Якщо ви займаєтеся 3D-моделюванням для друку, потрібно враховувати всі нюанси даного процесу. Далі ми детально розглянемо найкращі рекомендації спеціалістів.
Зміст:
Безліч варіантів
Виробничий процес 3D-друку має суттєві відмінності від інших видів діяльності. Як тоді виконується проектування 3D-моделі для подальшого друку? Для цього існує ряд простих способів, але все залежить безпосередньо від того, який використовуватиметься процес 3D-друку. Для кожного варіанту потрібна особлива увага до дизайну перед поданням у друк моделі. Ще вони відрізняються унікальними перевагами та недоліками.
У цій статті ми розглянемо найпоширеніші виробничі проблеми, пов'язані з SLS, SLA, FDM. Ще вивчимо методи їх вирішення, коли модель тільки проектується.
FDM
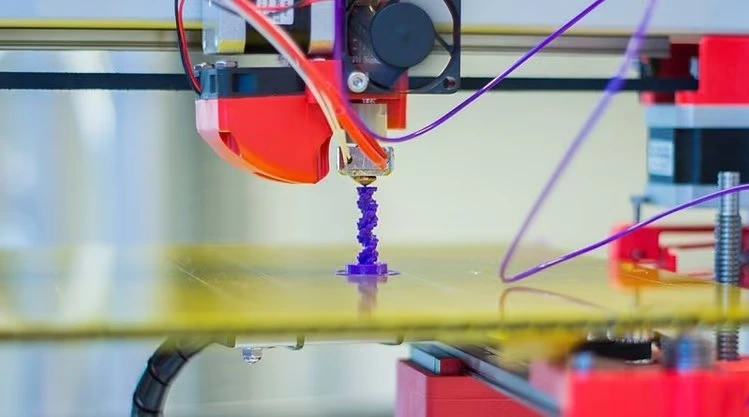
FDM став популярним способом друку на 3D-принтері через простоту та низьку вартість. Його обирає більшість споживачів.
Таке моделювання наплавленням зараз займає лідируючі позиції у сфері 3D-друку. Принтери, які підтримують FDM, є найбільш використовуваними та найдешевшими. Тому багато 3D-моделей створюються з урахуванням усіх особливостей роботи FDM-принтерів.
Як робочий матеріал у FDM пристроях застосовується термопластичний матеріал. Найчастіше він має вигляд нитки. Ця нитка плавиться і екструдується через сопло. Через нього здійснюється накладання матеріалу шарами, що дозволяє створити готову модель. Далі ми розглянемо, на що слід звернути увагу під час проектування для FDM.
Адгезія будівельної пластини
Ідеальним варіантом буде модель, де є велика плоска сторона, яка може бути спрямована вниз. Такий підхід дозволяє забезпечити достатню площу поверхні для нормального зчеплення з робочою пластиною. Це важливий аспект під час друку першого шару. Коли у моделі відсутня достатня адгезія до робочої пластини, під час друку вона здатна відірватися. Це призведе до того, що вийде неповний відбиток, а матеріал буде витрачений марно. Користувачеві доведеться повертатися до цифрової креслярської дошки.
Крім проектування, швидкі прийоми для забезпечення адгезії робочої пластини включають низку факторів:
- встановлення опор;
- встановлення полів;
- додавання плоту.
Завдяки цим параметрам вдається збільшити площу першого шару. Це підвищує ймовірність успішного друку виробу.
Деталі, що підтримуються
FDM-принтери висуваються з робочої пластини догори. Тому в цих моделях немає деталей, від'єднаних від основного корпусу та непідтримуваних поверхонь над робочою пластиною. Це не дозволить проводити будь-які види 3D-друку, тому кожну деталь слід проектувати з урахуванням, що вона зможе контактувати з поверхнею складання.
Якщо плаваючі частини не можуть торкатися робочої пластини або їх неможливо зрушити з місця, то в слайсері можна створити опори. Такий підхід дозволить збільшити ймовірність успішного друку на виступах та плаваючих поверхнях.
