Если вы хотите распечатывать точные детали, то используемый 3D-принтер должен выдавливать постоянное количество филамента. Если в различных частях отпечатка будет разный уровень экструзии, то это окажет негативное влияние на качество печати. Для определения проблемы с непостоянной экструзией нужно следить за работой аппарата. К примеру, если принтер создает прямую линию на 20 мм, но вы видите некоторые неровные части или разный размер, то появилась нестабильная экструзия. Ниже мы рассмотрим основные причины такой неполадки и методы их устранения.
Содержание:
- Филамент застревает или запутывается
- Засорение экструдера
- Чистка ноззла
- Очень низкая высота ноззла
- Неправильная ширина экструзии
- Филамент плохого качества
- Способы хранения филамента
- Механические проблемы экструдера
- Где можно купить лучший филамент для печати?
Филамент застревает или запутывается
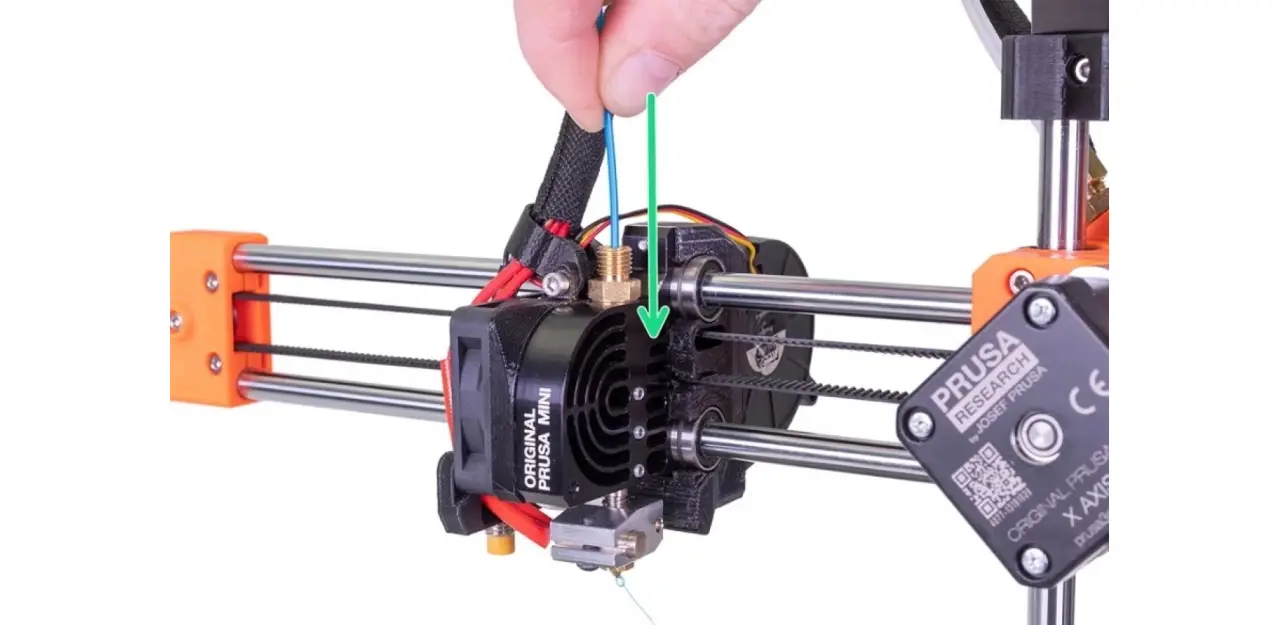
Оператору нужно проверить катушку, из которой филамент подается в устройство. Здесь необходимо проверить, чтобы такая катушка могла свободно вращаться, а материал мог из нее легко разматываться. Если пластик запутывается или у катушки небольшое сопротивление к вращению, то это становится причиной неравномерного выдавливание филамента из ноззла. Если в аппарате используется трубка Боудена (она имеет вид маленькой полой трубки, через которую проходит пластик), то вам необходимо проверить, перемещается ли в ней пластик и имеется ли там сопротивление. Если в трубке наблюдается большое сопротивление, то ее необходимо очистить или внести внутрь нее смазку.
Засорение экструдера
Если пластик легко втягивается в экструдер и не запутывается, то необходимо проверить ноззл. Есть вероятность появления постороннего материала или маленького мусора, что негативно влияет на экструзию. Для решения данной неполадки можно использовать утилиту Simplify3D. С ее помощью следует вручную выдавить часть филамента из ноззла. Оператору нужно наблюдать за тем, чтобы пластик выдавливался последовательно и равномерно. Если проблем нет, значит необходимо очистить ноззл. Точную информацию об этом процессе можете найти у производителя принтера.
Чистка ноззла
Очень часто пользователи невооруженным глазом видят засорение ноззла. Проблема имеет вид наплывов филамента и нагара. Такое засорение запускать нельзя, так как это будет помехой для нормальной работы. Сначала оператору необходимо протереть ноззл смоченной в спирте или воде тряпочкой. Эти шаги нужно выполнять на предварительно разогретом ноззле, поэтому следует быть осторожным. Если при помощи тряпочки вы не смогли решить вопрос, то используйте металлическую щетку, лезвие или иголку для удаления остатков пластика.

