

Новичкам не нужно пугаться начинать работать с 3D-принтерами. Наше руководство позволит вам детально разобраться в нюансах 3D-печати.
Если посмотреть на современный маркетинг и статьи в СМИ, то можно увидеть, что 3D-печать освещается в качестве волшебной технологии. В ней они видят будущее и новые возможности для создания очень сложных изделий. Все это создает трудности для новичков, которым трудно разобраться в технических вопросах. В действительности существует большое количество технологий печати в сфере 3D. Самой популярной из них является FDM – моделирование методом наплавления. Именно его мы будем рассматривать в этой статье.
Технология FDM состоит в том, чтобы применять термопластическую нить. Здесь используется пластиковый шнур, который плавится, после чего наносится по заданному проекту и охлаждается. Подобный процесс осуществляется для каждого слоя, что позволяет создать необходимую модель.
Авторами данной технологии стали люди, которые поставили цель в быстром создании нужных деталей. Оперативное производство прототипов – это огромный плюс FDM технологии и 3D-печати. Сейчас это мощное решение в разных сферах производства.
Перед началом изучения технологии FDM необходимо отметить одну особенность. В разных сферах печати применяется термин «FFF». Он расшифровывается как «изготовление плавленных нитей». Термин FDM являлся торговой маркой Stratasys, поэтому FFF – это общее название процесса. Так называется одна технология, поэтому мы будем использовать термин FDM.
Содержание:
- Как это работает?
- Основные компоненты
- Как печатает 3D-принтер?
- Приобретение и проектирование 3D-моделей
- Подготовка моделей
- Подготовка принтера
- Материалы
- Постобработка
- Советы по устранению неполадок
- Поддержание порядка
- Хранилище
- Где можно купить 3D-принтер FDM для печати?
Как это работает?
Новичкам следует в первую очередь ознакомиться с комплектацией 3D-принтера, который функционирует по технологии FDM. Практически все такие аппараты имеют следующие оси: X, Y, Z. Первые две оси вращают устройство назад, вперед, влево, вправо. Вертикальными перемещениями управляет ось Z.
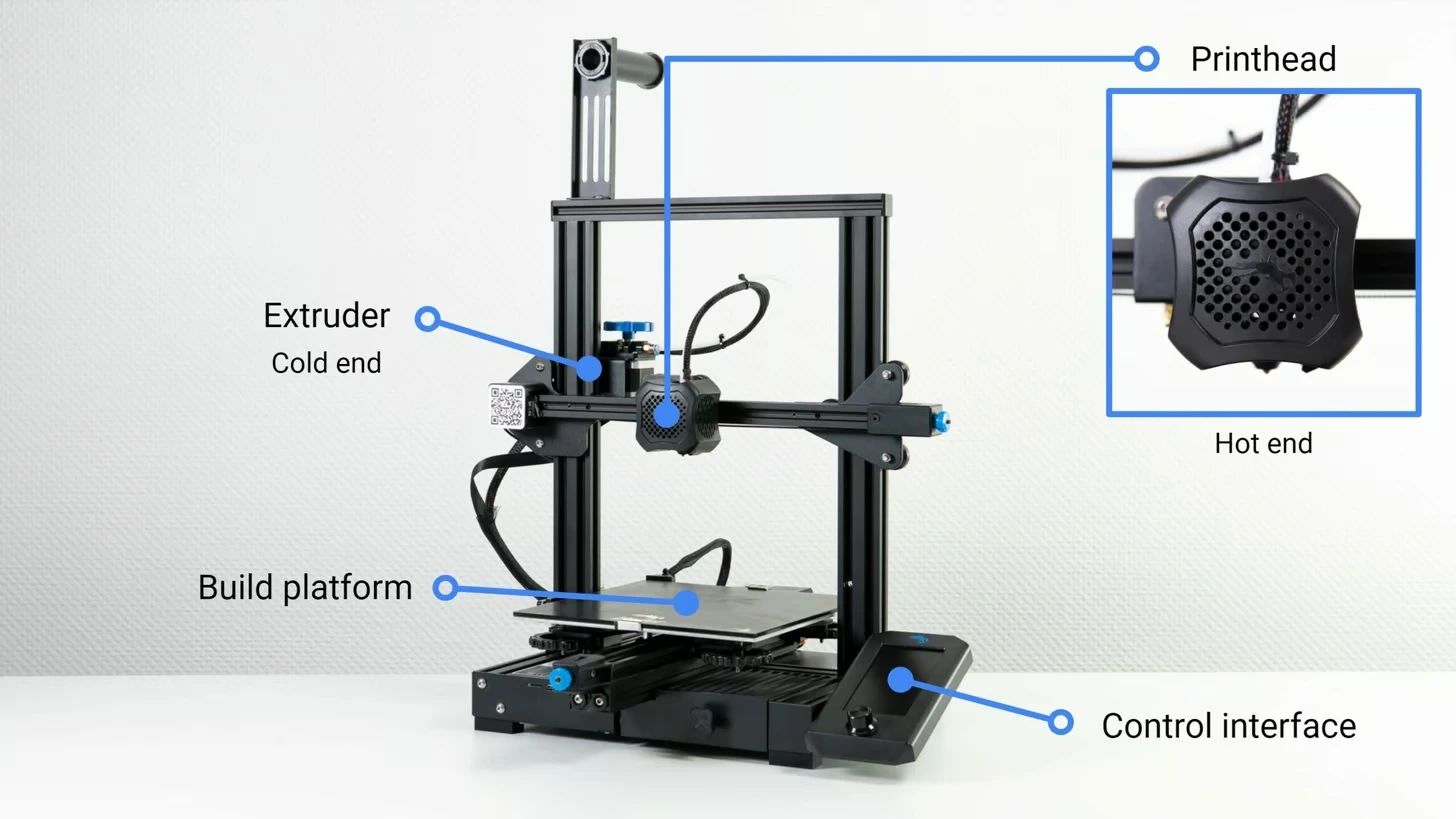
Основные компоненты
Далее мы рассмотрим, из чего состоит 3D-принтер.
