На практике во время печати в формате 3D могут появляться неприятные дефекты в виде пробелов. Это оказывает негативное влияние на внешний вид изделия. В этой статье мы рассмотрим, как решить такую проблему.
Для создания качественных изделий на 3D-принтере необходимо прилагать определенные усилия и иметь опыт. Самый неприятный момент состоит в том, что во время работы могут появляться постоянные сбои. Каждый пользователь хочет получать модели отличного качества, которые правильно функционируют и имеют красивый внешний вид.
Если во время печати стали появляться проблемы, то необходимо их исправить. Появиться пробелы могут по разным причинам. Далее мы изучим причины пробелов и методы их решения.
Содержание:
Пробелы первого слоя
Если посмотреть на весь процесс печати, то именно первый слой является наиболее важным. Благодаря ему происходит создание основы для всего изделия. Печать первого слоя является главным фактором того, что процесс будет выполнен удачно. Существует ряд факторов, которые становятся причиной разрывов в этом слое. Из-за них появляются не просто эстетические дефекты, но и более серьезные проблемы.
Сначала мы рассмотрим, как появляются пробелы и по каким причинам. Затем мы перейдем к методам решения проблемы.
Пробелы между линиями

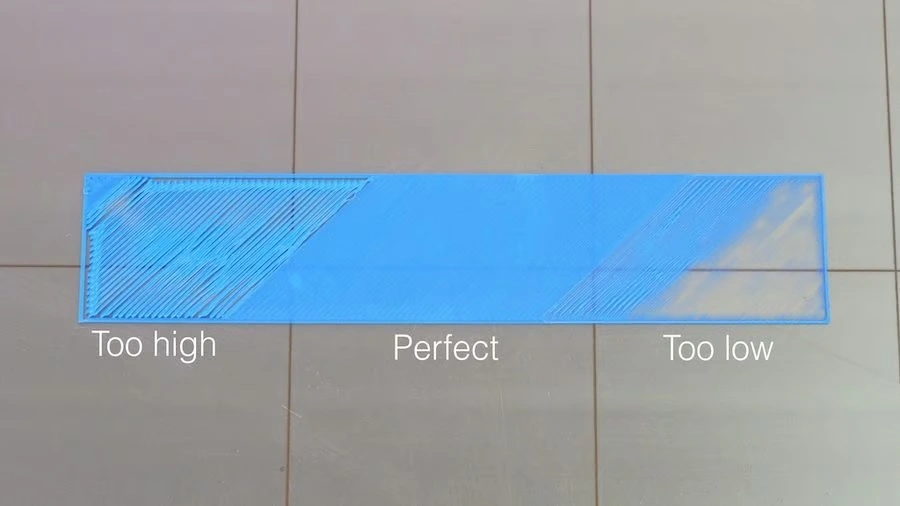
Суть проблемы состоит в том, что на изделии существуют повторяющиеся промежутки. Располагаются они между 1 слоем и линиями экструзии. Из-за таких равномерных линий появляется решетчатый узор, а вместо этого должна быть плоская сплошная поверхности.
Возможной причиной проблемы стало большое смещение по Z оси. Такое смещение отвечает за расстояние между рабочей пластиной и соплом. Если сопло располагается на большом расстоянии от слоя, то во время экструзии это обеспечивает защиту от небольшого сдавливания линий слоя. Если смещение достаточное, то поверхность заполняется. Еще одна причина – это недостаточная экструзия. Неприятные промежутки получаются из-за того, что создаваемые линии не являются такими толстыми, как ожидалось.
Области с недостающим материалом
Вы можете увидеть, что в 1 слое изделия отсутствует материал. Такая ситуация происходит даже в случае, когда данная часть прорисовывалась соплом. Это отчетливо видно во время создания именно 1 слоя. Если проблема серьезная, то все изделие будет поврежденным, так как нарушается адгезия.
Привести к такой проблеме может узкий зазор между станиной и соплом. Это приводит к затрудненному выдавливанию материала. Иногда даже сопло начинает царапать поверхность, что становится причиной повреждения или засорения оборудования.
Самая главная причина этого – неправильная калибровка Z оси ли плохое выравнивание основания. К небольшим разрывам 1 слоя также приводит мусор, деформация пластины, небольшие неровности.
Дыроподобные аномалии
На отпечатке в 1 слое могут появиться маленькие пятна. Они имеют вид коротких отрезков линий или отверстий. Их можно увидеть на отдельных участках или на целых поверхностях. Такие дефекты можно легко заметить, так как они портят внешний вид модели.
Эти аномалии появляются из-за плохой адгезии. Это происходит в начале или завершении процесса выдавливания сегмента. Чрезмерная или недостаточная экструзия также становится причиной этой аномалии в 1 слое.
