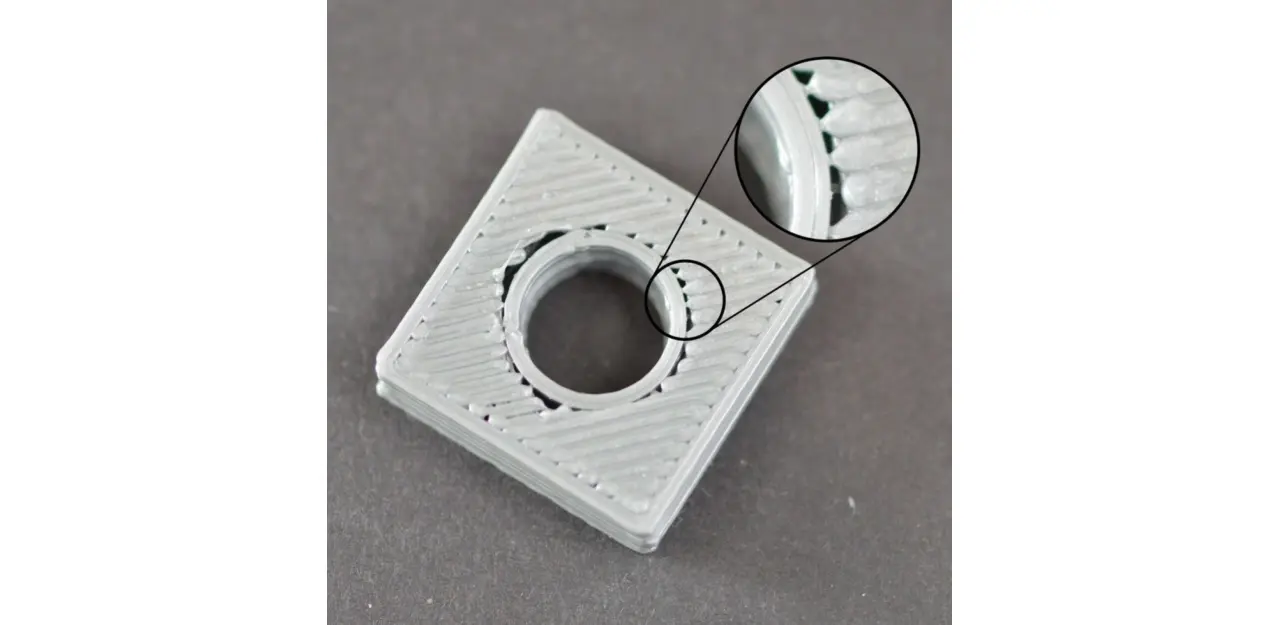
Все слои распечатываемой модели сочетают в себе комбинации периметров заполнения и контура. При помощи периметров создаются очертания контура отпечатков, что делает внешнюю часть более точной и прочной. Для образования оставшейся части изделия происходит печать заливки внутри таких периметров. Практически всегда заполнение работает по быстрому шаблону вперед-назад, что обеспечивает повышенную скорость работы. В заполнении применяется иной шаблон, в отличие от контура изделия. Поэтому нужно добиться, чтобы эти разделы смогли вместе слиться для получения прочного соединения. Если вы видите наличие маленьких зазоров, которые образовались между краями заполнения, то следует устранить такую неполадку. Далее мы рассмотрим эффективные методы решения проблемы.
Содержание:
Распространенные решения
Недостаточное перекрытие контуров
Пользователи могут в Simplify3D найти специальную настройку, при помощи которой можно отрегулировать прочность связи между заливкой и контурами. Данная опция называется «Перекрытие контура». С ее помощью можно определить, какая часть заполнения перекроется контуром для соединения двух секций вместе. Эта настройка находится в меню «Изменить параметры процесса», после чего следует открыть подраздел «Заполнение». Базируется данная настройка на проценте от ширины выполненной экструзии. Еще она легко масштабируется, а настройку можно выполнить для разных размеров ноззла.