Сборочная платформа
Это печатная платформа, на которой осуществляется создание изделий. К ней относится платформа с подогревом, что позволяет создавать адгезию.
Экструдер
Экструдер ответственный за то, чтобы через печатающую головку протянуть и протолкнуть нить. Существуют боуденовские и прямые экструдеры, поэтому его и печатающую головку могут принимать за один элемент. Подобная особенность может использоваться в ситуации, когда производится обслуживание узлов хотэнда или экструдера.
Экструдер представляет собой механическую часть, в состав которой входят приводные шестерни, двигатель и иные компоненты. Именно они отвечают за подачу нити.
В состав хотэнда входит сопло и нагреватель. Там нагревается нить и выдавливается на рабочую платформу. Если используется экструдер Боудена, то хотэнд не входит в состав экструдера.
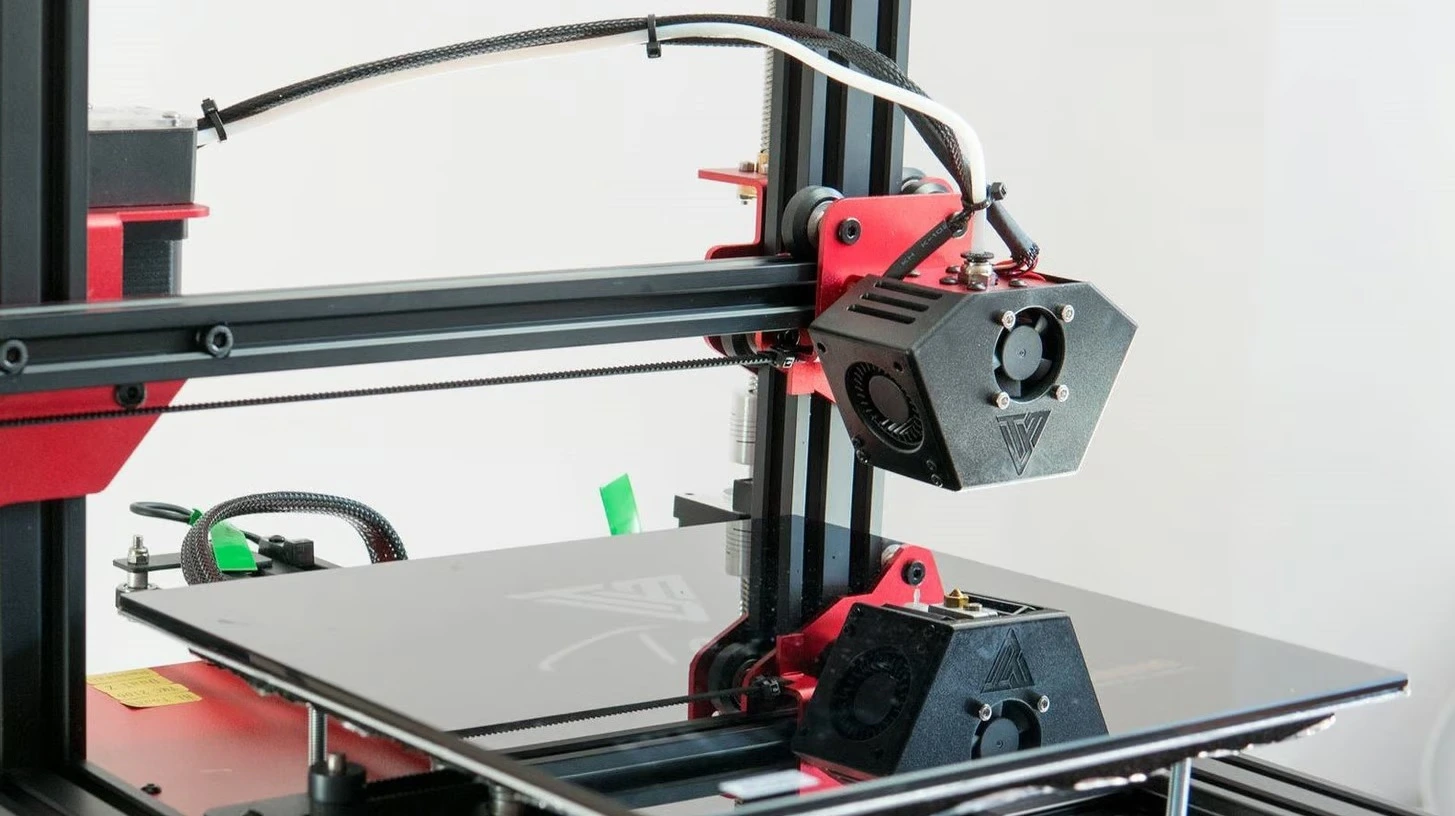
Печатающая головка
В аппарате может использоваться от 1 и больше печатающих головок. При этом большинство машин имеют только 1 печатающую головку. На ней между экструдером и хотэндом установлен вентилятор и радиатор. Их задача состоит в предотвращении потери тепла.
