Предположим, вы уже длительный период времени владеете 3D-принтером. Вы уже смогли выровнять печатную панель и правильно настроить слайсер. Если вы хотите все сделать правильно, то придется приложить дополнительные усилия. Это означает, что необходимо работать с G-кодом. Такой подход позволит осуществить настройку кода, который дает команды двигателю, как перемещаться.
После выполненной калибровки устройства вы сможете быть уверены, что все изделия будут создаваться одинаковыми. Вам может потребоваться дополнительное время, чтобы выполнить настройку 1 слоя. Еще сюда относится процесс по настройке нити, шагового двигателя. Это необходимо для достижения высококачественной печати. Путем выполнения этих настроек удается осуществить эффективную оптимизацию 3D-принтера.
Далее мы детально ознакомиться с особенностями кода и способами калибровки настроек. Это обеспечит процесс создания идеальных изделий.
Содержание:
- Выбор первого слоя
- Калибровка шагового двигателя
- Точная настройка параметров нити
- Еще немного попыток
- Где можно купить 3D-принтер для работы?
Выбор первого слоя

Если вы хотите получить красивый отпечаток, то большое внимание следует уделить первому слою, который будет основой изделия. В ситуации, когда сопло находится очень близко со станиной, то происходит разрушение первого слоя. В итоге вы просто выбросите этот отпечаток. Также не стоит допускать ситуации, чтобы сопло размещалось далеко от станины. В этом случае изделие не сможет прилипнуть к панели, и ситуация выйдет из-под контроля.
Для улучшения 1 слоя потребуется осуществить настройки, которые обеспечат смещение для Z оси. Вы укажите показатель, которое будет передано 3D-принтеру. В нем будет содержаться информация, как далеко будет находиться данная ось от Z станины.
Если обобщить данную информацию, то 1 слой должен иметь отличную адгезию с печатной панелью. Если вы видите, что этот слой сплющен или в него впивается сопло, то для Z оси необходимо увеличить смещение. Если вы заметили, что 1 слоя отслаивается от следующего слоя, то такие смещения следует уменьшить.
Калибровка шагового двигателя
Шаговые двигатели нашли широкое применение в 3D-принтерах. При функционировании их вращение осуществляется небольшими шагами. Это позволяет на необходимое расстояние переместиться экструдеру или оси. Предположим, 100 шагов – это один оборот двигателя, поэтому половина оборота составляет 50 шагов. Таким способом пользователи эффективно контролируют процесс вращения.
Калибровка таких двигателей в аппарате состоит из определения связи между расстоянием и шагом. Если вам требуется выполнить калибровку экструдера, то потребуется проверить, чтобы устройство выдавало необходимое количество материала. Эта задача решается путем отправления подходящих команд G-кода на 3D-принтер.
Этап 1. Подготовка
Здесь необходимо выполнить сравнение настроек аппарата с реальным результатом. Если будет замечено несоответствие, то для его исправления осуществляем определенные расчеты. Инструкция:
- Отправляем команду М503. Это позволяет получить настройки устройства. Некоторая часть полученной информации должна иметь такой вид: «Шагов на единицу: M92 X100.00 Y100.00 Z400.00 E140.00».
- Полученные показатели играют большую роль в печатном процессе. Первые три говорят о том, сколько шагов следует выполнить шаговому двигателю, чтобы переместиться на 1 мм соответственно по осям X, Y, Z. На данном этапе настройки эти значения нам не нужны, мы позже вернемся к ним. Наша текущая задача состоит в том, чтобы определить последний показатель. Он говорит о числе шагов, который на 1 мм нити выполняет двигатель экструдера. Давайте дадим ему название номер А.
- Следующий шаг состоит в том, чтобы вставить нить и выполнить отметку на 50 мм выше, чем располагается верхняя часть экструдера. Для получения точных показателей используем штангенциркуль. Записываем полученные результаты – это наш номер B.
- После этого выполняем выдавливание нити, длина которой составляет 10 мм. Теперь снова меряем расстояние от верхней части экструдера до выбранной точки. Данное значение мы назовем C. Отсюда следует, что выражение В – С означает, сколько нити было выдавлено.