Для профилактики образования наплывов нужно проверить калибровку стола, высоту слоев. Зачастую филамент налипает из-за того, что ноззл задевает укладываемый пластик.

Забивание ноззла может быть частичным или полным. Эти варианты засорения могут негативно влиять на создаваемый отпечаток, поэтому требуется регулярно проводить очистку.
Самым простым решением будет использование тонкой иглы для проталкивания пробки в разогретом ноззле. Затем потребуется прогнать немного расплавленного филамента, чтобы вывести мусор.

Следующий метод заключается в холодной прочистке, но он более трудный. Сначала оператору потребуется выгрузить старый пластик. После этого следует отсоединить трубку для подачи материала от экструдера. Оператору нужно включить нагрев хотэнда до той температуры, когда начнет плавиться филамент. Лучшим вариантом для очистки ноззла будет нейлон, это связано со свойствами материала. У него на разрыв достаточно высокая прочность. Для очистки потребуется его отрезок 20 см. Пользователю потребуется в разогретый хотэнд подать пластик до упора. Если ноззл забит не полностью, то давить следует осторожно, пока филамент не начнет выходить.
После выполнения этого шага деактивируйте термоблок, чтобы обеспечить остывание хотэнда. При этом усилие с материала не снимайте, так как филамент должен заполнить ноззл и схватиться с имеющимся там мусором. Когда при очистке нейлоном температура хотэнда станет 60°C, потребуется снова активировать термоблок. Через несколько секунд до полного плавления филамента нужно сильно и плавно выдернуть пластик из хотэнда. Если вы сможете выполнить этот шаг, то из ноззла выйдет нагар и мусор. Для достижения нужного эффекта такую процедуру можно повторять до полной очистки.

Третий способ состоит в замене ноззла. Этот процесс должен быть выполнен аккуратно, чтобы не был поврежден термобарьер. После разогрева хотэнда потребуется выгрузить филамент, а затем следует открутить ноззл и установить вместо него новый.
После замены старый ноззл можно восстановить. Для этого его следует очистить в специальном растворителе. Выбирать растворитель нужно в зависимости от применяемого филамента. Здесь не стоит прокаливать латунные ноззлы, так как они теряют прочность, но его можно нагреть при помощи газовой горелки. Затем нужно дождаться его остывания, а для очистки используется компрессор для продувки. Еще можно его просто помыть от золы.
Очень низкая высота ноззла
Если в экструдере отсутствуют засоры, а филамент вращается свободно, то пользователю нужно проверить в Simplify3D некоторые настройки. К примеру, если вы будете создавать отпечаток с низкой высотой слоя, допустим, 0.01 мм, то у филамента не будет достаточно места для выхода из ноззла. Такой зазор под ноззлом равен 0.01 мм, поэтому материалу будет трудно выйти из экструдера. Оператору нужно проверить, сможет ли он настроить разумную высоту слоя для аппарата. Параметры доступны в «Изменить параметры процесса» в подразделе «Слой». Если печать будет осуществляться с низким уровнем высоты слоя, то данный показатель нужно повысить. Это позволит увидеть, будет ли решена неполадка.
Неправильная ширина экструзии
Пользователям потребуется в Simplify3D проверить еще одну настройку, которая необходима для нормального функционирования экструдера. Для этого переходим в меню «Изменить параметры процесса» и выбираем подраздел «Экструдер». У всех экструдеров используется собственная ширина экструзии, которая является уникальным значением. Здесь важно убедиться, что пользователь смог подобрать соответствующий экструдер, который предлагается в списке слева. Это позволит найти необходимые настройки именно для вашего экструдераю.
