

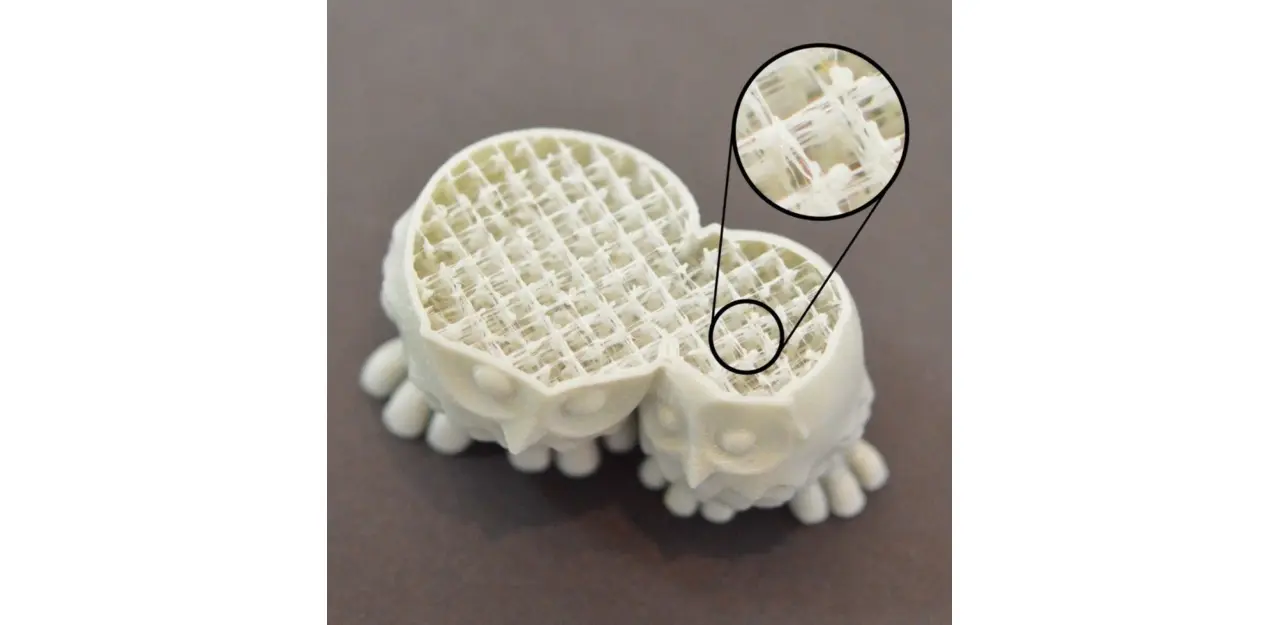
Заполнение создаваемой 3D-модели является важным моментом. От этого напрямую зависит прочность распечатанного изделия. Заполнение позволяет добиться надежных внешних оболочек отпечатка. С его помощью поддерживаются верхние поверхности, которые будут созданы сверху заполнения. Если вы видите тягучее или слабое заполнение, то потребуется выполнить некоторые шаги для решения проблемы. Это позволит сделать отпечаток более прочным.
Содержание:
- Уменьшение скорости 3D-печати
- Увеличение ширины экструзии заполнения
- Альтернативные шаблоны заполнения
- Где можно купить лучший филамент 2024 года?
Уменьшение скорости 3D-печати
Скорость распечатывания заполнения является более быстрой, чем любого другого элемента 3D-модели. Если вы осуществляете данный процесс слишком быстро, то экструдер может не справиться с задачей. Это приведет к появлению недоэкструзии внутри отпечатка. Вследствие этого появляется тягучее и слабое заполнение, так как у ноззла не получается выдавить такое количество филамента, сколько задано в ПО.
Если вы работали с разными шаблонами заполнения, но неполадка не была исправлена, то можно понизить скорость 3D-печати. Данный процесс выполняется в меню «Изменить параметры процесса», где стоит выбрать раздел «Скорости». Пользователю нужно отредактировать показатель «Скорость печати по умолчанию». Именно там можно выполнить управление скоростью для достижения нужного заполнения. Предположим, ранее вы печатали со скоростью 600 мм/с (3600 мм/с). Для решения проблемы данный показатель можно уменьшить на 50%, что позволит получить более твердое и прочное заполнение.
Увеличение ширины экструзии заполнения
В функционале Simplify3D имеется мощная опция, которая позволяет менять ширину экструзии. Это важный момент для заполнения отпечатков. К примеру, периметр контура можно создать при помощи тонкой экструзии 0.4 мм, после чего выполнить заполнение с шириной экструзии 0.8 мм. Такой подход позволит получить прочные и толстые стенки заполнения, при помощи которых можно существенно увеличить прочность отпечатка.
Для изменения этого значения необходимо перейти в меню «Изменить параметры процесса» и открыть подраздел «Заполнение». Там нужно в процентах от обычной ширины экструзии указать значение «Ширина экструзии заполнения». Допустим, там можно указать параметр 200%. Это позволит получить в 2 раза тоньше периметр контура. Во время настройки этого значения в ПО следует помнить, что в 2 раза больше филамента будет использоваться при создании всех линий. Если вы хотите сохранить аналогичный процент заполнения, то создаваемые линии должны располагаться дальше друг от друга. Поэтому некоторые пользователи увеличивают процент заполнения после того, как повысят параметры экструзии заполнения.
Альтернативные шаблоны заполнения
Пользователям необходимо особое внимание уделять шаблону заполнения, который применяется в 3D-печати. Данный параметр можно поменять в меню «Изменить параметры процесса» в разделе «Заполнение». В специальном разделе «Шаблон внутреннего заполнения» можно выбрать именно тот вариант шаблона, который будет соответствовать вашему отпечатку. Некоторые шаблоны являются более плотными, а другие жертвуют прочностью ради повышенной скорости 3D-печати. Далее мы детально остановимся на шаблонах заполнения.
