

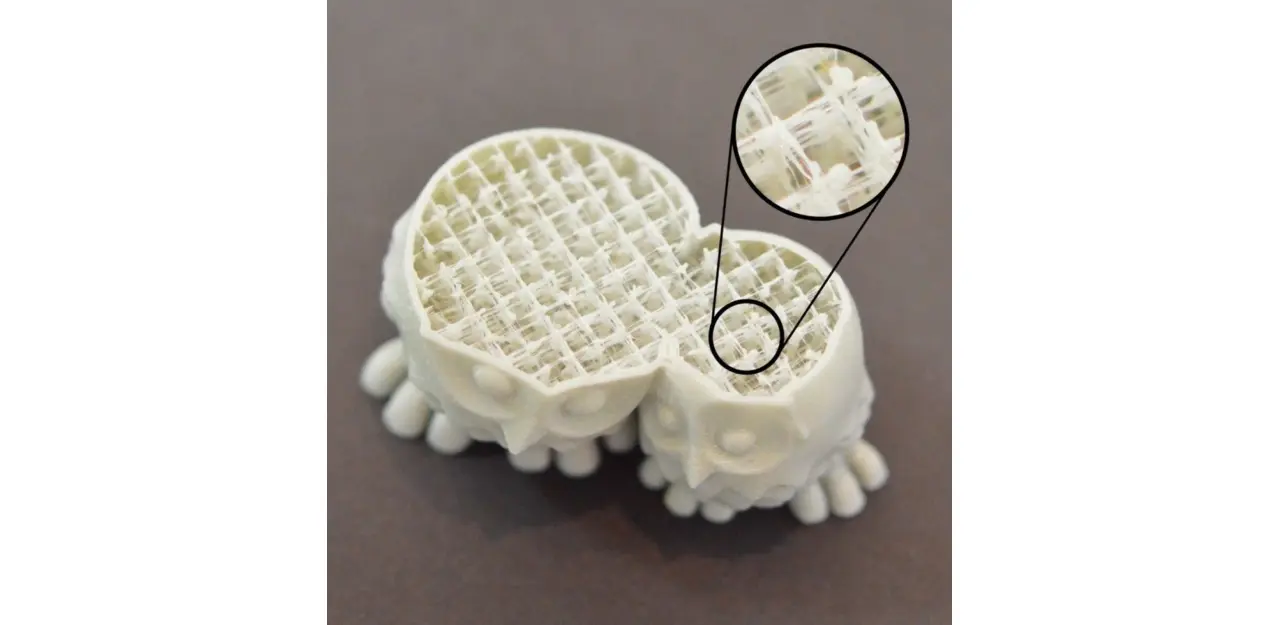
Заповнення створюваної 3D-моделі є важливим моментом. Від цього напряму залежить міцність роздрукованого виробу. Заповнення дозволяє досягти надійних зовнішніх оболонок відбитка. З його допомогою підтримуються верхні поверхні, які будуть створені зверху заповнення. Якщо ви бачите тягуче або слабке заповнення, потрібно буде виконати деякі кроки для вирішення проблеми. Це дозволить зробити відбиток міцнішим.
Зміст:
- Зменшення швидкості 3D-друку
- Збільшення ширини екструзії заповнення
- Альтернативні шаблони заповнення
- Де можна купити найкращий філамент 2024 року?
Зменшення швидкості 3D-друку
Швидкість друку заповнення є більш швидкою, ніж будь-якого іншого елемента 3D-моделі. Якщо ви здійснюєте цей процес занадто швидко, то екструдер може не впоратися із завданням. Це призведе до появи недоекструзії усередині відбитка. Внаслідок цього з'являється тягуче і слабке заповнення, так як у ноззла не виходить видавити таку кількість філаменту, скільки задано в ПЗ.
Якщо ви працювали з різними шаблонами заповнення, але неполадка не була виправлена, можна знизити швидкість 3D-друку. Цей процес виконується в меню "Змінити параметри процесу", де варто вибрати розділ "Швидкості". Користувачеві потрібно відредагувати показник «Швидкість друку за замовчуванням». Саме там можна виконати керування швидкістю для досягнення потрібного заповнення. Припустимо, раніше ви друкували зі швидкістю 600 мм/с (3600 мм/с). Для вирішення проблеми цей показник можна зменшити на 50%, що дозволить отримати більш тверде та міцне заповнення.
Збільшення ширини екструзії заповнення
У функціоналі Simplify3D є потужна опція, яка дозволяє змінювати ширину екструзії. Це важливий момент заповнення відбитків. Наприклад, периметр контуру можна створити за допомогою тонкої екструзії 0.4 мм, після чого виконати заповнення із шириною екструзії 0.8 мм. Такий підхід дозволить отримати міцні та товсті стінки заповнення, за допомогою яких можна значно збільшити міцність відбитка.
Для зміни цього значення необхідно перейти в меню "Змінити параметри процесу" та відкрити підрозділ "Заповнення". Там потрібно у відсотках від звичайної ширини екструзії вказати значення "Ширина екструзії заповнення". Допустимо, там можна вказати параметр 200%. Це дозволить отримати вдвічі тонший периметр контуру. Під час налаштування цього значення у ПЗ слід пам'ятати, що в 2 рази більше філаменту буде використовуватися при створенні всіх ліній. Якщо ви хочете зберегти аналогічний відсоток заповнення, то створювані лінії повинні розташовуватися далі один від одного. Тому деякі користувачі збільшують відсоток заповнення після підвищення параметрів екструзії заповнення.
Альтернативні шаблони заповнення
Користувачам необхідно приділяти особливу увагу шаблону заповнення, який застосовується в 3D-друку. Цей параметр можна змінити в меню "Змінити параметри процесу" у розділі "Заповнення". У спеціальному розділі «Шаблон внутрішнього заповнення» можна вибрати саме той варіант шаблону, який буде відповідати вашому відбитку. Деякі шаблони більш щільні, а інші жертвують міцністю заради підвищеної швидкості 3D-друку. Далі ми детально зупинимося на шаблонах заповнення.