Кроме основного вентилятора радиатор зачастую использует дополнительный вентилятор. Его задача состоит в охлаждении расплавленной нити, когда она выходит из хотэнда. Зачастую он называется вентилятором охлаждения изделия.
Интерфейс управления
Многие современные машины оснащаются сенсорным дисплеем. На нем осуществляется управление 3D-принтером. На устаревших моделях доступен ЖК-дисплей, на котором используются кнопки и колесо прокрутки. Еще 3D-принтеры могут оснащаться слотами для SD-карт и интерфейсом USB.
Как печатает 3D-принтер
Пользователь отправляет файл с моделью в формате 3D на устройство, после чего начинается процесс печати. В этом файле находятся все необходимые инструкции, например, сколько потребуется нити, как должна двигаться печатающая головка, температура платформы и сопла.
Сопло начинает нагреваться после того, как пользователь начнет печать. При достижении необходимого значения температуры, при которой начинает плавиться нить, она будет доставлена экструдером в хотэнд. Расплавленная нить наносится через печатающую головку, которая опускается и выдавливает 1 слой между платформой для печати и соплом.
Затем происходит охлаждение материала, который затвердевает. Для этого используется вентилятор охлаждения. Когда слой будет нанесен, происходит перемещение головки по Z оси. Данный процесс осуществляется до того момента, пока не будет окончен печатный процесс.
Приобретение и проектирование 3D-моделей
Для печати изделий необходимо иметь файл c 3D-моделью нужного изделия. Создаются эти файлы при помощи специального ПО. Здесь используются программы CAD. Давайте рассмотрим самый популярный софт в этой сфере:
- Blender;
- SolidWorks;
- Fusion 360.
Новички практически не имеют опыта в использовании этих утилит. Поэтому можно применять и другие способы получения моделей.
Существуют простые утилиты для работы, например, Tinkercad. Начать работу с этом софтом сможет любой пользователь, даже без опыта. Данное приложение создано в 2013 году и позже доработано Autodesk. Сейчас Tinkercad лидирует в сфере САПР.
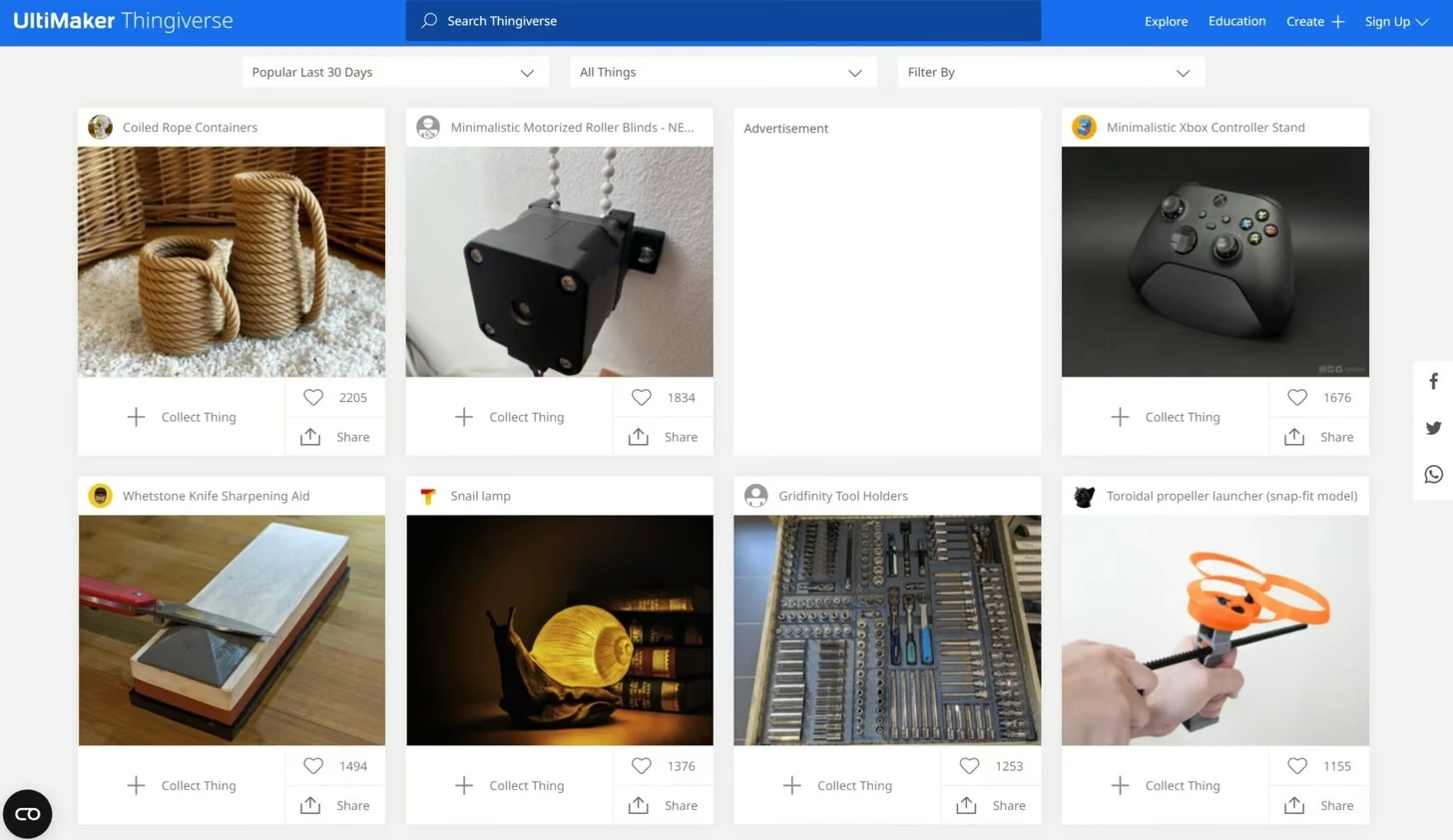
Загрузка файлов
3D-принтеры набирают популярность, сейчас ими пользуется очень много людей. Параллельно стали создавать специальные сайты-хранилища для 3D-моделей. Давайте рассмотрим самые популярные ресурсы:
- CGTrader;
- Cults;
- MyMiniFactory;
- Printables;
- Thingiverse.
