Klipper является прошивкой для 3D-принтера. Он не выполняет на системной плате обработку G-кода, а просто выгружает его на сторонний компьютер. Зачастую им является Raspberry Pi. Подобный метод предоставляет Klipeer дополнительные возможности в сфере проведения вычислений. Контроллер устройства 3D-принтера сможет сфокусироваться на работе с собственным оборудованием.
В теории такой функционал Klipper обеспечивает быструю и высококачественную печать, если провести сравнение с традиционными методами. Это связано с оперативным осуществлением расчета и эффективной работой устройства. Иногда высокая скорость становится минусом. К примеру, части головки способны резонировать по примеру колокольного звона. Пользователь может не услышать этого и не увидеть. Проблема проявляется в качестве странных отражений, появляющихся на поверхности изделия. Это приводит к понижению качества печати. Проблема проявляется разными видами, например, звон, рябь, ореол и другое.
Далее мы рассмотрим опцию, позволяющую Klipper бороться с ореолами. Такое действия является «Формированием ввода» (Input shaping), а для его настройки от пользователя потребуются определенные усилия.
Содержание:
- Почему 3D-принтеры вибрируют и резонируют
- Что это такое?
- Как это работает
- Формула формирования ввода
- Настройка в Klipper
- Методы настройки
- Ручная настройка: предварительные сведения
- Настройки слайсера и Klipper
- Выполнение теста
- Ручная настройка: как это сделать
- Определение частоты ореолов
- Выбор типа формирования входа
- Перепечатка башни
- Подтверждение значений ускорения
- Советы
- Где можно купить лучший 3D-принтер?
Почему 3D-принтеры вибрируют и резонируют
В первую очередь необходимо рассмотреть, что приводит к вибрации устройства. На практике можно увидеть, что вибрация происходит из-за воздействия внешних сил, которые повторяются. Это приводит к резонированию и повышает интенсивность амплитуды вибраций.
В 3D-принтере отсутствует жесткая фиксация печатающей головки. Если происходят быстрые движения, то начинается проявляться вибрация. Еще может появиться выраженная резонансная частота с существенным уровнем вибрации.
Такой эффект непосредственно может оказаться незаметным. Все это приводит к тому, что сопло оказывается совершенно в другом месте. Для G-кода он находится не на своем месте, что и приводит к появлению артефактов на создаваемом изделии.
Данная проблема связана с особенностями проектирования таких устройства. Ситуация усугубляется при колебании приводных ремней или небольшой жесткости конструкции. Такие проблемы чаще всего наблюдаются в больших 3D-принтерах и в машинах с тяжелыми печатающими головками. Механические меры могут уменьшить подобное воздействие, но они не всегда являются эффективными.
Затем пользователь может понизить скорость печати или уменьшить ускорение печатающей головки. В данном процессе большое влияние оказывает входное формирование Klipper, что мы далее детально рассмотрим.
Что это такое?
