Klipper є прошивкою для 3D-принтера. Він не виконує на системній платі обробку G-коду, а просто вивантажує його на сторонній комп'ютер. Найчастіше ним є Raspberry Pi. Подібний метод надає Klipeer додаткові можливості для проведення обчислень. Контролер пристрою 3D-принтера зможе сфокусуватися на роботі з власним обладнанням.
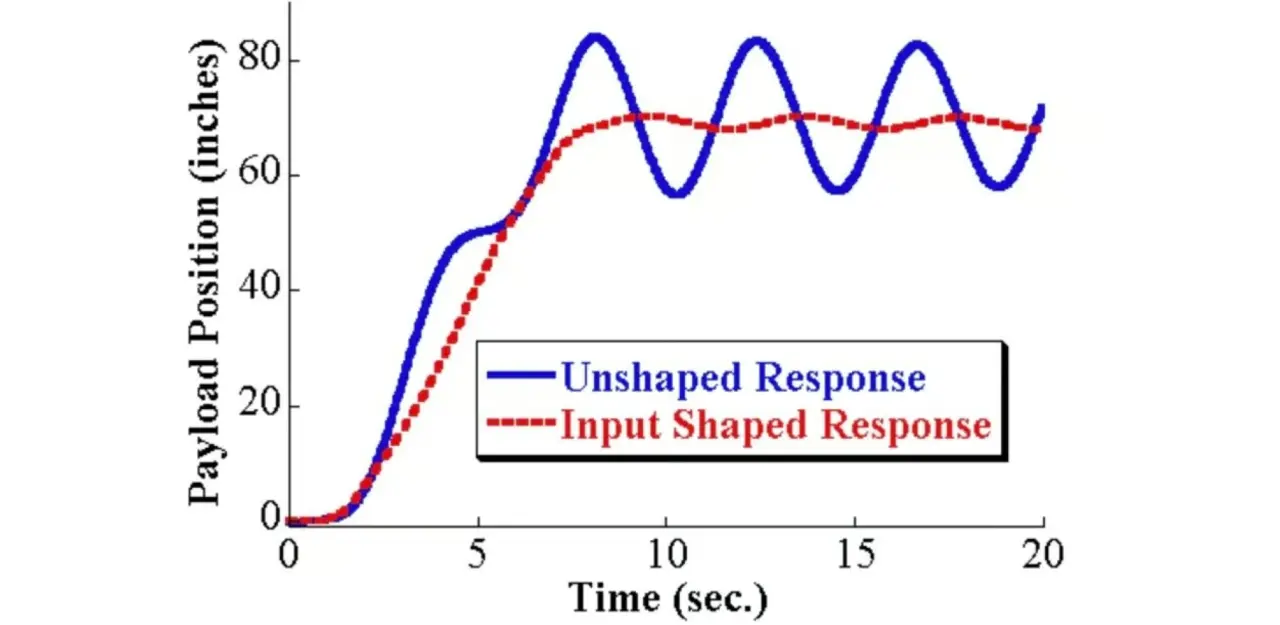
Теоретично такий функціонал Klipper забезпечує швидкий і високоякісний друк, якщо провести порівняння з традиційними методами. Це пов'язано з оперативним здійсненням розрахунку та ефективною роботою пристрою. Іноді висока швидкість стає мінусом. Наприклад, частини головки здатні резонувати за прикладом дзвону. Користувач може не почути цього та не побачити. Проблема проявляється як дивні відображення, що з'являються на поверхні виробу. Це призводить до зниження якості друку. Проблема проявляється різними видами, наприклад, дзвін, бриж, ореол та інше.
Далі ми розглянемо опцію, що дозволяє Klipper боротися з ореолами. Така дія є "Формуванням введення" (Input shaping), а для її налаштування від користувача знадобляться певні зусилля.
Зміст:
- Чому 3D-принтери вібрують та резонують
- Що це таке?
