Користувачі повинні детально розуміти, що означають терміни у сфері 3D-друку. Даний напрямок роботи відрізняється великою кількістю незрозумілих слів та абревіатур. У цій статті ми розглянемо загальні терміни, які широко використовуються у сфері 3D-друку.
Подібна сфера діяльності здатна стати захоплюючим хобі та важливою роботою. Багатьох новачків розглянуті нижче терміни можуть налякати. Тому ми постараємося пояснити популярні терміни, з якими ви зіткнетесь при 3D-друку.
Зміст:
- Адитивне виробництво: FDM/FFF, SLA, SLS та багато іншого
- Вирівнювання ліжка
- Екструдер Боудена та труби з PTFE
- Міст
- Комп'ютерне проєктування (САПР)
- Затвердіння
- Пряма екструзія
- Подвійна екструзія
- Слоняча нога
- Корпус
- Екструдер, хотенд та сопло
- Нитка: ABS, PETG, PLA та інші
- Прошивка/ПЗ
- G-код
- Заповнення
- Шар інтерфейсу/лист FEP
- Шар
- Час затвердіння шару
- Висота шару
- Постобробка
- Де можна придбати 3D-принтер для якісного друку?
Адитивне виробництво: FDM/FFF, SLA, SLS та багато іншого

Першим терміном, який ми розглянемо, буде адитивне виробництво. Суть цього процесу у тому, що тривимірний об'єкт створюється по черзі шар за шаром. Таким терміном називають звичайний 3D-друк. Іноді адитивне виробництво можна використовувати у іншому сенсі.
Цей процес базується на різноманітних технологіях. До них можна віднести такі види:
- селективне лазерне спікання;
- стереолітографія;
- метод наплавлення.
Паралельно існують ISO позначення, що застосовуються у галузевих стандартах.
Вирівнювання ліжка
