За все время работы ваш 3D-принтер плавит и выдавливает много филамента. В ходе этого процесса пластик через маленькое отверстие выходит из экструдера, которое имеет отверстие в одну песчинку. Практически каждый пользователь сталкивался с тем, что начинались неполадки в этом процессе. Экструдер через ноззл не проталкивает филамент. Подобные засоры или заторы зачастую появляются внутри ноззла, что приводит к блокировке свободной экструзии филамента. Впервые такая проблема может напугать пользователя. Дальше мы рассмотрим методы устранения такой неполадки.

Содержание:
- Протолкните вручную филамент в экструдер
- Перезагрузка филамента
- Очистка ноззла
- Профилактика засоров
- Где можно купить лучший филамент для надежной 3D-печати?
Протолкните вручную филамент в экструдер
Оператор должен узнать, можно ли вручную в экструдер протолкнуть пластик. Открываем управление в Simplify3D и выполняем нагревание экструдера до того уровня температуры, который будет соответствовать используемому филаменту. После этого следует перейти в раздел «Jog Controls», чтобы протолкнуть малое количество филамента, к примеру, 10 мм. Когда начнется вращение двигателя экструдера, вы можете вручную в него протолкнуть пластик. Зачастую это метод решает проблему, чтобы филамент прошел проблемное место.
Перезагрузка филамента
Если пластик по-прежнему не двигается, то попробуйте его выгрузить. Проверьте, чтобы нагрев экструдера был выполнен до нужного уровня температуры. После этого следует зайти в панель управления аппаратом Simplify3D, это позволит вытянуть нить из экструдера. Здесь могут потребоваться дополнительные шаги, если филамент перестал двигаться. После извлечения нити нужно применить ножницы, что позволит отрезать поврежденную или расплавленную часть пластика. Потом следует снова загрузить филамент и проверить, происходит ли его выдавливание.
Очистка ноззла
Если не выходит новый участок филамента, то неполадка скорее всего состоит в загрязнении ноззла. Некоторые операторы осуществляют нагрев экструдера до 100°C, после чего вручную достают пластик, а вместе с ним и весь находящийся там мусор. Некоторые пользователи предпочитают применять гитарную струну «Е», так как она позволяет через наконечник ноззла успешно протолкнуть филамент. Существуют и другие разные способы решения этого вопроса. Также можно обратиться к разработчикам 3D-принтера, чтобы получить соответствующие инструкции. Далее мы подробно рассмотрим самые эффективные методы очистки ноззла.
Чистка ноззла вручную
Перед тем, как начать чистку ноззла, требуется проверить, действительно здесь ли находится проблема. Также пластик может поломаться из-за длительного воздействия или пересыхания. Выполните проверку работоспособности нагревательного блока.
Чистку следует выполнять с места, где располагается блок для нагрева экструдера. При помощи металлической щетки следует провести расчистку хотэнда. Здесь нужно работать с проволочной щетиной.
Главная причина засорения ноззла состоит в наличие обуглившегося материала. Он находится внутри ноззла. Также большое влияние оказывают другие виды засорения, например, пыль. Все это влияет на экструзию нового филамента. Поэтому в первую очередь требуется очистить ноззл аппарата, после чего нагреть экструдер для осуществления внешней очистки.
Существует похожий метод, когда потребуется выполнить отсоединение ноззла. Для этого его закрепляют на металлических тисках или размещают на термостойкой поверхности. Затем используется промышленный фен для его нагрева. После этого остатки пластика следует вычистить иглой.
Использование растворителей
Если рассмотренный выше метод не помог решить вопрос, то следующий метод помогает очистить ноззл в большинстве случаев. Особенно часто растворители применяются после 3D-печати пластиком ABS. Для выполнения этого процесса используется ацетон, дихлорэтан или иной вариант. Здесь все зависит от состава применяемого материала.
Сначала от хотэнда отсоединяется ноззл, после чего он размещается в растворителе на 2 часа. Эта жидкость сможет растворить филамент, а остатки материала можно убрать при помощи иглы. Запасные ноззлы рекомендуется держать в банке из стекла для реагентов, в которую налит растворитель. Это обеспечит их готовность к нормальному функционированию.
Очистка ноззла филаментом

Этот метод подразумевает, что ноззл будет прочищен пластиком, который вытолкнет застрявший там материал. Для такой цели применяется подобный или более высокотемпературный филамент. Мы советуем работать со специальным пластиком для очистки ноззла.
Чистящим филаментом называют пластик, который продается в качестве катушек или коротких палочек. По внешнему виду они похожи на нейлон. На практике в качестве чистящего филамента можно использовать материал, который применяется в промышленном оборудовании, когда осуществляется литье под давлением. Подобный пластик способен аккуратно вывести карбонизированный филамент и застрявшие частицы, при этом не оказывая влияния на ноззл. В большинстве ситуаций чистящий пластик является более эффективным методом решения проблемы, чем обычная холодная или горячая очистка ноззла.