Разновидности и назначение
Во многих случаях заполнение рассчитывается в автоматическом режиме. При этом учитывается экономия материала. Если детально рассмотреть данный вопрос, то заполнение оказывает большое влияние на 3D-печать и параметры готового изделия. Не всегда изначально установленные настройки имеют оптимальное значение. Если правильно указать параметры, то можно сэкономить ресурс 3D-принтера и достичь необходимых результатов в плане твердости и упругости. Давайте условно разделим разные типы заполнений:
- Гибкие детали. Сюда относятся разнообразные фигурные формы. Такой вариант не препятствует скручиванию в необходимых осях.
- Повышенная точность. Такие детали должны выдерживать большие нагрузки. Операторам не нужно недооценивать создаваемый рисунок. Здесь применяются объемные виды заполнений.
- Обычная прочность. При создании таких моделей можно использовать настройки по умолчанию, которые отличаются универсальностью и прочностью.
- Декоративные изделия. Здесь не нужен большой уровень прочности, так как основной упор направлен на поддержание верхних слоев. В данной ситуации заполнение применяется для поддержки крышки или оно отсутствует.
Шаблоны заполнения
Доступные шаблоны для операторов:
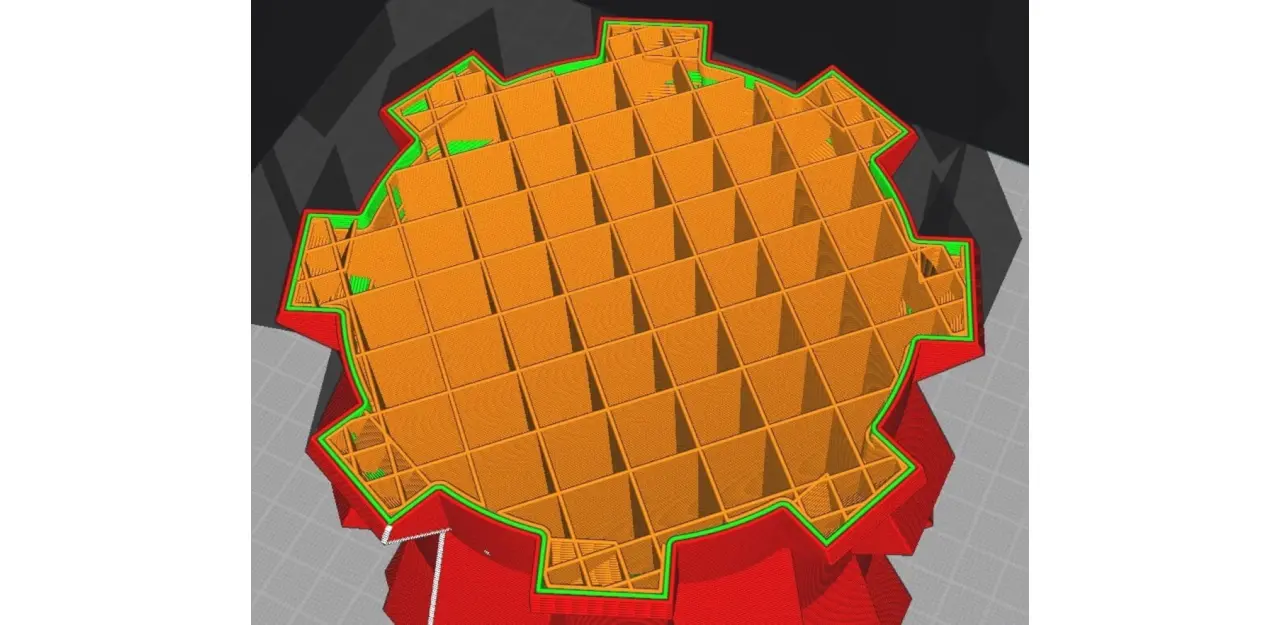
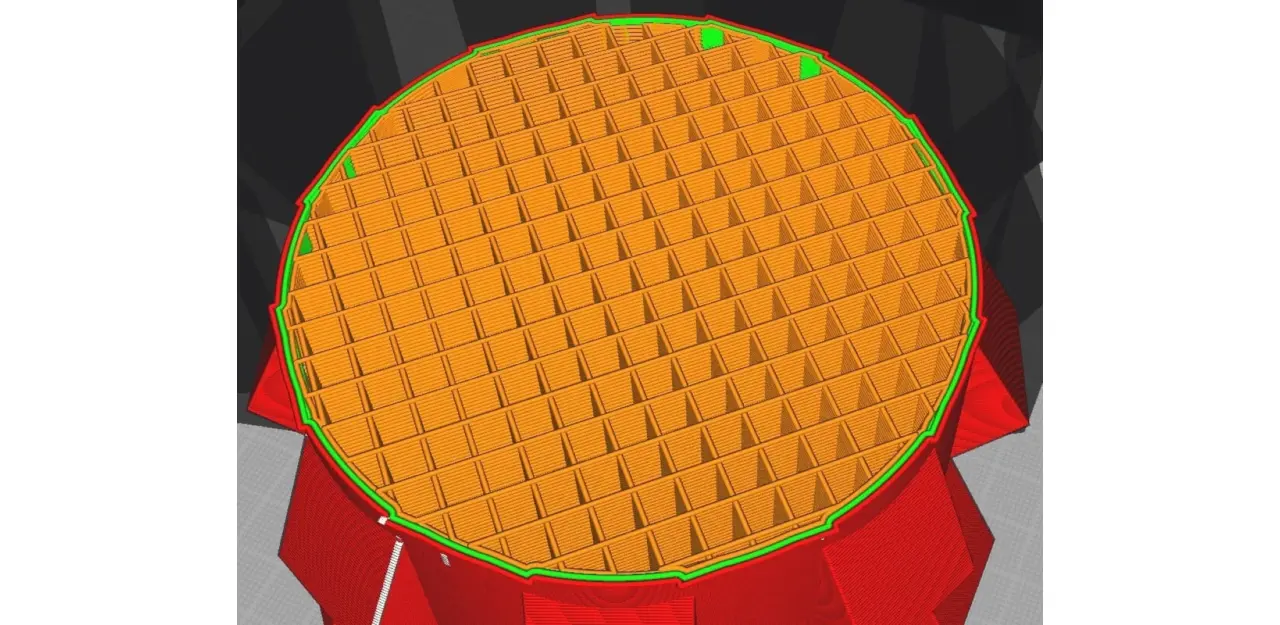
- Сетка. Если оператору не нужны дополнительные условия, то можно использовать сетку. При этом можно уменьшить или увеличить ее плотность, чтобы создать более легкие или прочные отпечатки. С помощью сетки распечатывают стандартные модели. Это золотая середина, если посмотреть на параметры прочности и внешнего вида. Также такая 3D-печать проводится очень быстро.
