
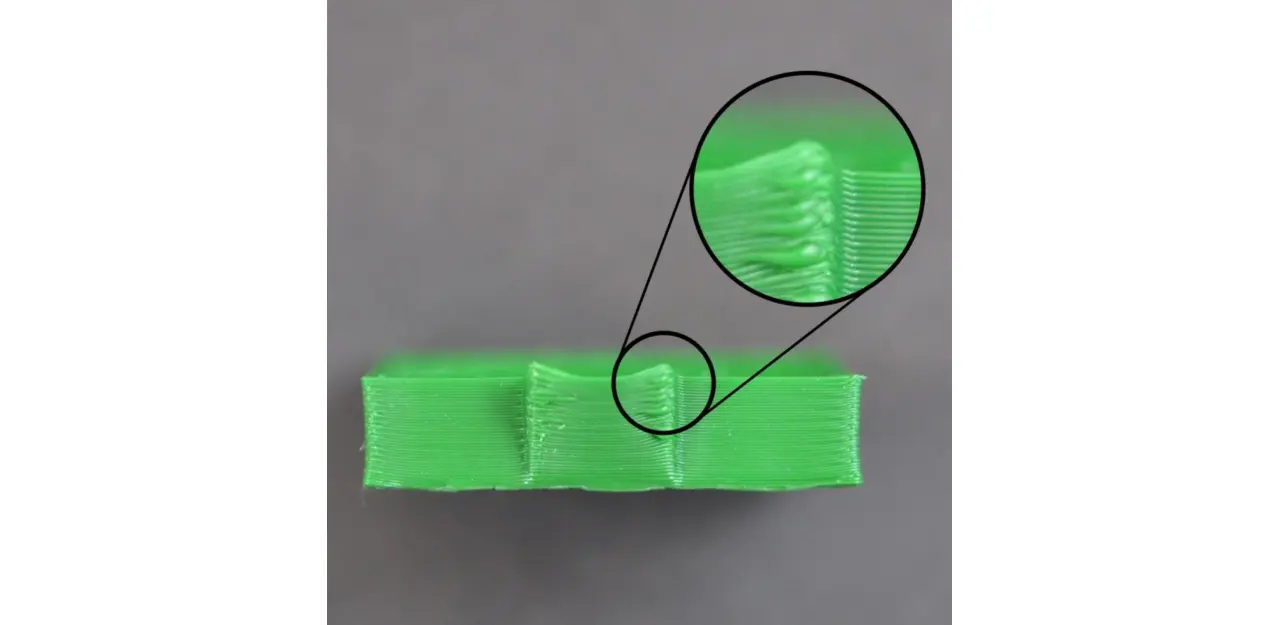
Якщо ви бачите, що на початку друку відбувається створення нерівних кутів, то ця проблема безпосередньо пов'язана з перегріванням. Екструдування філаменту здійснюється за підвищеної температури. Якщо пластик не може швидко охолонути, то через деякий час він змінюватиме форму. Для запобігання скручування необхідно забезпечити швидке охолодження для кожного шару. У цій ситуації до затвердіння він не встигне деформуватися. Якщо скручування утворюється на старті друку, варто шукати причини в тому, що відбиток не прилипає до платформи.
Зміст:
- Перегрів філаменту
- Відбиток не прилипає до платформи
- Де можна купити найкращий пластик для 3D-друку?
Перегрів філаменту
Для здійснення якісного 3D-друку важливо вибрати потрібну температуру. Такий підхід забезпечить безперешкодний вихід пластику та швидке охолодження. Це гарантуватиме міцність та відсутність грубих кутів. Завдання оператора полягає в тому, щоб витримати баланс. В іншому випадку спостерігатимуться найрізноманітніші дефекти. Найкращим варіантом температури нагрівання філаменту буде діапазон 190-240°C, саме в цих умовах буде забезпечена необхідна форма. Давайте розглянемо способи вирішення проблеми:
- Повільне охолодження. Перегрів філаменту призводить до повільного охолодження, це стає причиною появи грубих кутів. Користувач повинен забезпечити швидкий вихід філаменту із ноззла. Також у налаштуваннях охолодження потрібно перевірити, щоб параметри температури нагріву пластику відповідали нормі. У деяких випадках можуть знадобитися зовнішні вентилятори, які не допустять деформації моделі та грубих кутів.
- Високошвидкісний 3D-друк. Якщо активувати високошвидкісний друк, спостерігатиметься повільне охолодження пластику. При цьому не можна допустити вихід філаменту доти, доки не охолонув і затвердів минулий шар. Тому рекомендується використовувати додатковий вентилятор або зменшити швидкість роботи. Найкращим виходом із ситуації буде інтервал у діапазоні 10-15 секунд перед створенням наступного шару.