Эти сайты позволят новичкам получить готовую модель и начать работу с 3D-принтером.
Подготовка моделей
Даже готовую модель для 3D-проектирования следует подготовить. Для этого используется специальное ПО. С его помощью осуществляется преобразование модели в сценарий для устройства. Выполняется этот процесс слайсером. Когда в слайсер импортируется 3D-модель, то по своим требованиям можно выполнить настройку всех значений. В слайсере указывается высота слоя, процент заполнения, толщина стенок, температура, скорость печати и иные значения.
Получается файл с G-кодом, который является языком 3D-принтера и разнообразных станков ЧПУ. Код состоит из инструкций, по которым аппарат будет создавать 3D-модель.
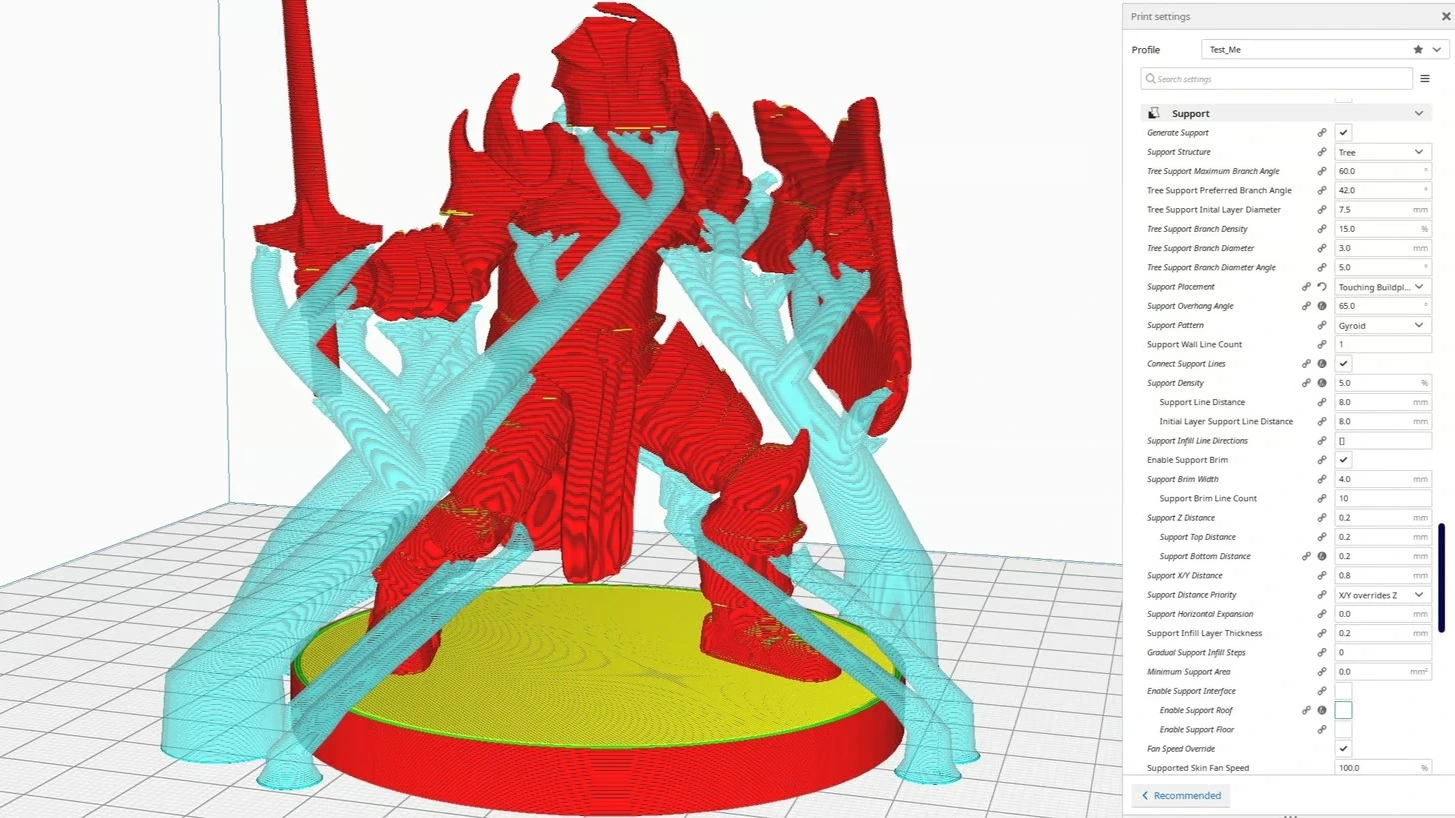
Поддержка
Слайсер осуществляет анализ модели, после чего определяет, стоит ли создавать вспомогательный материал. Если изделие отличается большими свесами, то потребуются опоры. Слайсер находит места, где будут установлены эти опоры и их уровень плотности. Иногда слайсер предлагает пользователю самостоятельно указать вид опоры, чтобы добиться стабильности.