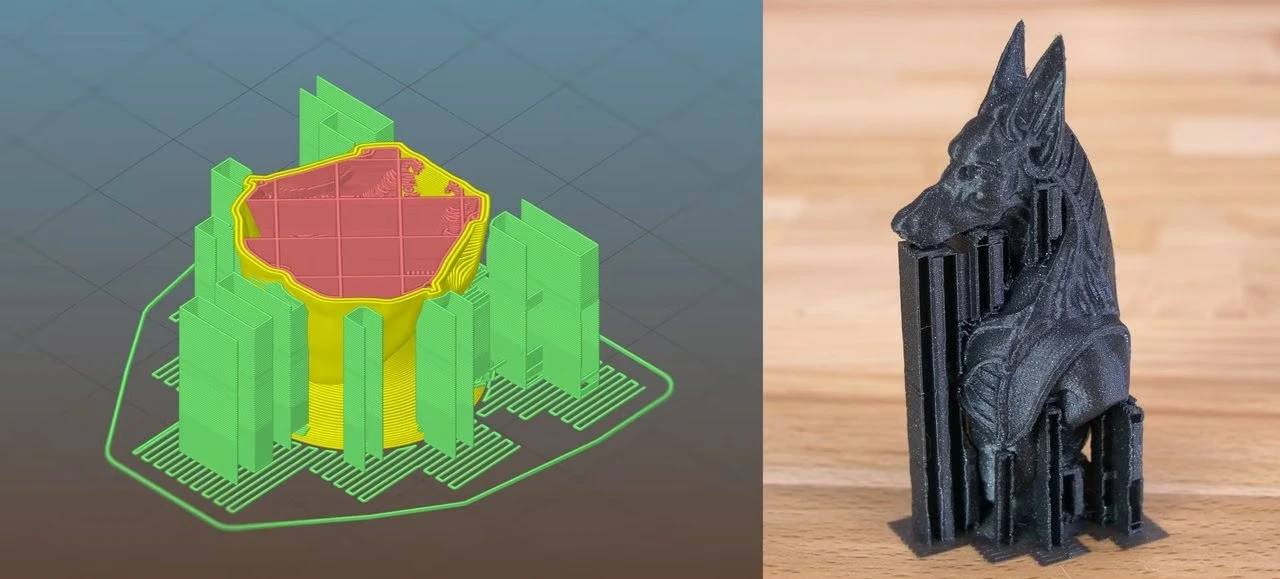
Звиси
Одним із головних мінусів 3D-друку FDM є виступи. Коли з сопла з'являється розплавлений матеріал, його слід чимось підтримувати. Це дозволить під час охолодження та затвердіння зберегти форму.
Під час моделювання рекомендується підтримувати звиси з обох боків. Ще можна використовувати кути менше ніж 45-60 градусів до вертикалі. Точне положення залежить від можливостей пристрою. Якщо ви хочете мати виступ, який більше за цей показник, то варто його зробити невеликим. У повітрі він має бути менше 5 мм. Якщо ви дотримуватиметеся цих порад, то 3D-друк буде виконано без підставок.
Звичайно, до слайсера завжди можна додати опори. При цьому потрібно пам'ятати, що їхнє видалення для певних моделей є трудомістким, стомлюючим та іноді неможливим процесом. Ще слід перевірити, щоб усередині порожнистих виробів були відсутні надмірні виступи, що не підтримуються. У таких ситуаціях взагалі недоцільно додавати опори.
Точність та деформація
FDM-принтери користуються особливою популярністю, але в порівнянні з іншими пристроями можуть бути грубими та неохайними. Існують певні аспекти типової друкованої деталі, про яку варто пам'ятати під час складання проекту. Це стосується отвору.
У процесі FDM-друку дуже часто деформуються горизонтально орієнтовані отвори невеликого та середнього розміру. Ще з глибоких чи маленьких отворів досить важко видалити опори. Тому рекомендується їх виконувати у овальній формі або у великих розмірах. Подібний підхід дозволяє враховувати усадку та деформацію. Ще один метод полягає в тому, щоб їх спеціально зробити маленькими, після чого за допомогою дриля збільшити.
Потоки створюють додаткову проблему. Якщо деталі з різьбленням виготовлені за допомогою FDM, вони часто не підходять до відповідних компонентів без друку. Виняток полягає в тому, щоб розміри не змінювалися перед друком з урахуванням термічного стиснення друкованого матеріалу. Для більш гладкого профілю можна використовувати закруглення різьблення.