Різновиди та призначення
У багатьох випадках заповнення розраховується автоматично. При цьому враховується економія матеріалу. Якщо детально розглянути це питання, то заповнення впливає на 3D-друк та параметри готового виробу. Не завжди початкові установки мають оптимальне значення. Якщо правильно вказати параметри, то можна заощадити ресурс 3D-принтера і досягти необхідних результатів у плані твердості та пружності. Давайте умовно розділимо різні типи заповнень:
- Гнучкі деталі. Сюди належать різноманітні фігурні форми. Такий варіант не перешкоджає скручування у необхідних осях.
- Підвищена точність. Такі деталі мають витримувати великі навантаження. Операторам не потрібно недооцінювати малюнок, що створюється. Тут використовуються об'ємні види заповнень.
- Звичайна міцність. При створенні таких моделей можна використовувати стандартні налаштування, які відрізняються універсальністю і міцністю.
- Декоративні вироби. Тут не потрібен великий рівень міцності, тому що основний наголос спрямований на підтримку верхніх шарів. У цій ситуації заповнення застосовується для підтримки кришки або воно відсутнє.
Шаблони заповнення
Доступні шаблони для операторів:
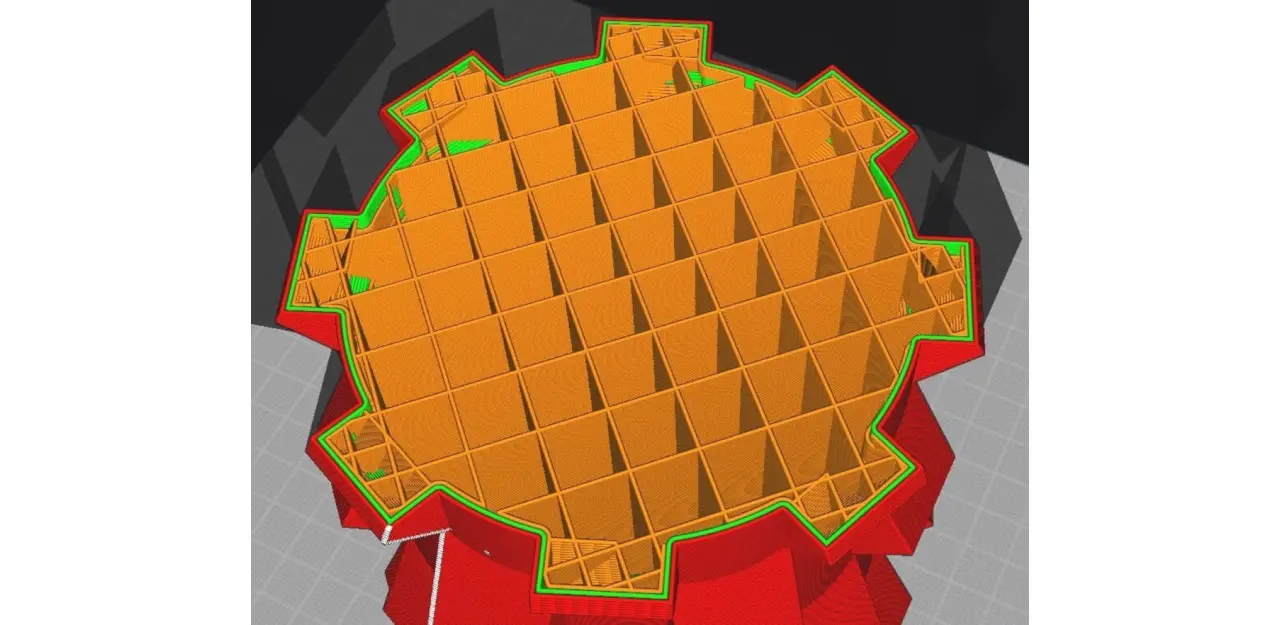
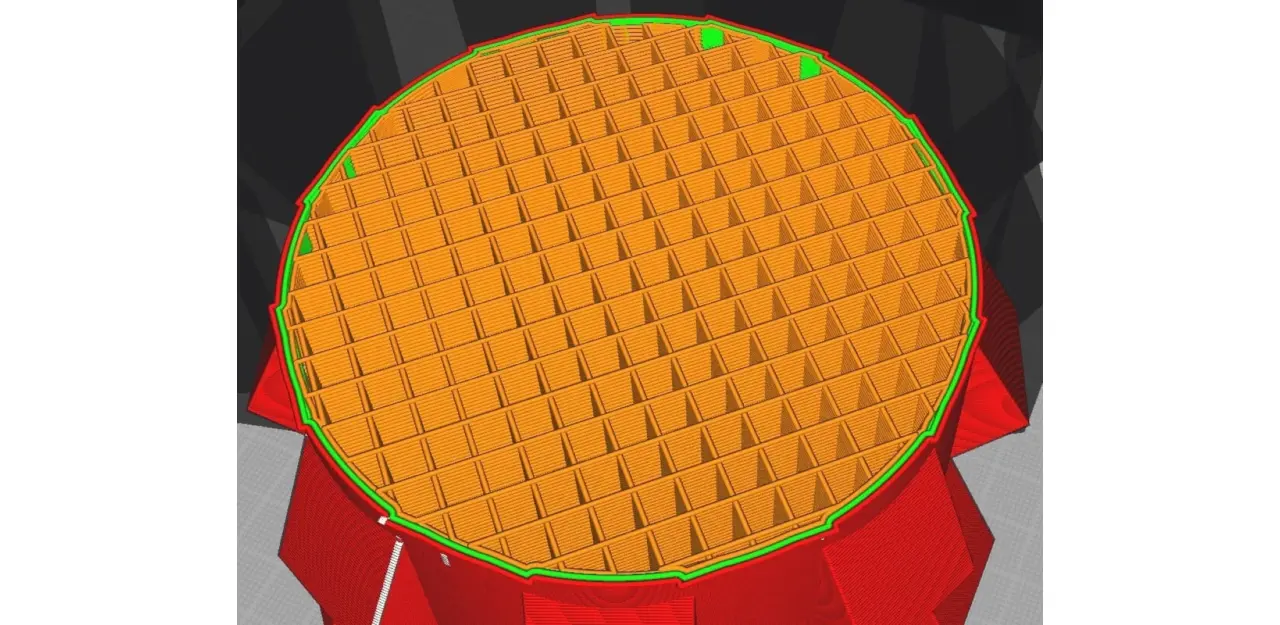
- Сітка. Якщо оператору не потрібні додаткові умови, можна використовувати сітку. При цьому можна зменшити або збільшити її щільність, щоб створити більш легкі чи міцні відбитки. За допомогою сітки друкують стандартні моделі. Це золота середина, якщо подивитися на параметри міцності та зовнішнього вигляду. Також такий 3D-друк проводиться дуже швидко.
