Одним из важных аспектов, влияющих на точность печати, является калибровка скорости потока материала. В данной статье мы рассмотрим её суть, а также влияние на качество изготавливаемых деталей и методы, которые помогут повысить меткость 3D-печати через оптимизацию данного параметра.
Содержание:
- Зачем выполнять калибровку расхода?
- Предварительные условия калибровки
- Как выполнить калибровку расхода?
- Измерьте диаметр нити
- Распечатайте полый тестовый кубик
- Измерьте стенки куба
- Введите новое значение скорости потока в слайсере
- Итог
- Где можно приобрести материалы для 3D-печати?
Зачем выполнять калибровку расхода
Данная процедура выполняется для точной настройки количества пластика, выдавливаемого принтером. Калибруя скорость потока, можно устранить проблемы, вызванные недостаточной или чрезмерной экструзией. Помимо этого, она также может немного улучшить значения втягивания и помочь с выпуклыми углами и швами слоев.
Этот процесс обеспечивает точность и стабильность подачи материала, что существенно влияет на способность устройства воспроизводить трехмерные модели. Регулировка расхода предотвращает искажения формы и размеров деталей, особенно важных при создании высокоточных и функциональных объектов. Таким образом, калибровка материала является ключевым шагом в повышении эффективности и качества 3D-печати. Если шаги экструдера правильно настроены, значение скорости потока должно быть очень близко к однозначному величине (1,00).
Предварительные условия калибровки
Чтобы выполнить точную калибровку скорости потока, сначала необходимо откалибровать этапы экструдера E. Иногда принтеры имеют достаточно хорошее значение E-шага, но для получения точных отпечатков рекомендуется перепроверить это. При выполнении калибровки скорости потока вам необходимо иметь штангенциркуль для измерения толщины стенок печатаемой детали. Прежде чем приступить к этому процессу, следует убедиться в стабильности температуры принтера, особенно сопла и рабочей платформы, чтобы предотвратить возможные искажения результатов. Также важно правильно установить сопло и платформу, обеспечив оптимальное расстояние между ними, что существенно влияет на адгезию материала и, следовательно, на точность и качество печати. Уделение внимания этим предварительным условиям создает основу для успешной калибровки и оптимальных результатов.
Как выполнить калибровку расхода
Этот процесс, подобно настройке инструмента художника перед созданием шедевра, обеспечивает точность и стабильность подачи материала в сопло принтера. Сейчас мы рассмотрим ключевые шаги и советы по выполнению калибровки расхода.
Измерьте диаметр нити
Прежде чем приступить к калибровке скорости потока, нам необходимо убедиться, что значение размера нити правильно установлено в выбранном вами слайсере. Самый распространенный филамент, используемый в 3D-печати, имеет толщину 1,75 мм с небольшими отклонениями, вызванными производственным процессом. Качественная нить имеет разброс размера менее 0,02 мм, тогда как более дешевая – 0,05 мм.
Возьмите филамент и измерьте 5 участков на расстоянии около 10 см между измерениями. При эксплуатировании штангенциркуля убедитесь, что вы не оказываете слишком сильное давление. Используйте его более толстую часть и держите нить прямо. Это гарантирует, что вы получите хорошее измерение.

Как видите, нить имеет небольшие отклонения от ожидаемого диаметра 1,75 мм.
В Cura вы устанавливаете диаметр нити в разделе ''Настройки машины''. Это находится в меню ''Настройки'' – ''Принтеры'' – ваш принтер – ''Настройки машины'' – ''Экструдер 1''.

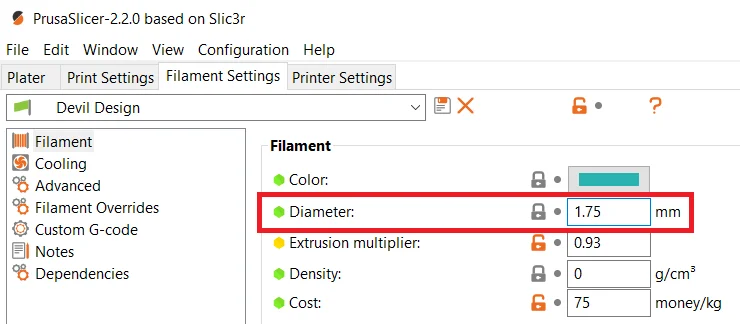
В Prusa Slicer вы устанавливаете диаметр нити в разделе ''Настройки нити''. Это находится в разделе ''Настройки нити'' – ''Нить'' – ''Диаметр''.
