Суть этого процесса в том, что трехмерный объект создается поочередно слой за слоем. Таким термином называют обычную 3D-печать. Иногда аддитивное производство можно использовать в другом смысле.
Этот процесс базируется на различных технологиях. К ним можно отнести следующие виды:
- селективное лазерное спекание;
- стереолитография;
- метод наплавки.
Параллельно существуют ISO обозначения, применяемые в отраслевых стандартах.
Выравнивание кровати
В процессе могут быть очень непопулярные события. Выравнивание платформы или кровати является одним из них. На самом деле проблемы с печатью возникают в ситуации, когда платформа наклоняется. Под термином выравнивание кровати подразумевается регулировка пластины 3D-принтера. Это позволяет провести ее выравнивание относительно сопла.
Пользователи используют несколько методов выравнивания кровати. Если используется автоматический способ, подойдут технологии BLTouch или CR Touch. Вручную этот процесс осуществляется с помощью специальных ручек. Автоматическое выравнивание стола в современных машинах осуществляется автоматически.
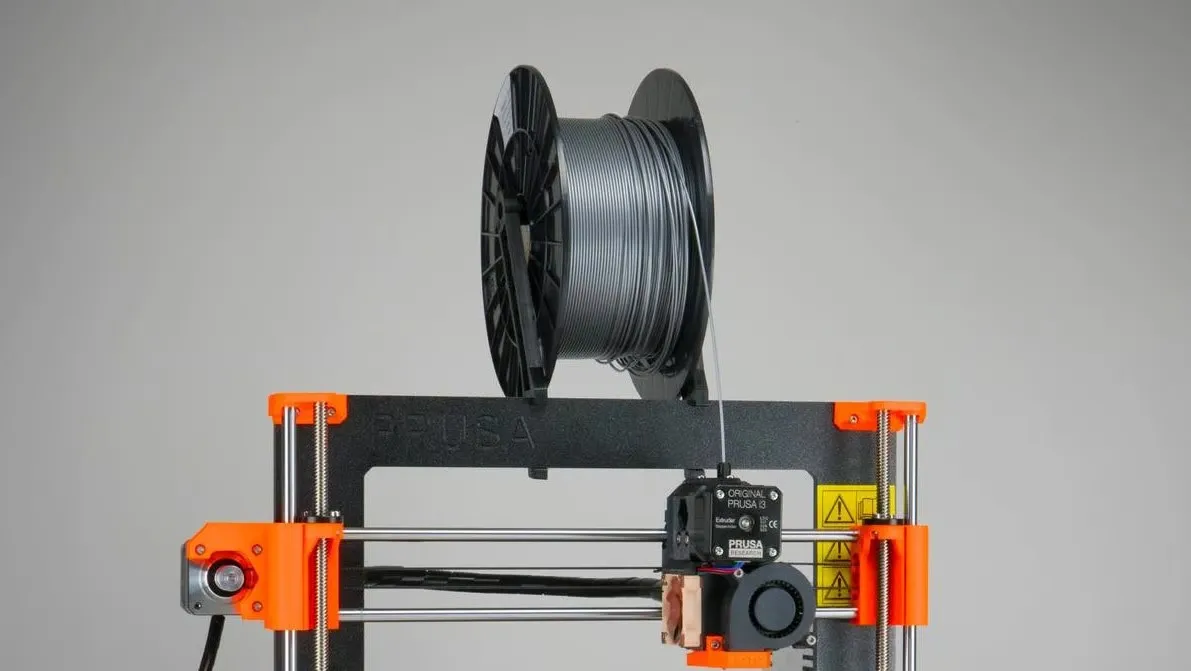
Экструдер Боудена и трубы из PTFE
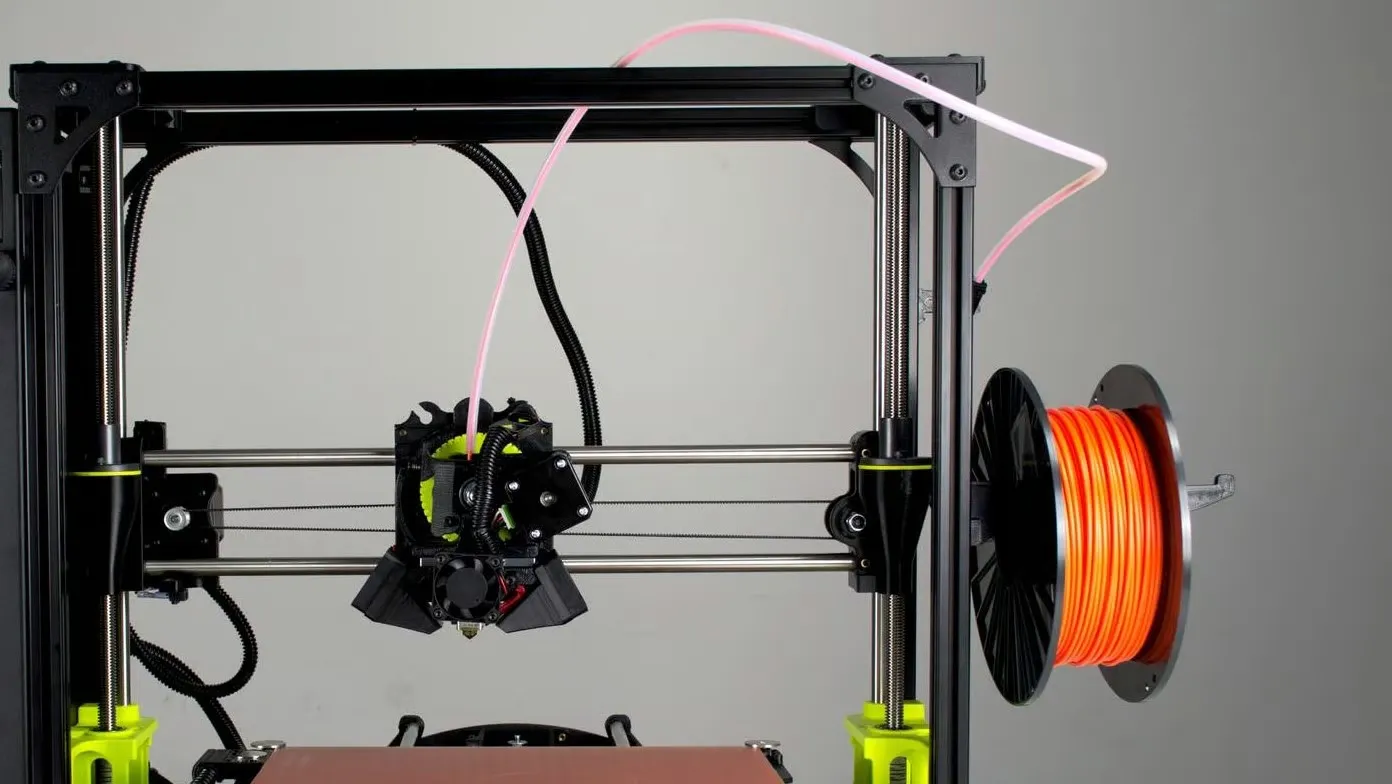
Принтеры FDM имеют два вида экструдеров. Особенностью экструдера Боудена является то, что он не находится на печатающей головке в непосредственной близости с хотендом. Для решения проблем с этим зазором туда добавляется трубка Боудена. Она имеет вид длинной втулки, чаще всего состоит из тефлона (PTFE).
Название экструдера происходит от кабеля Боудена. Их изначально не применяли в сфере 3D-печати. Сейчас с их помощью обеспечивается передача движения на некоторых механических аппаратах. Еще они широко применяются в тормозах для велосипедов. Почти все трубки Боудена состоят из PTFE. При этом не все PTFE трубки являются трубками Боудена.
