
Если вы занимаетесь 3D-моделированием для печати, то нужно учитывать все нюансы данного процесса. Далее мы детально рассмотрим лучшие рекомендации специалистов.
Содержание:
Множество вариантов
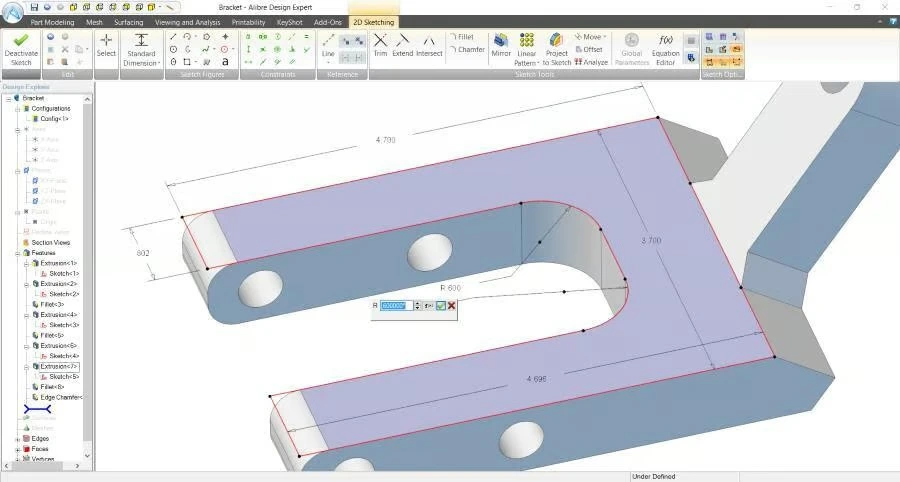
Производственный процесс 3D-печати имеет существенные отличия от других видов деятельности. Как тогда выполняется проектирование 3D-модели для последующей печати? Для этого существует ряд простых способов, но все зависит напрямую от того, какой будет использоваться процесс 3D-печати. Для каждого варианта требуется особое внимание к дизайну перед подачей в печать модели. Еще они отличаются уникальными преимуществами и недостатками.
В данной статье мы рассмотрим самые распространенные производственные проблемы, которые связаны с SLS, SLA, FDM. Еще мы изучим методы их решения, когда модель только проектируется.
FDM
FDM стал популярным способом печати на 3D-принтере из-за простоты и низкой стоимости. Его выбирает большинство потребителей.
Такое моделирование наплавлением сейчас занимает лидирующие позиции в сфере 3D-печати. Принтеры, которые поддерживают FDM, являются наиболее используемыми и самыми дешевыми. Поэтому многие 3D-модели создаются с учетом всех особенностей работы FDM-принтеров.
В качестве рабочего материала в FDM устройствах применяется термопластичный материал. Зачастую он имеет вид нити. Данная нить плавится и экструдируется через сопло. Через него осуществляется накладывание материала слоями, что в итоге позволяет создать готовую модель. Далее мы рассмотрим, на что следует обратить внимание при проектировании для FDM.
Адгезия строительной пластины
Идеальным вариантом будет модель, где имеется большая плоская сторона, которая может быть направлена вниз. Такой подход позволяет обеспечить достаточную площадь поверхности для нормального сцепления с рабочей пластиной. Это важный нюанс во время печати первого слоя. Когда в модели отсутствует достаточная адгезия к рабочей пластине, то во время печати она способна оторваться. Это приведет к тому, что получится неполный отпечаток, а материал будет потрачен впустую. Пользователю придется возвращаться к цифровой чертежной доске.
Кроме проектирования, быстрые приемы для обеспечения адгезии рабочей пластины включают ряд факторов:
- установка опор;
- установка полей;
- добавление плота.
Благодаря данным параметрам удается увеличить площадь первого слоя. Это повышает вероятность успешной печати изделия.
Поддерживаемые детали
FDM-принтеры выдвигаются из рабочей пластины вверх. Поэтому в этих моделях нет деталей, отсоединенных от основного корпуса и неподдерживаемых поверхностей над рабочей пластиной. Это не позволит проводить любые виды 3D-печати, поэтому следует каждую деталь проектировать с учетом, что она сможет контактировать с поверхностью сборки.
Если плавающие части не могут касаться рабочей пластины или их невозможно сдвинуть с места, то в ПО слайсера можно создать опоры. Такой подход позволит увеличить вероятность успешной печати на выступах и плавающих поверхностях.