- Як це працює
- Формула формування введення
- Налаштування в Klipper
- Методи налаштування
- Ручне налаштування: попередня інформація
- Налаштування слайсера та Klipper
- Виконання тесту
- Ручне налаштування: як це зробити
- Визначення частоти ореолів
- Вибір типу формування входу
- Передрук вежі
- Підтвердження значень прискорення
- Поради
- Де можна купити найкращий 3D-принтер?
Чому 3D-принтери вібрують та резонують
Перш за все необхідно розглянути, що призводить до вібрації пристрою. Насправді можна побачити, що вібрація відбувається через вплив зовнішніх сил, які повторюються. Це призводить до резонування та підвищує інтенсивність амплітуди вібрацій.
У 3D-принтері немає жорсткої фіксації друкувальної головки. Якщо відбуваються швидкі рухи, то починається вібрація. Ще може виникнути виражена резонансна частота з значним рівнем вібрації.
Такий ефект може виявитися непомітним. Все це призводить до того, що сопло виявляється зовсім в іншому місці. Для G-коду він знаходиться не на своєму місці, що і призводить до появи артефактів на виробі, що створюється.
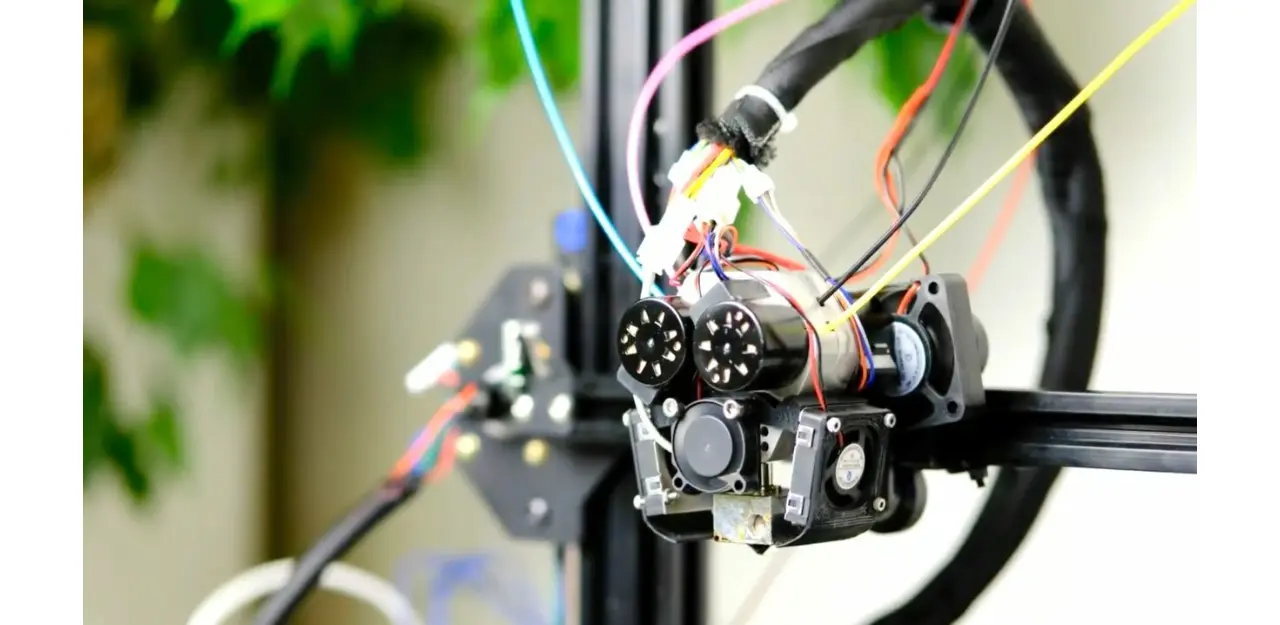
Ця проблема пов'язана з особливостями проектування таких пристроїв. Ситуація посилюється при коливанні приводних ременів або невеликої жорсткості конструкції. Такі проблеми найчастіше спостерігаються у великих 3D-принтерах та машинах з важкими друкуючими головками. Механічні заходи можуть зменшити подібну дію, але вони не завжди є ефективними.