У процесі можуть бути дуже непопулярні події. Вирівнювання платформи чи ліжка є одним із них. Насправді проблеми з печаткою виникають у ситуації, коли платформа нахиляється. Під терміном вирівнювання ліжка передбачається регулювання пластини 3D-принтера. Це дозволяє провести її вирівнювання щодо сопла.
Користувачі використовують кілька методів вирівнювання ліжка. Якщо використовується автоматичний спосіб, підійдуть технології BLTouch або CR Touch. Вручну цей процес здійснюється за допомогою спеціальних ручок. Автоматичне вирівнювання столу у сучасних машинах здійснюється автоматично.
Екструдер Боудена та труби з PTFE
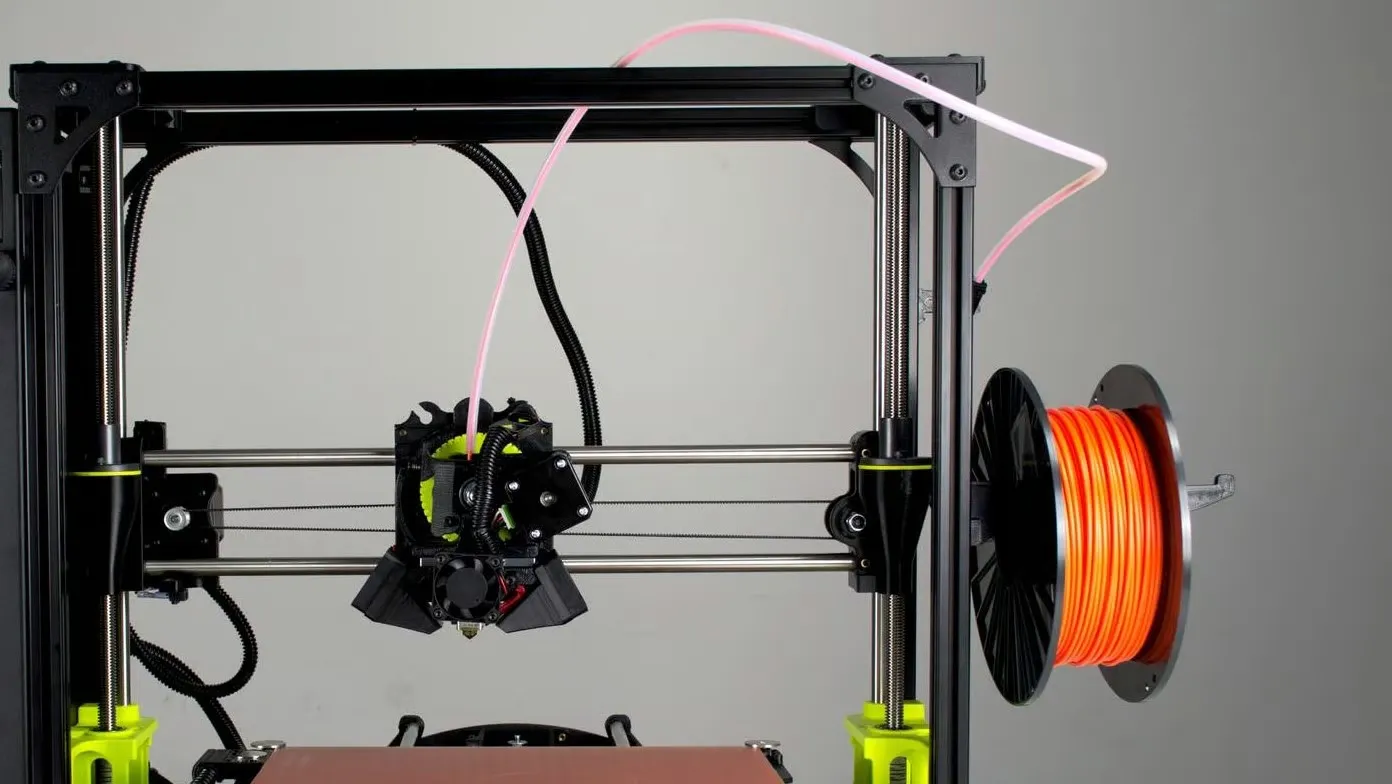
Принтери FDM мають два види екструдерів. Особливістю екструдера Боудена є те, що він не знаходиться на головці, що друкує, в безпосередній близькості з хотендом. Для вирішення проблем із цим зазором туди додається трубка Боудена. Вона має вигляд довгої втулки, найчастіше складається з тефлону (PTFE).
Назва екструдера походить від кабелю Боудена. Їх спочатку не застосовували у сфері 3D-друку. Зараз за їх допомогою забезпечується передача руху на деяких механічних апаратах. Ще вони широко застосовуються в гальмах для велосипедів. Майже всі трубки Боудена складаються з PTFE. При цьому не всі PTFE трубки є трубками Боудена.
При застосуванні установки Боудена збільшуються шанси виникнення проблеми з гнучкою ниткою. Подібна ситуація пов'язана з великим проміжком між хотендом і трубкою. У цьому місці гнучкі нитки не виходить пройти плавно, що призводить до її збивання в купу. Мінімізація цього розриву дозволила вирішити проблему. При цьому деякі розробники повідомляють про проблеми, пов'язані з втягуванням та натягуванням гнучких ниток.