Заполнение

На создаваемые 3D-изделия большое влияние оказывает заполнение. Именно от внутреннего заполнения детали зависит время печати, ее вес и прочность. Это значение можно настроить в слайсере, там следует указать плотность и узор заполнения.
Плотность демонстрирует уровень заполнения внутри детали, это значение определяется в процентах. Если установить 0%, то изделие будет полым, а 100% - сплошное. Зачастую этот параметр должен находиться на уровне 15-50%. Если необходимо создать прочную деталь, то стоит повысить уровень заполнения. Из-за повышенной плотности будет расходоваться много нити, а сам процесс печати увеличится во времени.
Еще пользователям предлагается указать рисунок заполнения. К самым популярным вариантам в Cura относятся зигзаги, линии, молнии. Это позволяет уменьшить время на создание детали. Если печатаются контейнеры и горшки, то можно указать треугольники и сетку. Если необходимо добиться повышенной прочности, к примеру, кронштейн для полки, то стоит выбрать октетные, гироидные и кубические узоры.
Подготовка принтера
Когда модель будет разрезана, потребуется выполнить несколько шагов, пока 3D-принтер будет готов работать:
- Загрузка нити. Пользователь должен подготовить экструдер для печати. Для этого осуществляется нагревание хотэнда до температуры плавления нити, в зависимости от типа выбранного материала. Затем происходит загрузка нити в уже нагретый экструдер. В некоторых аппаратах для удобного выполнения этого процесса используются предварительно настроенные операции.
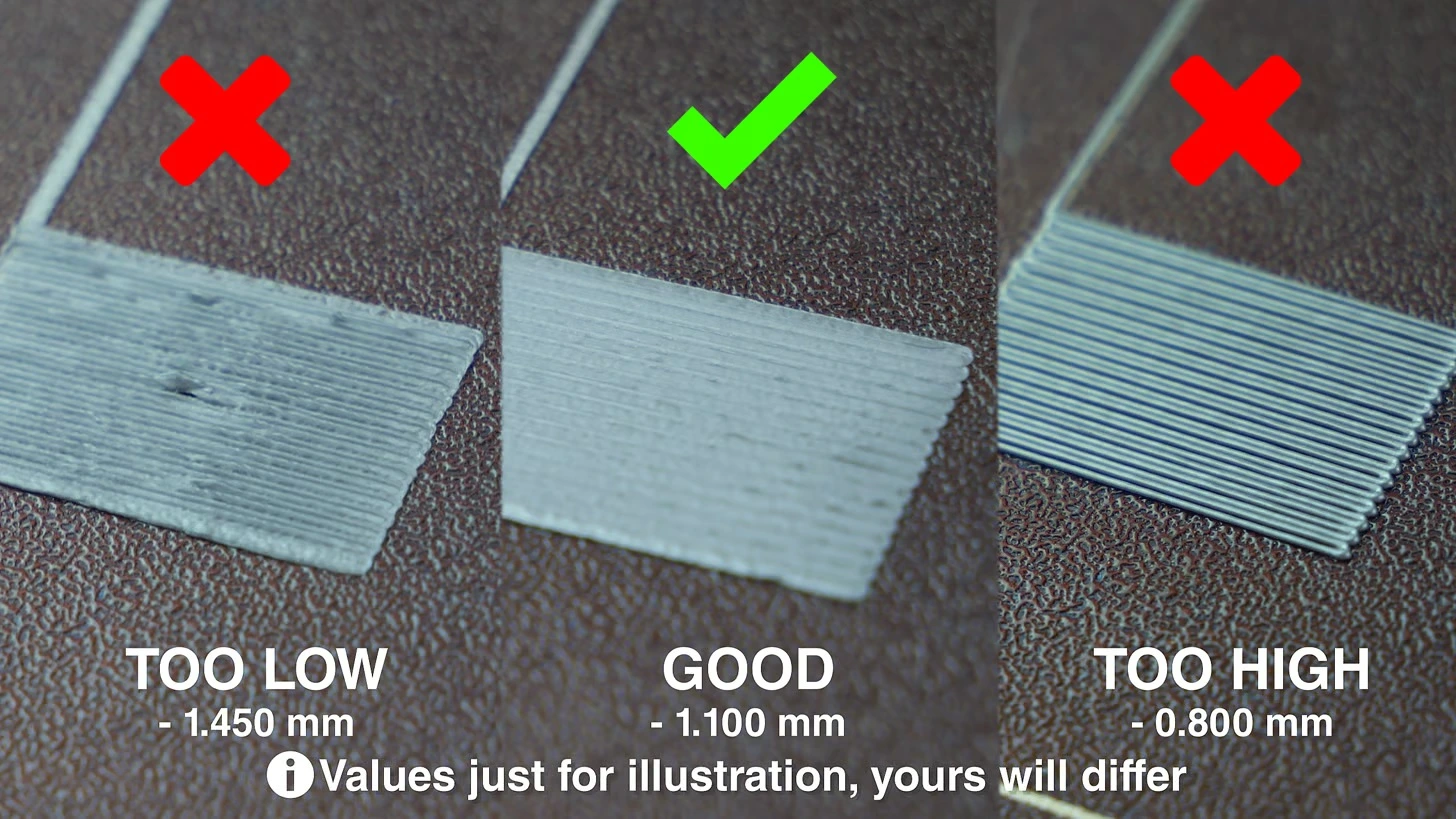
- Выравнивание платформы. Рабочая платформа должна быть ровной, иначе 3D-принтер не сможет правильно уложить нить и создать необходимый объект. Такая калибровка может быть выполнена автоматически или вручную. Процесс выравнивания платформы является очень важным. Если печатный стол не располагается рядом с соплом, то произойдет автоматический сбой печати из-за того, что 1 слой не прилипнет к соплу.
