Якщо ви хочете роздруковувати точні деталі то використовуваний 3D-принтер повинен видавлювати постійну кількість філаменту. Якщо в різноманітних частинах відбитка буде різний рівень екструзії, то це негативно вплине на якість друку. Для визначення проблеми з непостійною екструзією слід стежити за роботою апарата. Наприклад, якщо принтер створює пряму лінію на 20 мм, але ви бачите деякі нерівні частини чи різний розмір, то з'явилася нестабільна екструзія. Нижче ми розглянемо основні причини такої неполадки та методи їх усунення.
Зміст:
- Філамент застряє або заплутується
- Засмічення екструдера
- Чистка ноззла
- Дуже низька висота ноззлу
- Неправильна ширина екструзії
- Філамент поганої якості
- Способи зберігання філаменту
- Механічні проблеми екструдера
- Де можна придбати найкращий філамент для друку?
Філамент застряє або заплутується
Оператору потрібно перевірити котушку, з якої філамент подається до пристрою. Тут необхідно перевірити, щоб така котушка могла вільно обертатися, а матеріал міг легко розмотуватися. Якщо пластик заплутується або у котушки невеликий опір до обертання, то це стає причиною нерівномірного видавлювання філаменту з ноззла. Якщо в апараті використовується трубка Боудена (вона має вигляд маленької порожнистої трубки, через яку проходить пластик), то вам необхідно перевірити, чи переміщається в ній пластик і чи є опір. Якщо в трубці спостерігається великий опір, то її необхідно очистити або внести в неї мастило.
Засмічення екструдера
Якщо пластик легко втягується в екструдер і не заплутується, необхідно перевірити ноззл. Існує ймовірність появи стороннього матеріалу або маленького сміття, що негативно впливає на екструзію. Для вирішення цієї проблеми можна використовувати утиліту Simplify3D. За її допомогою слід вручну видавити частину філаменту із ноззла. Оператору потрібно спостерігати за тим, щоб пластик видавлювався послідовно та рівномірно. Якщо проблем немає, то необхідно очистити ноззл. Точну інформацію про цей процес можна знайти у виробника принтера.
Чистка ноззла
Дуже часто користувачі неозброєним оком бачать засмічення ноззла. Проблема має вигляд напливів філаменту та нагару. Таке засмічення не можна запускати, оскільки це буде перешкодою для нормальної роботи. Спочатку оператору необхідно протерти ноззл змоченою у спирті або воді ганчірочкою. Ці кроки потрібно виконувати на заздалегідь розігрітому ноззлі, тому слід бути обережним. Якщо за допомогою ганчірки ви не змогли вирішити питання, використовуйте металеву щітку, лезо або голку для видалення залишків пластику.

Для профілактики утворення напливів необхідно перевірити калібрування столу, висоту шарів. Часто філамент налипає через те, що ноззл зачіпає пластик, що укладається.

Забивання ноззла може бути частковим або повним. Ці варіанти засмічення можуть негативно впливати на відбиток, тому потрібно регулярно проводити очищення.
Найпростішим рішенням буде використання тонкої голки для проштовхування пробки в розігрітому ноззлі. Потім потрібно прогнати трохи розплавленого філаменту, щоб вивести сміття.

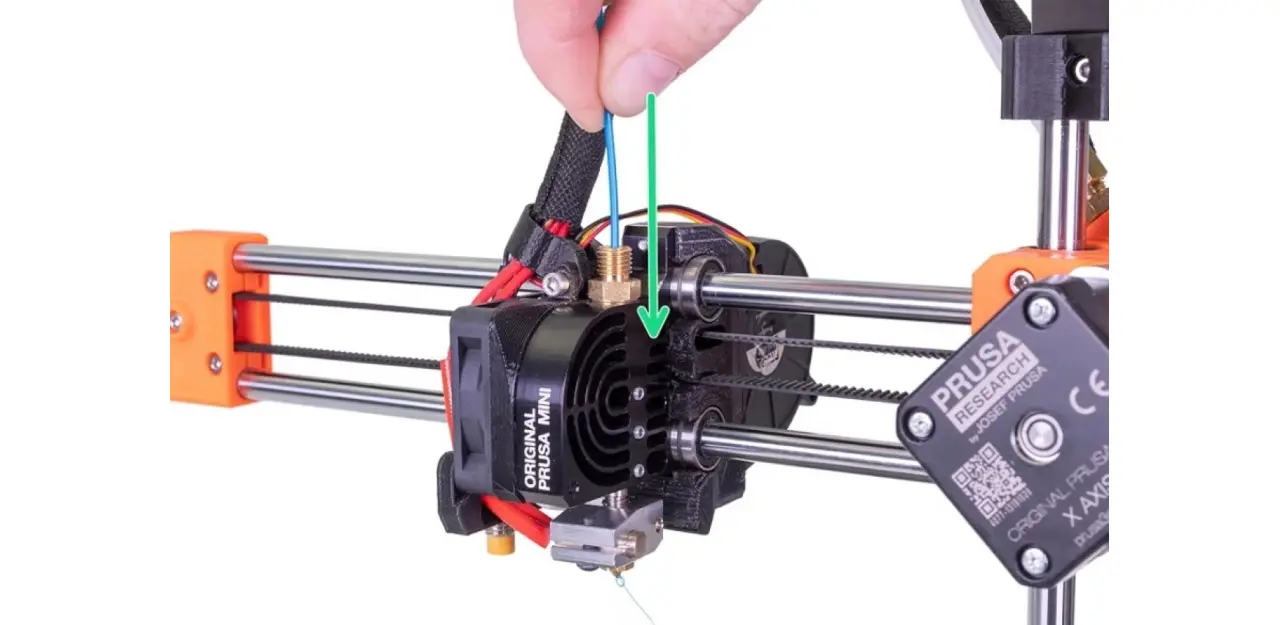
Наступний метод полягає в холодній прочистці, але він складніший. Спочатку оператору потрібно буде вивантажити старий пластик. Після цього слід від'єднати трубку для подачі матеріалу від екструдера. Оператору потрібно включити нагрівання хотенду до температури, коли почне плавитися філамент. Найкращим варіантом для очищення ноззла буде нейлон, це пов'язано із властивостями матеріалу. У нього на розрив досить висока міцність. Для очищення знадобиться його відрізок 20 см. Користувачеві потрібно в розігрітий хотенд подати пластик до упору. Якщо ноззл забитий в повному обсязі, то тиснути слід обережно, поки філамент не почне виходити.
