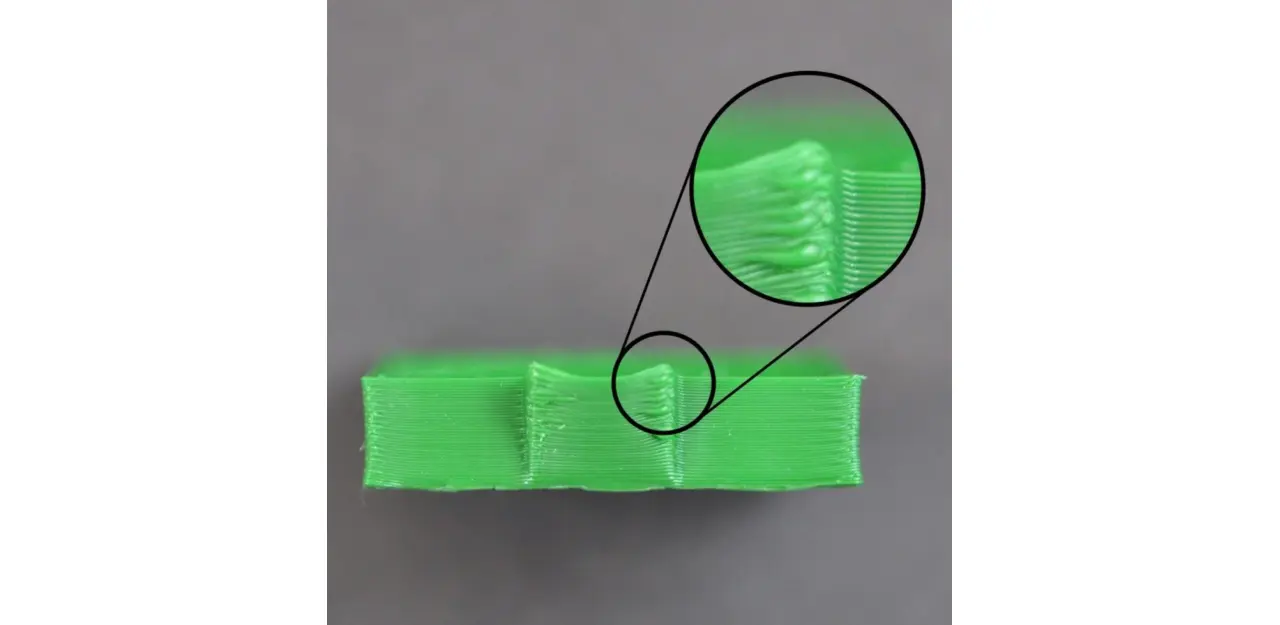
Если вы видите, что в начале печати происходит создание неровных углов, то данная неполадка напрямую связана с перегревом. Экструдирование филамента осуществляется при повышенной температуре. Если пластик не может быстро охладиться, то спустя некоторое время он будет менять форму. Для предотвращения скручивания необходимо обеспечить быстрое охлаждение для каждого слоя. В этой ситуации до своего затвердевания он не успеет деформироваться. Если скручивание образуется на старте печати, то стоит искать причины в том, что отпечаток не прилипает к платформе.
Содержание:
- Перегрев филамента
- Отпечаток не прилипает к платформе
- Где можно купить лучший пластик для 3D-печати?
Перегрев филамента
Для осуществления качественной 3D-печати важно выбрать подходящую температуру. Такой подход обеспечит беспрепятственный выход пластика и быстрое остывание. Это будет гарантировать прочность и отсутствие грубых углов. Задача оператора состоит в том, чтобы выдержать баланс. В противном случае будут наблюдаться самые разнообразные дефекты. Лучшим вариантом температуры нагрева филамента будет диапазон 190-240°C, именно в этих условиях будет обеспечена необходимая форма. Давайте рассмотрим способы решения проблемы:
- Медленное охлаждение. Перегрев филамента приводит к медленному охлаждение, это и становится причиной появления грубых углов. Пользователь должен обеспечить быстрый выход филамента из ноззла. Также в настройках охлаждения нужно проверить, чтобы параметры температуры нагрева пластика соответствовали норме. В некоторых случаях могут потребоваться внешние вентиляторы, которые не допустят деформации модели и грубых углов.
- Высокоскоростная 3D-печать. Если активировать высокоскоростную печать, то будет наблюдаться медленное охлаждение пластика. При этом нельзя допустить выход филамента до тех пор, пока не остыл и отвердел прошлый слой. Поэтому рекомендуется использовать дополнительный вентилятор или понизить скорость работы. Самым лучшим выходом из ситуации будет интервал в диапазоне 10-15 секунд перед созданием следующего слоя.
- Печать нескольких моделей. Если указанные выше советы не позволили добиться желаемого результата, то на 3D-принтере стоит распечатать сразу 2 изделия. Скорость перемещения ноззла экструдера увеличится, поэтому у филамента будет достаточно времени для охлаждения. Это решит проблемы с грубыми углами.