Выполняем числовую обработку. По формуле В – С мы получаем 10 мм. Это говорит о том, что калибровка экструдера выполнена правильно. В противном случае нам потребовалось бы по миллиметру осуществлять обновление шагов экструдера.
Проводим вычисление показателя D по следующей формуле 10*А / (В – С). Таким способом мы сможем узнать для экструдера число шагов на 1 мм. Если вы хотите добиться максимальной эффективности, то процесс вычисления D рекомендуется осуществлять не один раз. За основу нужно взять средний показатель. Это даст возможность компенсировать возможные ошибки, которые произошли в процессе измерения.
Этап 2. Калибровка экструдера 3D-принтера
Если требуется откалибровать устройство, то потребуется выполнить следующую инструкцию:
- Задаем команду М92 Е[D]. Таким способом нам удастся сообщить устройству новые показатели, но они сохранены не будут.
- Задаем команду М500. Это позволить сохранить новый показатель.
После выполнения этих команду калибровка экструдера завершается.
В качестве примера мы рассмотрим следующую ситуацию. Допустим, что мы провели изменения расстояния перед процессом экструзии. Между нужной точкой и вершиной экструзии расстояние составляет 53.10 мм. Вы осуществили тестовую экструзию, где увидели расстояние 42.80 мм. В итоге расчеты по формуле В – С равны 10.30 мм.
В ситуации, когда исходный показатель шагов для экструдера равен 140, наши расчетные показатели бы такие: 10*140/10.30=135.92. После этого нам потребовалось бы отправить устройству команду M92 E135.92.
При выполнении этих команду следует придерживаться рекомендаций профессионалов. При выполнении таких действие и при калибровке оси не нужно ожидать, что полученные итоги будут идеальными. После подтверждения того, что вы все откалибровали правильно, появятся некоторые отклонения. Пока значения будут довольно близкими к необходимым показателям, 3D-принтер будет работать хорошо.
Этап 3. Калибровка осей

Для качественной 3D-печати следует откалибровать не только экструдер, но и оси устройства. Данный процесс не отличается от настройки экструдера, но пользователь должен что-то напечатать.
Если вы будете калибровать экструдер, то этот процесс нужно осуществлять перед осями. Первая ось оказывает большое влияние на размеры создаваемых объектов. Во время калибровки осей потребуется проводить измерение отпечатков, поэтому пользователь должен быть уверен в том, что экструдер настроен.
Отличным вариантом для калибровки осей будет печать маленького кубика. Пользователь может его спроектировать самостоятельно в OpenSCAD или любом другом САПР.
Когда вы распечатаете куб, проведите измерение каждого размера. Вычисления необходимо повторить для всех осей по уже известной нам формуле D = 10*A / (B – C). При этом в ней необходимо выполнить замену некоторых переменных:
- (B – C) с полученными показателями;
- цифру 10 меняем на целевой показатель проведенных измерений;
- А – это М92 для данной оси, данное значение было записано после указания команды M503 во время выполнения первого этапа.
После этого потребуется отправить на аппарат команду М92. Затем меняем Е на буквенное обозначение необходимо оси.
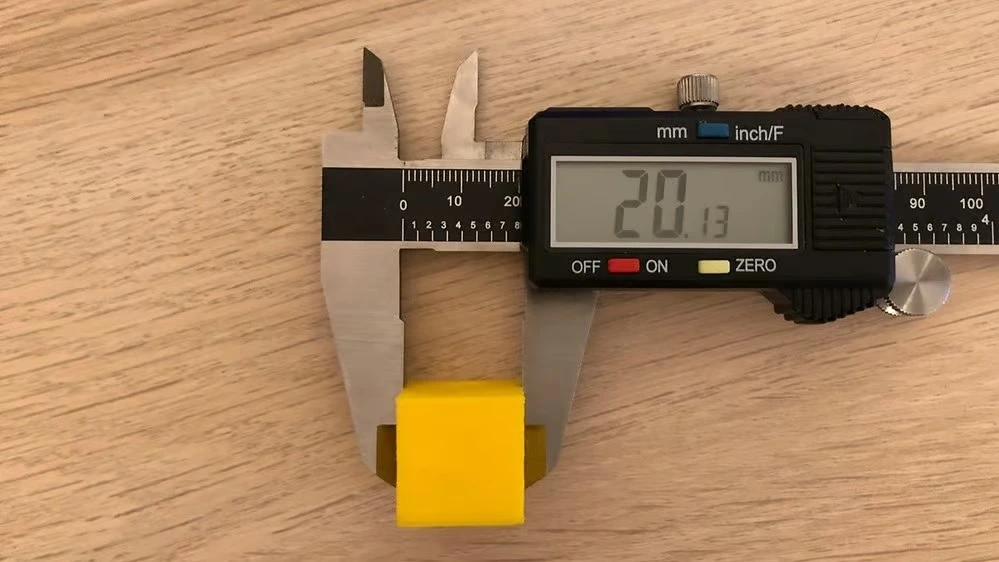
Перейдем к конкретному примеру. Допустим, длина каждой стороны напечатанного куба составляет 20 мм, но на оси Х длина равна 20.30 мм. Если бы показатель М92 для данной оси был задан 100.00, то он было бы обновлен путем указания следующей команды: M92 X98.52. Этот результат мы бы получили из расчетов по формуле: 20*10/20.30=98.52.
В данной ситуации профессионалы рекомендуют выполнить ряд изменений, чтобы добиться среднего показателя. Здесь нет надобности в печати двух и большего количества объектов. Достаточно провести измерения куба в разных осях.
Точная настройка параметров нити