Міст
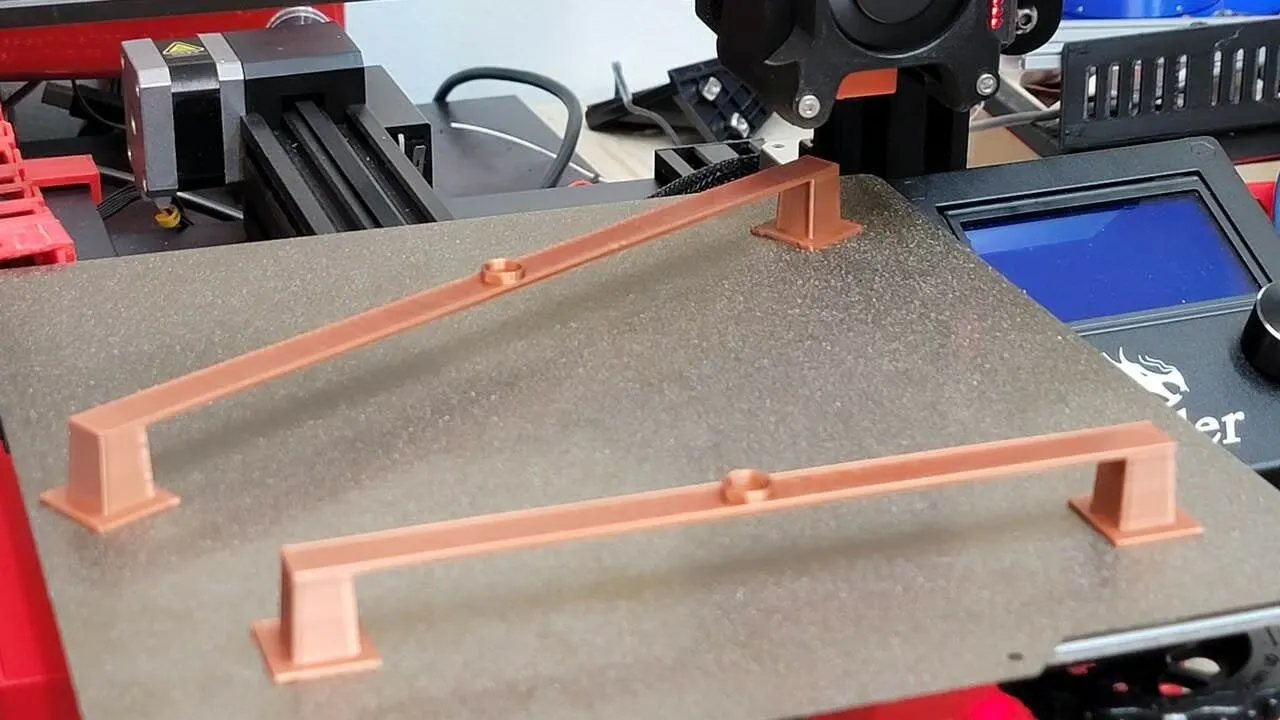
Міст означає 3D-друк від однієї точки до іншої по горизонталі. Тут не повинно бути матеріалу, що підтримує. Тут можна виділити деякі обмеження, які машина здатна подолати. Для покращення процесу можна змінити налаштування.
У мостовому режимі велику роль відіграє охолодження. Користувачам рекомендується підвищити швидкість вентилятора, що охолоджує. Як виняток можна застосовувати PETG та подібні матеріали. Під час підвищених показників вони послаблюються. Ще до виключення відносяться матеріали типу ABS, які піддаються деформації. Після екструдування пластику слід дати охолонути, тому необхідно зменшити температуру та швидкість друку.
На рівень продуктивності мосту здатний вплинути 3D-принтер. Найчастіше це пов'язано з охолодним каналом вентилятора. Навіть таким надійним повітроводам, як Ender 3, не завжди вдається оперативно охолодити деталь, що створюється. Подібна проблема призводить до провисання мостів. У ситуації, коли нитка вбирає вологу, виникає погане з'єднання. Якщо потрібно досягти успішного з'єднання, то користувачеві потрібно переконатися, що нитка є сухою.
Якщо ви хочете визначити, яку довжину може подолати пристрій, слід застосувати тестову модель. Якщо подивитися на загальне емпіричне правило, коли відстань 5 мм або менше вважається точною, то великі показники будуть спадати. Користувачеві рекомендується визначити, як далеко зможе працювати принтер. Це потрібно для розв'язання проблем із прискоренням друку та відмови від застосування непотрібних опор.
Комп'ютерне проєктування (САПР)
Сюди належать роботи, пов'язані з технічним моделюванням. Цей процес проводиться з метою проєктування різних деталей перед стартом друку. Ще САПР застосовується у найрізноманітніших видах діяльності, наприклад, архітектура, машинобудування.
Все існуюче САПР можна розділити на кілька категорій: 2D, 3D. У свою чергу, 3D моделювання ділиться на додаткові категорії:
- поверхневе;
- твердотілове;
- каркасне.
При 3D-друку найчастіше застосовується твердотілове моделювання. Воно оптимально підходить для отримання функціональних деталей.
Якщо вам потрібно створити органічні форми, варто скористатися моделюванням поверхонь. В якості ефективного інструмента для ліплення можна використовувати Blender, FreeCAD.
