За весь час ваш 3D-принтер плавить і видавлює багато філаменту. У ході цього процесу пластик через маленький отвір виходить із екструдера, який має отвір в одну піщинку. Практично кожен користувач стикався з тим, що в цьому процесі починалися неполадки. Екструдер через ноззл не проштовхує філамент. Подібні засмічення або затори найчастіше з'являються всередині ноззла, що призводить до блокування вільної екструзії філаменту. Вперше така проблема може налякати користувача. Далі ми розглянемо методи усунення такої неполадки.

Зміст:
- Проштовхніть вручну філамент в екструдер
- Перезавантаження філаменту
- Очищення ноззла
- Профілактика засмічень
- Де можна купити найкращий філамент для надійного 3D-друку?
Проштовхніть вручну філамент в екструдер
Оператор повинен дізнатися, чи можна вручну в екструдер проштовхнути пластик. Відкриваємо управління в Simplify3D і виконуємо нагрівання екструдера до того рівня температури, який відповідатиме філаменту, що використовується. Після цього слід перейти в розділ Jog Controls, щоб проштовхнути малу кількість філаменту, наприклад, 10 мм. Коли почнеться обертання двигуна екструдера, ви можете вручну проштовхнути в нього пластик. Найчастіше цей метод вирішує проблему, щоб філамент пройшов проблемне місце.
Перезавантаження філаменту
Якщо пластик, як і раніше, не рухається, то спробуйте його вивантажити. Перевірте, щоб нагрівання екструдера було виконане до потрібного рівня температури. Після цього слід зайти в панель керування апаратом Simplify3D, це дозволить витягти нитку з екструдера. Тут можуть бути потрібні додаткові кроки, якщо філамент перестав рухатися. Після вилучення нитки потрібно застосувати ножиці, що дозволить відрізати пошкоджену або розплавлену частину пластику. Потім треба знову завантажити філамент і перевірити, чи відбувається його видавлювання.
Очищення ноззла
Якщо не виходить нова ділянка філаменту, то неполадка швидше за все полягає у забрудненні ноззла. Деякі оператори здійснюють нагрівання екструдера до 100°C, після чого вручну дістають пластик, а разом з ним і все сміття, що знаходиться там. Деякі користувачі вважають за краще застосовувати гітарну струну «Е», оскільки вона дозволяє через наконечник ноззла успішно проштовхнути філамент. Існують й інші різні способи вирішення цього питання. Також можна звернутися до розробників 3D-принтера, щоб отримати відповідні інструкції. Далі ми докладно розглянемо найефективніші методи очищення ноззла.
Чистка ноззла вручну
Перед тим, як почати чистку ноззла, потрібно перевірити, чи справді тут є проблема. Також пластик може поламатися через тривалий вплив або пересихання. Перевірте працездатність нагрівального блоку.
Чищення слід виконувати з місця, де розташовується блок для нагрівання екструдера. За допомогою металевої щітки слід розчистити хотенд. Тут потрібно працювати з дротяною щетиною.
Головна причина засмічення ноззла полягає в наявності матеріалу, що обуглився. Він перебуває усередині ноззла. Також великий вплив мають інші види засмічення, наприклад, пил. Усе це впливає на екструзію нового філаменту. Тому в першу чергу потрібно очистити ноззл апарата, після чого нагріти екструдер для здійснення зовнішнього очищення.
Існує схожий метод, коли потрібно виконати від'єднання ноззла. Для цього його закріплюють на металевих лещатах або розміщують на термостійкій поверхні. Потім використовується промисловий фен для нагрівання. Після цього залишки пластику слід вичистити голкою.
Використання розчинників
Якщо розглянутий вище метод не допоміг вирішити питання, то наступний метод допомагає очистити ноззл у більшості випадків. Особливо часто розчинники застосовуються після 3D-друку пластиком ABS. Для виконання цього процесу використовується ацетон, дихлоретан чи інший варіант. Тут все залежить від складу застосовуваного матеріалу.
Спочатку від хотенду від'єднується ноззл, після чого він розміщується в розчиннику на 2 години. Ця рідина зможе розчинити філамент, а залишки матеріалу можна забрати за допомогою голки. Запасні ноззли рекомендується тримати у банці зі скла для реагентів, в яку налитий розчинник. Це забезпечить їхню готовність до нормального функціонування.
Очищення ноззла філаментом

Цей метод передбачає, що ноззл буде прочищений пластиком, який виштовхне застряглий там матеріал. Для такої мети застосовується подібний або високотемпературний філамент. Ми радимо працювати із спеціальним пластиком для очищення ноззла.
Очищаючим філаментом називають пластик, який продається в якості котушок або коротких паличок. На вигляд вони схожі на нейлон. На практиці як чистячий філамент можна використовувати матеріал, який застосовується в промисловому устаткуванні, коли здійснюється лиття під тиском. Подібний пластик здатний акуратно вивести карбонізований філамент і частинки, що застрягли, при цьому не впливаючи на ноззл. У більшості ситуацій очищаючий пластик є більш ефективним методом вирішення проблеми, ніж звичайне холодне або гаряче очищення ноззла.