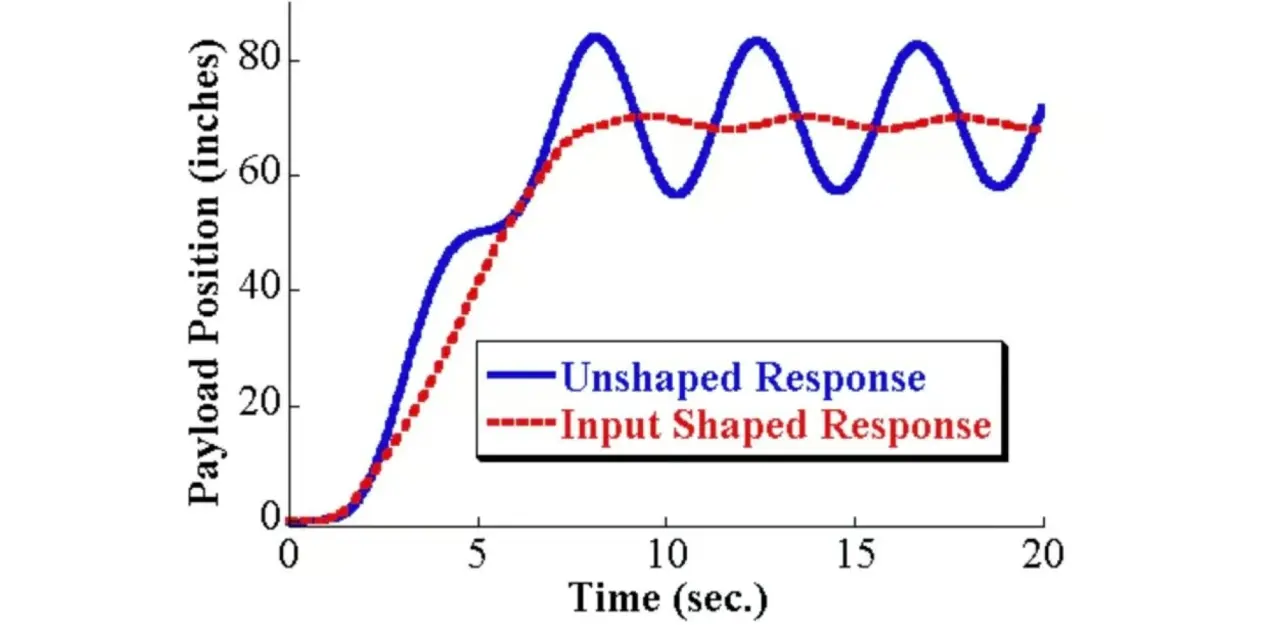
Компенсация резонанса или формирование входного сигнала позволяет уменьшить или полностью решить проблему с ореолами. Это достигается путем подавления резонансов. Подобный процесс напоминает наушники с шумоподавлением, когда происходит фильтрация звука в фоне.
Двоение связано с физическими проблемами устройства. Когда увеличивается скорость 3D-печати, то ситуация ухудшается. Это актуально в ситуации, когда движущиеся части, например, печатающая головка, имеют большой вес.
Наличие в изделии некоторого числа ореолов является приемлемым, но калибровка требуется в ситуации, когда необходима максимальная скорость 3D-печати. Для существенного или полного устранения ореолов можно использовать формирование ввода. Это защитит 3D-принтер от износа, а также обеспечит качественную и быструю работу аппарата. При этом полностью негативные последствия от вибрации здесь устранить нельзя.
Как это работает
В теории инженерного управления используется система по формированию ввода. Процесс реализации данной концепции является математически сложным процессом. Стартовая точка входного формирования – это понимание, насколько являются существенными резонансные вибрации и на каких частотах они находятся.
Имея такие сведения, можно работать с разными математическими моделями. Это позволит выполнить правильную компенсацию вибрации при помощи упреждающего изменения движения шагового двигателя устройства. Подобный процесс заключается в том, что нежелательные движения будут заторможены. Если требуется техническое описание, то оно выполняется свертыванием последовательности импульсов, которые подаются на шаговые драйверы.
Формула формирования ввода
В разных видах моделей формирования ввода, где осуществляется фактическая компенсация, находятся разные названия, например, «3Hump-EI» (здесь EL – это сверхнечувствительный), «MZV» (вибрация нулевой величины). Обычному пользователю не стоит углубляться в работу системы, так как существуют специальные инструкции. С их помощью можно выбрать, что именно подходит для достижения цели.
При выборе модели стоит обращать внимание на используемый 3D-принтер. Для осей X, Y предлагаются разные лучшие варианты.