Наразі користувачам доступний великий асортимент САПР для різного рівня досвіду. Початківці можуть почати працювати з Tinkercad. Користувачам середнього рівня варто звернути увагу на Fusion 360, а професіоналам оптимально підійде SolidWorks та AutoCAD.
Затвердіння
Цей процес здійснюється за допомогою ультрафіолетового світла, яке надає твердого стану рідкій смолі. Коли УФ-світло обробляє відповідну смолу, то починаються хімічні зв'язки, під час яких відбувається її затвердіння. Для такого 3D-друку використовуються наступні види смоли: LCD, DLP, SLA.
Практично завжди створюваної моделі необхідно додатково дати затвердіти. Саме для цього застосовується УФ-випромінювання. Будь-які отримані деталі LCD, DLP, SLA вимагають постзатвердіння будь-яким джерелом ультрафіолетового світла.
Пряма екструзія
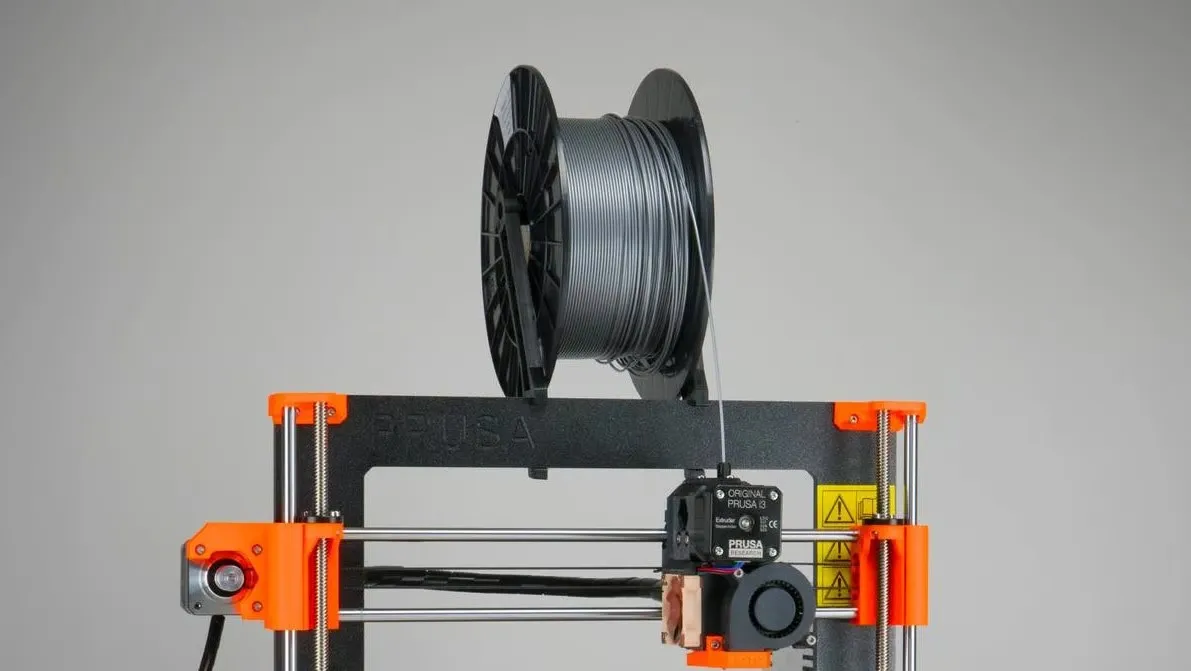
При друку FDM протилежністю екструдера Боудена є установка прямого екструдера. У ній вона знаходиться безпосередньо на голівці, що друкує, над хотендом. Перевагою цієї установки є зменшення механічних проблем. Додаткова вага стає причиною збільшення вібрацій. На погано оптимізованих 3D-принтерах це призводить до появи артефактів та несуттєвих неточностей.
На практиці було відмічено, що при роботі з гнучкими матеріалами краще використовувати прямий екструдер. Подібна особливість пояснюється тим, що між хотендом та екструдером зазор менший. Це зменшує ймовірність того, що нитка злипнеться.