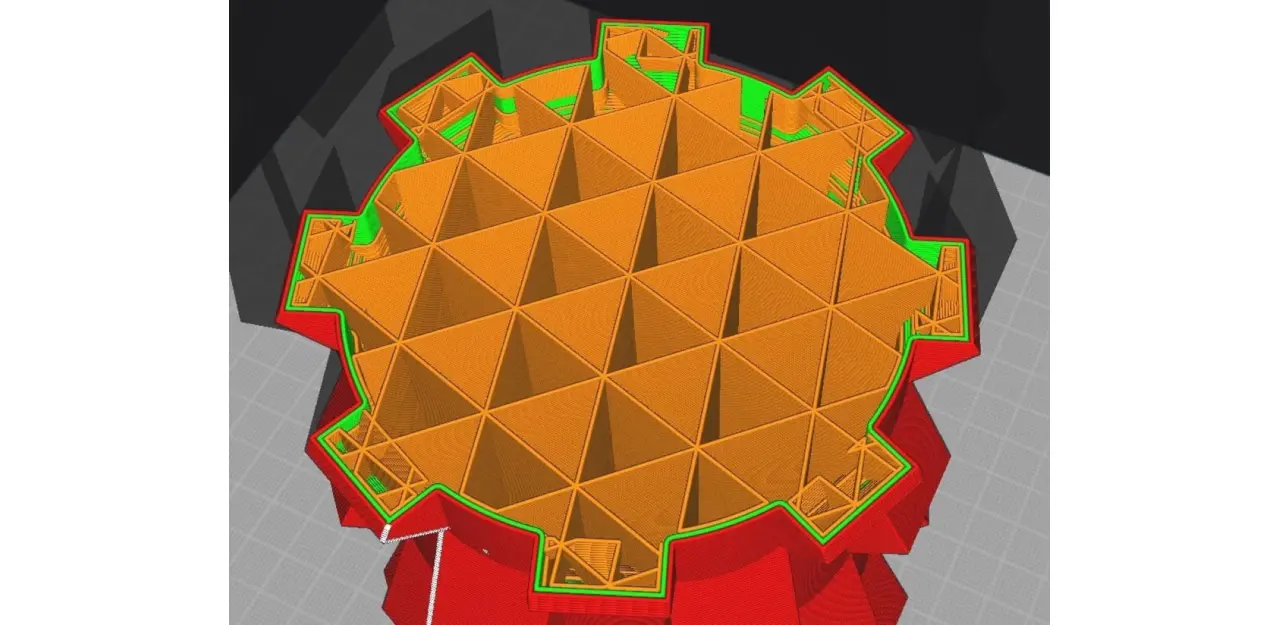
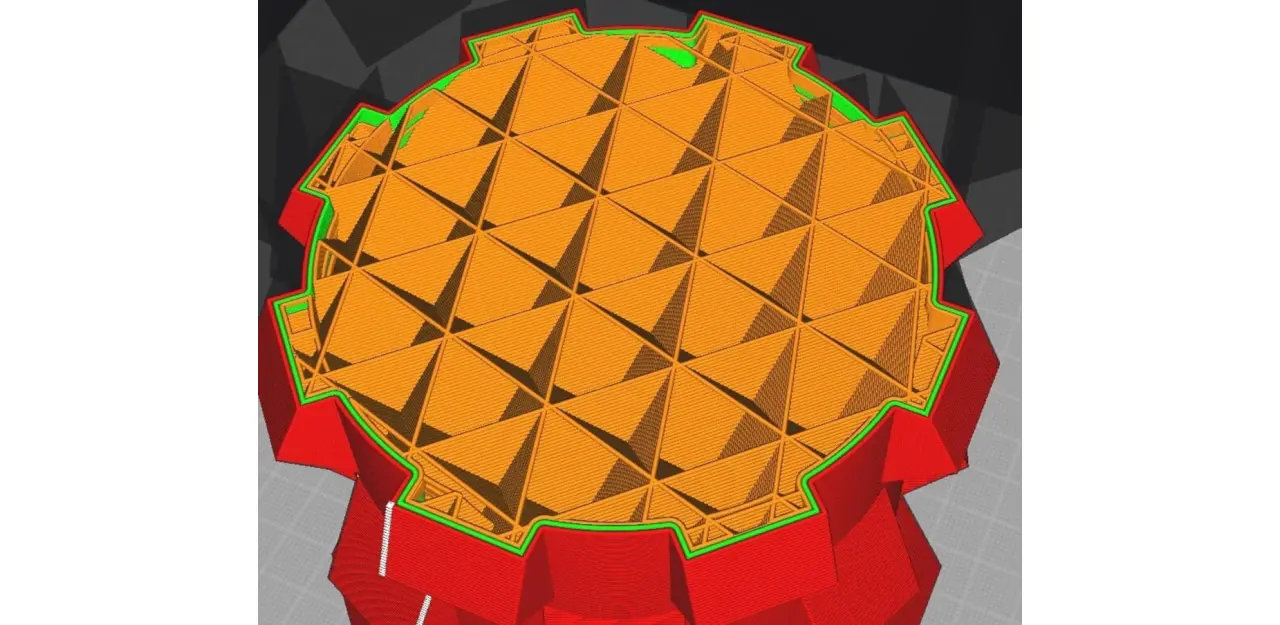
- Трикутник. Якщо подивитися на різні варіанти сітки, то сюди можна віднести шестигранник, звичайний та 2D трикутник. Розглянутий варіант буде найкращим варіантом для елементів, які мають навантаження по X та Y осях. Ще трикутник застосовується для моделей, які мають стінки, що розташовані паралельно до стандартної сітки.