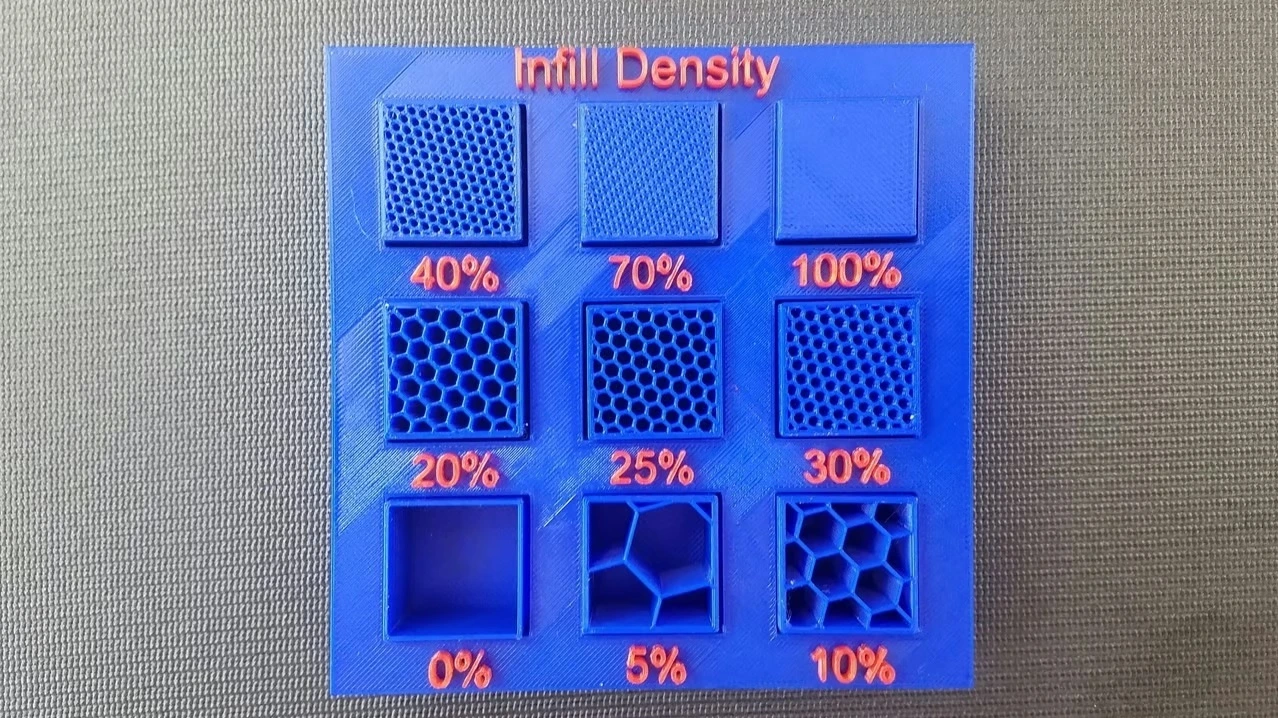
Заповнення
Користувачі повинні враховувати важливий аспект заповнення. При FDM-друку деталі, що моделюються суцільними, мають можливість у програмному забезпеченні слайсера друкувати з візерунчастою, переважно порожнистою внутрішньою геометричною структурою, а не з твердого матеріалу. Якщо планується FDM друк, вони не обов'язково повинні бути суцільними.
Матеріал
При FDM-друку між відбитками можна виконати швидку зміну матеріалу. Якщо ви хочете покращити свої вироби, то можете використати найрізноманітніші варіанти:
- багатобарвні;
- з особливими властивостями;
- що світяться у темряві;
- безпечні для харчових продуктів;
- гнучкі та інші.
У складі матеріалів FDM можуть бути матеріали з особливими властивостями. Також вони можуть включати вуглецеве волокно, метал, деревне волокно.
Під час проектування слід думати про кінцевий матеріал. Ви повинні знати його плюси та мінуси. Наприклад, ABS відрізняється термостійкістю та міцністю, але при друку здатний легко деформуватися. Тому найкращим варіантом може бути нейлон або PETG. Тут необхідно звертати увагу на призначення готової деталі та зручність друку.