Подвійна екструзія
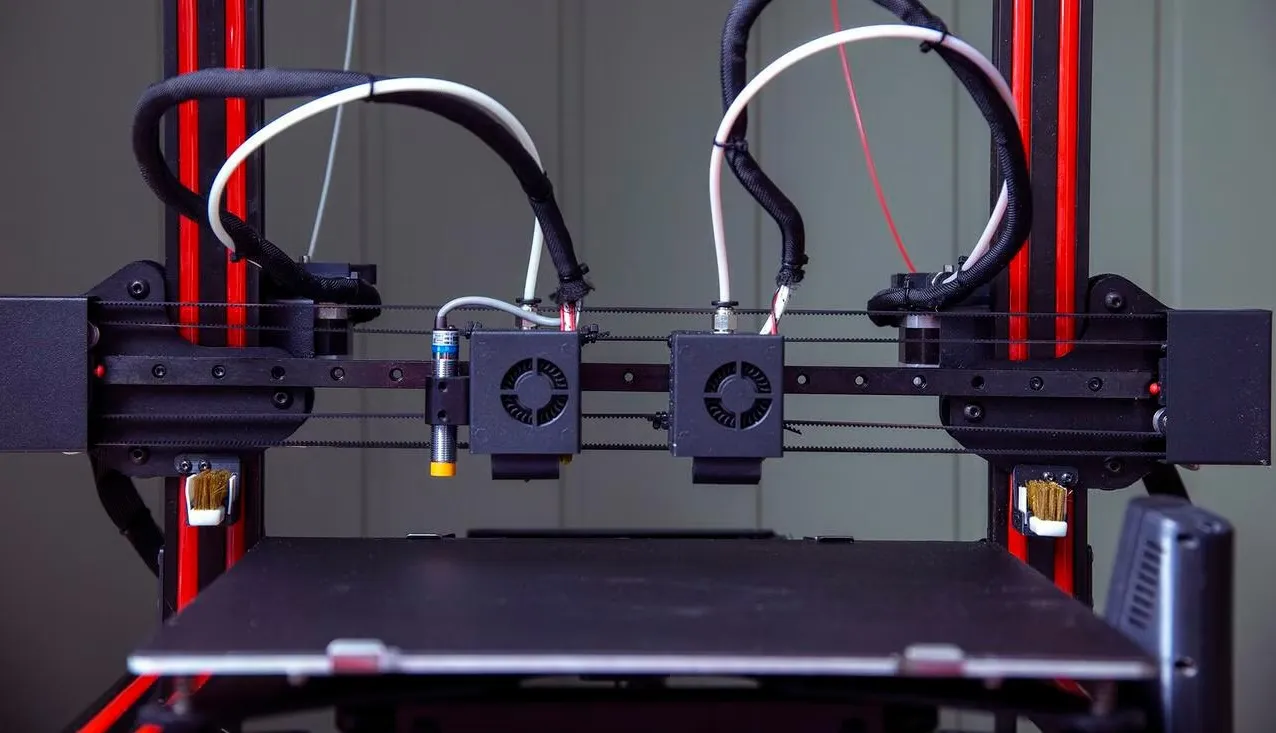
Для друку з різних матеріалів, друку з розчинними підтримками та використання різних кольорів у 3D-принтерах використовується дві нитки. Це стає можливим завдяки подвійній екструзії. Можна виділити деякі різновиди такої системи, наприклад IDEX, де на одному порталі використовуються 2 незалежні між собою друкуючі головки. В одній друкувальній головці системи з подвійним хотендом використовується 2 сопла. На відміну від неї в змішаній системі є 2 або більше трубок Боудена. Всі вони направлені до одного сопла.
Для пристроїв з одним екструдером також існує багато можливостей для модернізації. Тут можна знайти ручні роботи або готові апарати, наприклад Mosaic Palette 3. З його допомогою на принтері можна друкувати різні кольори. У користувачів з'являються нові можливості завдяки подібній системі з подвійною екструзією. Сюди відносяться різноколірні деталі або друк із міцними матеріалами.
Слоняча нога

Цей термін означає проблему з печаткою в FDM, що призводить до того, що один або кілька перших шарів виходять ширше запланованого. Це відбувається через те, що за зазначені межі виходить та частина деталі, яка стосується платформи. На скриншоті вище наочно видно таку ситуацію.