- Шестикутник та трикутник. Тут застосовуються стільники, що чергуються, які можуть мати різну форму. З їхньою допомогою відбувається скорочення довжини ліній, тому розриви при 3D-друку практично не спостерігаються.
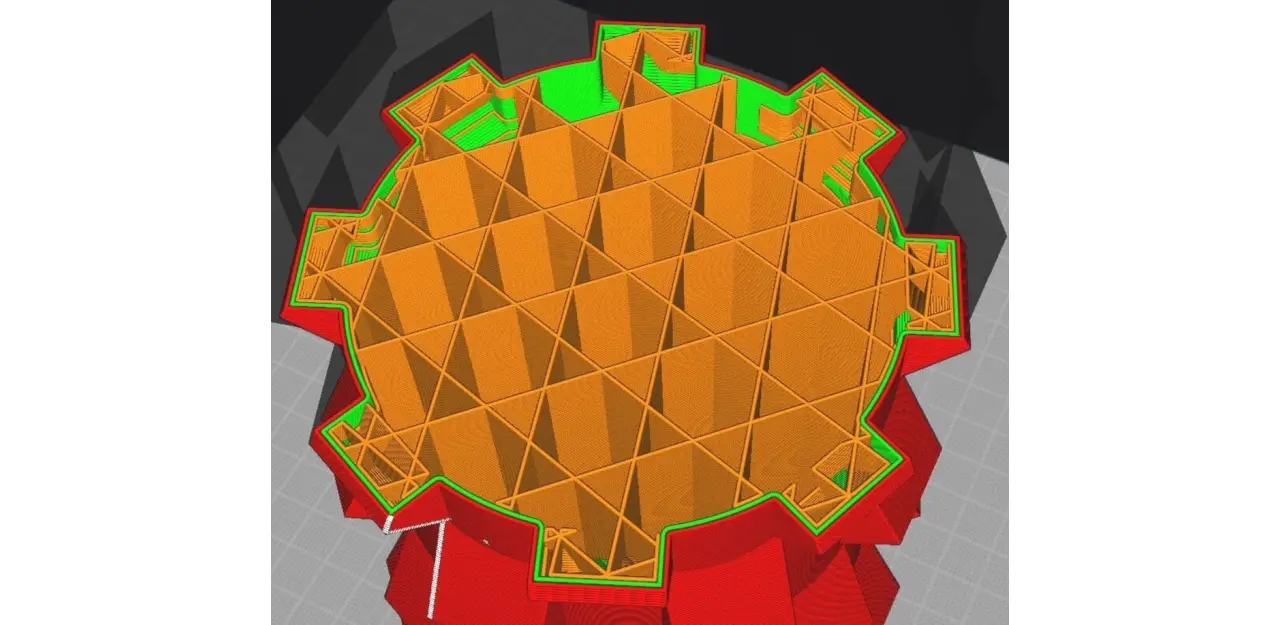
- Лінії. Цей варіант заповнення схожий на сітку, але є більш еластичним. Відмінності полягають у тому, що друк здійснюється у всіх напрямках через шар, але щільність більша в 2 рази. Лінії більше схильні до обриву, що пов'язано з їх довжиною, а зв'язок з минулим шаром є слабким. Якщо подивитися на швидкість 3D-друку, лінії відповідають сітці. Зигзаг практично немає відмінностей від ліній, тому такі види заповнення є приблизно однаковими.