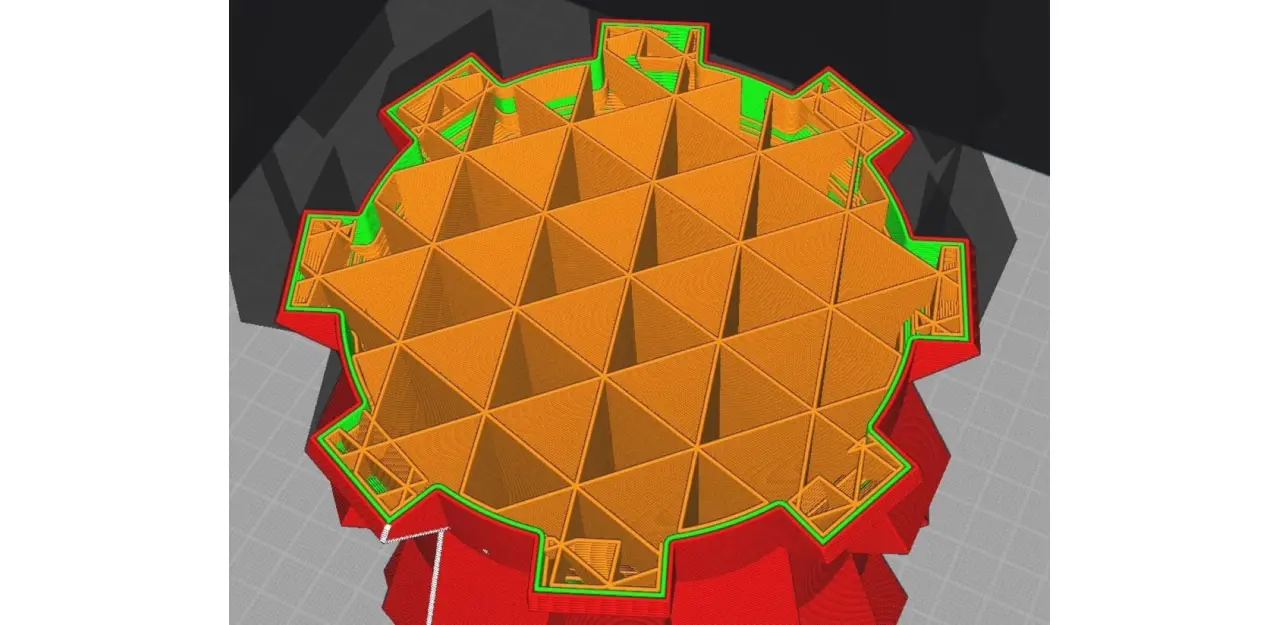
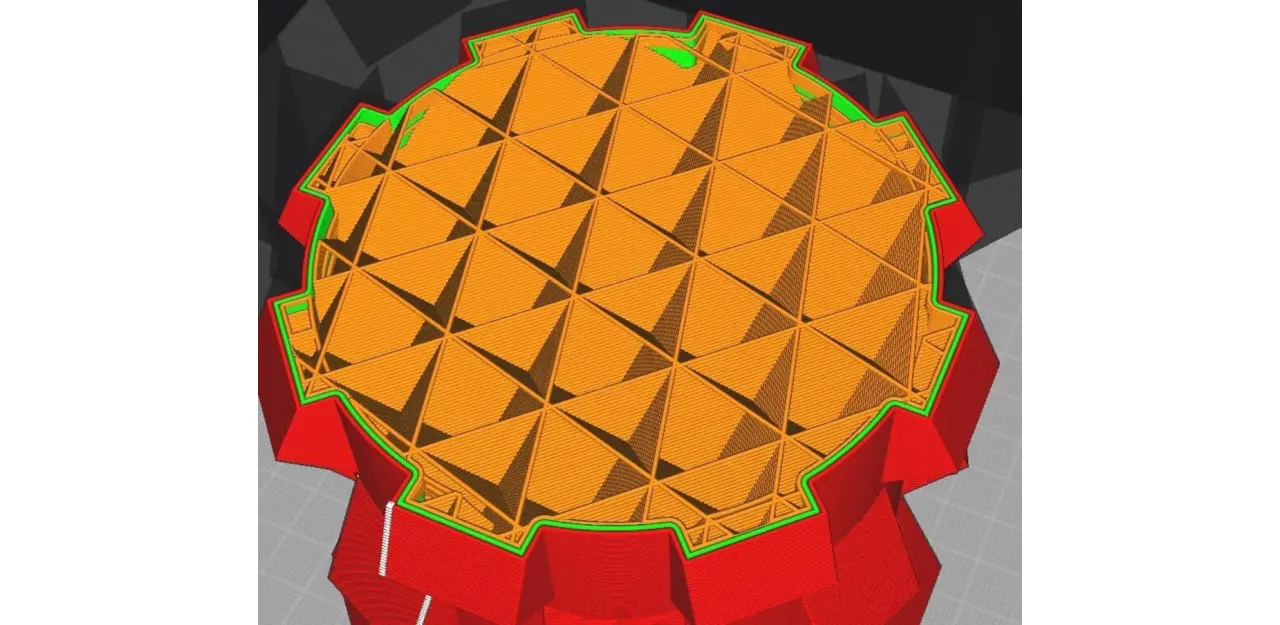
- Треугольник. Если посмотреть на разные варианты сетки, то сюда можно отнести шестигранник, обычный и 2D треугольник. Рассматриваемый вариант будет лучшим вариантом для элементов, которые имеют нагрузки по X и Y осям. Еще треугольник применяется для моделей, которые имеют стенки, располагающиеся параллельно стандартной сетке.