Свесы
Одним из главных минусов 3D-печати FDM являются выступы. Когда из сопла появляется расплавленный материал, то его следует чем-то поддерживать. Это позволит во время охлаждения и затвердевания сохранить форму.
Во время моделирования рекомендуется поддерживать свесы с обеих сторон. Еще можно использовать углы менее 45-60 градусов к вертикали. Точное положение напрямую зависит от возможностей устройства. Если вы хотите иметь выступ, который больше данного показателя, то стоит его сделать небольшим. В воздухе он должен быть менее 5 мм. Если вы будете придерживаться этих советов, то 3D-печать будет выполнена без подставок.
Конечно, в слайсер всегда можно добавить опоры. При этом нужно помнить, что их удаление для определенных моделей является трудоемким, утомительным и иногда невозможным процессом. Еще следует проверить, чтобы внутри полых изделий отсутствовали чрезмерные неподдерживаемые выступы. В подобных ситуациях вообще нецелесообразно добавлять опоры.
Точность и деформация
FDM-принтеры пользуются особой популярностью, но в сравнении с другими устройствами могут быть грубыми и неряшливыми. Существуют определенные аспекты типичной печатной детали, о которой стоит помнить при составлении проекта. Это касается отверстия.
В процессе FDM-печати очень часто деформируются горизонтально ориентированные отверстия небольшого и среднего размера. Еще из глубоких или маленьких отверстий довольно трудно удалить опоры. Поэтому рекомендуется их выполнять в овальной форме или в больших размерах. Подобный подход позволяет учитывать усадку и деформацию. Еще один метод заключается в том, чтобы их специально сделать маленькими, после чего с помощью дрели увеличить.
Потоки создают дополнительную проблему. Если детали с резьбой изготовлены при помощи FDM, то они часто не подходят к соответствующим компонентам без печати. Исключение состоит в том, чтобы размеры не изменялись перед печатью с учетом термического сжатия печатного материала. Для получения более гладкого профиля можно использовать закругление резьбы.
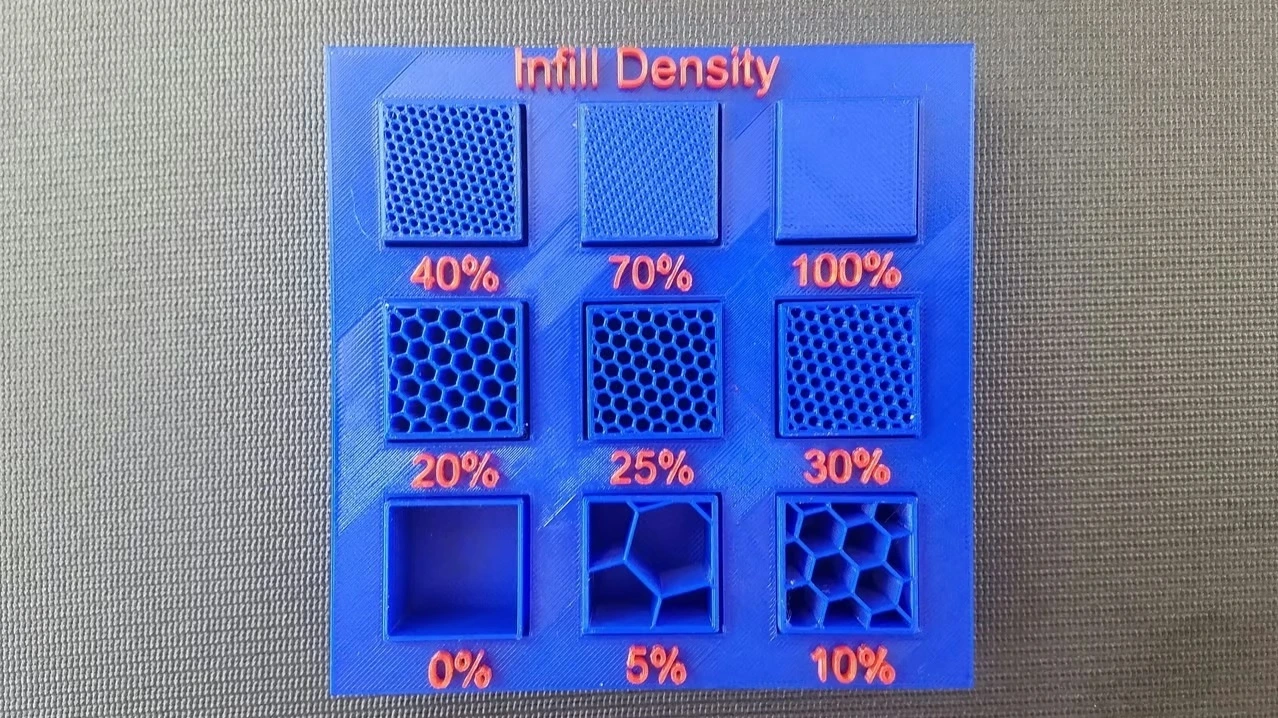
Заполнение
Пользователи должны учитывать важный аспект, который заключается в заполнении. При FDM-печати детали, моделируемые сплошными, имеют возможность в программном обеспечении слайсера печатать с узорчатой, в основном полой внутренней геометрической структурой, а не из твердого материала. Если планируется FDM печать, то они не обязательно должны быть сплошными.