Материалы

В виде материала для создания изделий 3D-принтеры FDM работают с катушками нитей. Они имеют вид специально созданной термопасты. Ее можно плавить и охлаждать, а структурная целостность будет оставаться неизменной.
На текущий момент нити для FDM широко распространены. Зачастую они предлагаются с диаметром 3 мм (2.85 мм) или 1.75 мм. Еще нити отличаются размером на катушке. На рынке доступны варианты от 500 г до 3 кг.
3D-принтеры FDM имеют важное преимущество – они способны функционировать со всеми типами нитей. Давайте рассмотрим некоторые варианты нитей, которые поддерживают данную технологию:
- Распространенные нити. К этой категории относится PETG, ABS, PLA. Пользователям легко с ними работать.
- Производительность и новизна. На рынке доступны специальные варианты нитей. Они могут быть гибкими (TPU, TPE), наполнены металлом или иными материалами. Если требуется повышенная производительность, то можно выбрать поликарбонат, нейлон.
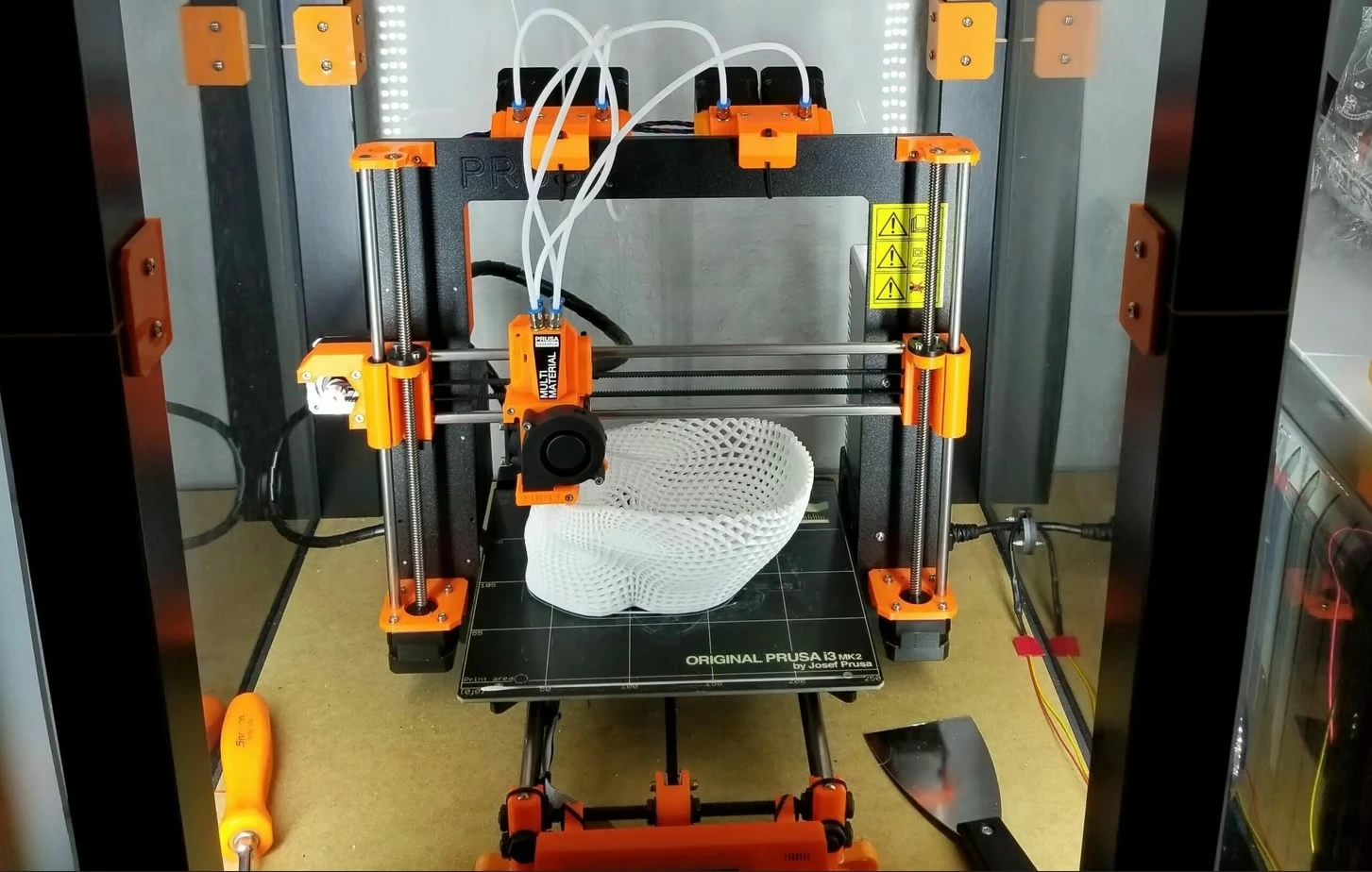
- Работа с несколькими материалами. Если 3D-принтер поддерживает несколько материалов, то для получения растворимых подложек можно выбрать HIPS ли PVA.