Настройка в Klipper
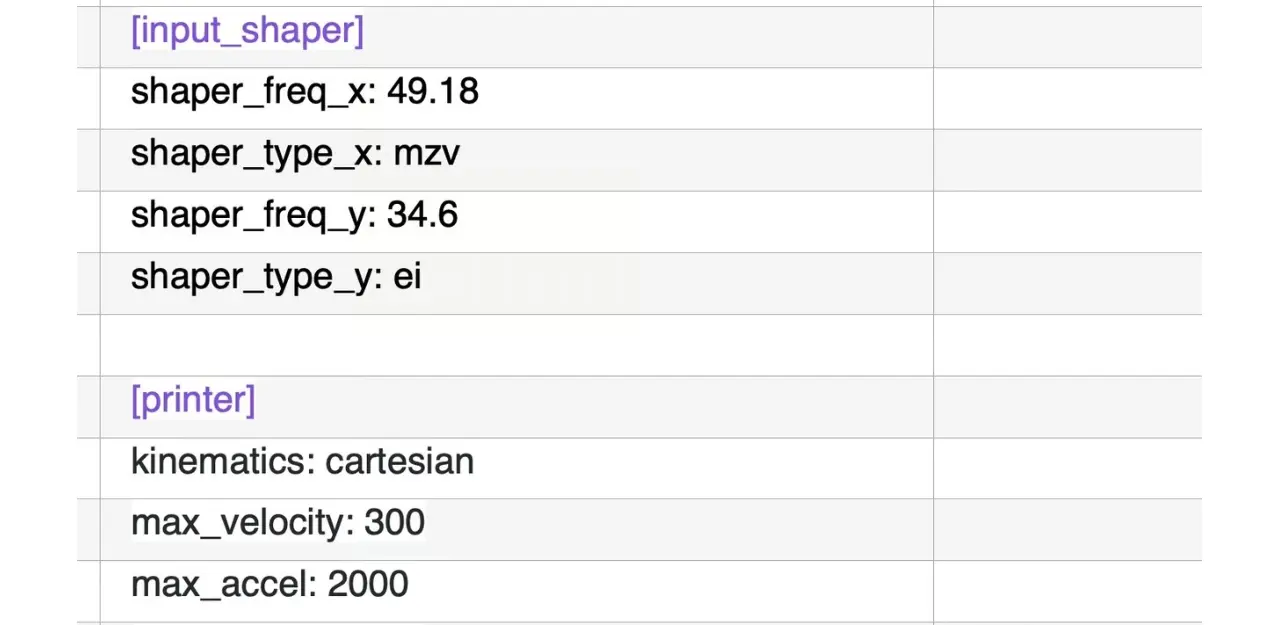
В файл Klipper вводятся необходимые виды входного формирователя и резонансные частоты. Считывание осуществляется после каждого запуска Klipper. Например, рассмотрим запись:
shaper_freq_x: 49.18 shaper_type_x: mzv shaper_freq_y: 34.6 shaper_type_y: ei
Данная запись означает: для X оси MZV с частотой 49.18 Гц, для Y оси EI с частотой 34.6 Гц. Пользователи должны понимать, что при изменении натяжения ремня или других физических изменениях потребуется пересмотреть сделанные настройки.
Методы настройки
Пользователь должен подобрать такой способ настройки, который позволит вычислить резонансные частоты по X, Y осям. Это позволит подобрать оптимальный вариант формирования ввода. Имеется два способа достичь это:
- Ручная настройка. Здесь происходит создание калибровочного образца. После этого с него снимаются показатели. Главный плюс способа состоит в простой реализации. Минус связан с меньшей точностью. Он не подойдет для сложных резонансов.
- Автоматическая настройка. Пользователи могут точно выполнить настройки, но способ сложный в реализации. Тесты базируются на использовании акселерометра, который следует прикрепить к печатающей головке и к подвижной платформе.
Далее мы остановимся на ручной настройке.