Отпечаток не прилипает к платформе
Очень часто случается, что отпечаток не прилипает к поверхности. Это становится причиной разных проблем, в том числе появляются грубые углы. Давайте рассмотрим методы исправления такой неполадки:
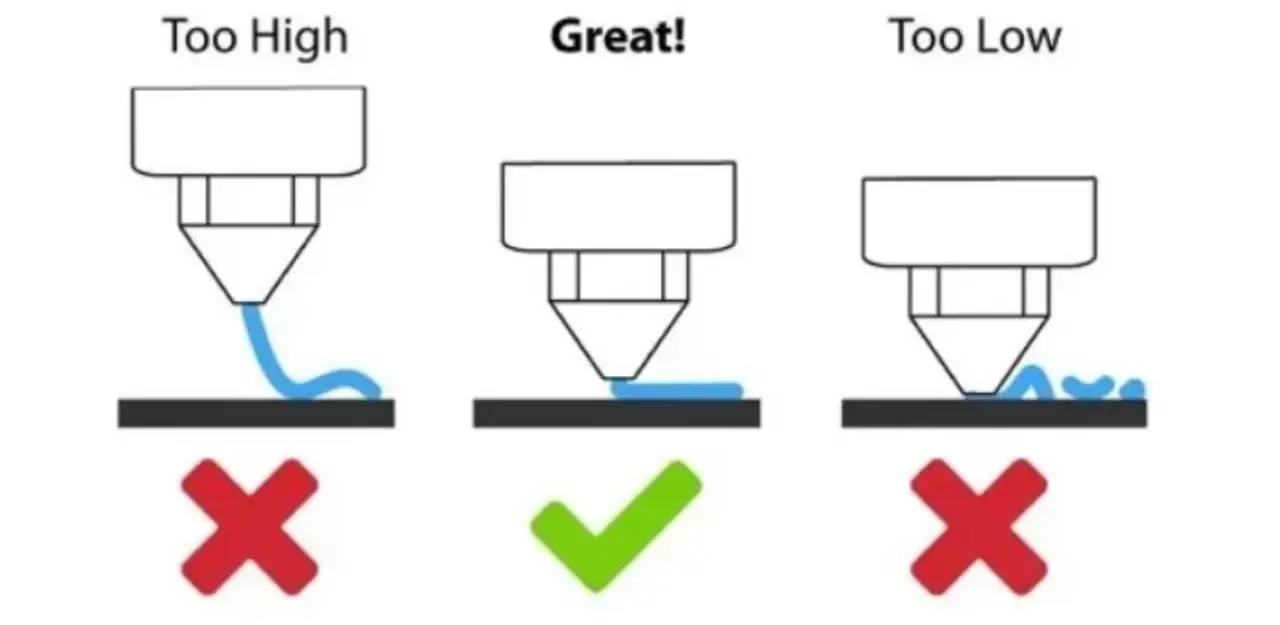
1. Уменьшение расстояния между ноззлом и платформой. Если ноззл располагается на огромном расстоянии от платформы для печати, то филамент неплотно на ней закрепляется. Также пластик трудно правильно к нему подключить. Идеальный вариант состоит в том, чтобы подобрать такой размер, который позволит легко вдавливать филамент в платформу. Здесь потребуется выполнить выравнивание печатного стола, чтобы обеспечить подходящее расстояние.
2. Замедление скорости печати 1 слоя. Путем уменьшения скорости будет повышаться адгезия слоя. Филамент станет более горячим. Механизм потока будет манипулировать материалом, что позволит снизить силу изгиба. Поэтому для повышения адгезии первых слоев скорость печати следует повысить на 5-10 мм/сек. На многих слайсерах указываются свои настройки по умолчанию, которые обеспечивают более быструю печать на 1 слое. Зачастую они находятся на значении 20-30 мм/сек.
3. Проверка рабочей пластины. Если вы видите, что отпечаток не прилипает к столу, то следует проверить саму пластику. Оператор должен быть уверен, что на столе отсутствуют объекты, которые блокируют путь ноззла. Также стол должен быть выровнен. Пластина должны быть чистой. Если имеются загрязнения, то ее требуется очистить микрофибровой тканью или изопропиловым спиртом.

4. Регулировка уровня беда. Если вы видите, что пластина чистая и ровная, но слои не прилипают и появляются грубые углы, то необходимо выполнить регулировку беда. Этот процесс выполняется путем калибровки на оси Z концевого упора. Затем следует применять регулировочные винты для Z оси. Благодаря им можно опустить или поднять статину до уровня, пока она не будет соответствовать уровню ноззла.
5. Замена филамента. Когда описанные выше методы не позволяют добиться нужного результата, следует заменить пластик. Некоторые виды филамента являются склонными к деформации, поэтому появляются проблемы с прилипанием к платформе. При работе с пластиком, который деформируется, его следует заменить.
6. Применение теплого беда. Оператор может использовать подогреваемый бед. Путем подогрева пластик будет сохраняться теплым, поэтому он не будет быстро остывать. Это позволит избежать проблем с грубыми углами. При работе с бедом с подогревом нужно на устройстве включить эту функцию и задать температуру в диапазоне 50-60°C.
7. Использование полей или плота. В крайнем случае вы можете решить вопрос с прилипанием 1 слоя путем создания поля или плота. Поле – это маленький слой филамента, окружающий объект и обеспечивающий для него хорошее прилипание к платформе. Плот напоминает поля, но позволяет создать основу для отпечатка. Все это позволяет оставаться модели на месте и решить вопрос с грубыми углами.
Где можно купить лучший пластик для 3D-печати?
Если вы хотите избежать ряда проблем с 3D-печатью, то покупайте качественный пластик. Артлайн предлагает клиентам большой выбор филамента практически всех доступных цветов. В каталоге имеются разные виды пластика, которые смогут удовлетворить запросы даже самых требовательных пользователей. Выбрать подходящий филамент можно по его длине, диаметру, плотности. Если вы не можете определиться с лучшим пластиком, то обратитесь в техподдержку Артлайн, специалисты помогут вам выбрать лучший пластик.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01