Постобработка

Данный этап в сфере 3D-печати является последним. В качестве постобработки пользователю может потребоваться сделать такую работу:
- Удаление поддержки. Когда завершится печать, пользователю может потребоваться избавиться от посторонних подложек. Очень часто на готовых изделиях видны такие следы.
- Шлифование. Пользователю необходимо удалить различные эффекты, к примеру, после поддерживающего материала. При помощи шлифовки создаваемые модели становятся гладкими.
- Живопись. Для раскрашивания создаваемой модели можно добавить нужные цвета.
- Полировка или сглаживание. Для сглаживания поверхности изделия можно использовать эпоксидное покрытие. К примеру, для достижения глянцевой поверхности нити ABS применяется сглаживание паром.
- Сварка или склеивание. Для создания объемных моделей, которые не помещаются на рабочей платформе 3D-принтера, можно поочередно распечатать несколько частей изделия. Затем их необходимо склеить вместе.
Советы по устранению неполадок
Давайте рассмотрим самые распространенные проблемы, которые могут появиться у новичков:
- Чрезмерная экструзия. Проблема связана с выдавливанием большого количества нити. Это приводит к опаданию слоев и плохому результату в целом.
- Недостаточная экструзия. Такая ситуация появляется из-за того, что нить выдавливается на недостаточном уровне. Это приводит к появлению изделий с промежутками между слоями.
- Смещение слоев. Проблема вызывается колебаниями оси Z. Еще слои смещаются из-за повышенной скорости печати.
- Засорение сопла. Данная проблема является очень неприятной. Признаки засорения сопла: из печатающей головки появляется странный шум, а нить не выходит из сопла. Проблема вызывается некачественной нитью или плохой регулировкой температуры.
- Натягивание нити. Нить натягивается из-за неправильных настроек или неверно выбранной температурой. Некоторые нити склонны к натягиванию.
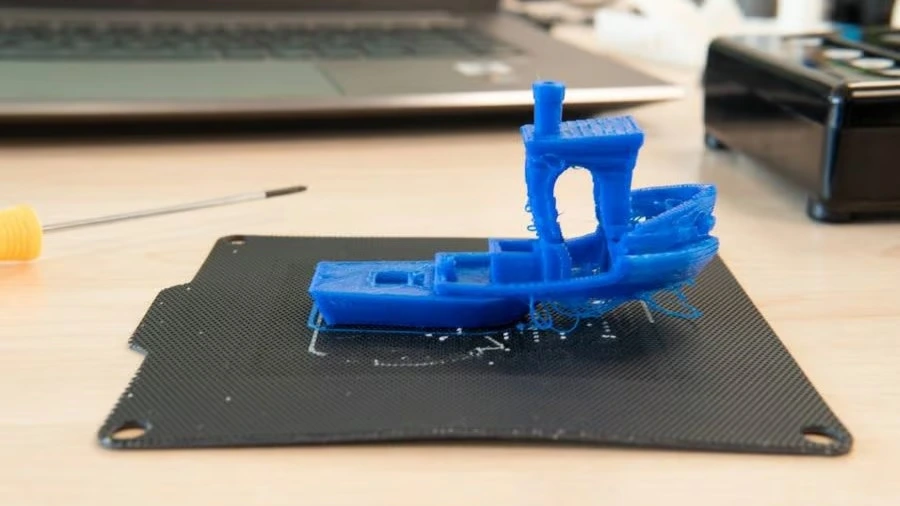
- Деформация. Такая проблема происходит в ситуации, когда используемый в печати материал охлаждается. Это приводит к растягиванию и сжатию нижних слоев, что приводит к отслаиванию от рабочей платформы.
Поддержание порядка
Для правильной и надежной работы необходимо регулярно обслуживать 3D-принтеры. Давайте рассмотрим этот процесс:
- Очистка рабочего стола. Пользователям необходимо постоянно протирать платформу после печати. Там не должно оставаться следов печати и клея. Очистить рабочий стол можно при помощи кухонной губки, теплой воды и мыла. Еще здесь можно использовать шпатели и линейки. Материалы для печати могут по-разному реагировать на чистящие средства, поэтому придерживайтесь рекомендаций и инструкций.