Филамент плохого качества
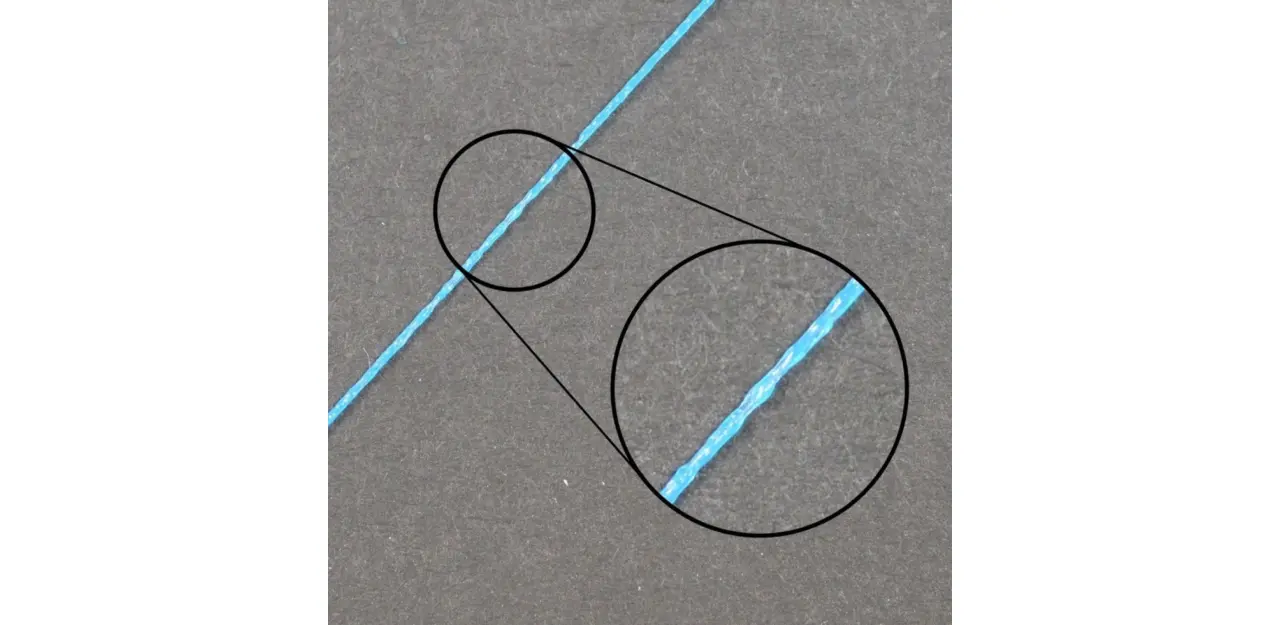
Широко распространенной причиной неполадки неравномерной экструзии является низкокачественный пластик. В составе некачественного филамента могут находиться различные добавки, которые оказывают воздействие на его консистенцию. Еще в филаменте может наблюдаться неравномерный диаметр. Некоторый пластик деградирует со временем, к примеру, это касается PLA. Со временем у него ухудшается качество из-за постоянного вливания влаги из окружающей среды. Многие катушки с филаментом комплектуются осушителем. Это позволяет из катушки эффективно удалять влагу. В данном случае катушку следует поменять на новую, которая будет более качественной. Затем стоит создать тестовый отпечаток и посмотреть, решена ли проблема со стабильностью экструзии.
Способы хранения филамента
Давайте рассмотрим советы по хранению пластика для печати:
- Вакуумные пакеты. Материал можно упаковать в специальные вакуумные пакеты, которые имеют односторонний клапан. При помощи этого клапана из пакета будет выходить воздух. Таким образом будет обеспечена защита от влаги и других проблем.
- Сушильные шкафы. Если вы имеете большое количество катушек с филаментом, то можно использовать специальный шкаф для сушки. В нем будет поддерживаться стабильный уровень влажности и температуры. Это позволит решить вопрос с разрушением и окислением пластика.
- Герметичные контейнеры. При использовании специальных контейнеров с герметичной крышкой вы решите вопрос с попаданием пыли и влаги.
- Ящики и стеллажи. Если вам необходимо хранить много катушек, то потребуется взять ящики или стеллажи, которые имеют крышки. Так будет обеспечена защита пластика от света и пыли.
- Силикагель. Пользователю необходимо положить пакетики с силикагелем в упаковку с пластиком. Благодаря данному влагопоглотителю будет обеспечен нужный уровень влажности.
- Срок годности. Обращайте внимание на срок годности пластика. Зачастую это значение находится в диапазоне 6-12 месяцев. После окончания данного периода свойства филамента ухудшаются.
- Сортировка. Рекомендуется выполнить распределение пластика по диаметру, цвету и типу. Это позволит решить вопрос с путаницей филамента.
- Влажность и температура. Для хранения пластика влажность не должна превышать 50%, а температура должна находиться в диапазоне 15-25°C.
Механические проблемы экструдера
Если вы проверили рассмотренные выше проблемы, но вопрос с неравномерной экструзией решить не смогли, то стоит рассмотреть данную неполадку. К примеру, приводная шестерня на многих экструдерах применяется с острыми зубцами, которые должны вгрызаться в филамент. Так экструдер перемещает пластик. Зачастую в экструдерах используется регулировка, при помощи которой происходит изменения силы прижатия приводной шестерки к филаменту. Если данная настройка является слишком свободной, то в пластик зубцы приводной шестерни врезаться глубоко не будут. Это оказывает влияние на возможность экструдера выполнять точный контроль положения филамента. О возможности подобной регулировки аппарата вы можете узнать у его производителя.
Где можно купить лучший филамент для печати?
Для достижения стабильной экструзии необходимо использовать только качественный филамент. Артлайн предлагает хороший пластик, который удовлетворит запросы разных пользователей. В каталоге можно отсортировать весь предложенный филамент по разным параметрам, что позволит быстро подобрать нужный вариант. Техподдержка Артлайн отвечает на запросы клиентов и помогает выбрать лучший пластик.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01