Предположим, вы работаете с перекрытием контура 20%. Это говорит о том, что из ПО к 3D-принтеру будет отправлено сообщение, что заполнение было перекрыто с 20% внутреннего периметра. Благодаря такому перекрытию между двумя секциями достигается прочная связь. К примеру, если ранее вы работали с перекрытием контура 20%, то можете данное значение повысить до 30%. Это позволит увидеть, будут ли снова между заливкой и контурами появляться проблемы.
Слишком быстрая печать
Если посмотреть на процесс заполнения детали, то он проходит намного быстрее, чем для контуров. Если вы видите, что заливка осуществляется быстро, то не будет времени для сцепления с периметрами контура. Оператор может выполнить увеличение перекрытия контура, но зазоры между заливкой и контуром все равно могут оставаться. В данной ситуации следует понизить скорость печати.
Для выполнения этого действия нужно открыть «Изменить параметры процесса», после чего перейти в раздел «Скорости». Там следует откорректировать параметр «Скорость печати по умолчанию». Именно от данного значения зависит скорость движения экструдера в тот момент, когда он активно выдавливает филамент. Предположим, ранее скорость печати составляла 60 мм/с (3600 мм/мин). Теперь данный показатель мы уменьшаем на 50%, после чего проверяем, исчезли ли пробелы между заливкой и контуром. Если на более медленной скорости вы не замечаете пробелы, то можно постепенно повышать скорость до того показателя, пока не будет определен оптимальный вариант для вашего аппарата.
Влияние экструзии
Здесь мы рассмотрим конкретную ситуацию. Был распечатан куб, размеры которого составили 20х20 мм, заполнение равно 30%, а высота слоя – 0.2 мм. Процесс печати осуществлялся филаментом PETG на аппарате Ender 3. В результате по периметру между стенами появился зазор. В ходе решения проблемы было осуществлено подтягивание шкивов, но это не помогло. Также была повышена температура до 230-250°C, что также не принесло нужного результата.
Данная проблема связана с тем, что филамент PETG не является жестким, поэтому в редукторе экструдера Ender 3 и установке Боудена он немного сжимается. Это приводит к усилению неполадки. Сжатие в точке, где используется продвижение экструдера на 1 мм говорит о том, что будет меньшее продвижение филамента нормального диаметра. Для компенсации проблемы необходимо установить расход на 104%.
Во время изменения показателя расхода вы должны убедиться, что указываете основное значение, а не редактируете опцию для первого слоя. Также произвольные показатели расхода для всех вариантом экструзии должны строго соответствовать указанному вами параметру. В противном случае сделанные изменения не позволят добиться нужного эффекта.
Еще данная проблема может быть связана с недоэкструзией, которая выглядит довольно сильно. Особенно это касается верхних слоев. В отпечатке не должно быть глубоких канавок между линиями. Такая проблема может быть связана с затяжкой шкива экструдера или другой неполадкой.
При появлении таких пробелов нужно обратить внимание на точность расхода 3D-принтера. Например, пользователь должен задать принтеру выдавить 100 мм пластика, после чего напечатанное расстояние следует проверить вручную. Если вы не увидели 100 мм, то придется корректировать точность расхода устройства.
Где можно купить лучшее дополнительное оборудование для 3D-печати?
В Артлайн пользователи могут приобрести дополнительное оборудование, которое позволит более эффективно использовать 3D-печать. В каталоге предлагаются наборы инструментов, защитные корпусы, вакуумные пакеты и другие аппараты. Также пользователи могут приобрести специальные камеры, которые позволят вести мониторинг рабочего процесса. Если вы хотите высушить материал, то лучшим вариантом будет устройство для сушки филамента. Перед покупкой любого оборудования можете связаться с техподдержкой Артлайн для решения своих вопросов.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01