Материал
При FDM-печати между отпечатками можно выполнить быструю смену материала. Если вы хотите улучшить свои изделия, то можете использовать самые разнообразные варианты:
- многоцветные;
- с особыми свойствами;
- светящиеся в темноте;
- безопасные для пищевых продуктов;
- гибкие и другие.
В составе материалов FDM могут находиться материалы с особыми свойствами. Также они могут включать углеродное волокно, металл, древесное волокно.
Во время проектирования следует думать о конечном материале. Вы должны знать его плюсы и минусы. Например, ABS отличается термостойкостью и прочностью, но при печати способен легко деформироваться. Поэтому лучшим вариантом может быть нейлон или PETG. Здесь необходимо обращать внимание на назначении готовой детали и удобство печати.
SLA
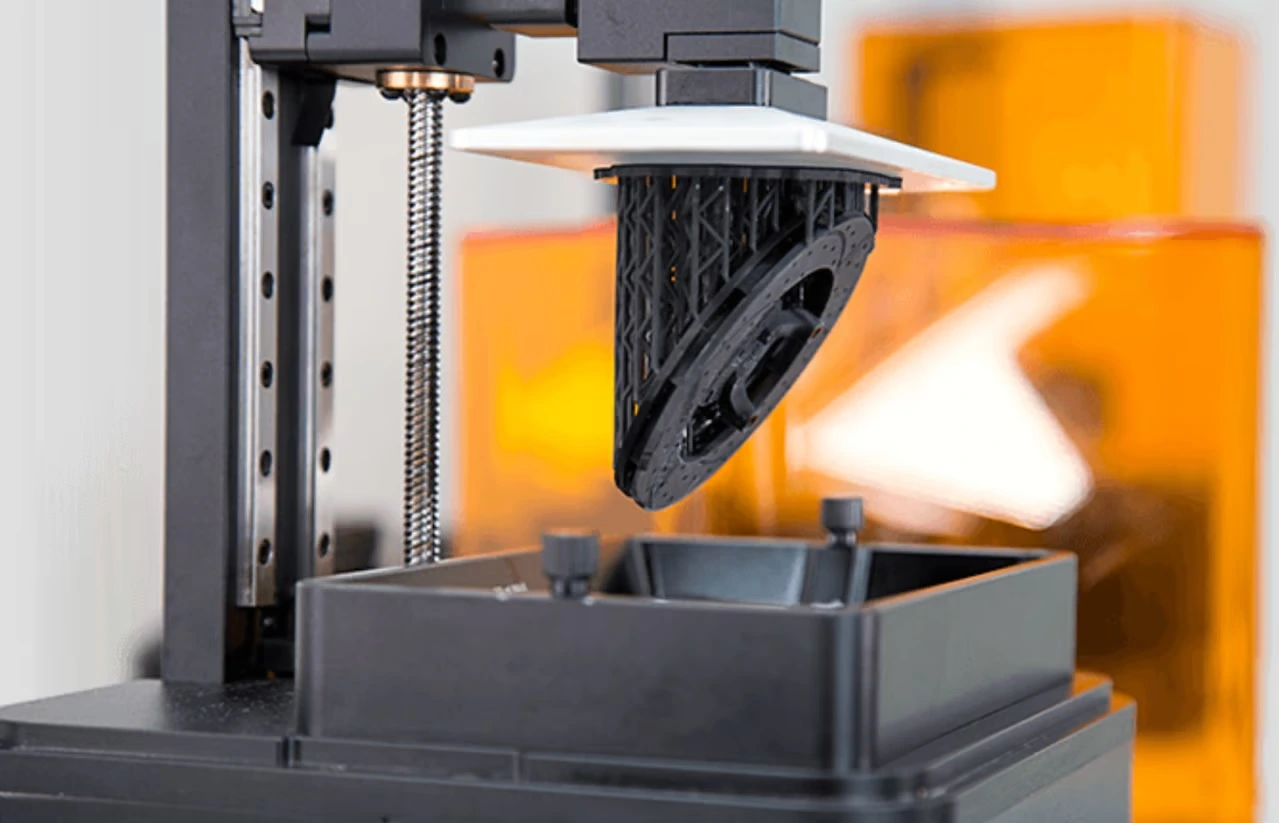
Стереолитография зачастую использует ванную со смолой. При помощи лазера для создания готовых изделий слои выборочно затвердевают. В большинстве ситуаций в данном процессе применяется сборочная пластина. В сравнении с FDM она перевернутая. Сверху в ванну со смолой погружается рабочая пластина, печать изделия осуществляется в перевернутом виде.