- Очистка сопла. Перед началом 3D-печати необходимо почистить сопло при помощи ткани или нити. Такой подход позволит защитить сопло от затвердевшей нити. В некоторых случаях для чистки сопла потребуется выполнить большую работу. Для этого необходимо обратиться к инструкции по чистке сопел.
- Сбор беспорядочной нити. Зачастую из 3D-принтеров для заправки экструдера выходит немного нити. Это происходит до старта печати 1 слоя. Эту нить необходимо убрать с платформы и выбросить.
Хранилище
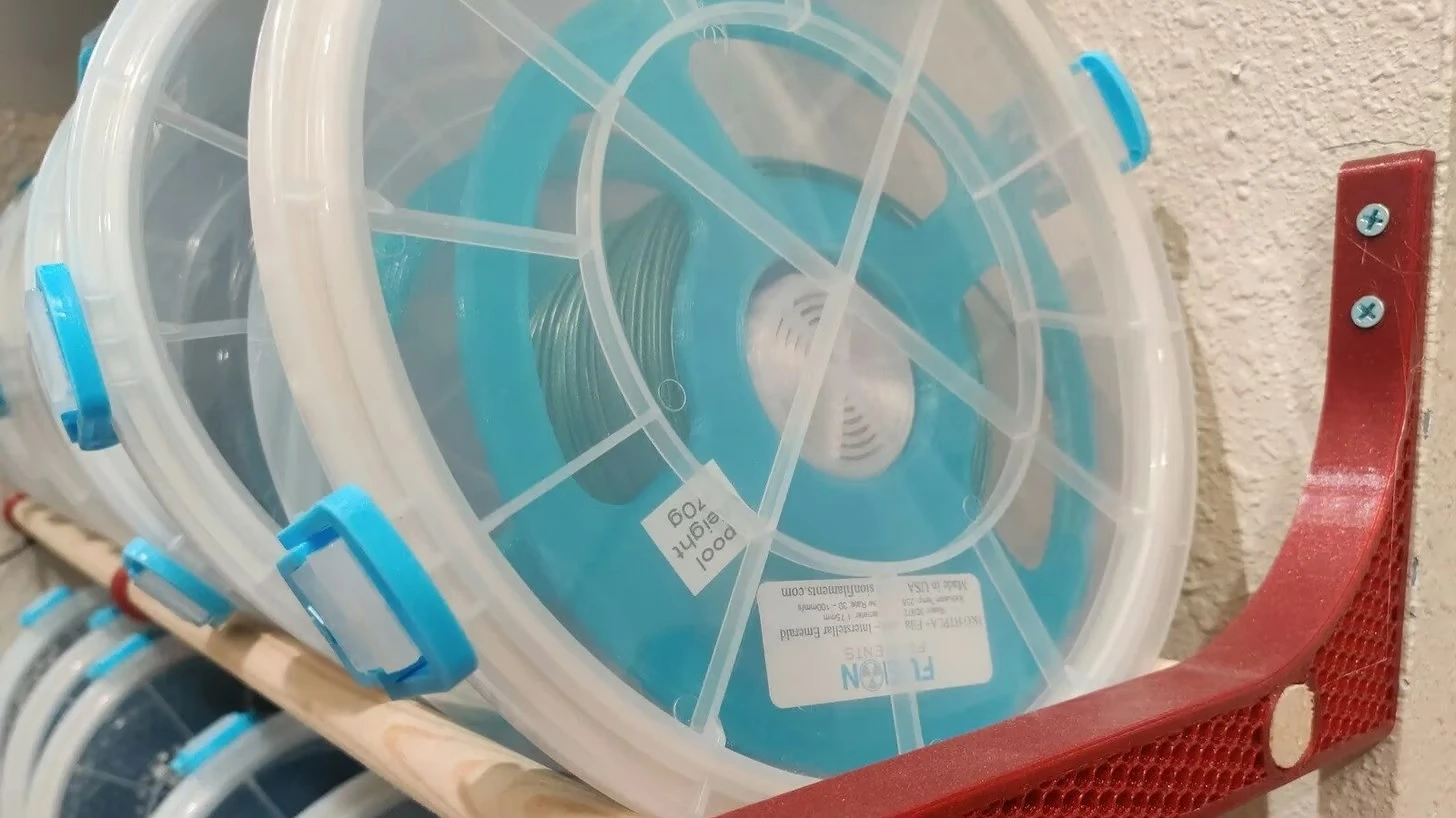
Пользователи должны знать, как стоит правильно хранить нить. Это очень важный аспект, особенно при наличии большого количества катушек. Если катушка некоторое время находится на столе, то влага и пыль осядут. Это может привести к тому, что материал будет испорчен.
Сейчас доступны вакуумные пакеты и специальные контейнеры для нити. Их цель состоит в защите нити от влаги.
В некоторых ситуациях может потребоваться сушилка нити. Такие аппараты позволяют сохранить свойства нитей, который впитали влагу.
Где можно купить 3D-принтер FDM для печати?
Новичкам стоит покупать надежные принтеры от лучших производителей. В интернет-магазине Артлайн доступны 3D-принтеры от производителей ELEGOO и Creality. С их помощью вы сможете выполнять печать по технологии FDM. Для выбора подходящего устройства можете связаться с менеджерами Артлайн.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