При применении установки Боудена увеличиваются шансы возникновения проблемы с гибкой нитью. Подобная ситуация связана с большим промежутком между хотендом и трубкой. В этом месте гибкой нити не получается пройти плавно, что приводит к ее сбиванию в кучу. Минимизация этого разрыва позволила решить проблему. При этом некоторые разработчики сообщают о проблемах, связанных с втягиванием и натягиванием гибких нитей.
Мост
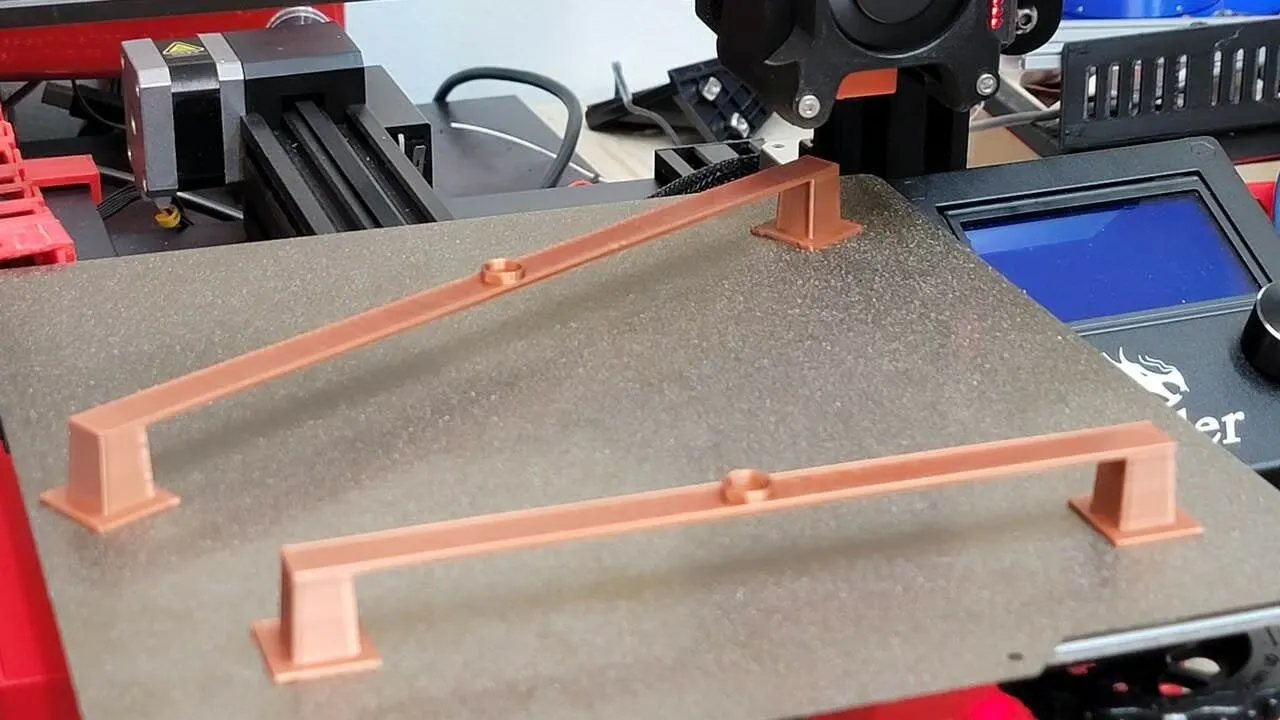
Мост означает 3D-печать от одной точки до другой по горизонтали. Здесь не должно быть поддерживающего материала. Здесь можно выделить некоторые ограничения, которые машина способна преодолеть. Для улучшения процесса можно изменить настройки для улучшения процесса.