- Друк кількох моделей. Якщо вказані вище поради не дозволили досягти бажаного результату, то на 3D-принтері варто роздрукувати одразу 2 вироби. Швидкість переміщення ноззла екструдера збільшиться, тому філамент матиме достатньо часу для охолодження. Це вирішить проблеми із грубими кутами.
Відбиток не прилипає до платформи
Дуже часто трапляється, що відбиток не прилипає до поверхні. Це стає причиною різних проблем, зокрема з'являються грубі кути. Давайте розглянемо методи виправлення такої неполадки:
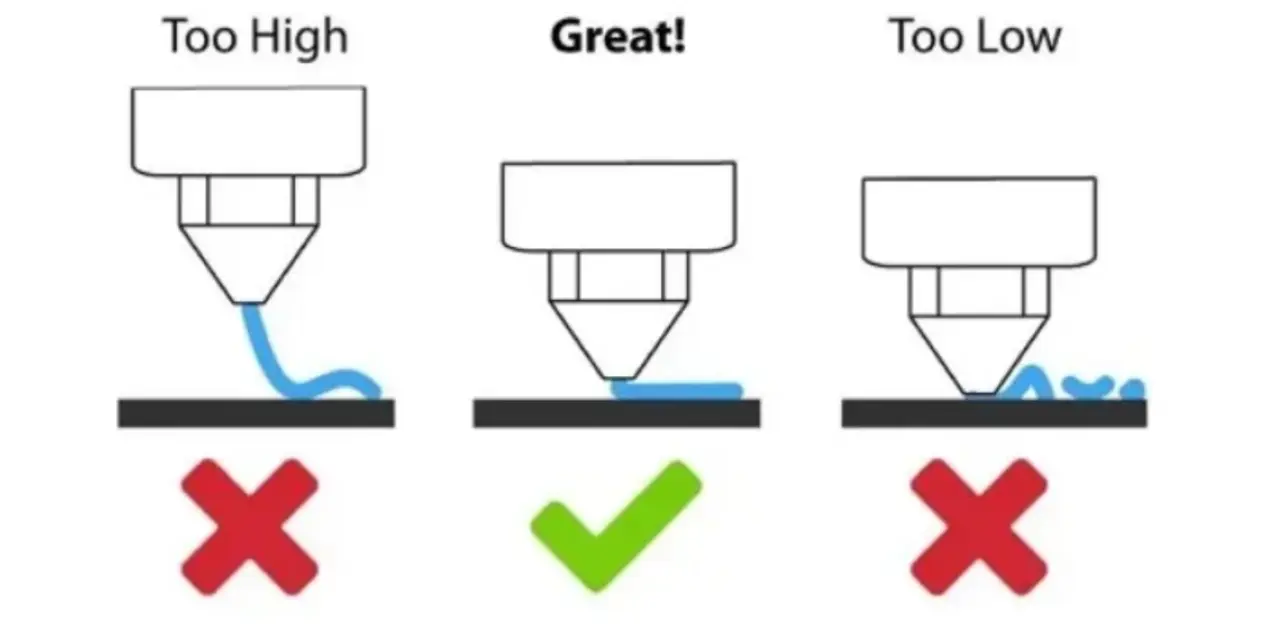
1. Зменшення відстані між ноззлом та платформою. Якщо ноззл розташований на великій відстані від платформи для друку, то філамент нещільно на ній закріплюється. Також пластик важко правильно до нього підключити. Ідеальний варіант полягає в тому, щоб підібрати такий розмір, який дозволить легко втискати філамент у платформу. Тут потрібно виконати вирівнювання друкованого столу, щоб забезпечити відповідну відстань.
2. Уповільнення швидкості друку 1 шару. Шляхом зменшення швидкості підвищуватиметься адгезія шару. Філамент стане гарячішим. Механізм потоку маніпулюватиме матеріалом, що дозволить знизити силу вигину. Тому для підвищення адгезії перших шарів швидкість друку слід підвищити на 5-10 мм/сек. На багатьох слайсерах вказуються налаштування за замовчуванням, які забезпечують швидший друк на 1 шарі. Найчастіше вони знаходяться на значенні 20-30 мм/сек.
3. Перевірка робочої пластини. Якщо ви бачите, що відбиток не прилипає до столу, слід перевірити саму пластику. Оператор має бути впевненим, що на столі відсутні об'єкти, які блокують шлях ноззла. Також стіл має бути вирівняний. Пластина має бути чистою. Якщо є забруднення, її потрібно очистити микрофибровой тканиною чи ізопропіловим спиртом.