Главный плюс данного метода заключается в том, что на элементы 3D-принтера оказывается минимальная механическая нагрузка, а также достигается высокий уровень эффективности. Его минусами стали дополнительные расходы. Также способ актуален только при частичном засорении ноззла. В нем чистящий филамент должен проходить в любом случае, даже частично.
Перед тем, как начать работать с чистящим филаментом, требуется извлечь ранее использованный пластик. Также следует освободить канал, куда осуществляется загрузка филамента. Затем производится максимальный нагрев экструдера. Пропускать чистящий филамент необходимо вручную. Во время 3D-печати чистящий филамент выведет мусор. Этот процесс экструзии следует выполнять до тех пор, пока чистящий филамент будет выходить без остатков старого материала.
Профилактика засоров
Наличие гладкой поверхности и точность 3D-печати напрямую зависит от состояния ноззла и качества филамента. Для избежания засоров оператор должен постоянно следить за состоянием оборудования. При забивании ноззла появляется очень много проблем. Затем для проведения очистки засоров приходится разбирать экструдер, а отпечаток нужно будет распечатывать заново.
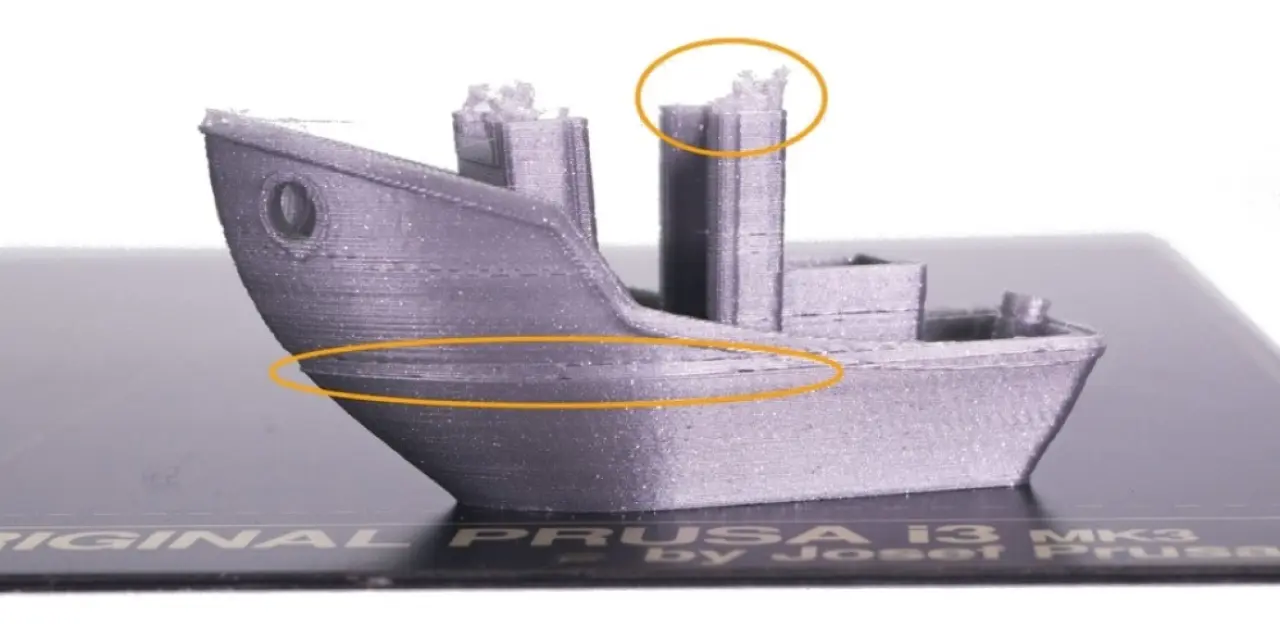
В качестве профилактики появления засоров рекомендуется правильно настраивать 3D-принтер. Скорость 3D-печати должна соответствовать выбранному пластику, это относится и к температурному режиму. Особое внимание стоит обращать на филаменты, которые отличаются повышенной вязкостью. Еще нужно смотреть на скорость экструзии на старте 3D-печати. Если вы видите, что первые слои созданы неравномерно, то через экструдер филамент проходит некорректно.
Еще один фактор касается латунного ноззла, здесь требуется регулярная проверка состояния элемента. Со временем данный материал деформируется, что связано с его свойством низкой устойчивости к истиранию. Если осуществляется длительная эксплуатация, то на выходном отверстии образуются артефакты. Вообще латунный ноззл способен очень быстро поломаться, если 3D-печать осуществляется абразивным пластиком.
Еще засоры случаются во время замены пластика, когда уже остыл экструдер. Перед началом 3D-печати оператор должен проверить, что температура экструдера находится на нужном значении. Также при замедлении скорости экструзии нужно прекратить работу. Затем проверяется состояние аппарата, здесь запрещается вручную проталкивать материал. Из-за такой внешней силы пластик способен спрессоваться и еще больше засорить ноззл.
Где можно купить лучший филамент для надежной 3D-печати?
Если вы хотите создавать качественные отпечатки, то выбирайте надежный филамент, который соответствует всем необходимым стандартам. Лучший пластик сейчас можно купить в Артлайн, где в каталоге доступно много разнообразных материалов от лучших производителей. Сотрудники техподдержки решат все ваши вопросы в плане выбора лучшего филамента.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01