Після виконання цього кроку деактивуйте термоблок, щоб забезпечити охолодження хотенду. При цьому зусилля з матеріалу не знімайте, так як філамент повинен заповнити ноззл і схопитися зі сміттям, що є там. Коли при очищенні нейлоном температура хотенду стане 60°C, потрібно знову активувати термоблок. Через кілька секунд до повного плавлення філаменту потрібно сильно і плавно висмикнути пластик із хотенду. Якщо ви зможете виконати цей крок, то з ноззла вийде нагар та сміття. Для досягнення потрібного ефекту таку процедуру можна повторювати до очищення.

Третій спосіб полягає у заміні ноззла. Цей процес повинен бути виконаний акуратно, щоб не було пошкоджено термобар'єр. Після розігріву хотенду потрібно вивантажити філамент, а потім слід відкрутити ноззл і встановити замість нього новий.
Після заміни старий ноззл можна відновити. Для цього його слід очистити у спеціальному розчиннику. Вибирати розчинник потрібно залежно від філаменту. Тут не варто прожарювати латунні ноззли, тому що вони втрачають міцність, але його можна нагріти за допомогою газового пальника. Потім потрібно дочекатися його охолодження, а для очищення використовується компресор для продування. Ще можна його просто помити від золи.
Дуже низька висота ноззлу
Якщо в екструдері відсутні засмічення, а філамент обертається вільно, користувачеві потрібно перевірити в Simplify3D деякі налаштування. Наприклад, якщо ви створюватимете відбиток з низькою висотою шару, припустимо, 0.01 мм, то у філаменту не буде достатньо місця для виходу з ноззла. Такий зазор під ноззлом дорівнює 0.01 мм, тому матеріалу буде важко вийти з екструдера. Оператору потрібно перевірити, чи він зможе налаштувати розумну висоту шару для апарата. У розділі «Шар» можна налаштувати параметри «Змінити параметри процесу». Якщо друк буде здійснюватися з низьким рівнем висоти шару, цей показник потрібно підвищити. Це дозволить побачити, чи буде вирішено проблему.
Неправильна ширина екструзії
Користувачам потрібно в Simplify3D перевірити ще одне налаштування, яке необхідне для нормального функціонування екструдера. Для цього переходимо в меню «Змінити параметри процесу» та вибираємо підрозділ «Екструдер». Всі екструдери використовують власну ширину екструзії, яка є унікальним значенням. Тут важливо переконатись, що користувач зміг підібрати відповідний екструдер, який пропонується у списку зліва. Це дозволить знайти необхідні налаштування саме для вашого екструдера.
