Одним із важливих аспектів, що впливають на точність друку, є калібрування швидкості потоку матеріалу. У цій статті ми розглянемо її суть, а також вплив на якість деталей, що виготовляються, і методи, які допоможуть підвищити влучність 3D-друку через оптимізацію даного параметра.
Зміст:
- Навіщо виконувати калібрування витрати?
- Попередні умови калібрування
- Як виконати калібрування витрати?
- Виміряйте діаметр нитки
- Роздрукуйте порожнистий тестовий кубик
- Виміряйте стінки куба
- Введіть нове значення швидкості потоку у слайсері
- Підсумок
- Де можна придбати матеріали для 3D-друку?
Навіщо виконувати калібрування витрати
Ця процедура виконується для точного настроювання кількості пластику, що видавлюється принтером. Калібруючи швидкість потоку, можна усунути проблеми, викликані недостатньою чи надмірною екструзією. Крім цього, вона також може трохи покращити значення втягування та допомогти з опуклими кутами та швами шарів.
Цей процес забезпечує точність та стабільність подачі матеріалу, що суттєво впливає на здатність пристрою відтворювати тривимірні моделі. Регулювання витрати запобігає спотворенню форми та розмірів деталей, особливо важливих при створенні високоточних та функціональних об'єктів. Таким чином, калібрування матеріалу є ключовим кроком у підвищенні ефективності та якості 3D-друку. Якщо кроки екструдера правильно налаштовані, значення швидкості потоку має бути дуже близьким до однозначної величини (1,00).
Попередні умови калібрування
Щоб виконати точне калібрування швидкості потоку, спочатку необхідно відкалібрувати етапи екструдера E. Іноді принтери мають досить хороше значення E-кроку, але для отримання точних відбитків рекомендується перевірити це ще раз. При виконанні калібрування швидкості потоку вам необхідно мати штангенциркуль для вимірювання товщини стінок деталі, що друкується. Перш ніж приступити до цього процесу, слід переконатися у стабільності температури принтера, особливо сопла та робочої платформи, щоб запобігти можливим спотворенням результатів. Також важливо правильно встановити сопло та платформу, забезпечивши оптимальну відстань між ними, що суттєво впливає на адгезію матеріалу та, отже, на точність та якість друку. Приділення уваги цим попереднім умовам створює основу для успішного калібрування та оптимальних результатів.
Як виконати калібрування витрати
Цей процес, подібно до настроювання інструменту художника перед створенням шедевра, забезпечує точність і стабільність подачі матеріалу в сопло принтера. Зараз ми розглянемо ключові кроки та поради щодо виконання калібрування витрати.
Виміряйте діаметр нитки
Перш ніж приступити до калібрування швидкості потоку, нам необхідно переконатися, що значення розміру нитки правильно встановлено у вибраному слайсері. Найпоширеніший філамент, який використовується у 3D-друку, має товщину 1,75 мм з невеликими відхиленнями, викликаними виробничим процесом. Якісна нитка має розкид розміру менше 0,02 мм, тоді як більш дешева – 0,05 мм.
Візьміть філамент та виміряйте 5 ділянок на відстані близько 10 см між вимірами. Під час експлуатації штангенциркуля переконайтеся, що ви не чините занадто сильний тиск. Використовуйте його більш товсту частину та тримайте нитку прямо. Це гарантує, що ви отримаєте хороший вимір.

Як бачите, нитка має невеликі відхилення від очікуваного діаметра 175 мм.