Причини проблеми можуть бути різними. Головна з них полягає в тому, що сопло досить сильно стискає перші та наступні шари.
Корпус
Корпус є контейнером, за допомогою якого контролюється середовище навколо і всередині пристрою. Майже у всіх любителів FDM корпус відсутній. Якщо здійснюється точний друк таких матеріалів, як ASA або ABS, то потрібно мати корпус.
Його плюс у тому, що вдається стабілізувати температурний режим. Під час друку смолою корпус також стосується обов'язкових елементів.
Екструдер, хотенд та сопло
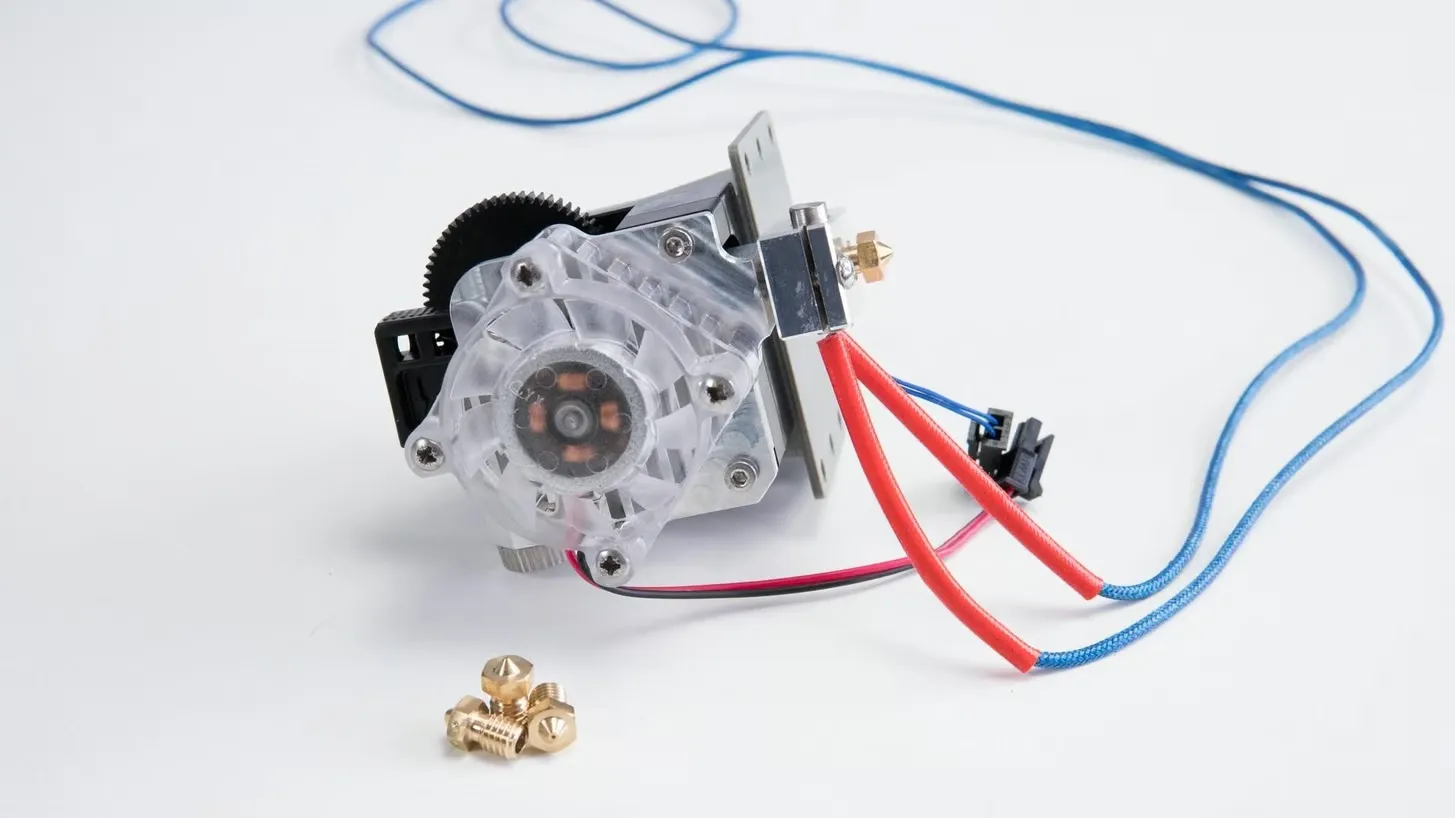
Екструдер, хотенд та сопло є спільними рисами всіх принтерів FDM. Давайте детально їх розглянемо:
- Сопло є невеликою деталлю. Її необхідно вкрутити в хотенд, щоб через нього проходила нитка. Високі температури сопла досягаються завдяки тому, що відбувається поглинання тепла від хотенду. Після влучення нитки в сопло через невеликий отвір відбувається попадання розплавленого матеріалу в сопло і фіксується його видавлювання.