Потім користувач може знизити швидкість друку або зменшити прискорення друкувальної голівки. У цьому процесі великий вплив надає вхідне формування Klipper, що далі детально розглянемо.
Що це таке?
Компенсація резонансу чи формування вхідного сигналу дозволяє зменшити чи повністю вирішити проблему з ореолами. Це досягається шляхом придушення резонансів. Подібний процес нагадує навушники з шумоподавленням, коли відбувається фільтрація звуку у фоні.
Здвоєння пов'язане з фізичними проблемами пристрою. Коли збільшується швидкість 3D-друку, ситуація погіршується. Це актуально в ситуації, коли частини, що рухаються, наприклад, друкуюча головка, мають велику вагу.
Наявність у виробі деякого числа ореолів є прийнятною, але калібрування потрібне в ситуації, коли потрібна максимальна швидкість 3D-друку. Для суттєвого чи повного усунення ореолів можна використовувати формування введення. Це захистить 3D-принтер від зношування, а також забезпечить якісну та швидку роботу апарату. При цьому повністю негативні наслідки від вібрації тут не можна усунути.
Як це працює
У теорії інженерного управління використовується система з формування введення. Процес реалізації цієї концепції є математично складним процесом. Стартова точка вхідного формування – це розуміння, наскільки суттєвими є резонансні вібрації і на яких частотах вони знаходяться.