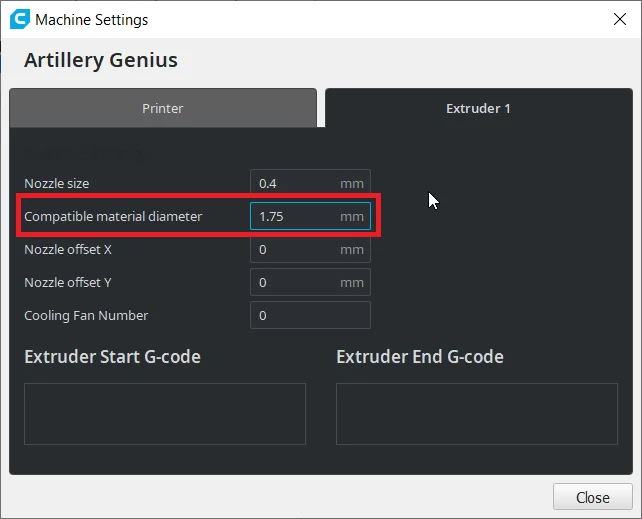
У Cura ви встановлюєте діаметр нитки в розділі "Налаштування машини". Це знаходиться в меню "Налаштування" – "Принтери" – ваш принтер – "Налаштування машини" – "Екструдер 1".
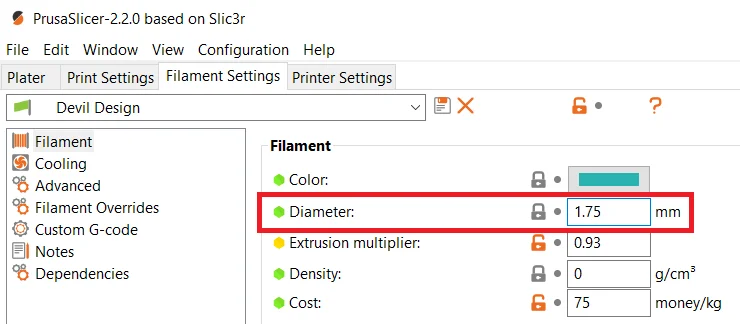
У Prusa Slicer ви встановлюєте діаметр нитки у розділі ''Налаштування нитки''. Це знаходиться в розділі "Налаштування нитки" – "Нитка" – "Діаметр".
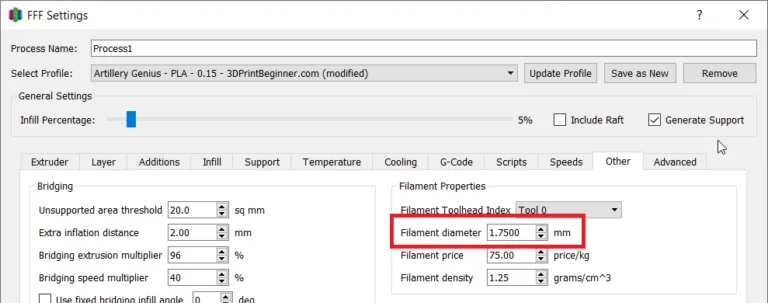
У Simplify 3D ви встановлюєте діаметр нитки на вкладці ''Інше'' у процесі друку. Це знаходиться в розділі "Редагувати налаштування процесу" – "Інше".
Значення діаметра нитки різняться залежно від її марки.
Роздрукуйте порожнистий тестовий кубик
Наступним кроком калібрування витрати є отримання поточних вимірювань стінок. При калібруванні витрати важливо використовувати дві сторони. Це дозволяє точно отримувати точні вимірювання, а також включає значення перекриття стін, отримане слайсером. Завантажте тестовий куб та відкрийте файл. Потрібно нарізати квадрат із такими значеннями:
- Висота шару – 0,2 мм
- Периметри – 2
- Верхні шари – 0
- Нижні шари – 1
- Заповнення – 0%
- Швидкість – 50 мм/с (рекомендується максимально наблизити це значення до звичайного темпу друку).
- Температура – 195°С для PLA/225°С для PETG (значення задається відповідно до характеристик вашої нитки)
- Охолодження – 100% для PLA/30% для PETG (значення визначається відповідно до характеристик вашої нитки)
Якщо куб правильно нарізаний, саме так він буде відображатись у попередньому перегляді друку.

Почніть друк і перейдіть до наступного кроку, коли закінчите.
