

Несмотря на свою широкую популярность, одним из основных ограничений 3D-технологии остается прочность создаваемых изделий. Проблема заключается в том, что объекты, созданные с использованием трёхмерной печати, часто обладают недостаточной прочностью и износостойкостью из-за слоистой структуры, которая характеризует этот метод производства. В данной статье рассматривается важный аспект этой трудности - улучшение прочности 3D-печатных изделий путем оптимизации слоистой структуры.
Содержание:
- Принцип работы слайсера
- Изменение порядка печати для увеличения прочности
- Использование Simplify3D
- Можно ли увеличить адгезию слоев?
- Итоги
- Где можно приобрести нить для 3D-печати?
Принцип работы слайсера
Несмотря на то, что слайсеры для 3D-печати за прошедшие годы прошли долгий путь благодаря быстрому времени нарезки и таким функциям, как органические опоры, динамическая ширина экструзии и сотни различных параметров, с которыми можно экспериментировать, они по-прежнему работают по тому же принципу. Он заключается в разрезании детали на 2D-слои и заполнение этих пластов ходами печати. Затем эти двухмерные уровни просто накладываются друг на друга, создавая трехмерный элемент.
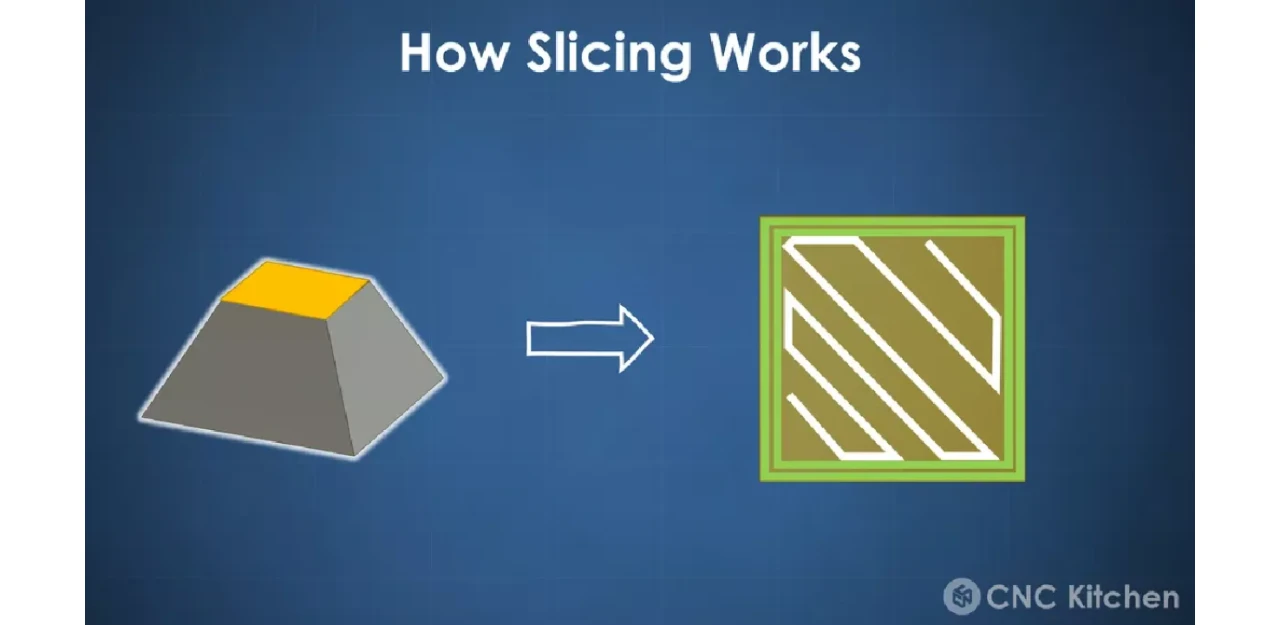
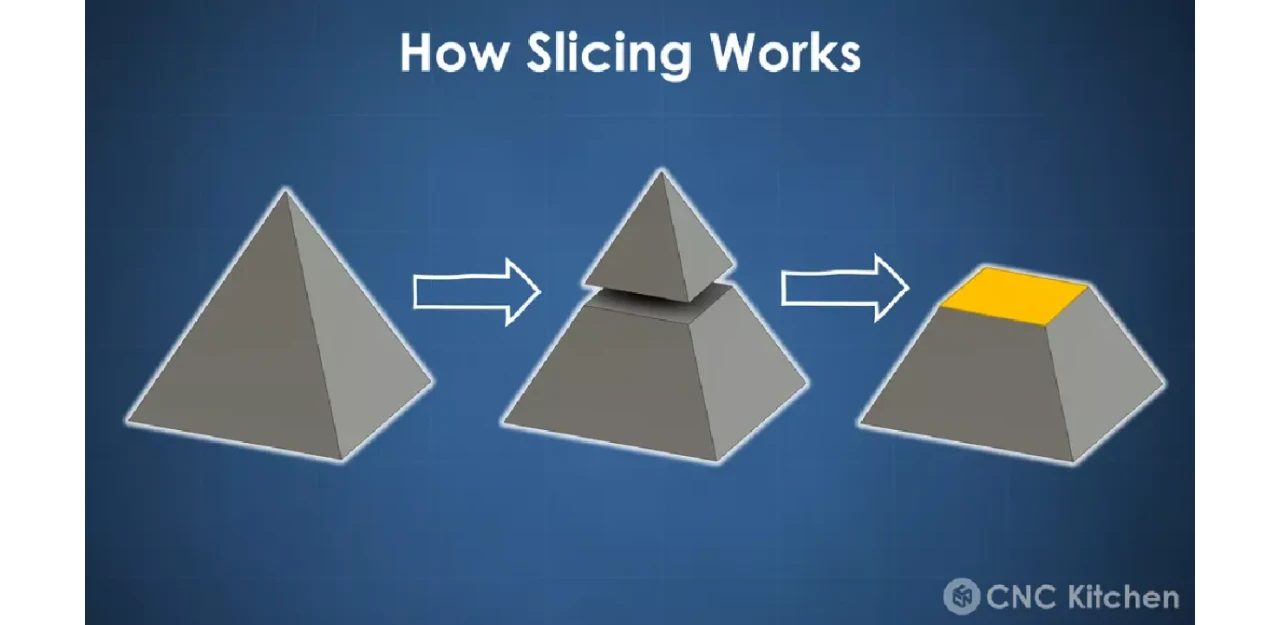