Решение: пробелы первого слоя

Для решения практически всех рассмотренных выше вопросов стоит выполнить калибровку 3D-принтера. Если между рабочей областью и слоем отсутствует материал, то потребуется откорректировать смещение Z оси. Это обеспечит целостность 1 слоя и создаст качественную адгезию. Также исчезнут аномалии в виде отверстий. После выполнения точной калибровки экструзии вы будете уверены, то на рабочую поверхность наносится необходимое количество материала, что позволяет создать качественный 1 слой.
Пользователь должен следить за тем, чтобы рабочая платформа была ровной и чистой. Для этого следует применять правильные способы приклеивания основания для тех материалов, которые отличаются повышенным тепловым расширение, например, нейлон, ABS.
Зазоры между слоями
Современная 3D-печать функционирует следующим образом: тонкие слои материала добавляются один на другой, пока не будет сформирована трехмерная деталь. Все слои должны наноситься правильно, что гарантирует получение красивого изделия.
Зачастую зазоры появляются из-за плохой адгезии или экструзии. Некоторые типы дефектов также приводят к появлению пробелов, что мы также изучим.
Дыры и карманы

Такие дефекты чаще всего можно увидеть на боковой части создаваемых изделий. Сюда относятся не только зазоры, но и пятна после неудачной распечатки, небольшие дыры. Это становится причиной того, что изделие теряет качество. Подобные проблемы могут быть единичными или постоянными.
Причиной их появления является некачественная экструзия. Пластик перестает правильно наноситься на поверхность. Это происходит из-за неверной настройки отвода. Отводы после перемещения мешают выдавливать нить. Небольшие карманы на изделии появляются и в ситуации, когда в нитях есть влага.
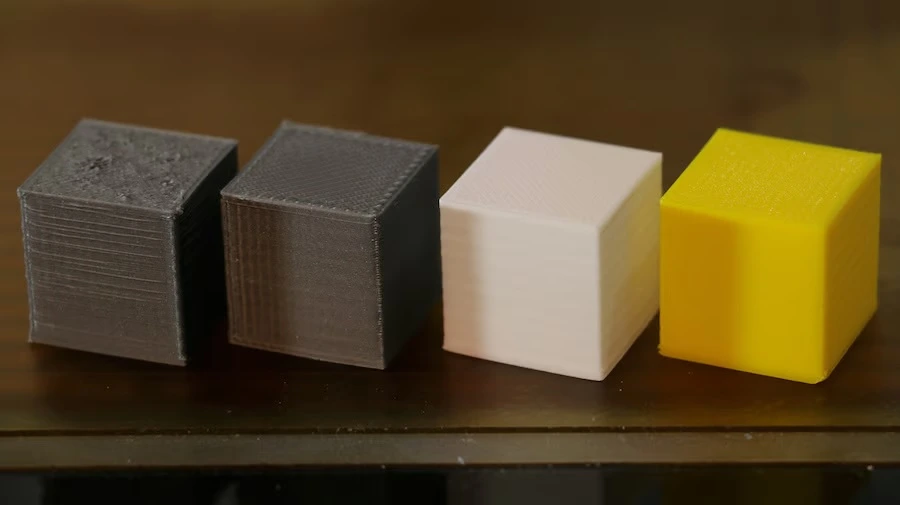
Разделение слоя

Сюда относится ситуация, когда 2 или больше слоев полностью или частично разделены. Такой процесс еще называется расслаиванием, он часто встречается в разных способах 3D-печати, кроме FDM. Разделение слоя может стать причиной сбоя в работе принтера.
Существует ряд причин проблемы: слишком высокие слои, повышенная скорость печати, слабая экструзия, пониженная температура сопла. К разделению слоя более склонны материалы с повышенным тепловым расширением.
Решение: зазоры между слоями
Если вы хотите решить большинство проблем с дырами и карманами, то потребуется откалибровать 3D-принтер и точно настроить значения втягивания. Печатный материал следует хранить в сухом месте, это окажет положительный эффект на качество изделий.
Слоя могут разделяться по разным причинам. Пользователь может решить проблему путем регулировки параметров охлаждения и температуры сопла. Необходимо установить оптимальные показатели. После точной настройки экструзии и понижения скорости печати можно добиться правильного склеивания слоев.
Если вы работаете с нейлоном или ABS, то стоит использовать корпус 3D-принтера. Это позволит избежать агрессивного сжатия и коробления.
Пробелы верхнего слоя
Последним этапом в процессе 3D-печати является создание верхних слоев. Они закрывают полную внутреннюю часть и всю модель. Поэтому они печатаются сплошными. Далее мы рассмотрим, почему в этом слое могут быть разрывы, и как этого избежать.