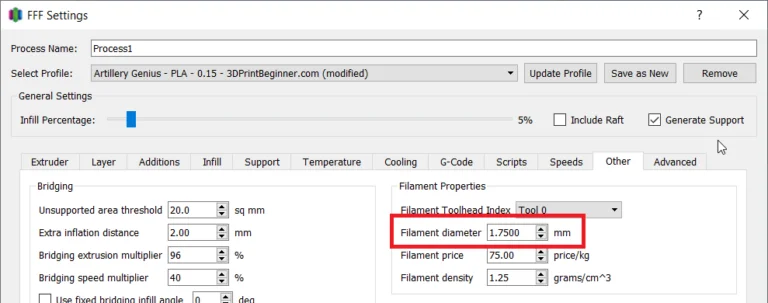
В Simplify 3D вы устанавливаете диаметр нити на вкладке ''Другое'' в процессе печати. Это находится в разделе ''Редактировать настройки процесса'' – ''Другое''.
Значения диаметра нити различаются в зависимости от её марки.
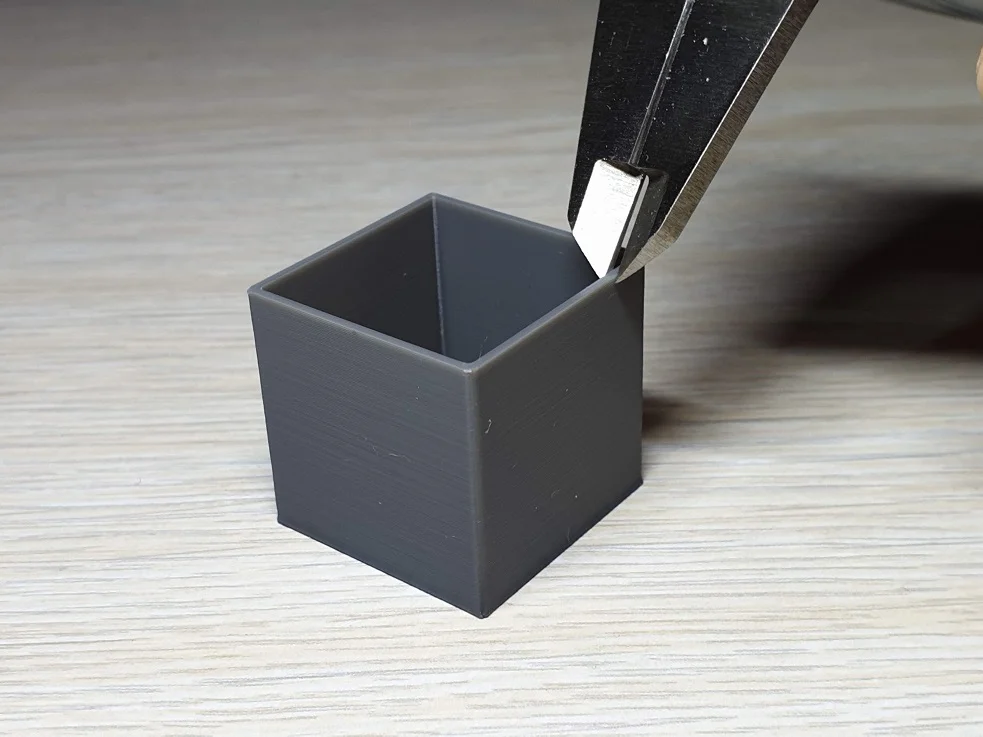
Распечатайте полый тестовый кубик
Следующим шагом калибровки расхода является получение текущих измерений стенок. При калибровке расхода важно использовать две стороны. Это позволяет вам точно получать точные измерения, а также включает значение перекрытия стен, полученное слайсером. Загрузите тестовый куб и откройте файл. Нужно нарезать квадрат со следующими значениями:
- Высота слоя – 0,2 мм
- Периметры – 2
- Верхние слои – 0
- Нижние слои – 1
- Заполнение – 0%
- Скорость – 50 мм/с (рекомендуется максимально приблизить это значение к обычной темпу печати)
- Температура – 195°С для PLA/225°С для PETG (значение задается в соответствии с характеристиками вашей нити)
- Охлаждение – 100% для PLA/30% для PETG (значение задается в соответствии с характеристиками вашей нити)
Если куб правильно нарезан, именно так он будет отображаться в предварительном просмотре печати.

Начните печать и перейдите к следующему шагу, когда закончите.
Измерьте стенки куба
Теперь, когда печать завершена, можно приступить к измерению размеров стенок куба, чтобы получить текущие значения. Возьмите штангенциркуль и измерьте толщину каждой стороны квадрата.

Как видно, ширина стены очень близка к идеальному размеру. Здесь ширина экструзии 0,5 мм, поэтому, значение действительно близко к идеальному 1 мм. Очень важно правильно пользоваться суппортами и не применять слишком сильное давление. Измерьте только несколько последних слоев, чтобы учесть любые дефекты стены. Калипер следует располагать близко к концу края, чтобы учесть любую разницу в давлении в сопле.
Введите новое значение скорости потока в слайсере
Теперь, когда вы вычислили новое значение скорости потока, вернитесь в слайсер и сохраните новое значение. Используйте только первые две цифры рассчитанного расхода.