В мостовом режиме большую роль играет охлаждение. Пользователям рекомендуется повысить скорость охлаждающего вентилятора. В качестве исключения можно применять PETG и подобные материалы. Во время повышенных показателей они ослабляются. Еще к исключению относятся материалы типа ABS, которые подвергаются деформации. После экструдирования пластику следует дать остыть, поэтому необходимо уменьшить температуру и скорость печати.
На уровень производительности моста способен повлиять 3D-принтер. Чаще всего это связано с охлаждающим каналом вентилятора. Даже таким надежным воздуховодам, как Ender 3, не всегда удается оперативно охладить создаваемую деталь. Подобная проблема приводит к провисанию мостов. В ситуации, когда нить впитывает влагу, возникает плохое соединение. Если нужно достичь успешного соединения, то пользователю нужно убедиться, что нить является сухой.
Если вы хотите определить, какую длину может преодолеть устройство, следует применить тестовую модель. Если посмотреть на общее эмпирическое правило, когда расстояние 5 мм или меньше считается точным, то большие показатели будут спадать. Пользователю рекомендуется определить, как далеко сможет работать принтер. Это необходимо для решения проблем с ускорением печати и отказа от применения ненужных опор.
Компьютерное проектирование (САПР)
Сюда относятся работы, связанные с техническим моделированием. Этот процесс проводится с целью проектирования различных деталей перед стартом печати. Еще САПР применяется в самых разнообразных видах деятельности, например, архитектура, машиностроение.
Все существующее САПР можно разделить на несколько категорий: 2D, 3D. В свою очередь, 3D моделирование делится на дополнительные категории:
- поверхностное;
- твердотельное;
- каркасное.
При 3D-печати чаще всего применяется твердотельное моделирование. Оно оптимально подходит для получения функциональных деталей.
Если вам нужно создать органические формы, стоит воспользоваться моделированием поверхностей. В качестве эффективного инструмента для лепки можно использовать Blender, FreeCAD.
Сейчас пользователям доступен большой ассортимент САПР для разного уровня опыта. Начинающие могут начать работать с Tinkercad. Пользователям среднего уровня стоит обратить внимание на Fusion 360, а профессионалам оптимально подойдет SolidWorks и AutoCAD.
Утверждение
Этот процесс осуществляется с помощью ультрафиолетового света, который придает твердое состояние жидкой смоле. Когда УФ-свет обрабатывает соответствующую смолу, то начинаются химические связи, во время которых происходит ее затвердевание. Для такой 3D-печати используются настурпные виды смолы: LCD, DLP, SLA.
Практически всегда создаваемой модели необходимо дополнительно дать затвердеть. Именно для этого применяется УФ-излучение. Любые полученные детали LCD, DLP, SLA требуют пост-отверждения любым источником ультрафиолетового света.
Прямая экструзия
При печати FDM противоположностью экструдера Боудена является установка прямого экструдера. В ней она находится непосредственно на печатающей головке над хотендом. Преимуществом этой установки является уменьшение механических проблем. Дополнительный вес становится причиной увеличения вибраций. На плохо оптимизированных 3D-принтерах это приводит к появлению артефактов и несущественных неточностей.
На практике было замечено, что при работе с гибкими материалами лучше использовать прямой экструдер. Подобная особенность объясняется тем, что между хотендом и экструдером зазор меньше. Это уменьшает вероятность того, что нить слипнется.