Пластик от разных производителей даже одного цвета отличается разными свойствами. Каждый рулон с нитью является уникальным.
Для достижения лучших результатов печати нужно выполнить точную настройку показателей нити. Зачастую хорошие изделия получаются только в ситуации, когда пользователь устанавливает рекомендованные производителем настройки. Если поставлена цель получить наилучшие результаты, то следующую инструкцию потребуется выполнять после открытия каждого нового рулона нити.
Этап 1. Измерение нити
На практике диаметр рулона нити очень часто отличается от заявленных производителем параметров. Эти отличия могут достигать нескольких процентов. Зачастую на катушке указывается допуск на диаметр. Если вы хотите узнать реальный диаметр нити, то следует воспользоваться штангенциркулем:
- Выполняем измерения. Для этого используем минимум 3 места на катушке.
- Берем средний показатель проведенных измерений.
- Указываем данное значение в слайсере в качестве диаметра нити.
Пользователь должен большое внимание уделять этому вопросу. Правильное определение данного показателя позволит использовать только нужное количество нити.
Этап 2. Найдите подходящую температуру печати

После печати «температурной башни» вы сможете определить подходящую температуру для печати. Существует ряд методов для этого, с которыми можно ознакомиться в интернете. Все эти способы объединены одной целью. Они делятся на блоки, которые имеют разные показатели высоты. Печатать каждый такой блок следует при разных температурных показателях. После печати необходимо проанализировать блоки, что позволит определить оптимальные показатели температуры для рабочего процесса.
Печать «температурной башки» является сложным процессом. Пользователю придется перед печатью вручную вводить команды G-кода, если слайсер в 3D-принтере не может выполнить задачу на разной высоте при разных значениях температуры. Пользователю потребуется вставить нужные команды G-кода, чтобы задать значение температуры экструдера. Начинаются эти команды со значения М104.
Это можно сделать по следующей инструкции:
- В первую очередь пользователь должен вычислить высоту всех блоков. Это будет значение Н. Обозначения блоков будут начинаться с высоты 0, Н, 2Н, 3Н и т.д.
- Выбираем подходящий редактор, переходим к запуску файла с G-кодом. Находим те команды, которые дают устройству указания, как именно двигаться, все они начинаются с символов G В создаваемом G-коде будет находиться большое количество подобных файлов.
- Пользователю следует найти первую команду G-кода, она выглядит так: G1 Z[Н]. В нем могут находиться сведения о движении X, Y.
- Вставляем М104 S[Т] перед данной строкой. Здесь Т означает температуру блока, который стартует с Н.
- Эти действия следует повторить для всех блоков. Используем для этого подходящую температуру.
- После завершения выполняем печать нового файла с G-кодом.
Рассмотрим пример, где будут блоки высокой 10 мм. Показатели температуры меняются с 185 до 220 °C, при этом шаг изменения составляет 5 °C. В этом случае пользователю потребуется выбрать первую команду, где находится G1 Z10, что вызовет хотэнд на высоту 100 мм. Сразу после данной линии требуется задать температуру хотэнда 190 °C, для этого указываем команду М104 S190.
После печати «температурной башни» требуется перейти к изучению разных блоков. Такой подход позволит выбрать подходящие температурные показатели для печати. Здесь необходимо просто подобрать температуру, которая имеет лучший вид. Все будет готово после того, как вы зададите эту температуру для печати в слайсере.
Еще немного попыток

В этой статье мы рассмотрели основные методы настройки слайсера для нити и калибровки настройки 3D-принтера. При этом существует большое количество разных настроек, которые могут улучшить создаваемые изделия. Если вы хотите разобраться в том, что именно ваш аппарат делает хорошо, то потребуется выполнить специальные тесты. Это обеспечивает доработку отпечатков, что решает вопрос с рядом проблемных мест, например, выступы, мосты. Еще такие тесты обеспечивают диагностику проблем.
3DBenchy является наиболее популярным тестом. Также можно использовать любые другие виды тестов. Каждый такой тест имеет свои особенности. Для большинства их них предлагаются детальные инструкции, как правильно диагностировать ошибки и проблемы.
Где можно купить 3D-принтер для работы
Если вы хотите профессионально заняться 3D-печатью, то можете обратить внимание на принтеры от компании ELEGOO и Creality. Они продаются в интернет-магазине Артлайн. Клиентам доступно много разновидностей моделей устройств от данных производителей, а также расходные материалы.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01