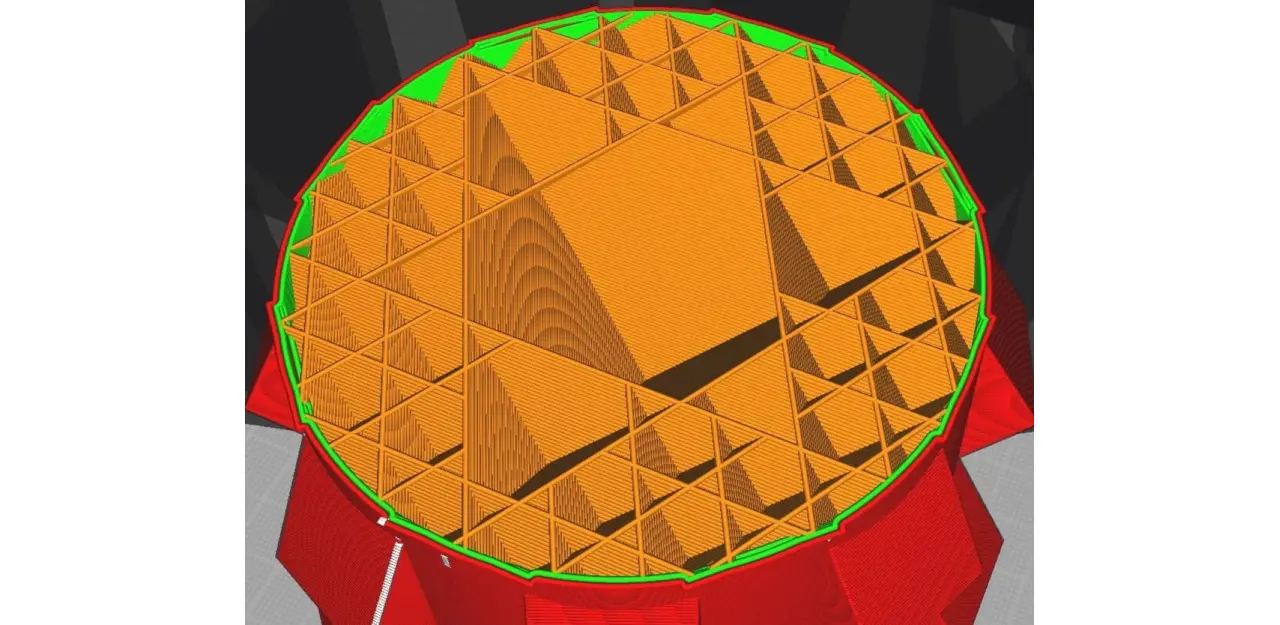
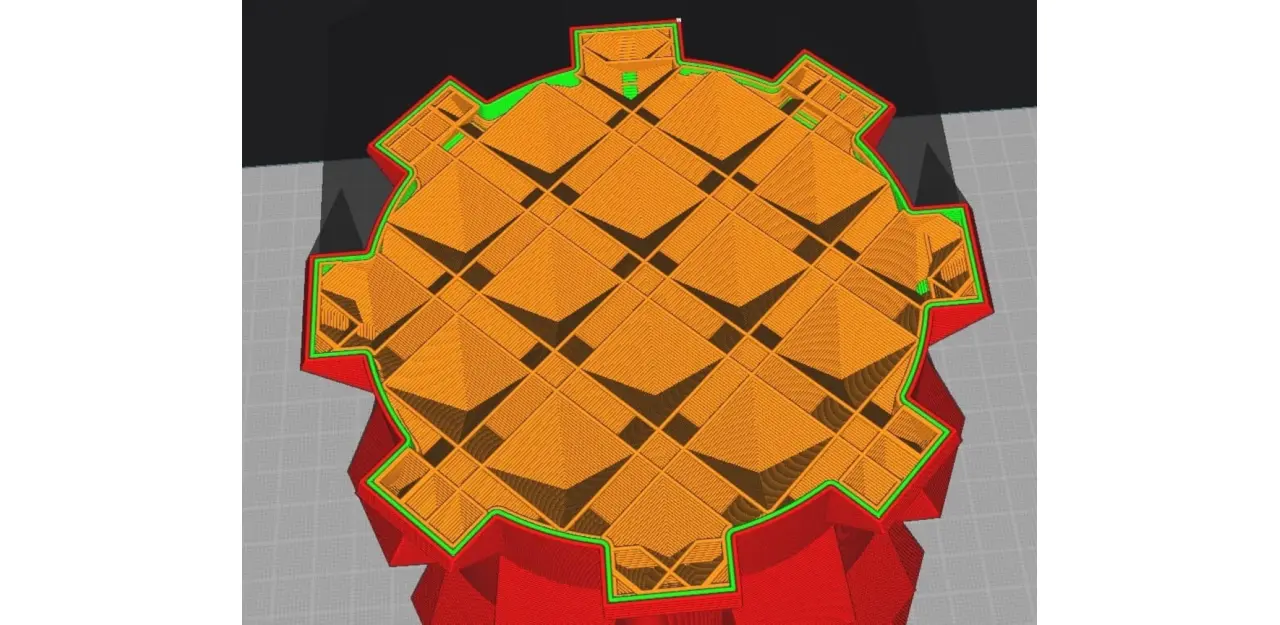
- Куб. Такий варіант чудово підійде для виробів, де очікуються навантаження. Це об'ємне заповнення має вигляд симетричних пірамідок, що забезпечує зменшення жолоблення навантаження, яке рівномірно розподіляється по всьому відбитку. На стінках виробу особливо видно розташування ліній по діагоналі. Якщо ви не хочете бачити цей ефект, потрібно вжити відповідних заходів.
- Динамічний куб. Заповнення має вигляд пірамідок, що розташовуються всередині. Чим глибша близькість до поверхні, тим більше пірамідок. Такий підхід забезпечує економію філаменту та підвищує швидкість 3D-друку. Це може завдати шкоди міцності виробу. За іншими параметрами порівняно із звичайним кубом відмінності відсутні.
- Восьмигранник. Є подібності до звичайного куба. Відмінності полягають у тому, як розташовуються стінки пірамідок. Восьмигранник здатний викликати суттєву деформацію, якщо порівняти з навантаженням по осях. Цей фактор слід пам'ятати при створенні тонкостінних відбитків.