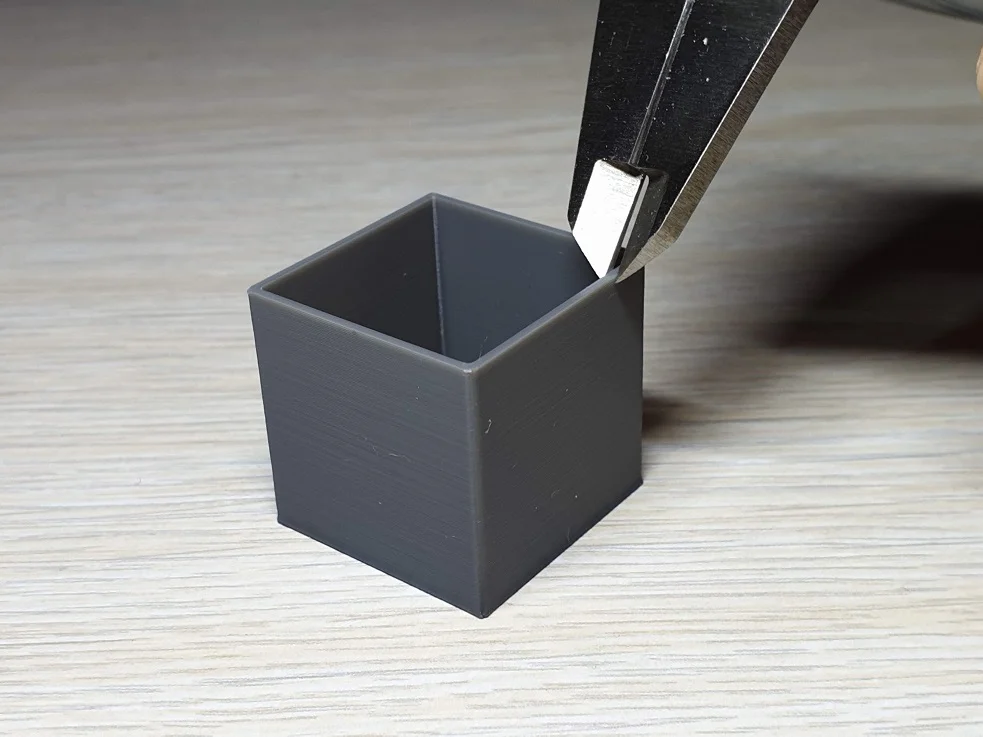
Виміряйте стінки куба
Тепер, коли друк завершено, можна приступити до вимірювання розмірів стін куба, щоб отримати поточні значення. Візьміть штангенциркуль та виміряйте товщину кожної сторони квадрата.

Як видно, ширина стіни дуже близька до ідеального розміру. Тут ширина екструзії 0,5 мм, тому значення дійсно близьке до ідеального 1 мм. Дуже важливо правильно користуватися супортами і не застосовувати надто сильний тиск. Виміряйте лише кілька останніх шарів, щоб врахувати будь-які дефекти стіни. Каліпер слід розташовувати близько до кінця краю, щоб врахувати будь-яку різницю тиску в соплі.
Введіть нове значення швидкості потоку у слайсері
Тепер, коли ви обчислили нове значення швидкості потоку, поверніться до слайсера та збережіть нове значення. Використовуйте лише перші дві цифри розрахованої витрати.
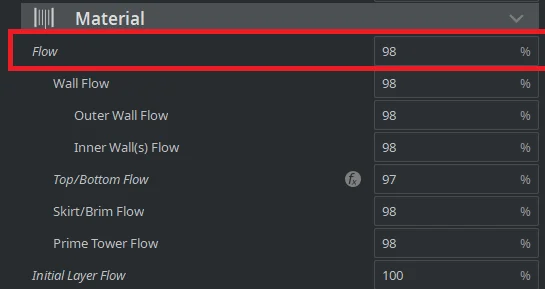
У Cura потрібно відредагувати значення Flow. Він представлений у відсотках, тому введіть відповідне значення.