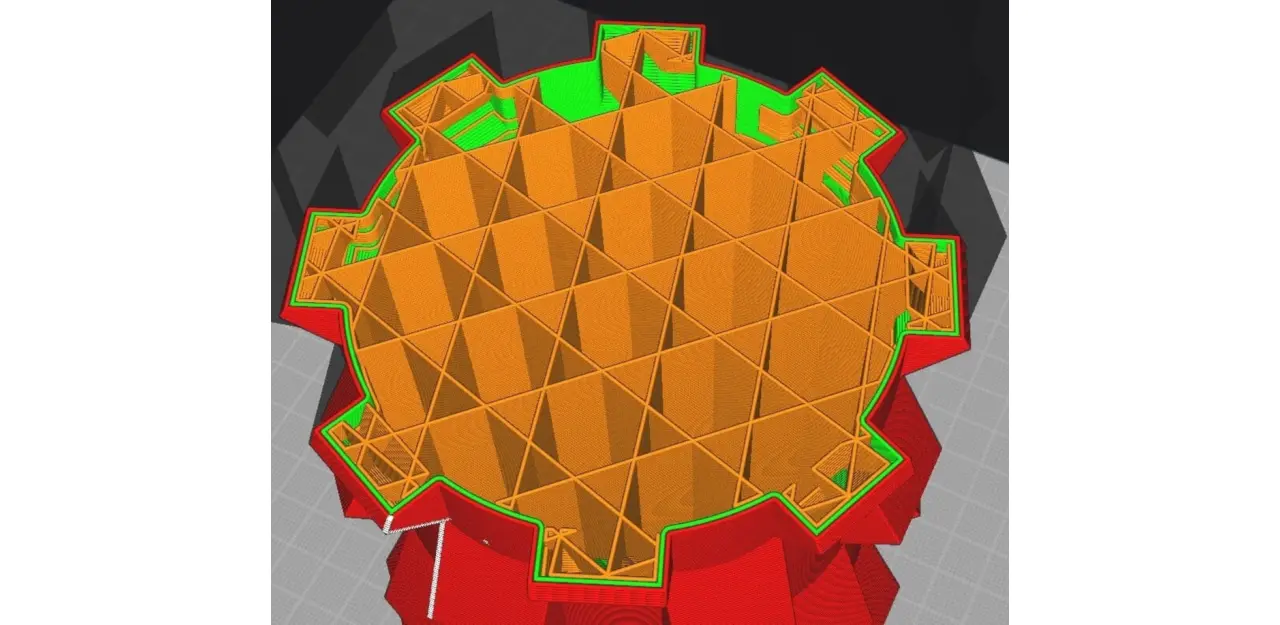
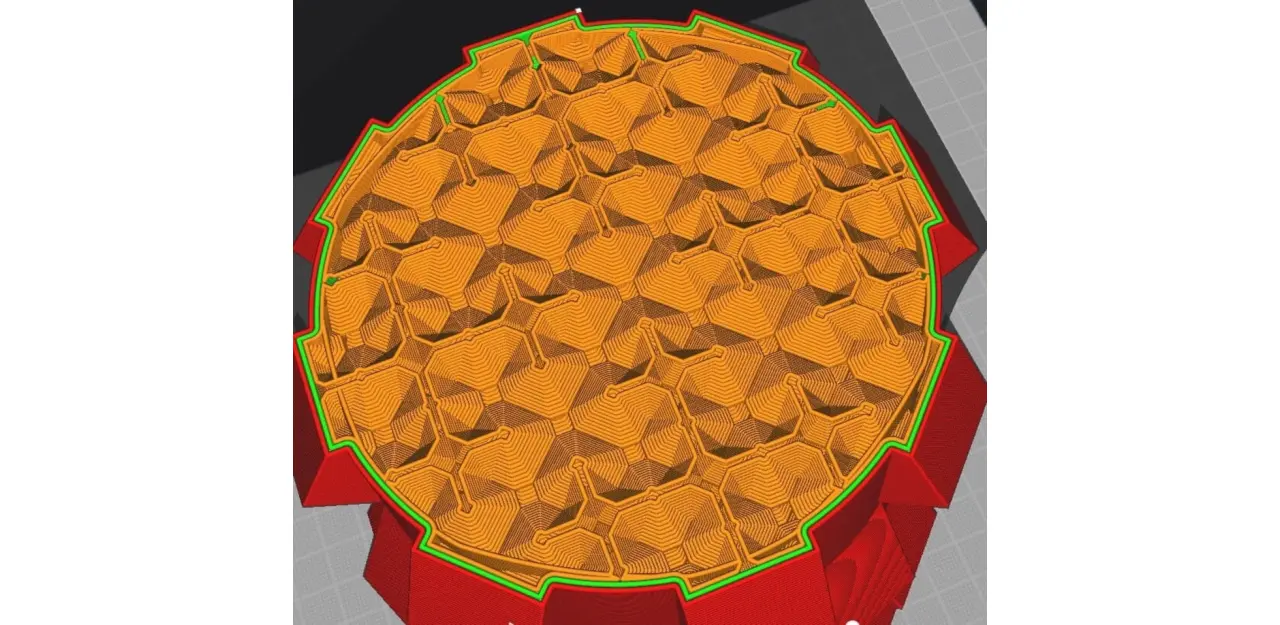
- Шестиугольник и треугольник. Здесь применяются чередующиеся соты, которые могут иметь различную форму. С их помощью происходит сокращение длины линий, поэтому разрывы при 3D-печати практически не наблюдаются.