Двойная экструзия
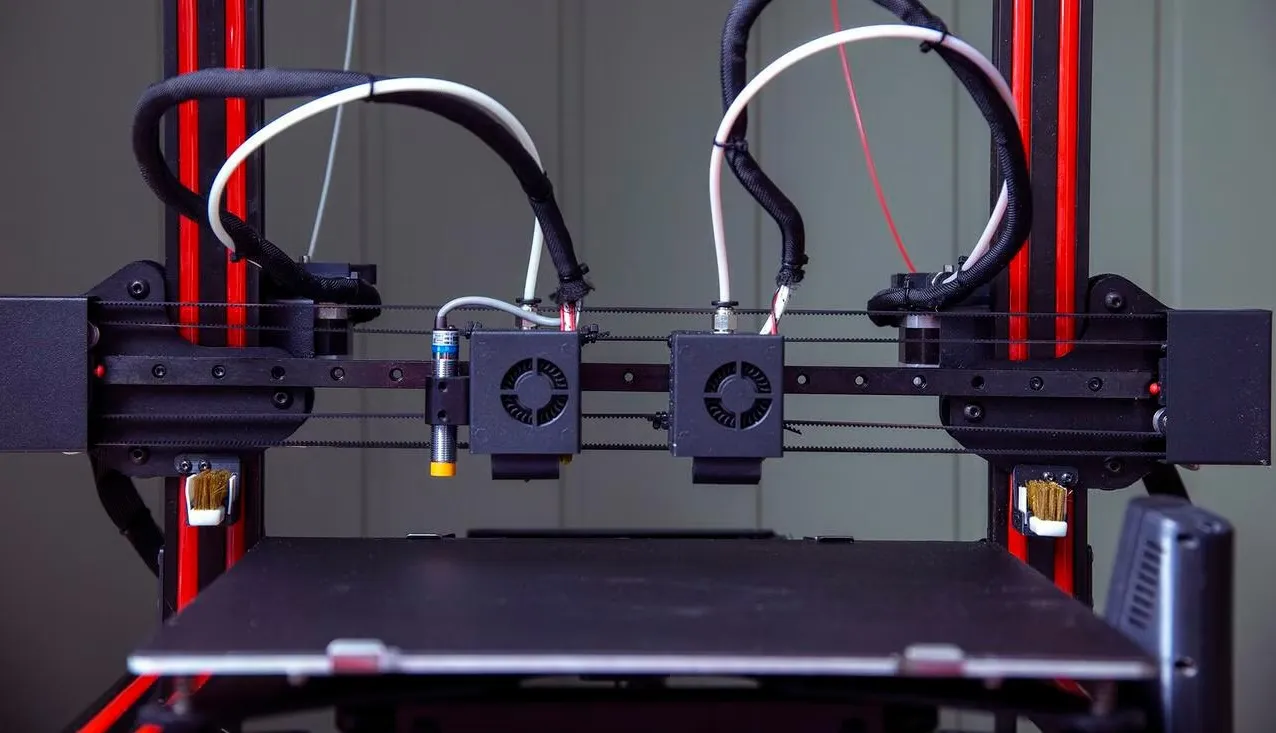
Для печати из различных материалов, печати с растворимыми поддержками и использования различных цветов в 3D-принтерах используется две нити. Это становится возможным благодаря двойной экструзии. Можно выделить некоторые разновидности такой системы, например IDEX, где на одном портале используются 2 независимые между собой печатающие головки. В одной печатающей головке системы с двойным хотендом используется 2 сопла. В отличие от нее в смешанной системе есть 2 или более трубок Боудена. Все они направлены к одному соплу.
Для устройств с одним экструдером также существует много возможностей для модернизации. Здесь можно найти ручные работы или готовые аппараты, например Mosaic Palette 3. С его помощью на принтере можно печатать разные цвета. У пользователей появляются новые возможности благодаря подобной системе с двойной экструзией. Сюда относятся разноцветные детали или печать с прочными материалами.
Слоновья нога

Этот термин означает проблему с печатью в FDM, приводящую к тому, что один или несколько первых слоев выходят шире запланированного. Это происходит из-за того, что за указанные границы выходит та часть детали, которая касается платформы. На скриншоте выше наглядно видно такую ситуацию.
Причины проблемы могут быть разными. Главная из них заключается в том, что сопло достаточно сильно сжимает первые и последующие слои.
Корпус
Корпус является контейнером, с помощью которого контролируется среда вокруг и внутри устройства. Почти у всех любителей FDM корпус отсутствует. Если осуществляется точная печать таких материалов, как ASA или ABS, то нужно иметь корпус.