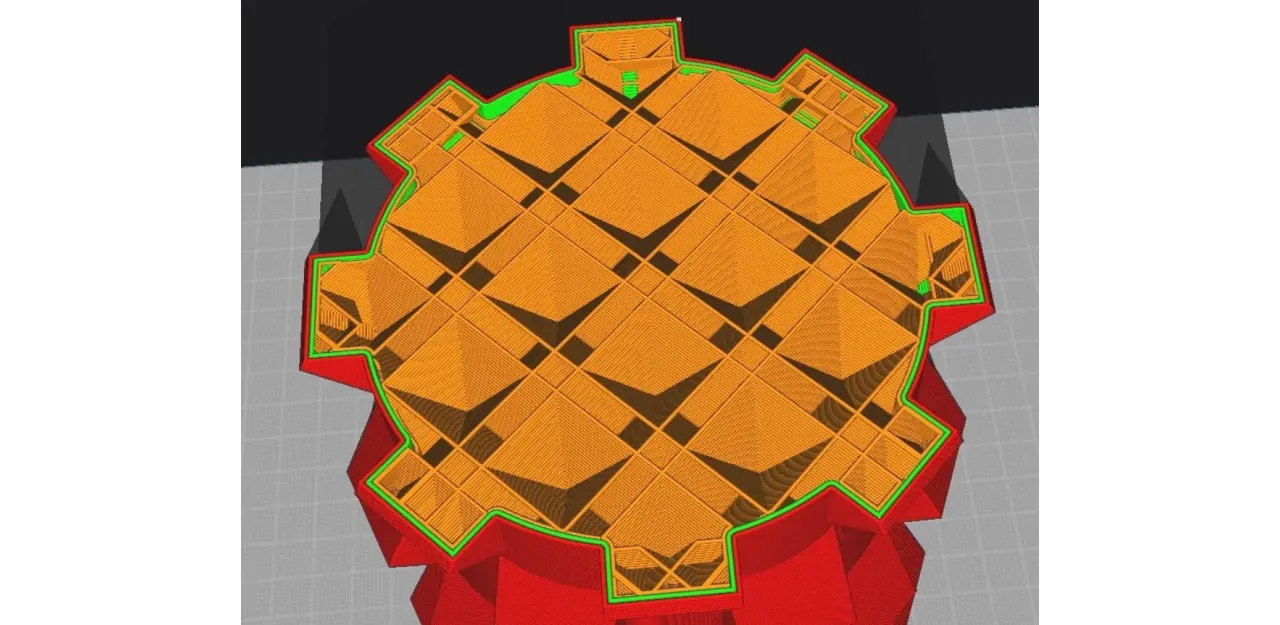
- Чверть куба. За параметрами та зовнішнім виглядом тут трохи відмінностей від восьмигранника. Створювані деталі дуже рідко виходять симетричними. Тому в окремих ситуаціях потрібно кілька разів здійснити слайсинг. Потім слід уважно спостерігати на розріз, яка частина краще вирішує поставлене завдання. Поруч із оболонками повинні бути відсутні величезні порожнечі.
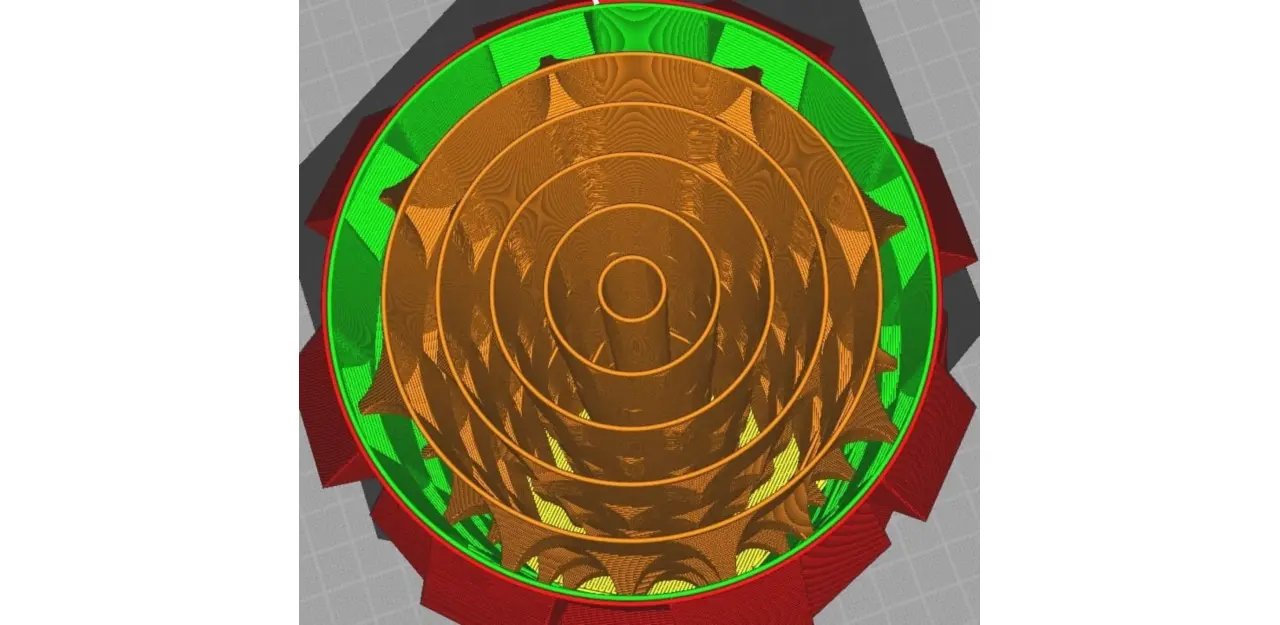
- Концентричне. Цей варіант використовується для гумовоподібних філаментів. Такий підхід забезпечує для виробу м'якість по горизонталі та максимальну гнучкість по вертикалі. Заповнення має багато циліндричних поверхонь, які паралельні до стінок 3D-моделі. Концентричне заповнення на практиці застосовується рідко.
- Хрестове. Орієнтовано для філаментів Flex. Якщо порівняти з концентричним заповненням, цей варіант більш щільний і пружний по горизонталі. Рівень пружності збільшується прямо пропорційно стиску, що надається. Це відмінний варіант для створення бамперів, відбійників та інших виробів, які мають витримувати ударне навантаження.