Ручная настройка: предварительные сведения
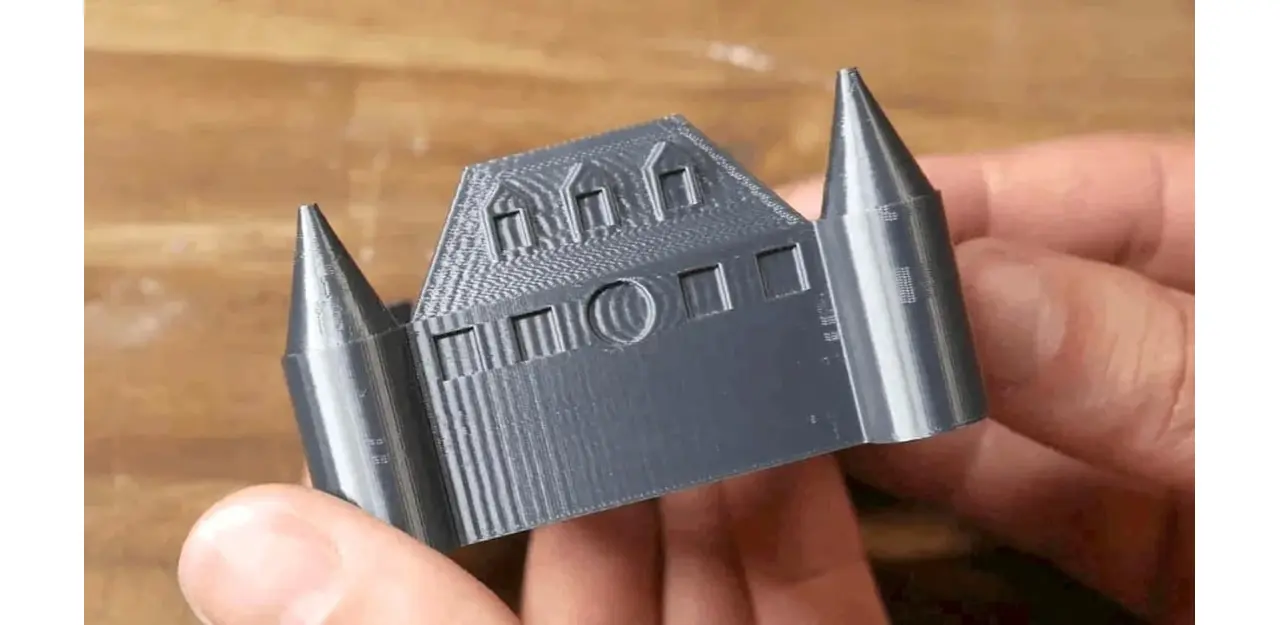
Этот метод является наиболее распространенным. Пользователю потребуется выполнить 3D-печать калибровочного образца. Данная модель называется настроечной башней. Она базируется на 2 перпендикулярных стенах: для X и Y осей. В этих стенах имеются повторяющиеся зубчатые формы, что позволяет существенно облегчить калибровку. Это позволяет усилить ореолы в любых направлениях. Башню можно распечатать из любых филаментов. Лучшим вариантом будет обычный пластик.
Настройки слайсера и Klipper
Процесс нарезания настроечной башни осуществляется по определенным правилам. Высота слоя составляет 0.2 или 0.25 мм, скорость печати по внешнему периметру находится в диапазоне 80-100 мм/с. Минимальное время слоя – до 3 секунд, при этом должно быть деактивировано динамическое управление ускорением.
Определенные настройки нужно сделать и для Klipper. В нем для значения «Максимальное ускорение» задается 10000. Еще «Скорость квадратного угла» ставится по умолчанию, а «Упреждение давления» деактивируется.