Его плюс в том, что удается стабилизировать температурный режим. При печати смолой корпус также относится к обязательным элементам.
Экструдер, хотенд и сопло
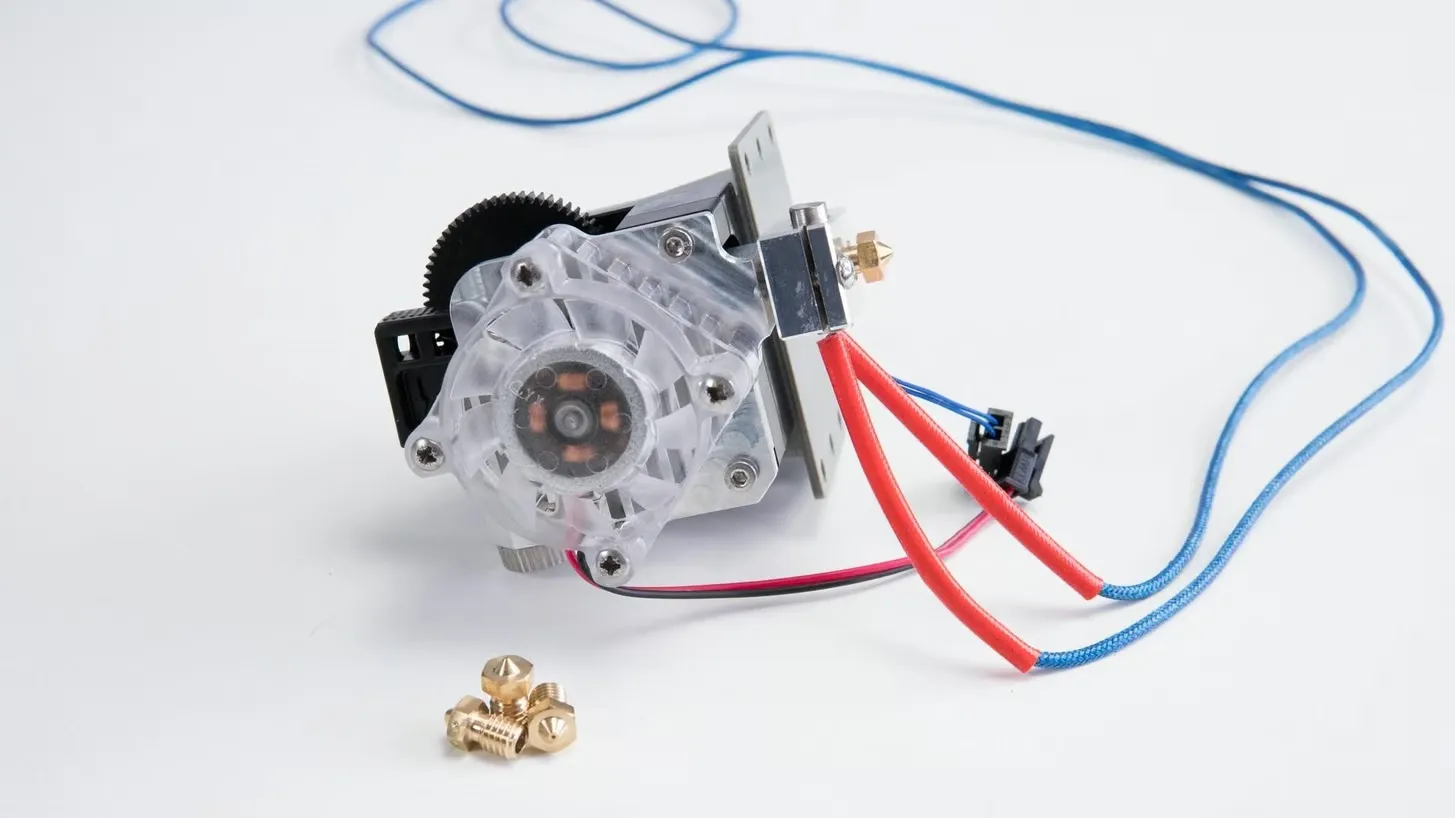
Экструдер, хотенд и сопло являются общими чертами всех принтеров FDM. Давайте подробно их рассмотрим:
- Сопло является небольшой деталью. Ее необходимо вкрутить в хотенд, чтобы через него проходила нить. Высокие температуры сопла достигаются благодаря тому, что происходит поглощение тепла от хотенда. После попадания нити в сопло через небольшое отверстие происходит попадание расплавленного материала в сопло и фиксируется его выдавливание.