- Екструдер є двигуном із шестернями. За його допомогою відбувається підштовхування нитки до хотенду машини.
- До складу хотенду входить тепловий блок, тепловий розрив та горловина. Все залежить від конкретної моделі пристрою. Нагрівання нитки в хотенді здійснюється за допомогою нагрівального катриджа.
Сукупністю цих комплектуючих є друкуюча головка. Під час роботи вона переміщається по осях та проводиться відстеження шарів екструдованого пластику. Крім розглянутих вище елементів, до складу друкуючої головки входить кожух, охолодження, вентилятори.
Нитка: ABS, PETG, PLA та інші
Як паливо для 3D-принтерів використовується нитка. Наразі доступний великий асортимент матеріалів, якими можна виконувати друк у форматі 3D. До найбільш популярного варіанту відноситься PLA (полі молочна кислота). Її перевагою є простота у застосуванні, але серед мінусів можна відзначити невелику стійкість та міцність.
Ще можна відзначити PETG (модифікований поліетилентерефталат гліколь) та ABS (акрилонітрилбутадієнстирол). З них можна створити більш надійні та довговічні деталі, але вони важчі у друку.
Прошивка/ПЗ
У сфері 3D-принтерів прошивка означає щось середнє між апаратним та програмним забезпеченням. За її допомогою здійснюється зчитування G-коду, що дає команди машині, в який бік необхідно рухатися. При необхідності змінити прошивку машини, яка встановлена за умовчанням, можна використовувати різні варіанти, наприклад Marlin і Klipper. Головним плюсом цього вважається застосування нових опцій друку. Вони підтримують інтегровані програми. Варто відзначити, що прошивка багатьох старих пристроїв не сприймає код зупинки під час друку.
G-код
За допомогою даного коду здійснюється керування пристроєм та багатьох верстатів з ЧПУ. До G-коду можна внести необхідні команди для 3D-принтера. Там можна задати різні параметри, наприклад, витягування нитки, переміщення компонентів та інше. Багато виробників безпосередньо не взаємодіють з G-кодом. Коли користувач починає друк, переміщає сопло або задає температуру, автоматично на 3D-принтер він відправляє відповідні команди через G-код.
Розглянемо конкретний приклад. Припустимо, ми подаємо код G1. Це означає, що відбувається активація лінійного руху. Тепер при встановленні такого положення екструдер переміститься до цієї точки. Ще приклад – код G92, в ньому слід вказати положення сопла.
Заповнення
Заповнення є внутрішньою частиною, що її відрізняє від периметрів та оболонок зовнішньої частини. Їм можна керувати за допомогою декількох основних налаштувань слайсера: щільність, візерунок.
Щільність означає відсоток заповнення внутрішньої частини деталі. Цей показник може змінюватись в діапазоні 0-100%. Для багатьох виробів застосовується рівень наповнення в діапазоні 15-40%. Це дозволяє забезпечити баланс між міцністю, використанням матеріалу та часом друку.
Візерунок – це структура і форма заповнення. Існують різні шаблони, залежно від слайсера. У шаблонів можуть спостерігатися різні плюси та мінуси, які залежать від гнучкості, міцності та часу друку.