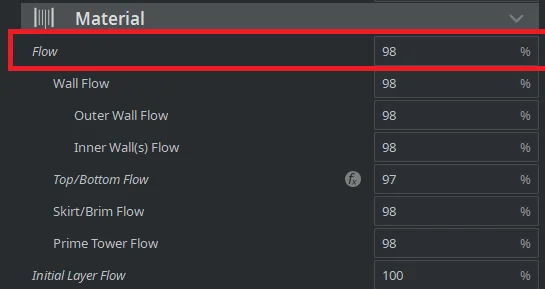
В Cura вам нужно отредактировать значение Flow. Оно представлено в процентах, поэтому введите соответствующее значение.
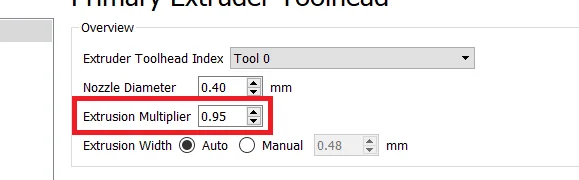
В Prusa Slicer вам необходимо отредактировать значение множителя экструзии.
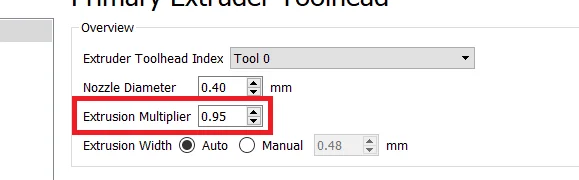
В Simplify 3D вам необходимо отредактировать значение множителя экструзии.
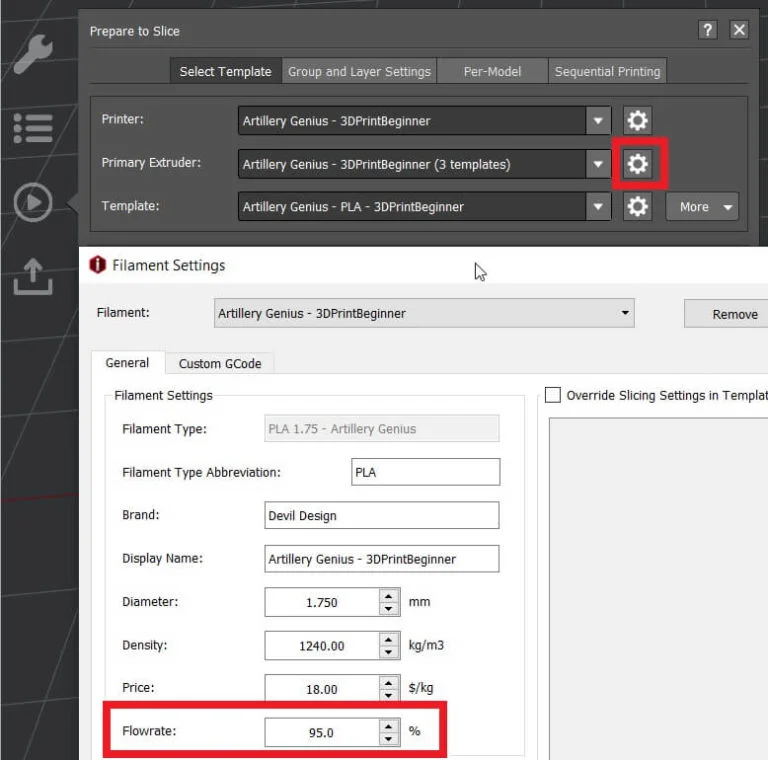
В IdeaMaker вам необходимо отредактировать скорость потока в разделе ''Основной экструдер'' – ''Настройки нити'' – ''Скорость потока''.
Рекомендуется повторить шаги 2 и 3, чтобы убедиться, что новое значение расхода правильное, а измеренный размер стенки близок к ожидаемой величине.
Итог
Теперь, когда калибровка скорости потока завершена, ваши отпечатки станут более точными, а качество отделки улучшится. Несколько вещей, которые следует иметь в виду:
- Не стремитесь к идеальным размерам стен. Из-за особенностей печати FDM практически невозможно получить точные параметры. Кроме того, двузначные значения могут быть неточно измерены. Просто постарайтесь максимально приблизиться к желаемому размеру.
- Хотя калибровка расхода очень помогает, не нужно осуществлять это для каждой катушки нити. Можно делать это время от времени, если замечаете, что получаете разные результаты на своих отпечатках.
Где можно приобрести материалы для 3D-печати
Добро пожаловать в магазин Артлайн – ваш надежный компаньон в мире 3D-творчества! У нас имеются высококачественные нити, которые предоставляют широкий выбор цветов и материалов, обеспечивая неограниченные возможности для оригинальных идей. Специалисты из нашего магазина всегда готовы поделиться опытом и помочь вам.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01