Пробелы между линиями

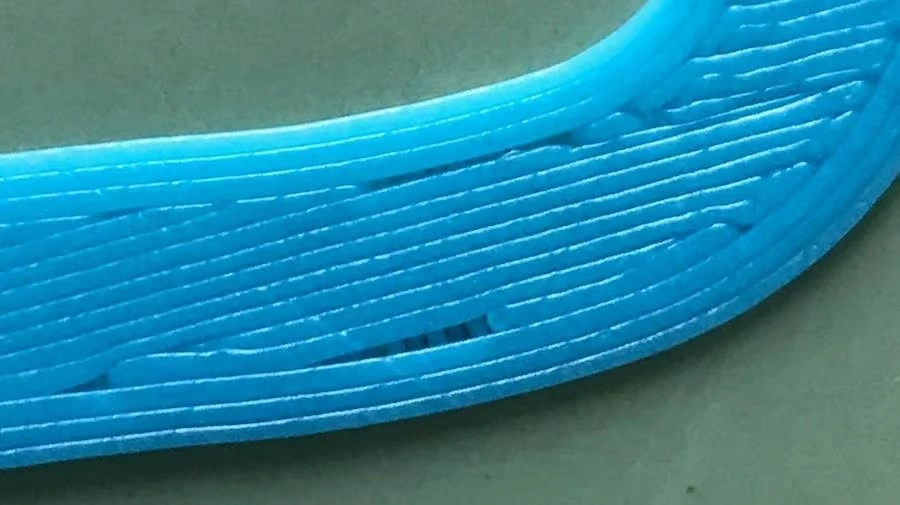
Если между линиями вы видите, что постоянно попадаются промежутки, то это становится причиной создания хрупкого верхнего слоя. Данная проблема относится ко всему слою, особенно это касается области сверху объемного заполнения изделия.
Причина проблемы кроется в том, что используется недостаточное количество материала. Еще основа слоя может быть непрочной. Иногда обе ситуации встречаются одновременно. Поэтому причиной пробелов между линиями является слабое заполнение, недостаточная экструзия, малое число сплошных верхних слоев.
Зазоры в промежутках
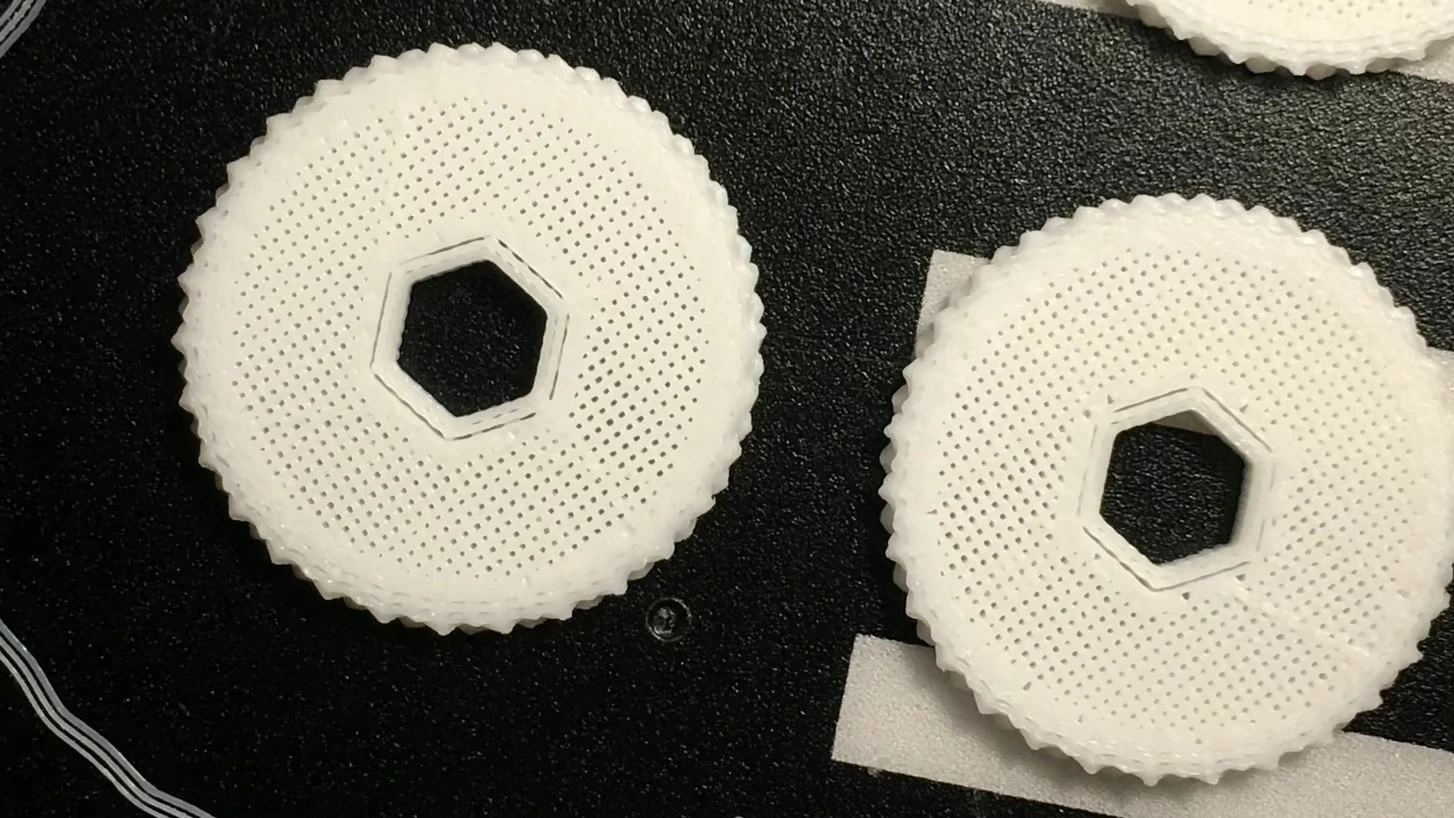
Между периметром и верхним слоем отпечатка есть отверстие. Это называется расхождением стенок, так как заполнение улаживается путем создания прямых линий. Наглядно это видно в круглых отпечатках, например, цилиндры, отверстия.
Основной причиной появления зазоров в промежутках является печать верхнего слоя на высокой скорости. Иногда зазоры образуются из-за того, что прошлые слои созданы с пониженным процентом заполнения.
Решения: пробелы верхнего слоя
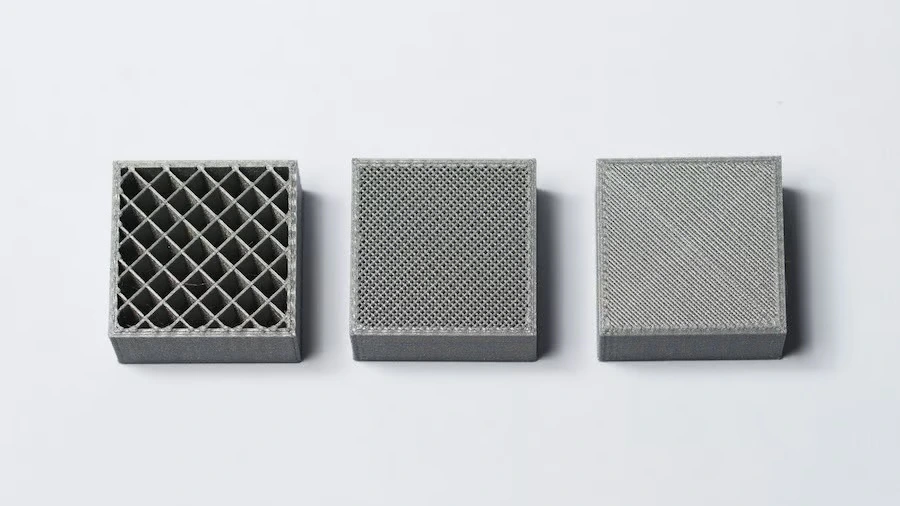
Правильная калибровка является не единственным методом решения проблемы. Пользователям еще рекомендуется увеличить процент заполнения и число сплошных верхних слоев. Для улучшения основы верхних слоев следует использовать заполнение с разными узорами.
На практике может быть сложно устранить щель в стене. В определенных 3D-слайсерах, к примеру, Simplify3D и Cura, доступны настройки работы для решения проблемы. Для этого в Cura следует выбрать вкладку «Перекрытие заполнения», а в Simplify3D – «Перекрытие контура». Эти значения контролируют уровень заполнения относительно периметров контура. Если данный показатель повысить с 15% до 30%, то проблема может быть решена. Если вы хотите избежать перекрытия материала и последующих проблем, то стоит установить его на более 50%.
Для правильного сшивания можно понизить скорость печати. Еще рекомендуется повысить процент объемного заполнения.
Где можно купить филаменты и смолы
От качества используемых материалов напрямую зависит отсутствие пробелов в 3D-печати. Пользователи могут купить качественные филаменты и смолы в интернет-магазине Артлайн. Там доступны товары от лучших производителей. Для выбора нужных материалов можете использовать панель сортировки или связаться с менеджерами Артлайн.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01