- Линии. Этот вариант заполнения похож на сетку, но является более эластичным. Различия состоят в том, что печать осуществляется во всех направлениях через слой, но плотность больше в 2 раза. Линии больше подвержены обрыву, что связано с их длиной, а связь с прошлым слоем является слабой. Если посмотреть на скорость 3D-печати, то линии соответствуют сетке. Зигзаг практически не имеет отличий от линий, поэтому такие виды заполнения являются приблизительно одинаковыми.
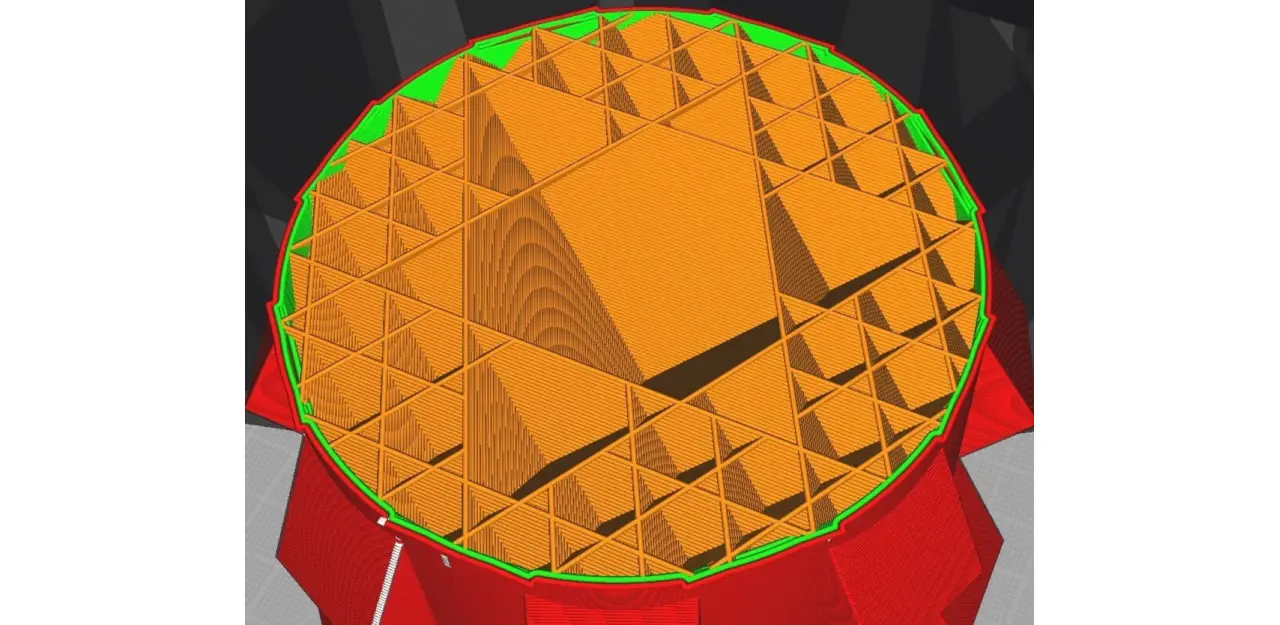
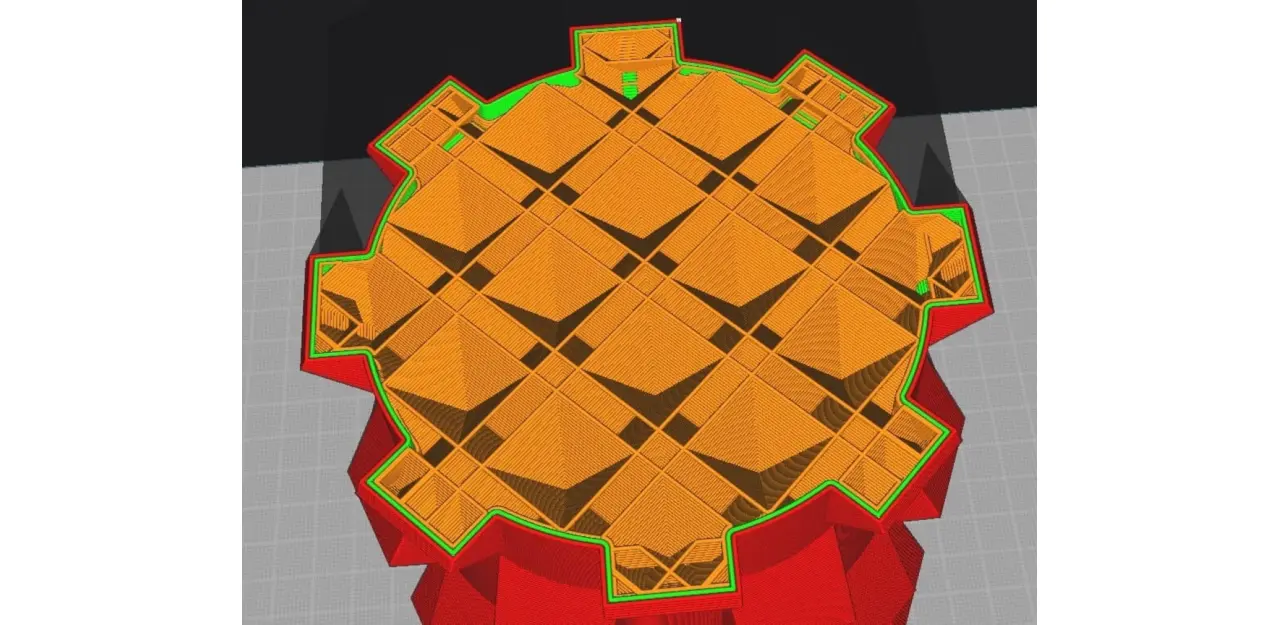
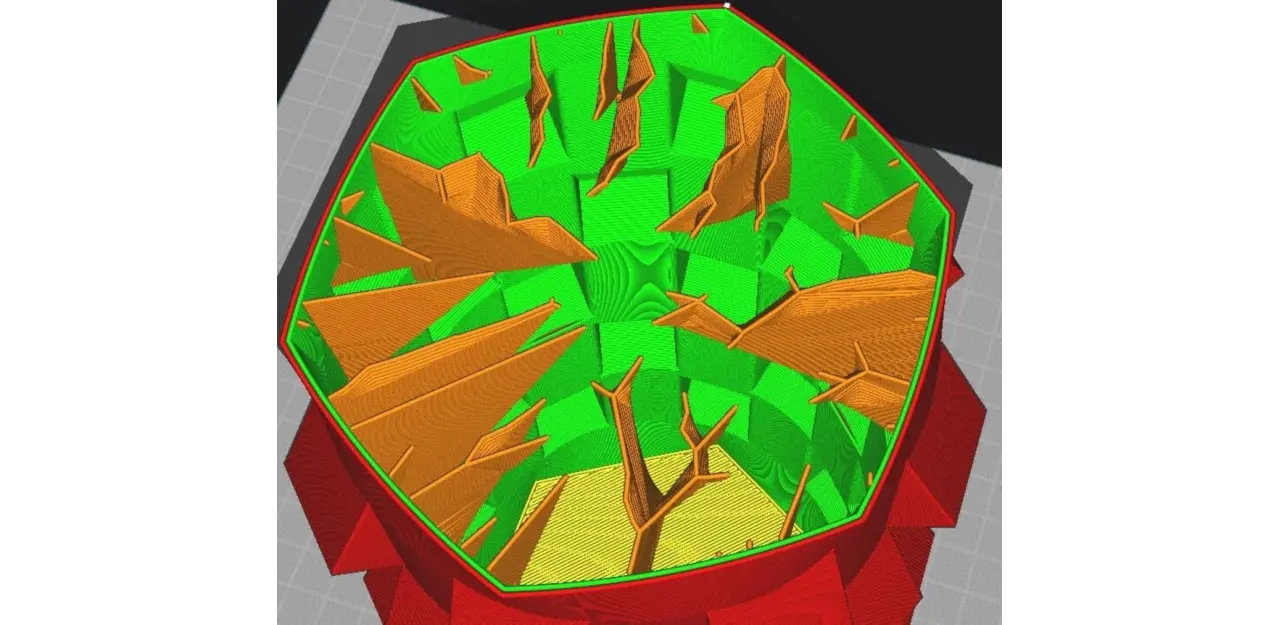
- Куб. Такой вариант отлично подойдет для изделий, где ожидаются нагрузки. Это объемное заполнение имеет вид симметричных пирамидок, что обеспечивает уменьшение коробления нагрузки, которая равномерно распределяется по всему отпечатку. На стенках изделия особенно будет видно расположение линий по диагонали. Если вы не хотите видеть этот эффект, то требуется принять соответствующие меры.
- Динамический куб. Заполнение имеет вид пирамидок, которые располагаются внутри. Чем глубже близость к поверхности, тем больше пирамидок. Такой подход обеспечивает экономию филамента и повышает скорость 3D-печати. Это может нанести ущерб прочности изделия. По другим параметрам в сравнении с обычным кубом отличия отсутствуют.
- Восьмигранник. Имеются сходства с обычным кубом. Отличия заключаются в том, как располагаются стенки пирамидок. Восьмигранник способен вызвать существенную деформацию, если сравнить с нагрузкой по осям. Этот фактор нужно помнить при создании тонкостенных отпечатков.