Головний плюс даного методу полягає в тому, що на елементи 3D-принтера чиниться мінімальне механічне навантаження, а також досягається високий рівень ефективності. Його мінусами стали додаткові витрати. Також спосіб актуальний тільки при частковому засміченні ноззла. У ньому очищаючий філамент повинен проходити в будь-якому випадку, навіть частково.
Перед тим, як почати працювати з очищуючим філаментом, потрібно витягти раніше використаний пластик. Також слід звільнити канал, куди здійснюється завантаження філаменту. Потім проводиться максимальне нагрівання екструдера. Пропускати очищаючий філамент необхідно вручну. Під час 3D-друку чистячий філамент виведе сміття. Цей процес екструзії слід виконувати доти, поки чистячий філамент буде виходити без залишків старого матеріалу.
Профілактика засмічень
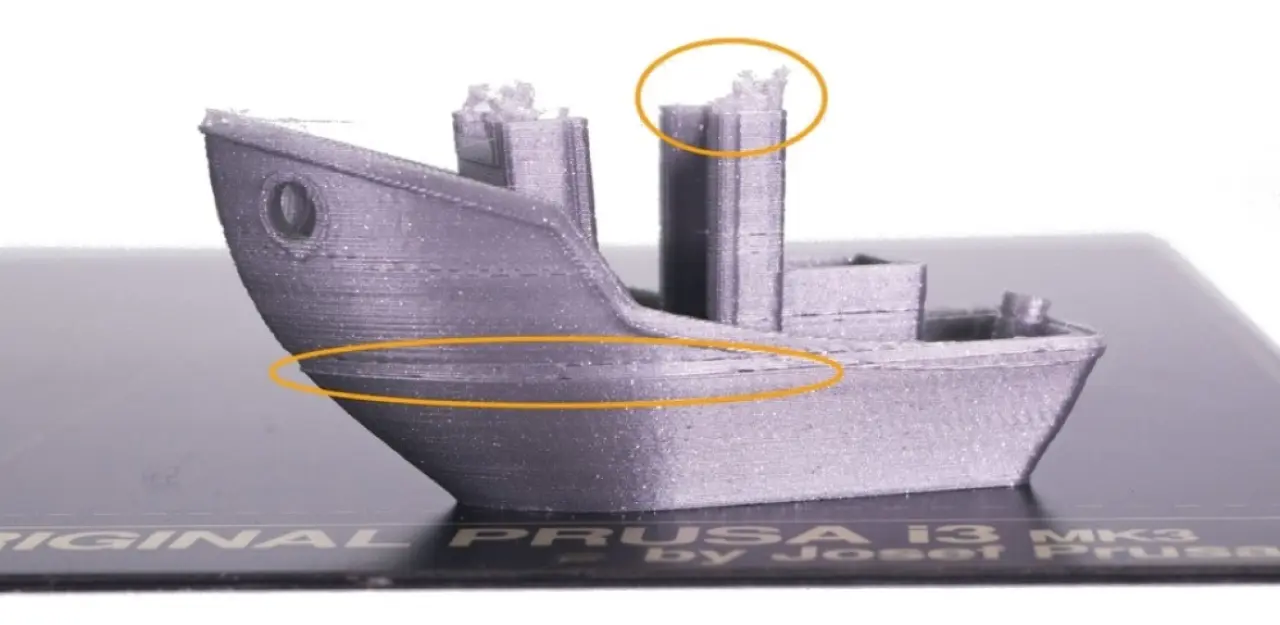
Наявність гладкої поверхні та точність 3D-друку безпосередньо залежить від стану ноззла та якості філаменту. Щоб уникнути засорів, оператор повинен постійно стежити за станом обладнання. При забиванні ноззла виникає дуже багато проблем. Потім для проведення очищення засорів доводиться розбирати екструдер, а відбиток потрібно буде друкувати заново.
В якості профілактики появи засорів рекомендується правильно налаштовувати 3D-принтер. Швидкість 3D-друку повинна відповідати вибраному пластику, це стосується і температурного режиму. Особливу увагу варто звертати на філаменти, що відрізняються підвищеною в'язкістю. Ще потрібно дивитися на швидкість екструзії на старті 3D-друку. Якщо ви бачите, що перші шари створені нерівномірно, то через екструдер філамент проходить некоректно.
Ще один фактор стосується латунного ноззла, тут потрібна регулярна перевірка стану елемента. Згодом цей матеріал деформується, що пов'язано з його властивістю низької стійкості до стирання. Якщо здійснюється тривала експлуатація, то у вихідному отворі утворюються артефакти. Взагалі латунний ноззл здатний дуже швидко поламатися, якщо 3D-друк здійснюється абразивним пластиком.
Ще засмічення трапляються під час заміни пластику, коли вже охолонув екструдер. Перед початком 3D-друку оператор повинен перевірити, чи температура екструдера знаходиться на потрібному значенні. Також при уповільненні швидкості екструзії слід припинити роботу. Потім перевіряється стан апарату, тут забороняється вручну проштовхувати матеріал. Через таку зовнішню силу пластик здатний спресуватися і ще більше забруднити ноззл.
Де можна купити найкращий філамент для надійного 3D-друку?
Якщо ви хочете створювати якісні відбитки, вибирайте надійний філамент, який відповідає всім необхідним стандартам. Кращий пластик зараз можна купити в Артлайн, де в каталозі доступно багато різноманітних матеріалів від найкращих виробників. Співробітники техпідтримки вирішать усі ваші питання щодо вибору кращого філаменту.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01