SLA
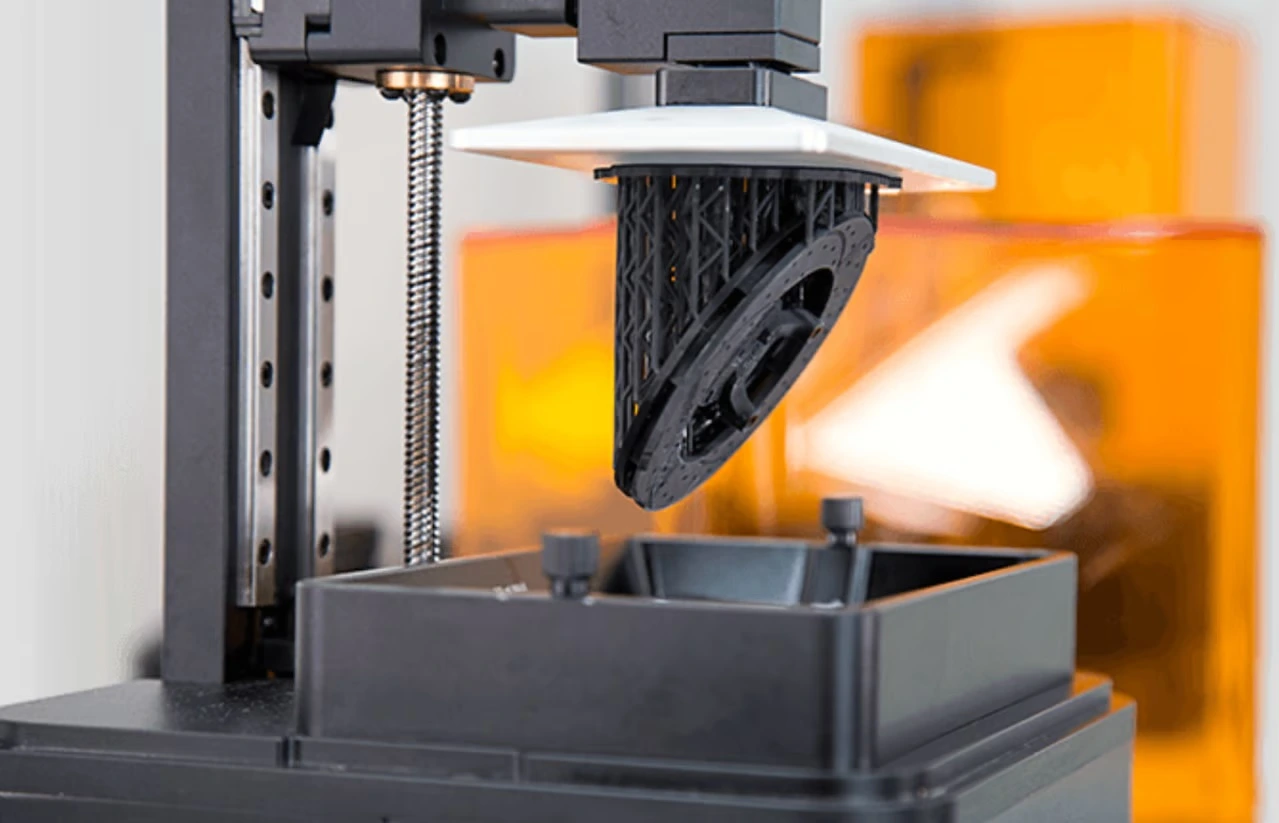
Стереолітографія часто використовує ванну зі смолою. За допомогою лазера для створення готових виробів шари вибірково тверднуть. У більшості ситуацій у цьому процесі застосовується збірна пластина. Порівняно з FDM вона перевернута. Зверху у ванну зі смолою занурюється робоча пластина, друк виробу здійснюється у перевернутому вигляді.
Головним плюсом SLA є суттєво висока роздільна здатність та якість обробки деталей. Це забезпечується за рахунок високої довговічності та міцності. Разом з іншими важливими факторами це впливає на розробку моделей для SLA 3D-друку.
Дренаж
При процесі FDM матеріал екструдується вибірково, а SLA процес вибірково затвердіває фотополімерну смолу. Це дозволяє надрукувати деталі порожнистими або частково порожнистими. Виконувати цей процес слід правильно, інакше модель заповниться смолою.
Широку популярність набрав метод створення порожнистої моделі, де використовуються дренажні отвори. Тут потрібно зробити достатню кількість отворів, щоб смола змогла стікати. Це дозволить не зіпсувати остаточний вигляд моделі.
Площа поверхні та опори
Під час друку SLA відбувається безперервне відділення свіжозатверділих шарів від плівки біля основи ванни зі смолою. Це може спричинити суттєвий тиск на відбиток. У результаті виріб через розшарування може зруйнуватися, що пов'язане з відклеюванням відбитка робочої пластини.