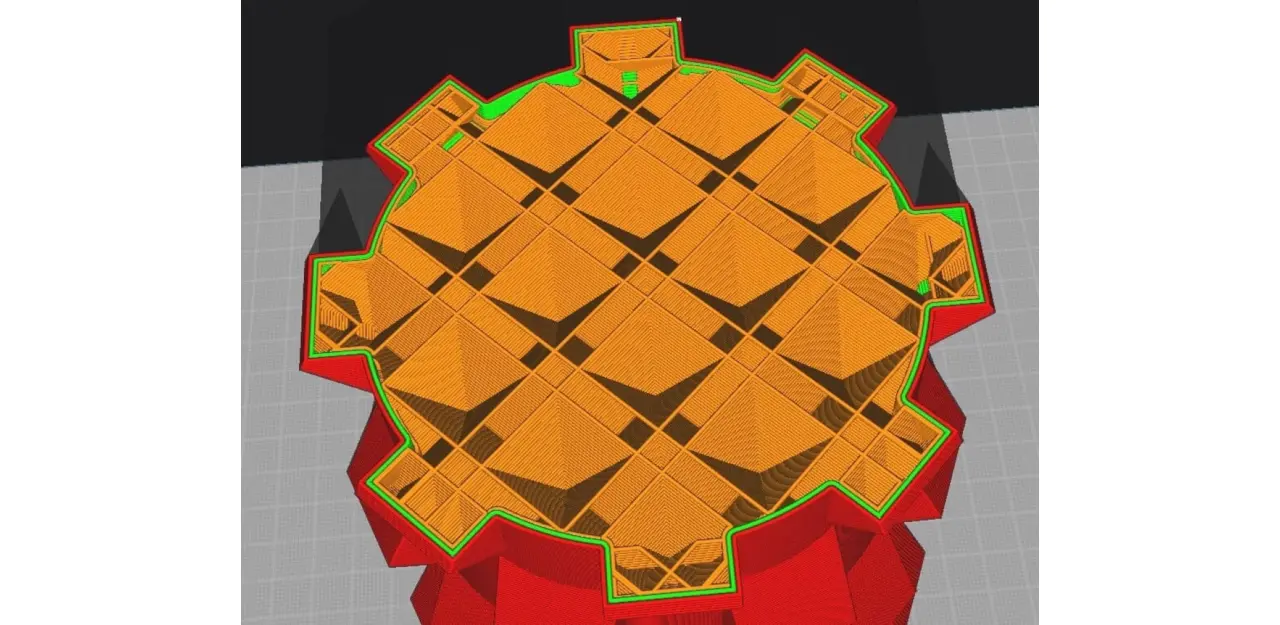
- Четверть куба. По параметрам и внешнему виду здесь немного отличий от восьмигранника. Создаваемые детали очень редко получаются симметричными. Поэтому в отдельных ситуациях необходимо несколько раз осуществить слайсинг. Затем следует внимательно наблюдать на разрез, какая часть лучше решает поставленную задачу. Рядом с оболочками должны отсутствовать огромные пустоты.
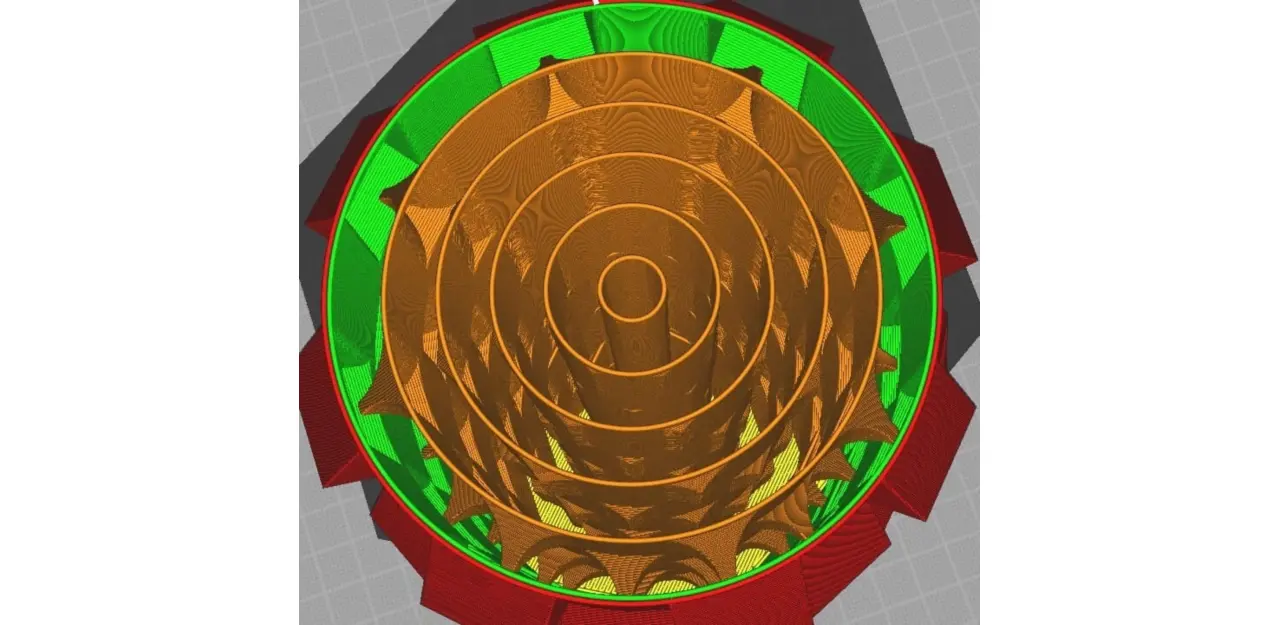
- Концентрическое. Этот вариант используется для «резиноподобных» филаментов. Такой подход обеспечивает для изделия мягкость по горизонтали и максимальную гибкость по вертикали. Заполнение имеет много цилиндрических поверхностей, которые параллельны стенкам 3D-модели. Концентрическое заполнение на практике применяется редко.
- Крестовое. Ориентировано для Flex филаментов. Если сравнить с концентрическим заполнением, то данный вариант более плотный и упругий по горизонтали. Уровень упругости увеличивается прямо пропорционально придаваемому сжатию. Это отличный вариант для создания бамперов, отбойников и других изделий, которые должны выдерживать ударную нагрузку.