Маючи таку інформацію, можна працювати з різними математичними моделями. Це дозволить виконати правильну компенсацію вібрації за допомогою попереджувальної зміни руху крокового двигуна пристрою. Подібний процес полягає в тому, що небажані рухи будуть загальмовані. Якщо потрібен технічний опис, він виконується згортанням послідовності імпульсів, які подаються на крокові драйвери.
Формула формування введення
У різних видах моделей формування введення, де здійснюється фактична компенсація, є різні назви, наприклад, «3Hump-EI» (тут EL – це надчутливий), «MZV» (вібрація нульової величини). Зазвичай користувачеві не варто заглиблюватися в роботу системи, оскільки існують спеціальні інструкції. З їхньою допомогою можна вибрати, що саме підходить для досягнення мети.
При виборі моделі варто звертати увагу на 3D-принтер, що використовується. Для осей X, Y пропонуються різні найкращі варіанти.
Налаштування в Klipper
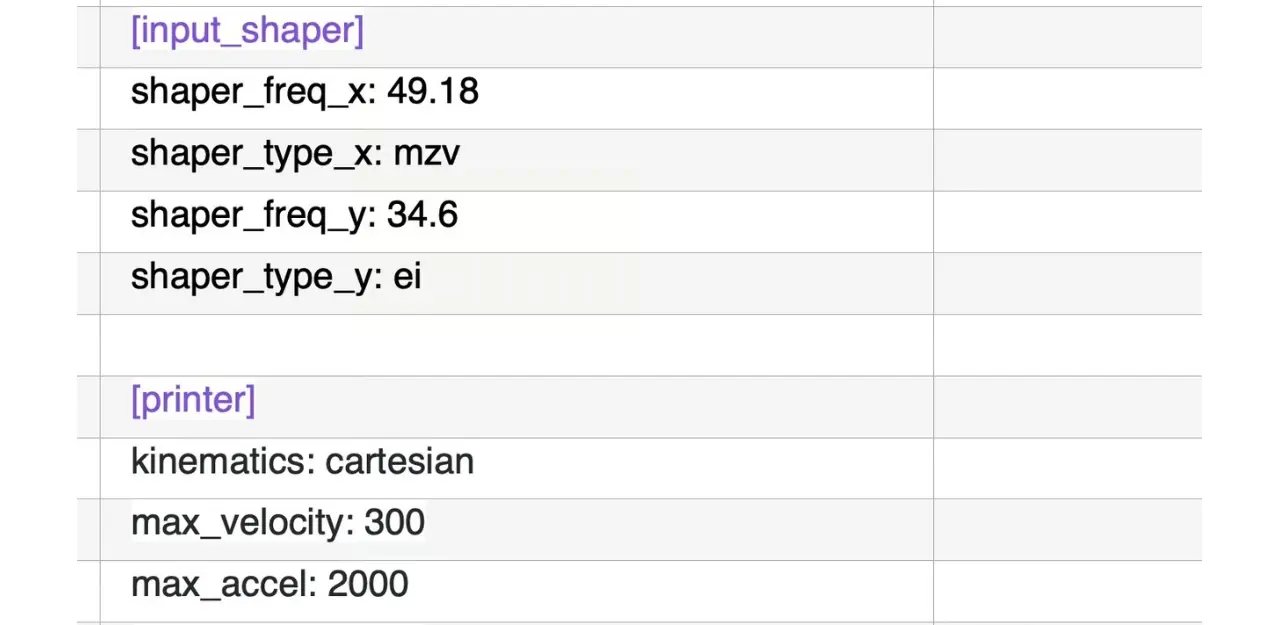
У файл Klipper вводяться необхідні види вхідного формувача та резонансні частоти. Зчитування здійснюється після кожного запуску Klipper. Наприклад, розглянемо запис:
shaper_freq_x: 49.18 shaper_type_x: mzv shaper_freq_y: 34.6 shaper_type_y: ei
Даний запис означає: для X осі MZV з частотою 49.18 Гц, для Y осі EI з частотою 34.6 Гц. Користувачі повинні розуміти, що при зміні натягу ременя або інших фізичних змін потрібно переглянути зроблені налаштування.