- Экструдер является двигателем с шестернями. С его помощью происходит подталкивание нити к хотенду машины.
- В состав хотенда входит тепловой блок, тепловой разрыв и горловина. Все зависит от конкретной модели устройства. Нагрев нити в хотэнде осуществляется с помощью нагревательного катриджа.
Совокупностью этих комплектующих является печатающая головка. Во время работы она перемещается по осям и производится отслеживание слоев экструдированного пластика. Кроме рассмотренных выше элементов, в состав печатающей головки входит кожух, охлаждение, вентиляторы.
Нить: ABS, PETG, PLA и другие
В качестве топлива для 3D-принтеров используется нить. Сейчас доступен большой ассортимент материалов, которыми можно выполнять печать в формате 3D. К наиболее популярному варианту относится PLA (полимолочная кислота). Ее преимуществом является простота в применении, но среди минусов можно отметить небольшую устойчивость и прочность.
Еще можно отметить PETG (модифицированный полиэтилентерефталат гликоль) и ABS (акрилонитрилбутадиенстирол). Из них можно создать более надежные и долговечные детали, но они тяжелее в печати.
Прошивка/ПЗ
В сфере 3D-принтеров прошивка означает нечто среднее между аппаратным и программным обеспечением. С ее помощью осуществляется считывание G-кода, дающего команды машине, в какую сторону необходимо двигаться. При необходимости изменить прошивку машины, которая установлена по умолчанию, можно использовать различные варианты, например Marlin и Klipper. Главным плюсом этого считается применение новых опций печати. Они поддерживают интегрированные программы. Стоит отметить, что прошивка многих старых устройств не воспринимает код остановки во время печати.
G-код
С помощью данного кода осуществляется управление устройством и многих станков с ЧПУ. В G-код можно внести необходимые команды для 3D-принтера. Там можно задать различные параметры, например, вытягивание нити, перемещение компонентов и прочее. Многие производители напрямую не взаимодействуют с G-кодом. Когда пользователь начинает печать, перемещает сопло или задает температуру, автоматически на 3D-принтер он отправляет соответствующие команды через G-код.
Рассмотрим конкретный пример. Предположим, мы подаем код G1. Это означает, что происходит активация линейного движения. Теперь при установке такого положения экструдер переместится к этой точке. Еще пример - код G92, в нем следует указать положение сопла.
Заполнение
Заполнение является внутренней частью, что ее отличает от периметров и оболочек внешней части. Им можно управлять с помощью нескольких основных настроек слайсера: плотность, узор.
Плотность означает процент заполнения внутренней части детали. Этот показатель может варьироваться в диапазоне 0-100%. Для многих изделий применяется уровень наполнения в диапазоне 15-40%. Это позволяет обеспечить баланс между прочностью, использованием материала и временем печати.
Узор - это структура и форма заполнения. Существуют различные шаблоны, в зависимости от слайсера. Шаблоны могут иметь разные плюсы и минусы, которые зависят от гибкости, прочности и времени печати.
Слой интерфейса/лист FEP
Эти термины используются в различных сферах деятельности, они связаны с такими видами печати: ЖК, DLP, SLA. Их можно отнести к двухслойной прозрачной пленке, что на принтере покрывает дно ванны. Во время правильной печати с помощью листа FEP осуществляется отверждение полимерного материала путем воздействия ультрафиолетового излучения.