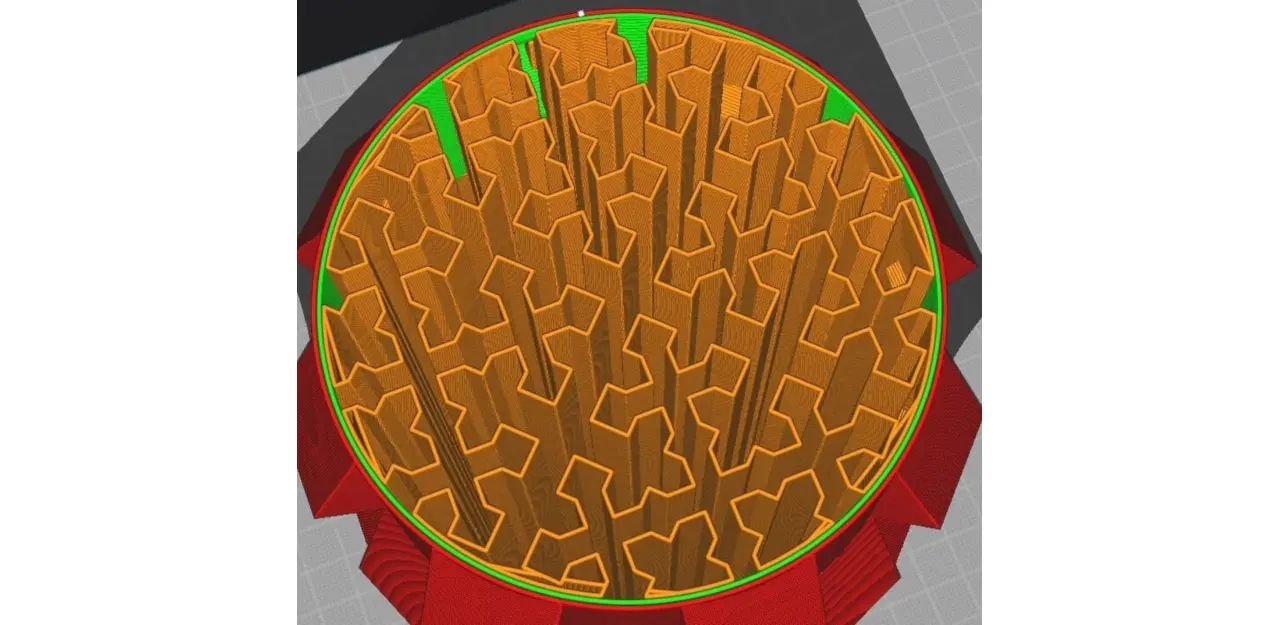
- Крестовое 3D. При сравнении с крестовым заполнением здесь имеется большая жесткость.
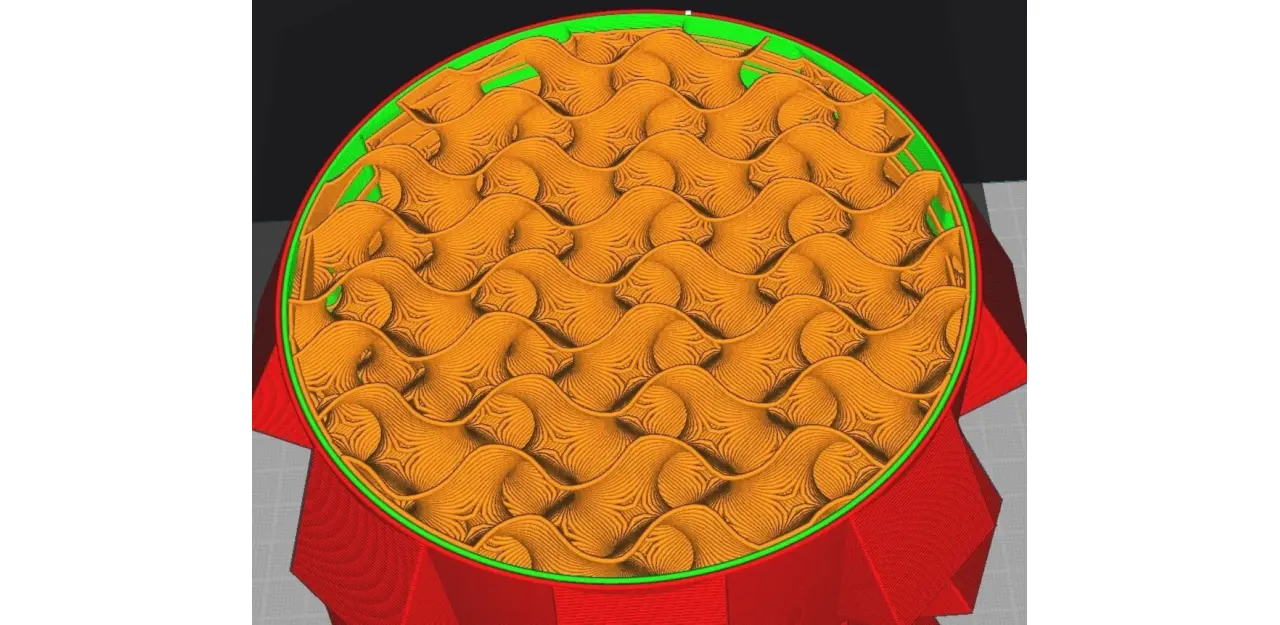
- Гироидное. Это заполнение является трехмерное и имеет красивый дизайн, выполненный в виде волн. Здесь по всем осям наблюдается равная упругость и прочность. Минус его использования состоит в том, что на слайсере требуется длительная нарезка. Также оказывается большая нагрузка на 3D-принтер. Гироидное заполнение подойдет для гибкого филамента, но его можно применять и с твердыми пластиками в виде аналога куба.
- Молния. Заполнение применяется только с одной целью – 3D-печать крышки. Данная пустотелая модель отлично подойдет для ненагруженных изделий, где не важен внутренний слой и особенности распределения прочности. Молния используется для распечатки декоративных деталей. Еще здесь экономится филамент.
Где можно купить лучший филамент 2024 года?
Перед выбором пластика вы должны определиться, какие именно модели и с каким заполнением требуется создать. Если вам трудно выбрать филамент, то зайдите в каталог Артлайн. Специалисты техподдержки помогут подобрать такой вариант пластика, который будет оптимальным вариантом для решения ваших задач.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