Методи налаштування
Користувач повинен підібрати такий спосіб налаштування, який дозволить обчислити резонансні частоти по X, Y осях. Це дозволить підібрати оптимальний варіант формування введення. Є два способи досягти це:
- Ручне налаштування. Тут відбувається створення калібрувального зразка. Після цього з нього знімаються показники. Головний плюс способу полягає у простій реалізації. Мінус пов'язаний із меншою точністю. Він не підходить для складних резонансів.
- Автоматичне налаштування. Користувачі можуть точно виконати налаштування, але спосіб складний у реалізації. Тести базуються на використанні акселерометра, який слід прикріпити до голівки, що друкує, і до рухомої платформи.
Далі ми зупинимося на ручному налаштуванні.
Ручне налаштування: попередня інформація
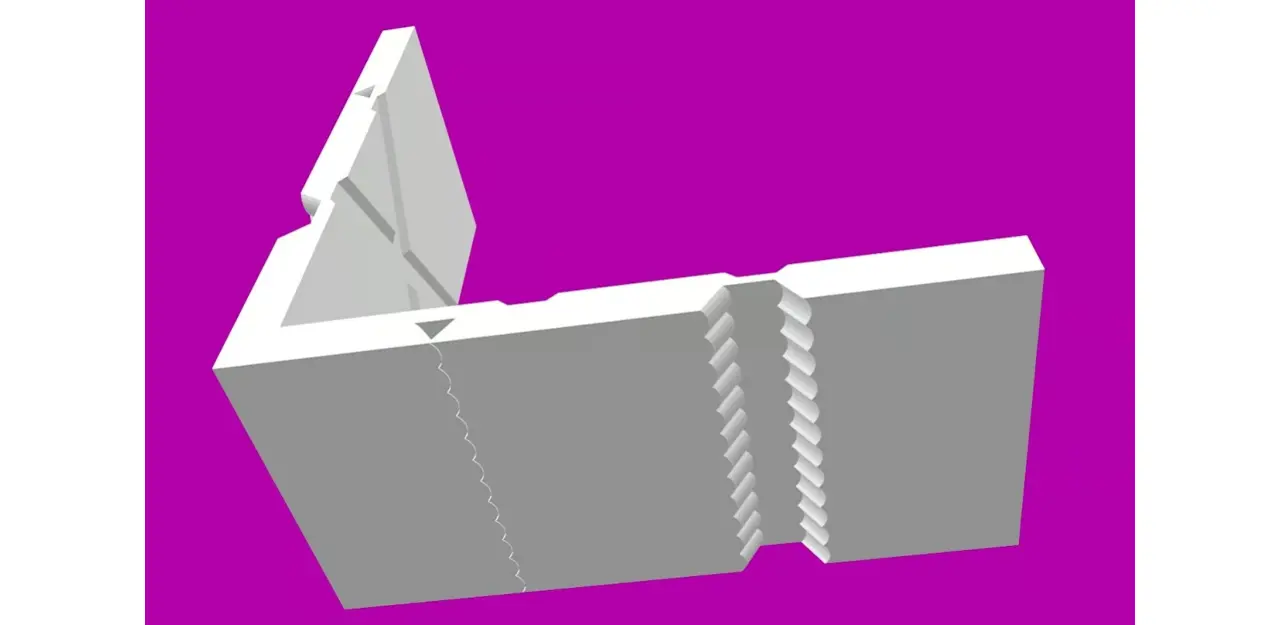
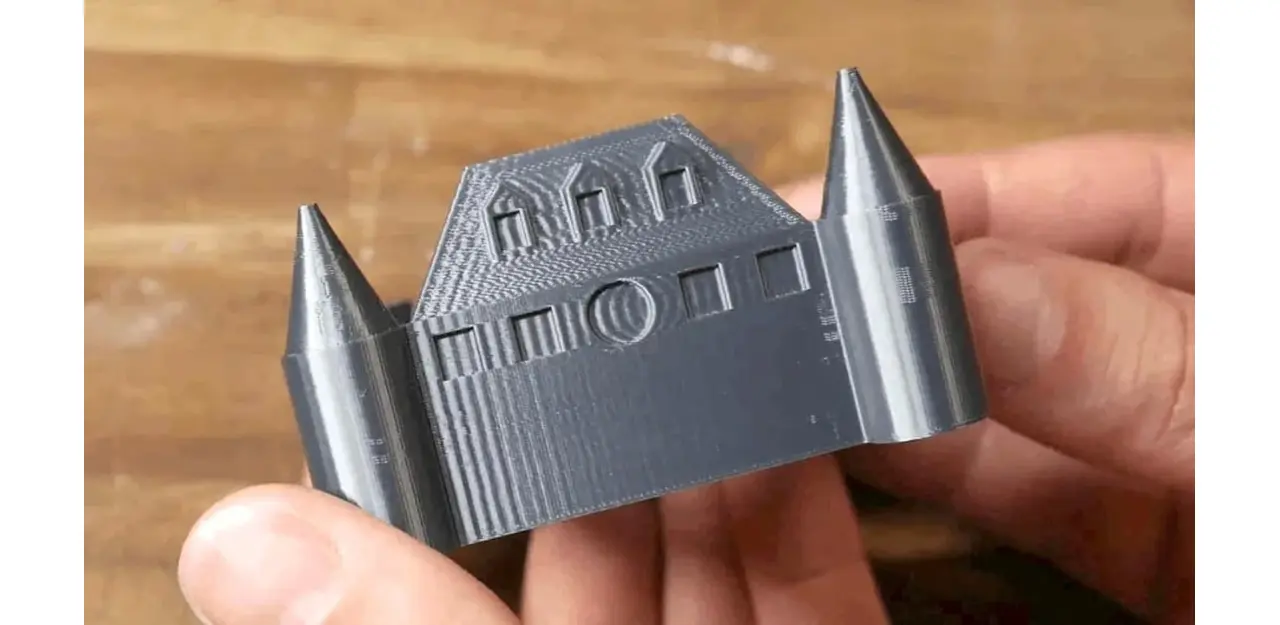
Цей метод є найпоширенішим. Користувачеві потрібно виконати 3D-друк калібрувального зразка. Дана модель називається настроювальною вежею. Вона базується на 2 перпендикулярних стінах: для X та Y осей. У цих стінах є повторювані зубчасті форми, що дозволяє суттєво полегшити калібрування. Це дозволяє посилити ореоли у будь-яких напрямках. Вежу можна роздрукувати з будь-яких філаментів. Найкращим варіантом буде звичайний пластик.