FEP лист следует заменить после длительного использования. Это связано с процессом деформирования пленки, что приводит к снижению качества изделий и другим проблемам в плане печати.
Слой

В состав FDM 3D отпечатков входит большое количество слоев. Они построены в совокупности и базируются на концентрических заполняемых стенках. При необходимости пользователи могут выполнить регулировку высоты слоя. Этот процесс зависит от следующих факторов: быстрая печать приводит к образованию большей высоты слоя. В этой ситуации на помощь приходят адаптивные слои, поскольку они применяют высокие слои на участках изделия с минимальным числом деталей. Еще используются маленькие слои, где более крупные становятся причиной получения некрасивых ступеней. Постоянно выполнять такую настройку необязательно, но это оптимальный вариант создания больших эстетичных изделий.
В разных сферах 3D-печати работают свои виды слоев. Наиболее близко к печатному столу располагаются начальные слои, они играют важнейшую роль в успешном выполнении печати. К печатной пластине должны прилегать начальные слои. Этот процесс зависит от того, насколько точно будет обеспечено расстояние между слоем и соплом, а также выравнивание слоя.
К другим способам достижения отличного качества первого слоя относятся следующие факторы:
- постоянная чистка рабочей пластины;
- нанесение на подложку клея;
- повышение начальной температуры слоя.
Аналогично важным является адгезия между слоями. Низкая скорость печати или малая температура хотенда может быть причиной расслоения, а деталь становится непригодной для применения.
Чаще всего верхние и нижние слои являются сплошными. Для них необходимо устанавливать толщину примерно 0.8 мм. Это позволит создать необходимую прочность и изолировать наполнение. В некоторых случаях число верхних и нижних слоев следует повысить с целью сокрытия дефектов и повышения уровня прочности. Для решения проблем с выпуклостями и рубцами можно использовать настройки "Монотонный слой" или "Разглаживание". Это позволяет получить идеальный верхний слой.
Время отверждения слоя
Это понятие напрямую зависит от процессов DLP и LCD. Они описывают время, необходимое для воздействия ультрафиолетового излучения на каждый слой. В слайсере время отверждения слоя регулируется в секундах. Если вы хотите получить прочную печать, вам нужно установить более длительное время отверждения.
Высота слоя

Этим термином обозначается высота каждого напечатанного слоя. В этом процессе существует большое количество тонкостей, зависящих от различных условий:
- настройка;
- материал;
- вид выбранной технологии.
Если вы создаете большую высоту слоя, то он будет иметь неотполированный и грубый вид. С помощью фотополимерных принтеров удается создавать низкие слои, размер которых исчисляется в микронах. Это наиболее оптимальный вариант создания детализированных изделий.
В FDM принтерах пользователи могут регулировать высоту слоя в зависимости от потребностей. Минимальный показатель может быть на уровне 0,05-0,08 мм. Важно помнить, что с уменьшением высоты слоя удлиняется время печати.
Постобработка

Если после печати над изделием нужно провести модификацию, это называется постобработка. На практике можно отметить существенную разницу между постобработкой отпечатков из смолы и FDM.
Процесс постобработки может состоять из следующих действий:
- сглаживание слоев;
- покраска;
- шлифовка и многое другое.
Подобная процедура позволяет качественно обработать изделия, созданные на 3D-принтере. Полученные детали начинают напоминать другие материалы, например дерево, металл.
Где можно приобрести 3D-принтер для качественной печати
Интернет-магазин Артлайн предлагает клиентам большой выбор 3D-принтеров для решения поставленных задач. Каждое устройство предлагает детальное описание, что позволяет клиентам детально изучить каждую машину. Перед покупкой 3D-принтера вы можете обратиться к менеджерам компании.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01