Выполнение теста

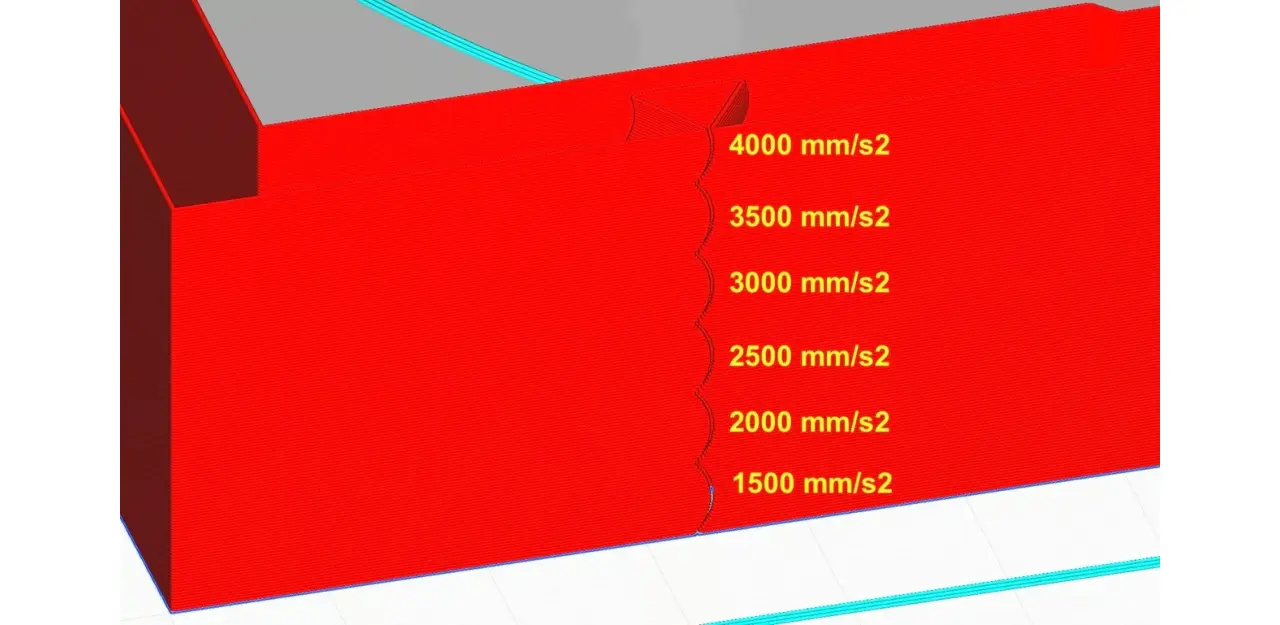
Мы выполняем печать более 1 башни, для этого применяем различные настройки. Изначально изделие печаталось при помощи команды Klipper, увеличивающей ускорение вверх через каждые 5 мм по вертикали:
TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5
Здесь ускорение стартует с 1500 мм/с2, а увеличение составляет 500, пока не будет достигнут показатель 7500 мм/с2. Для вашего 3D-принтера это большое значение, поэтому может потребоваться прервать тест до его завершения. Если отчетливо видно звон, то не обязательно ожидать завершения 3D-печати.
После распечатывания башни требуется выполнить ее визуальный осмотр. Проводятся измерения для получения необходимой информации.
Ручная настройка: как это сделать
Главная цель настроечной башни состоит в выявлении частоты звона по X и Y осям. Если они отличаются, то это совершенно нормальное явление. Это будет хорошей основой для следующего сравнения, что позволит определить уровень естественного сглаживания с использованием Input Shaping.
Напечатанная башня использует настройки для формирования ввода вручную. В данный процесс входит определение частот ореолов, выбор типа формирования, а также повторная печать данного изделия. После этого подтверждаются показатели ускорения.
Определение частоты ореолов
Инструкция:
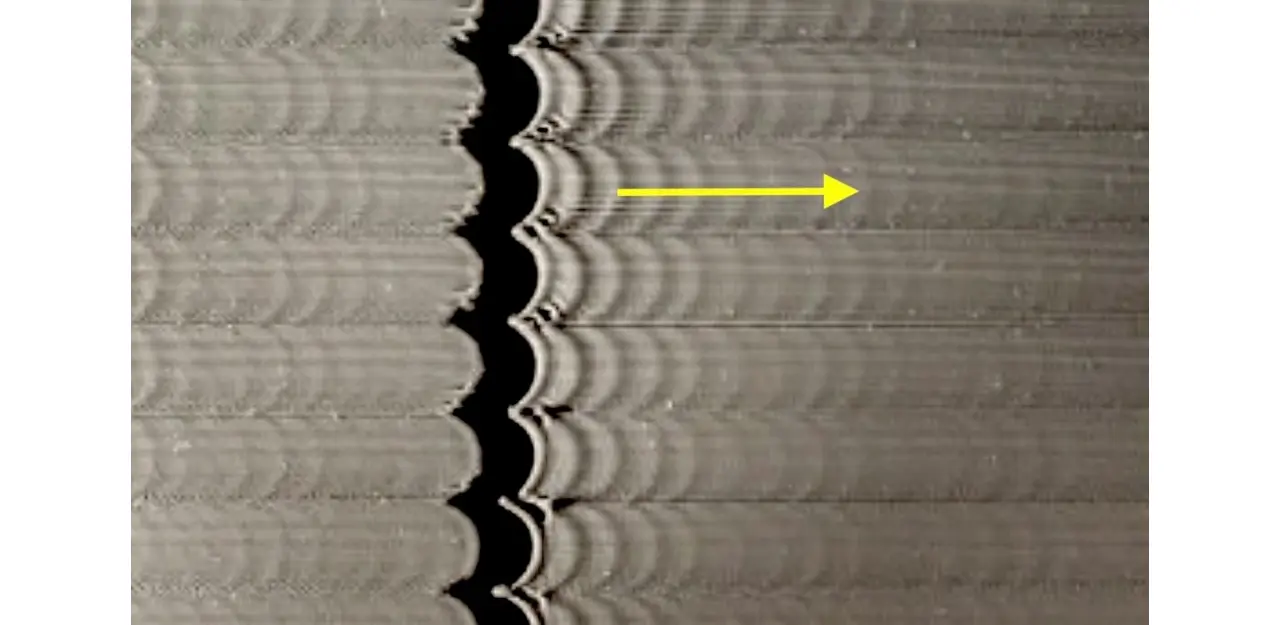
- Шаг 1. Первая напечатанная настроечная башня позволяет определить преобладающую частоту ореолов или звона. Измерения следует выполнять тщательно, вы должны вычислить расстояние между колебаниями, которые повторяются. Для этого используйте максимальное количество пульсаций, а измерения выполняйте штангенциркулем или линейкой. На картинке выше показана желтая стрелка. Она охватывает 6 колебаний. На практике первые 2 колебания игнорируются. Для X и Y осей данные процессы являются одинаковыми.