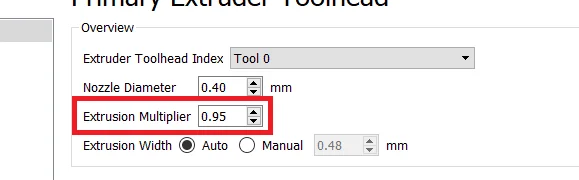
У Prusa Slicer необхідно відредагувати значення множника екструзії.
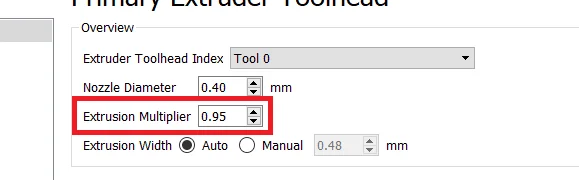
У Simplify 3D вам необхідно відредагувати значення множника екструзії.
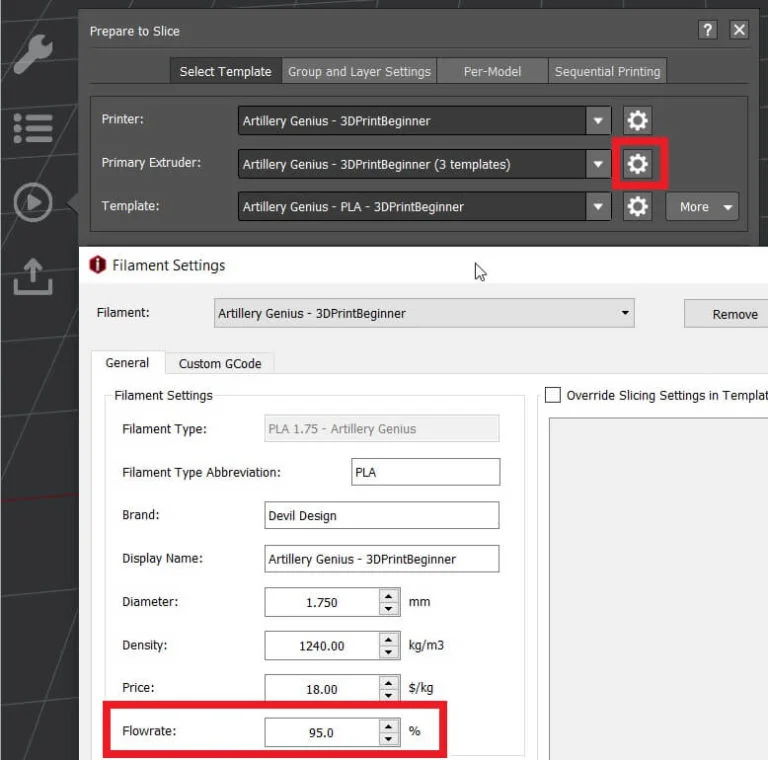
В IdeaMaker вам необхідно відредагувати швидкість потоку в розділі "Основний екструдер" – "Налаштування нитки" – "Швидкість потоку".
Рекомендується повторити кроки 2 і 3, щоб переконатися, що нове значення витрати правильне, а розмір розміру стінки близький до очікуваної величини.
Підсумок
Тепер, коли калібрування швидкості потоку завершено, ваші відбитки стануть точнішими, а якість обробки покращиться. Декілька речей, які слід мати на увазі:
- Не прагнете ідеальних розмірів стін. Через особливості друку FDM практично неможливо отримати точні параметри. Крім того, двозначні значення можуть бути неточно виміряні. Просто постарайтеся максимально наблизитись до бажаного розміру.
- Хоча калібрування витрати дуже допомагає, не потрібно здійснювати це для кожної котушки нитки. Можна робити це іноді, якщо помічаєте, що отримуєте різні результати на своїх відбитках.
Де можна придбати матеріали для 3D-друку
Ласкаво просимо до магазину Артлайн – ваш надійний компаньйон у світі 3D-творчості! Ми маємо високоякісні нитки, які надають широкий вибір кольорів та матеріалів, забезпечуючи необмежені можливості для оригінальних ідей. Фахівці з нашого магазину завжди готові поділитись досвідом та допомогти вам.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01