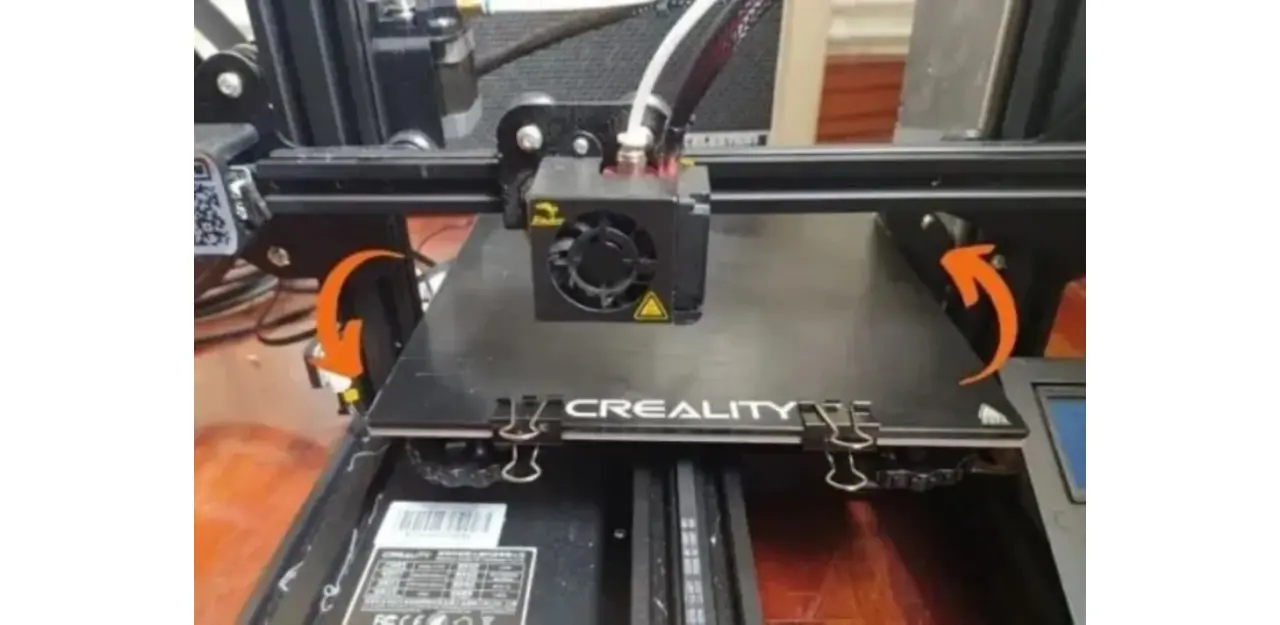
4. Регулювання рівня беда. Якщо ви бачите, що пластина чиста і рівна, але шари не прилипають і з'являються грубі кути, необхідно виконати регулювання беда. Цей процес виконується шляхом калібрування на осі Z кінцевого упору. Потім слід застосовувати регулювальні гвинти для осі Z. Завдяки їм можна опустити або підняти статину до рівня, доки вона не буде відповідати рівню ноззла.
5. Заміна філаменту. Коли описані вище методи не дозволяють досягти потрібного результату, слід замінити пластик. Деякі види філаменту схильні до деформації, тому виникають проблеми з прилипанням до платформи. При роботі з деформованим пластиком його слід замінити.
6. Застосування теплого беда. Оператор може використовувати бед, що підігрівається. Шляхом підігріву пластик зберігатиметься теплим, тому він не буде швидко остигати. Це дозволить уникнути проблем із грубими кутами. При роботі з бедом з підігрівом потрібно на пристрої ввімкнути цю функцію і задати температуру в діапазоні 50-60°C.
7. Використання полів чи плоту. У крайньому випадку ви можете вирішити питання з прилипанням 1 шару шляхом створення поля чи плоту. Поле – це маленький шар філаменту, оточуючий об'єкт, що забезпечує йому гарне прилипання до платформи. Пліт нагадує поля, але дозволяє створити основу для друку. Все це дозволяє залишатися моделі на місці та вирішити питання з грубими кутами.
Де можна купити найкращий пластик для 3D-друку?
Якщо ви хочете уникнути низки проблем із 3D-друком, то купуйте якісний пластик. Артлайн пропонує клієнтам великий вибір філаменту практично всіх доступних кольорів. У каталозі є різні види пластику, які зможуть задовольнити запити навіть найвибагливіших користувачів. Вибрати відповідний філамент можна за його довжиною, діаметром, щільністю. Якщо ви не можете визначитися з кращим пластиком, зверніться в техпідтримку Артлайн, фахівці допоможуть вам вибрати кращий пластик.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