Главным плюсом SLA является существенно высокое разрешение и качество обработки деталей. Это обеспечивается за счет высокой долговечности и прочности. Вместе с другими важными факторами это оказывает важное влияние на разработку моделей для SLA 3D-печати.
Дренаж
При FDM процессе материал экструдируется избирательно, а SLA процесс избирательно затвердевает фотополимерную смолу. Это позволяет напечатать детали полыми или частично полыми. Выполнять данный процесс следует правильно, в противном случае модель заполнится незастывшей смолой.
Широкую популярность набрал метод создания полой модели, в которой используются дренажные отверстия. Здесь потребуется сделать достаточное количество отверстий, чтобы смола смогла стекать. Это позволит не испортить окончательный вид модели.
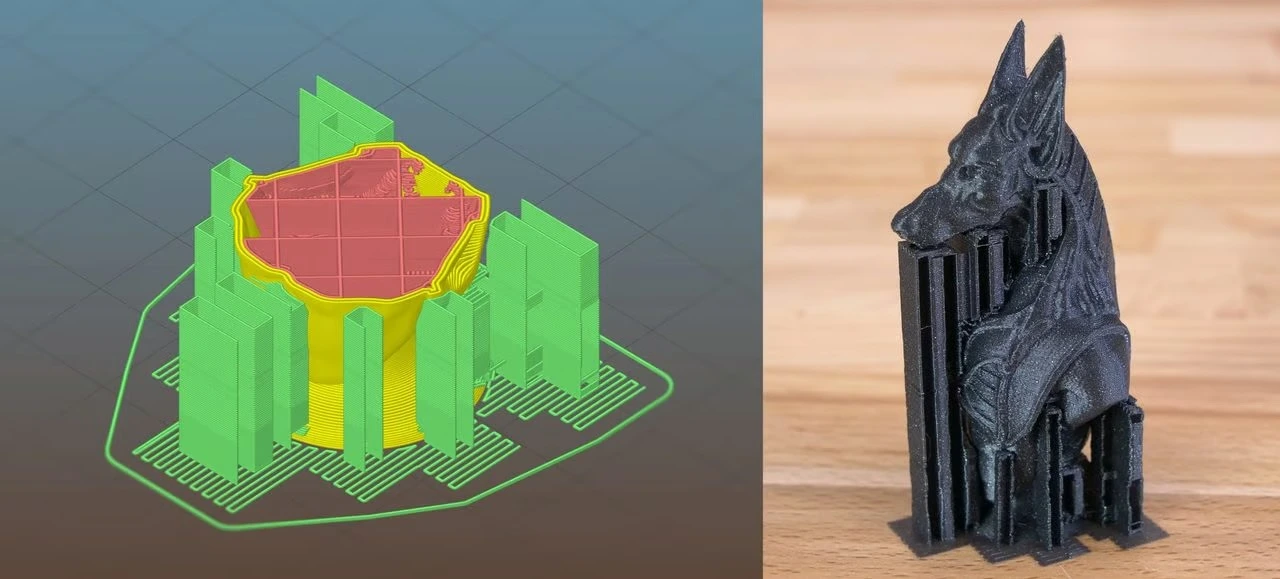
Площадь поверхности и опоры
При печати SLA происходит непрерывное отделение свежезатвердевших слоев от пленки у основания ванны со смолой. Это может стать причиной существенного давления на отпечаток. В итоге изделие из-за расслоения может разрушиться, что связано с отклеиванием отпечатка от рабочей пластины.