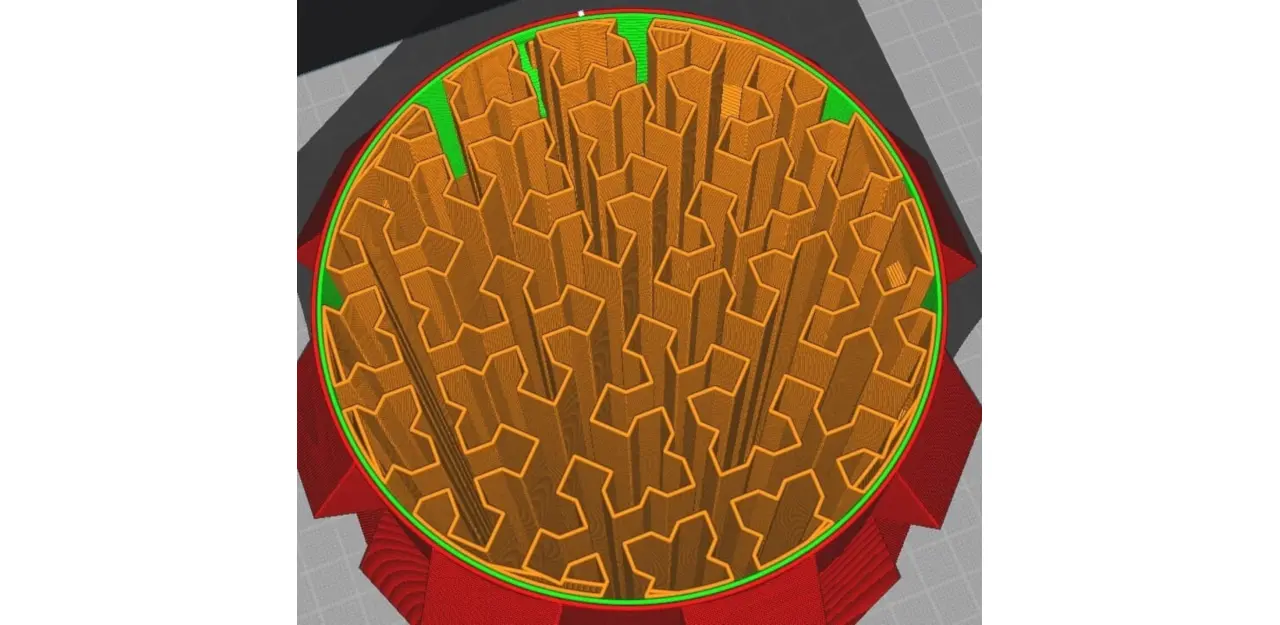
- Хрестове 3D. Порівняно з хрестовим заповненням тут є велика жорсткість.
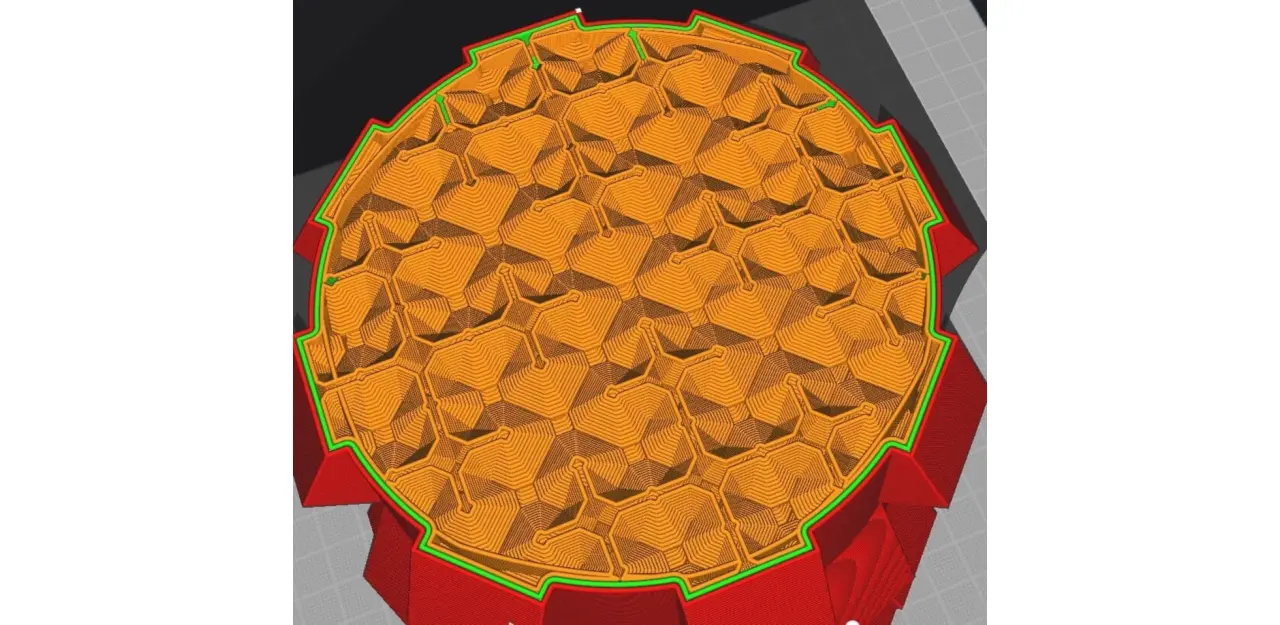
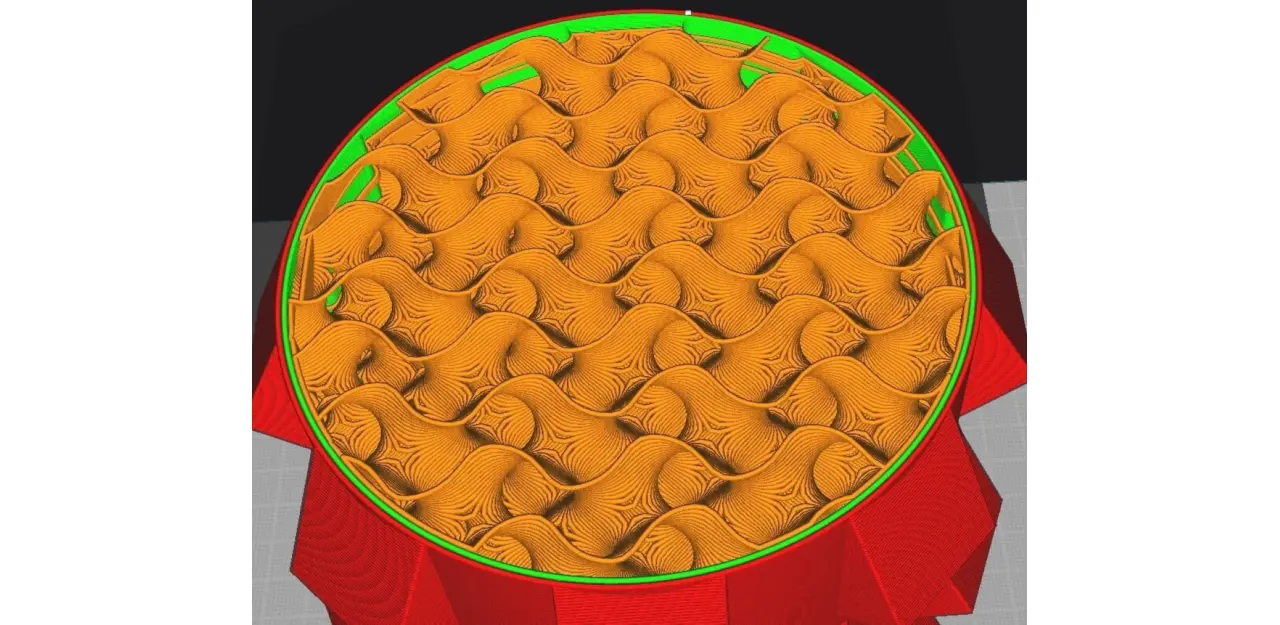
- Гіроїдна. Це заповнення є тривимірним і має гарний дизайн, виконаний у вигляді хвиль. Тут по всіх осях спостерігається рівна пружність та міцність. Мінус його використання полягає в тому, що на слайсері потрібна тривала нарізка. Також задається велике навантаження на 3D-принтер. Гіроїдне наповнення підійде для гнучкого філаменту, але його можна застосовувати і з твердими пластиками у вигляді аналога куба.
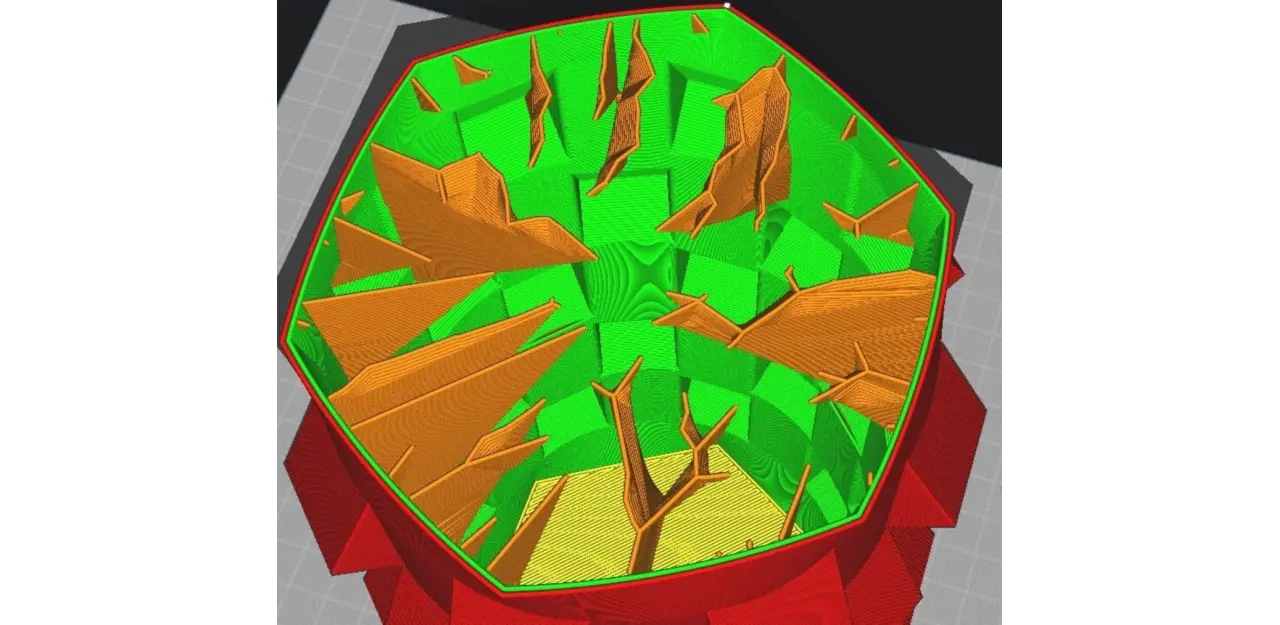
- Блискавка. Заповнення застосовується лише з однією метою – 3D-друк кришки. Дана пустотіла модель відмінно підійде для ненавантажених виробів, де не важливий внутрішній шар та особливості розподілу міцності. Блискавка використовується для друку декоративних деталей. Ще тут заощаджується філамент.
Де можна купити найкращий філамент 2024 року?
Перед вибором пластику ви повинні визначитися, які саме моделі та з яким заповненням потрібно створити. Якщо вам важко вибрати філамент, зайдіть в каталог Артлайн. Фахівці техпідтримки допоможуть підібрати такий варіант пластику, який буде оптимальним варіантом для вирішення ваших завдань.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