Філамент поганої якості
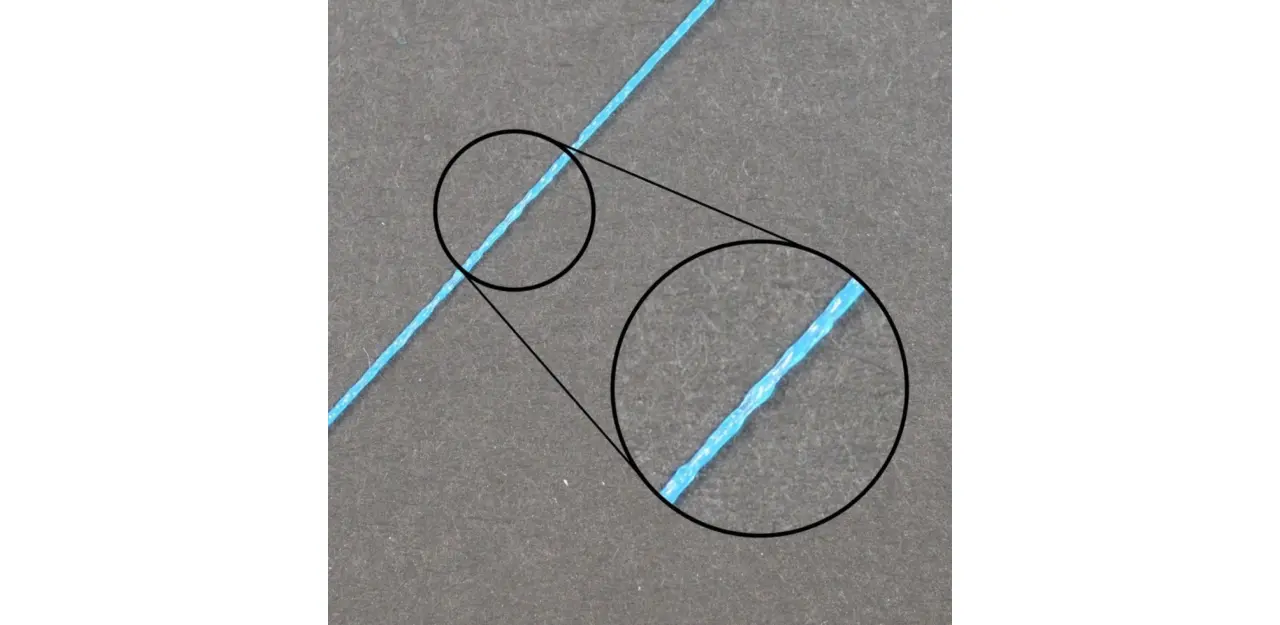
Широко поширеною причиною несправності нерівномірної екструзії є низькоякісний пластик. У складі неякісного філаменту можуть бути різні добавки, які впливають на його консистенцію. Ще у філаменті може спостерігатись нерівномірний діаметр. Деякий пластик деградує згодом, наприклад, це стосується PLA. Згодом у нього погіршується якість через постійне вливання вологи з навколишнього середовища. Багато котушок з філаментом комплектуються осушувачем. Це дозволяє з котушки ефективно видаляти вологу. В даному випадку котушку слід поміняти на нову, яка буде більш якісною. Потім варто створити тестовий відбиток та подивитися, чи вирішена проблема зі стабільністю екструзії.
Способи зберігання філаменту
Давайте розглянемо поради щодо зберігання пластику для друку:
- Вакуумні пакети. Матеріал можна запакувати у спеціальні вакуумні пакети, які мають односторонній клапан. За допомогою цього клапана з пакета виходитиме повітря. Таким чином буде забезпечено захист від вологи та інших проблем.
- Сушильні шафи. Якщо ви маєте велику кількість котушок з філаментом, то можна використовувати спеціальну шафу для сушіння. У ній підтримуватиметься стабільний рівень вологості та температури. Це дозволить вирішити питання з руйнуванням та окисленням пластику.
- Герметичні контейнери. При використанні спеціальних контейнерів з герметичною кришкою ви вирішите питання з потраплянням пилу та вологи.
- Ящики та стелажі. Якщо вам необхідно зберігати багато котушок, потрібно взяти ящики або стелажі, які мають кришки. Так буде забезпечено захист пластику від світла та пилу.
- Силікагель. Користувачеві необхідно покласти пакетики із силікагелем в упаковку із пластиком. Завдяки цьому вологопоглиначу буде забезпечений необхідний рівень вологості.
- Термін придатності. Звертайте увагу на термін придатності пластику. Найчастіше це значення перебуває у діапазоні 6-12 місяців. Після закінчення цього періоду властивості філаменту погіршуються.
- Сортування. Рекомендується виконати розподіл пластику по діаметру, кольору та типу. Це дозволить вирішити питання з плутаниною філаменту.
- Вологість та температура. Для зберігання пластику вологість не повинна перевищувати 50%, а температура повинна бути в діапазоні 15-25°C.
Механічні проблеми екструдера
Якщо ви перевірили розглянуті вище проблеми, але питання з нерівномірною екструзією вирішити не змогли, варто розглянути цю неполадку. Наприклад, приводна шестерня на багатьох екструдерах застосовується з гострими зубцями, які повинні вгризатися у філамент. Так екструдер переміщує пластик. Найчастіше в екструдерах використовується регулювання, за допомогою якого відбувається зміна сили притискання приводної шістки до філаменту. Якщо це налаштування є занадто вільним, то у пластик зубці приводної шестерні врізатися глибоко не будуть. Це впливає на можливість екструдера виконувати точний контроль за положенням філаменту. Про можливість такого регулювання апарата ви можете дізнатися у його виробника.
Де можна придбати найкращий філамент для друку?
Для досягнення стабільної екструзії необхідно використовувати лише якісний філамент. Артлайн пропонує добрий пластик, який задовольнить запити різних користувачів. У каталозі можна відсортувати весь запропонований філамент за різними параметрами, що дозволяє швидко підібрати потрібний варіант. Техпідтримка Артлайн відповідає на запити клієнтів та допомагає вибрати найкращий пластик.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01