- Шаг 2. Для вычисления частоты необходимо скорость 3D-печати умножить на число колебаний, разделенное на определенное расстояние. В нашем примере мы нашли 6 колебаний. Предположим, скорость 3D-печати составила 100 мм/с, расстояние – 12.2 мм. Отсюда следует, что частота составляет 49.18 Гц.
- Шаг 3. Когда вычисление частоты завершено, полученные значения необходимо указать в файле конфигурации Klipper. В рассматриваемом примере мы вычисляли частоту по Х оси, поэтому запись должна быть следующая: shaper_freq_x: 49.18. Потом нужно повторить процесс для Y оси. Если на одной оси отсутствуют видимые ореолы, то эту настройку в Klipper можно пропустить.
Выбор типа формирования входа
Следующий этап состоит в выборе подходящего варианта входного ввода формирователям. Затем мы его укажем в файле конфигурации. В инструкции Klipper указано, что EL является лучшим вариантом для 3D-принтеров, где по оси Y осуществляется перемещение платформы. В нашем примере мы используем MVZ. Создаем следующую команду:
shaper_freq_x: 49.18 shaper_type: mzv
Типы входного формирования в инструкции написаны в верхнем регистре, в конфигурационном файле их следует указывать в нижнем регистре.
Перепечатка башни
Выполняем перезапуск Klipper. Запускаем аналогичную команду теста:
TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5
В напечатанном изделии будет существенное улучшение ореолов. В качестве эксперимента вы можете снова выполнить данный процесс, но в качестве входного формирователя указать альтернативный тип.