Если вы хотите избежать данной проблемы, то стоит убедиться, что отпечаток отличается своей широкой основой. Такой подход позволит увеличить площадь поверхности, которая опирается на рабочую пластину. Это дополнительное сцепление обеспечит защиту от расслоения.
Если подобная возможность отсутствует, то можно использовать опоры. Они помогают и при нависающих деталях. В данной ситуации дизайн будет иметь важное значение, так как потребуется убедиться, что подобная поддержка будет работать.

Детализация и деформация
Если провести сравнение с SLA и FDM, то здесь удается получить подробные модели. Они будут более хрупкими, а печать – длительной, но в результате достигается повышенная точность и разрешение. Поэтому дизайнеры могут использовать опции, которые недоступны при работе с FDM. Сюда относятся переплетающиеся детали, резьба, отверстия небольшого размера, мелкие детали и сложные текстуры.
Захваченная и остаточная смола
Смола может застревать в щелях и маленьких уголках изделия. Если перед процессом отверждения не провести очистку замковых соединений и небольших щелей от смолы, то жидкость затвердевает. Это приводит к разным проблемам, к примеру, замерзание соединения на месте.
Для решения данной проблемы необходимо полностью избегать переплетения деталей. Некоторые компоненты следует печатать отдельно, а потом собирать их. Если это нежелательно или невозможно, то в качестве альтернативного решения можно обеспечить доступ для стекания смолы из данных участков. Еще можно сделать зазор для сушки и очистки затронутых частей перед отверждением.
Материал
В отличие от FDM, при печати по SLA выбор смолы меньше. Несмотря на это можно найти материалы, которые имеют улучшенные параметры, например, литая или прочная смола. Если вы будете использовать данный материал, то следует продумать, какие характеристики он сможет обеспечить.
SLS
У селективного лазерного спекания аналогичные свойства, как и у процесса SLA. SLS применяет ту область печати, которая в течение всего рабочего процесса заполняется материалом. При этом с помощью лазера происходит закрепление модели по слоям.
Если посмотреть на различия между SLS и SLA, то в качестве материала при SLA применяется жидкая смола, а SLS работает с порошкообразным пластиком. Если устройство имеет высокую мощность, то в SLS используется металл.
Этот процесс отличается уникальностью. С его помощью можно решить ряд проблем, которые связаны с обслуживанием. При этом можно выделить некоторые моменты, о которых необходимо помнить.
Неподдерживаемые функции
У SLS-печати имеются определенные особенности. Неспеченный порошок, окружающий модель, автоматически поддерживает печатный компонент. Это означает, что здесь не потребуются дополнительные опоры. Модели имеют сложную геометрию, для которой может потребуется постобработка для удаления опорных структур.
Полые пространства
В SLS, как и в ситуации с SLA, сложные внутренние структуры и любые пустоты в деталях содержат остаточный порошок после печати. В отличие от смолы, порошок трудно удалить, поэтому лучше создавать полые детали цельными. Еще можно обеспечить свободный доступ внутрь, чтобы удалить неспеченный порошок.
Долговечность и точность
Если провести сравнение с SLA, где модели более хрупкие, то в напечатанные детали по SLS отличаются своей долговечностью. При помощи мелкого порошка SLS удается создавать высокодетализированные модели, в отличие от FDM. Создаваемые модели имеют более высокую прочность, так как она печатается сплошной и состоит из более тонких, а не из грубых экструдированных слоев. Если планируется печать модели при помощи SLS, то модель можно сделать более эстетичной, легкой и обтекаемой.
Переплетающиеся части
Здесь можно отметить проблему переплетающихся частей. Блокировочное соединение требует допуска или зазора между сопрягаемыми частями. Если пространство заполняется порошкообразным материалов как при SLS, то это становится причиной неровного соединения.
Если допуск небольшой, то спекание материала может стать причиной расправления нескольких зерен, которые разделяют сопрягаемые детали. Решить проблему можно путем оставления между деталями дополнительного зазора или проектирования изделий, которые будут собраны позже.
Где можно купить оборудование для 3D-печати
Если вы хотите реализовать свои проекты в реальности, то необходимо выбрать надежный 3D-принтер. В интернет-магазине Артлайн предлагаются такие устройства от производителей ELEGOO и Creality.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