Шар інтерфейсу/лист FEP
Ці терміни використовуються в різних сферах діяльності, вони пов'язані з такими видами друку: РК, DLP, SLA. Їх можна віднести до двошарової прозорої плівки, що на принтері покриває дно ванни. Під час правильного друку за допомогою листа FEP здійснюється затвердіння полімерного матеріалу шляхом дії ультрафіолетового випромінювання.
FEP лист слід замінити після тривалого використання. Це пов'язано з процесом деформування плівки, що призводить до зниження якості виробів та інших проблем у плані друку.
Шар

До складу FDM 3D відбитків входить велика кількість шарів. Вони побудовані в сукупності та базуються на концентричних стінках, що заповнюються. При необхідності користувачі можуть виконати регулювання висоти шару. Цей процес залежить від наступних факторів: швидкий друк призводить до утворення більшої висоти шару. У цій ситуації на допомогу приходять адаптивні шари, оскільки вони застосовують високі шари на ділянках виробу з мінімальним числом деталей. Ще використовуються маленькі шари, де більші стають причиною отримання негарних щаблів. Постійно виконувати таке налаштування необов'язково, але це оптимальний варіант створення великих естетичних виробів.
У різних сферах 3D-друку працюють свої види верств. Найбільш близько до друкованого столу розташовуються початкові шари, вони відіграють найважливішу роль успішному виконанні друку. До друкованої пластини мають прилягати початкові шари. Цей процес залежить від того, наскільки точно буде забезпечена відстань між шаром і соплом, а також вирівнювання шару.
До інших способів досягнення відмінної якості першого шару належать такі фактори:
- постійне чищення робочої пластини;
- нанесення на підкладку клею;
- підвищення початкової температури шару.
Аналогічно важливим є адгезія між шарами. Низька швидкість друку або мала температура хотенду може бути причиною розшарування, а деталь стає непридатною для застосування.
Найчастіше верхні та нижні шари є суцільними. Для них необхідно встановлювати товщину приблизно 0.8 мм. Це дозволить створити необхідну міцність та ізолювати наповнення. У деяких випадках число верхніх та нижніх шарів слід підвищити з метою приховування дефектів та підвищення рівня міцності. Для вирішення проблем із опуклостями та рубцями можна використовувати налаштування «Монотонний шар» або «Розгладжування». Це дозволяє отримати ідеальний верхній шар.
Час затвердіння шару
Це поняття безпосередньо залежить від процесів DLP та LCD. Вони описують час, який потрібний для того, щоб ультрафіолетове випромінювання впливало на кожен шар. У слайсері час затвердіння шару регулюється в секундах. Якщо ви хочете отримати міцний друк, потрібно встановити більш тривалий час затвердіння.
Висота шару

Цим терміном позначається висота кожного надрукованого шару. У цьому процесі існує велика кількість тонкощів, що залежать від різних умов:
- налаштування;
- матеріал;
- вид вибраної технології.
Якщо ви створюєте велику висоту шару, то він матиме невідполірований та грубий вигляд. За допомогою фотополімерних принтерів вдається створювати низькі шари, розмір яких обчислюється в мікронах. Це найбільш оптимальний варіант створення деталізованих виробів.
У FDM принтерах користувачі можуть регулювати висоту шару в залежності від потреб. Мінімальний показник може бути на рівні 0,05-0,08 мм. Важливо пам'ятати, що зі зменшенням висоти шару подовжується час друку.
Постобробка

Якщо після друку над виробом потрібно провести модифікацію, це називається постобробка. На практиці можна відзначити суттєву різницю між постобробкою відбитків зі смоли та FDM.
Процес постобробки може складатися з таких дій:
- згладжування шарів;
- фарбування;
- шліфування та багато іншого.
Подібна процедура дозволяє якісно обробити вироби, створені на 3D-принтері. Отримані деталі починають нагадувати інші матеріали, наприклад дерево, метал.
Де можна придбати 3D-принтер для якісного друку
Інтернет-магазин Артлайн пропонує клієнтам великий вибір 3D-принтерів для вирішення поставлених завдань. Кожен пристрій пропонує детальний опис, що дозволяє клієнтам детально вивчити кожну машину. Перед покупкою 3D-принтера ви можете звернутися до менеджерів компанії.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01