Подтверждение значений ускорения
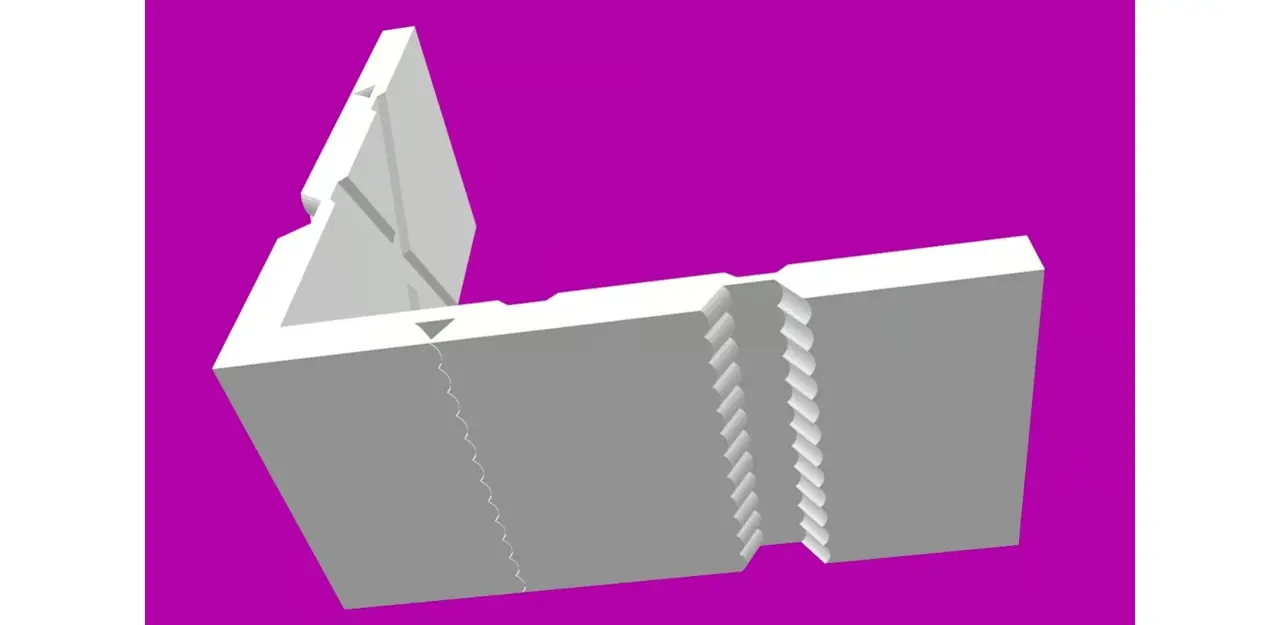
Следующий этап состоит в вычислении значения ускорения. Для этого нужно проанализировать второй тестовый отпечаток. Следует детально осмотреть часть настроечной башни, где имеется маленький зубчатый зазор толщиной 0.15 мм.
Формирование ввода добавляет некоторое сглаживание. Данный разрыв позволяет измерить то, как сильно осуществлено сглаживание. Получается более широкий зазор и большее сглаживание, чем больше ускорение.
Максимально рекомендуемое измерение определяется в точке, где зазор существенно больше 0.15 мм. По умолчанию ускорение настроечной башни стартует с 1500 мм/с2 и способно повыситься через каждые 5 мм на 500 мм/с2.
Предположим, получился зазор более 20 мм (при ускорении 3500 мм/с2). В этом случае рекомендуемое максимальное ускорение – 3000 мм/с2. В файле конфигурации Klipper значение максимального ускорения указывается «max_accel». Поэтому там потребуется ввести: max_accel: 3000.
Советы
Иногда у пользователей появляются проблемы с интерпретацией настроечной башни. Это касается нерегулярных расстояний между призрачными изображениями. Это говорит о том, что имеется несколько резонансных частот или наблюдаются другие проблемы. В инструкции Klipper имеется глава, где говорится о недостоверных измерениях. Эта информация позволит вам решить вопрос, но потребуется использовать продвинутый метод поиска резонансов. Зачастую потребуется работать с дополнительным оборудованием.
Иногда зазор в напечатанной башне отсутствует. Это происходит при установке максимального ускорения и случается с реализациями Боудена. Там даже на зубчатом узоре могут появиться пятна. В данной ситуации потребуется повторно выполнить предложенные выше шаги, но с активированным Pressure Advance.
Где можно купить лучший 3D-принтер?
Выбор подходящего 3D-принтера является важным процессом. Сейчас в интернет-магазине Артлайн предлагается большой выбор таких устройств от лучших производителей Creality и ELEGOO. Квалифицированные менеджеры помогут вам подобрать оптимальный аппарат для решения поставленных задач.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01