Налаштування слайсера та Klipper
Процес нарізування настроювальної вежі здійснюється за певними правилами. Висота шару становить 0.2 чи 0.25 мм, швидкість друку по зовнішньому периметру перебуває у діапазоні 80-100 мм/с. Мінімальний час шару – до 3 секунд, при цьому має бути деактивовано динамічне керування прискоренням.
Певні налаштування потрібно зробити для Klipper. У ньому значення «Максимальне прискорення» задається 10000. Ще «Швидкість квадратного кута» ставиться за замовчуванням, а «Випередження тиску» деактивується.
Виконання тесту

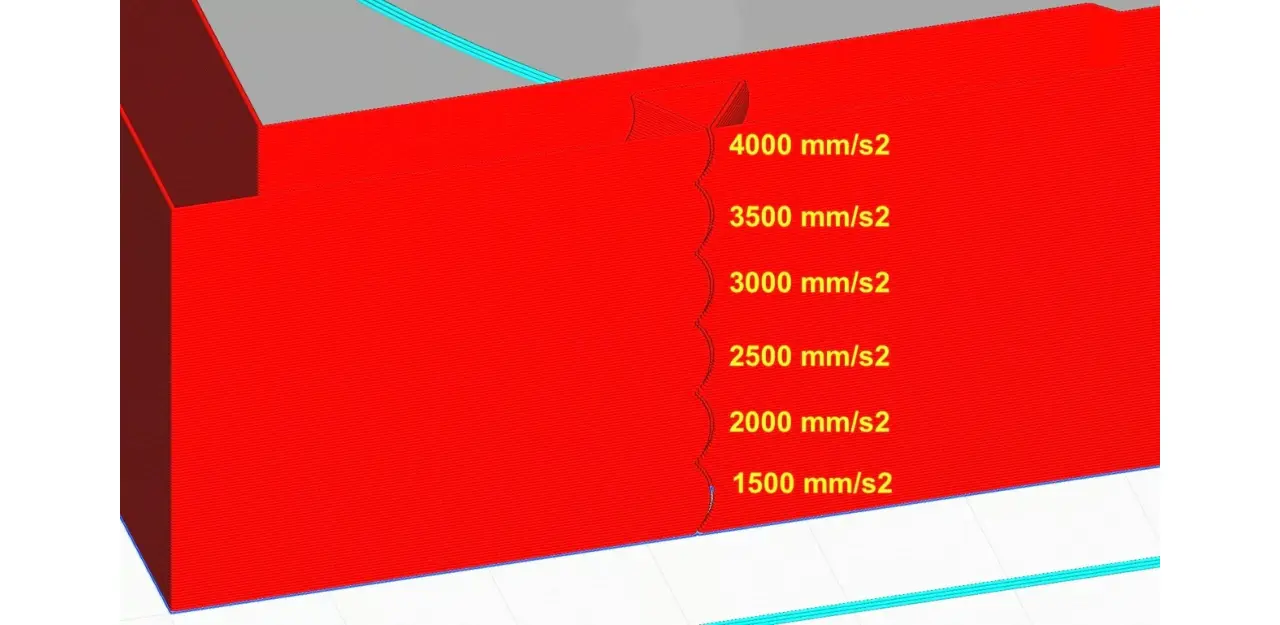
Ми виконуємо друк понад 1 вежі, для цього застосовуємо різні налаштування. Спочатку виріб друкувався за допомогою команди Klipper, яка збільшує прискорення вгору через кожні 5 мм по вертикалі.
TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5
Тут прискорення стартує з 1500 мм/с2, а збільшення становить 500, доки досягне показник 7500 мм/с2. Для вашого 3D-принтера це велике значення, тому може знадобитися перервати тест до його завершення. Якщо виразно видно дзвін, то не обов'язково чекати завершення 3D-друку.
Після друку вежі потрібно виконати її візуальний огляд. Проводяться виміри для отримання необхідної інформації.
Ручне налаштування: як це зробити
Головна мета настроювальної вежі полягає у виявленні частоти дзвону по X та Y осях. Якщо вони відрізняються, це абсолютно нормальне явище. Це буде хорошим підґрунтям для наступного порівняння, що дозволить визначити рівень природного згладжування з використанням Input Shaping.
Надрукована вежа використовує параметри для формування введення вручну. В даний процес входить визначення частот ореолів, вибір типу формування, а також повторний друк цього виробу. Після цього підтверджуються показники прискорення.
Визначення частоти ореолів
Інструкція:
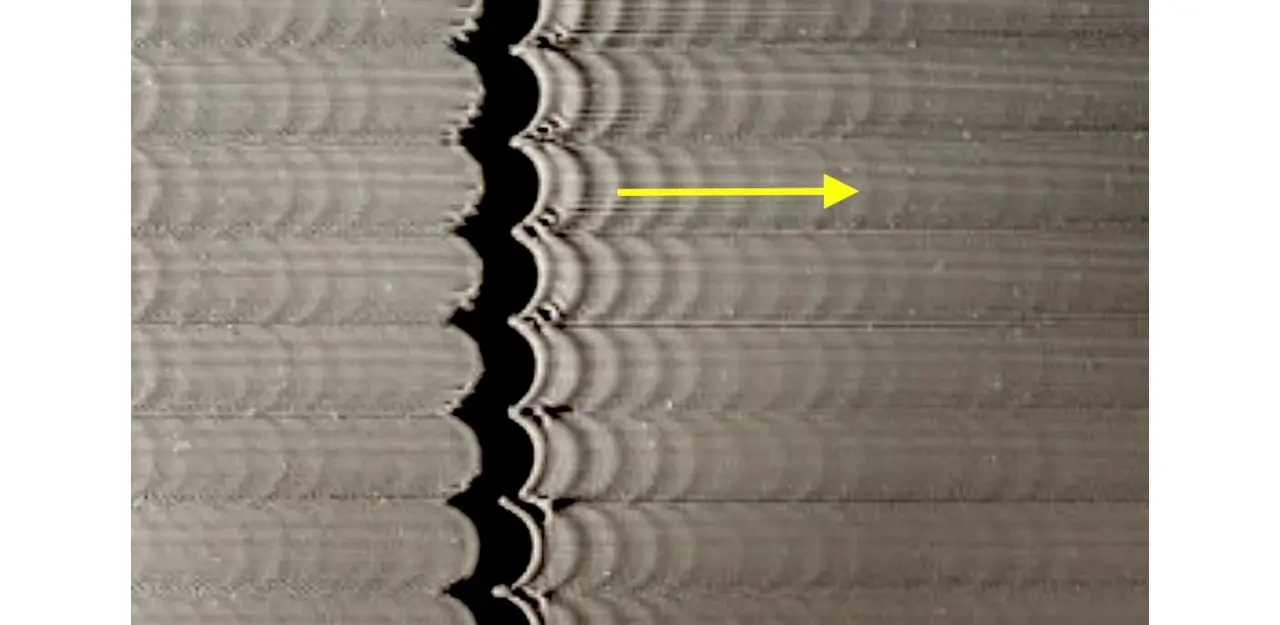
- Крок 1. Перша надрукована настроювальна вежа дозволяє визначити переважну частоту ореолів або дзвону. Вимірювання слід виконувати ретельно, ви повинні обчислити відстань між повторюваними коливаннями. Для цього використовуйте максимальну кількість пульсацій, а виміри виконуйте штангенциркулем або лінійкою. На зображенні вище показана жовта стрілка. Вона охоплює 6 коливань. Насправді перші 2 коливання ігноруються. Для X та Y осей дані процеси є однаковими.