Якщо ви хочете уникнути цієї проблеми, варто переконатися, що відбиток відрізняється своєю широкою основою. Такий підхід дозволить збільшити площу поверхні, яка спирається на робочу пластину. Це додаткове зчеплення забезпечить захист від розшарування.
Якщо така можливість відсутня, можна використовувати опори. Вони допомагають і при деталях, що нависають. У цій ситуації дизайн буде мати важливе значення, тому що потрібно переконатися, що подібна підтримка працюватиме.

Деталізація та деформація
Якщо провести порівняння з SLA та FDM, то тут вдається отримати докладні моделі. Вони будуть більш крихкими, а друк – тривалим, але в результаті досягається підвищена точність та дозвіл. Тому дизайнери можуть використовувати опції, які недоступні під час роботи з FDM. Сюди відносяться деталі, що переплітаються, різьблення, отвори невеликого розміру, дрібні деталі і складні текстури.
Захоплена та залишкова смола
Смола може застрягати у щілинах і маленьких куточках виробу. Якщо перед процесом затвердіння не провести очищення замкових з'єднань і невеликих щілин від смоли, рідина твердне. Це призводить до різних проблем, наприклад, замерзання з'єднання на місці.
Для вирішення цієї проблеми необхідно повністю уникати переплетення деталей. Деякі компоненти слід друкувати окремо, а потім збирати їх. Якщо це небажано або неможливо, то як альтернативне рішення можна забезпечити доступ для стікання смоли з цих ділянок. Ще можна зробити зазор для сушіння та очищення порушених частин перед затвердінням.
Матеріал
На відміну від FDM, при друку SLA вибір смоли менше. Незважаючи на це, можна знайти матеріали, які мають покращені параметри, наприклад, лита або міцна смола. Якщо ви будете використовувати цей матеріал, то слід продумати, які характеристики він зможе забезпечити.
SLS
У селективного лазерного спікання аналогічні властивості, як і процес SLA. SLS застосовує ту область друку, яка протягом робочого процесу заповнюється матеріалом. При цьому за допомогою лазера відбувається закріплення моделі за шарами.
Якщо подивитися на відмінності між SLS та SLA, то в якості матеріалу при SLA застосовується рідка смола, а SLS працює з порошкоподібним пластиком. Якщо пристрій має високу потужність, то у SLS використовується метал.
Цей процес відрізняється унікальністю. З його допомогою можна вирішити низку проблем, пов'язаних з обслуговуванням. При цьому можна виділити деякі моменти, про які потрібно пам'ятати.
Непідтримувані функції
SLS-друк має певні особливості. Безпечний порошок, що оточує модель, автоматично підтримує друкований компонент. Це означає, що тут не потрібні додаткові опори. Моделі мають складну геометрію, для якої може бути потрібна постобробка для видалення опорних структур.
Порожнисті простори
У SLS, як і в ситуації з SLA, складні внутрішні структури та будь-які порожнечі в деталях містять залишковий порошок після друку. На відміну від смоли, порошок важко видалити, тому краще створювати цілі порожнисті деталі. Ще можна забезпечити вільний доступ досередини, щоб видалити неспечений порошок.
Довговічність та точність
Якщо провести порівняння з SLA, де моделі більш тендітні, то в надруковані деталі SLS відрізняються своєю довговічністю. За допомогою дрібного порошку SLS вдається створювати високодеталізовані моделі, на відміну від FDM. Створювані моделі мають більш високу міцність, так як вона друкується суцільною і складається з тонших, а не грубих екструдованих шарів. Якщо планується друк моделі за допомогою SLS, модель можна зробити більш естетичною, легкою і обтічною.
Частини, що переплітаються
Тут можна відзначити проблему частин, що переплітаються. Блокувальне з'єднання вимагає допуску або зазору між частинами, що сполучаються. Якщо простір заповнюється порошкоподібним матеріалом як при SLS, то це стає причиною нерівного з'єднання.
Якщо допуск невеликий, то спікання матеріалу може стати причиною розправлення кількох зерен, які поділяють деталі, що сполучаються. Вирішити проблему можна шляхом залишення між деталями додаткового зазору або проектування виробів, які будуть зібрані пізніше.
Де можна придбати обладнання для 3D-друку
Якщо ви хочете реалізувати свої проекти в реальності, необхідно вибрати надійний 3D-принтер. В інтернет-магазині Артлайн пропонуються такі пристрої від виробників ELEGOO та Creality.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01