- Крок 2. Для обчислення частоти необхідно швидкість 3D-друку помножити на кількість коливань, поділених на певну відстань. У нашому прикладі ми виявили 6 коливань. Припустимо, швидкість 3D-друку склала 100 мм/с, відстань – 12.2 мм. Звідси випливає, що частота становить 49.18 Гц.
- Крок 3. Коли обчислення частоти завершено, отримані значення необхідно вказати у конфігураційному файлі Klipper. У прикладі, що розглядається, ми обчислювали частоту по Х осі, тому запис повинен бути наступний: shaper_freq_x: 49.18. Потім необхідно повторити процес для Y осі. Якщо на одній осі відсутні видимі ореоли, це налаштування в Klipper можна пропустити.
Вибір типу формування входу
Наступний етап полягає у виборі відповідного варіанта вхідного введення формувачам. Потім ми вкажемо його у файлі конфігурації. В інструкції Klipper вказано, що EL є найкращим варіантом для 3D-принтерів, де по осі Y здійснюється переміщення платформи. У прикладі ми використовуємо MVZ. Створюємо наступну команду:
shaper_freq_x: 49.18 shaper_type: mzv
Типи вхідного формування в інструкції написані у верхньому регістрі, в конфігураційному файлі слід вказувати в нижньому регістрі.
Передрук вежі
Виконуємо перезапуск Klipper. Запускаємо аналогічну команду тесту:
TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5
У виготовленому виробі буде суттєве поліпшення ореолів. Як експеримент ви можете знову виконати цей процес, але як вхідний формувач вказати альтернативний тип.
Підтвердження значень прискорення
Наступний етап полягає у обчисленні значення прискорення. Для цього слід проаналізувати другий тестовий відбиток. Слід детально оглянути частину настроювальної вежі, де є невеликий зубчастий зазор товщиною 0.15 мм.
Формування введення додає деяке згладжування. Цей розрив дозволяє виміряти те, як сильно здійснено згладжування. Виходить ширший зазор і більше згладжування, ніж прискорення.
Максимально рекомендований вимір визначається в точці, де зазор значно більше 0.15 мм. За замовчуванням прискорення настроювальної вежі стартує з 1500 мм/с2 і здатне підвищитись через кожні 5 мм на 500 мм/с2.
Припустимо, вийшов зазор більше 20 мм (при прискоренні 3500 мм/с2). У цьому випадку рекомендоване максимальне прискорення – 3000 мм/с2. У конфігураційному файлі Klipper значення максимального прискорення вказується «max_accel». Тому там потрібно буде запровадити: max_accel: 3000.
Поради
Іноді користувачі мають проблеми з інтерпретацією настроювальної вежі. Це стосується нерегулярних відстаней між примарними зображеннями. Це свідчить, що є кілька резонансних частот чи інші проблеми. В інструкції Klipper є розділ, де йдеться про недостовірні виміри. Ця інформація дозволить вам вирішити питання, але потрібно буде використовувати просунутий метод пошуку резонансів. Найчастіше потрібно працювати з додатковим обладнанням.
Іноді зазор у надрукованій вежі відсутній. Це відбувається при встановленні максимального прискорення і відбувається з реалізаціями Боудена. Там навіть на зубчастому візерунку можуть з'явитися плями. У цій ситуації потрібно повторно виконати запропоновані вище кроки, але з активованим Pressure Advance.
Де можна купити найкращий 3D-принтер?
Вибір відповідного 3D-принтера є важливим процесом. Зараз в інтернет-магазині Артлайн пропонується великий вибір таких пристроїв від найкращих виробників Creality та ELEGOO. Кваліфіковані менеджери допоможуть вам підібрати оптимальний апарат для вирішення поставлених завдань.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01