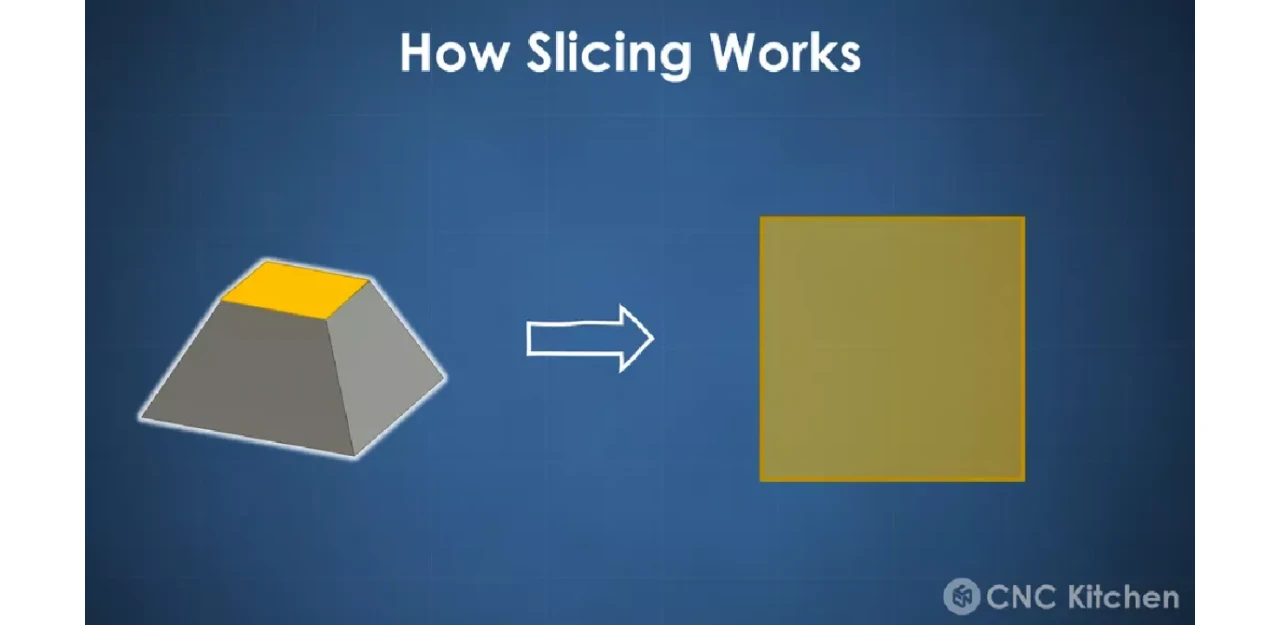
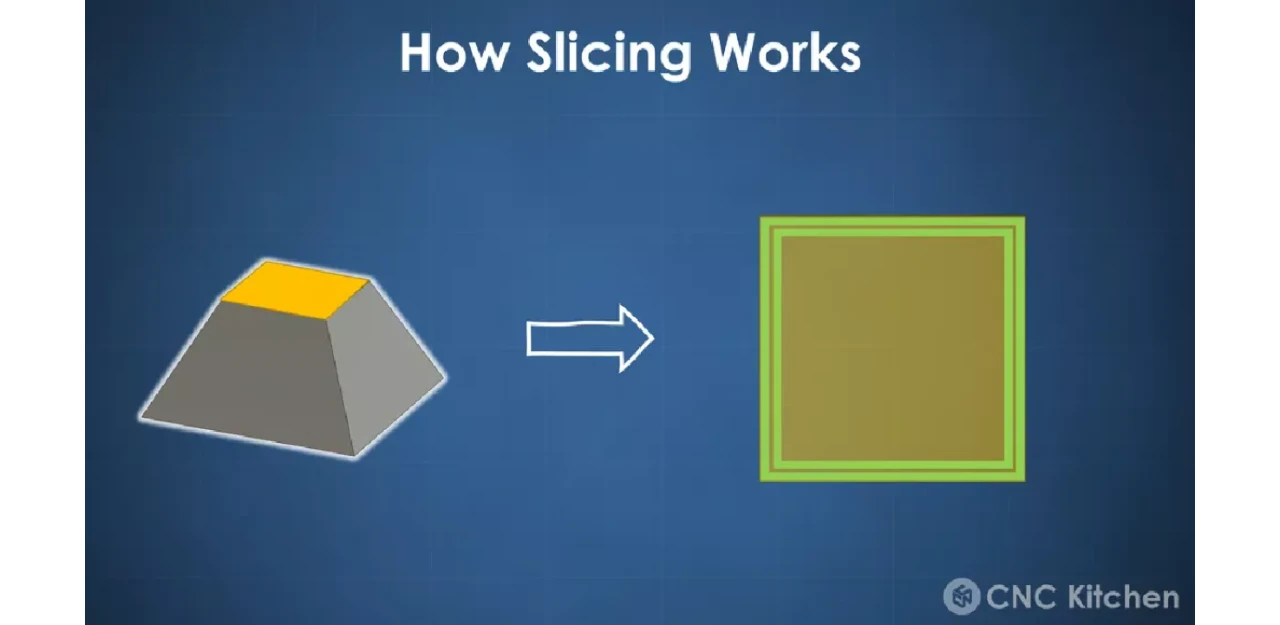
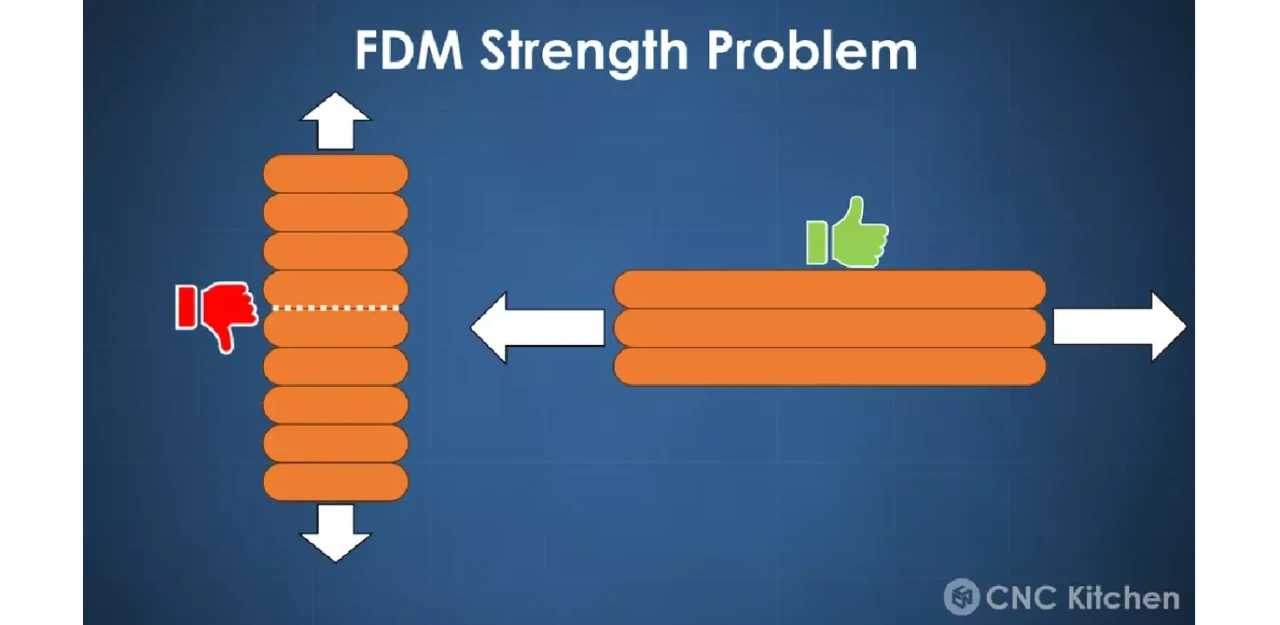
Этот результат является одной из самых больших проблем 3D-печати на основе экструзии, которая заключается в значительно более низкой прочности перпендикулярно слоям по сравнению с плоскостью оттиска. Пласты, наложенные друг на друга, лишь частично расплавляются вместе, создавая слабую точку. Если все эти уязвимые места находятся в одной плоскости, именно здесь деталь выйдет из строя. Были попытки создания трехмерного слайсера, но ни одна из них увенчалась успехом.
Изменение порядка печати для увеличения прочности
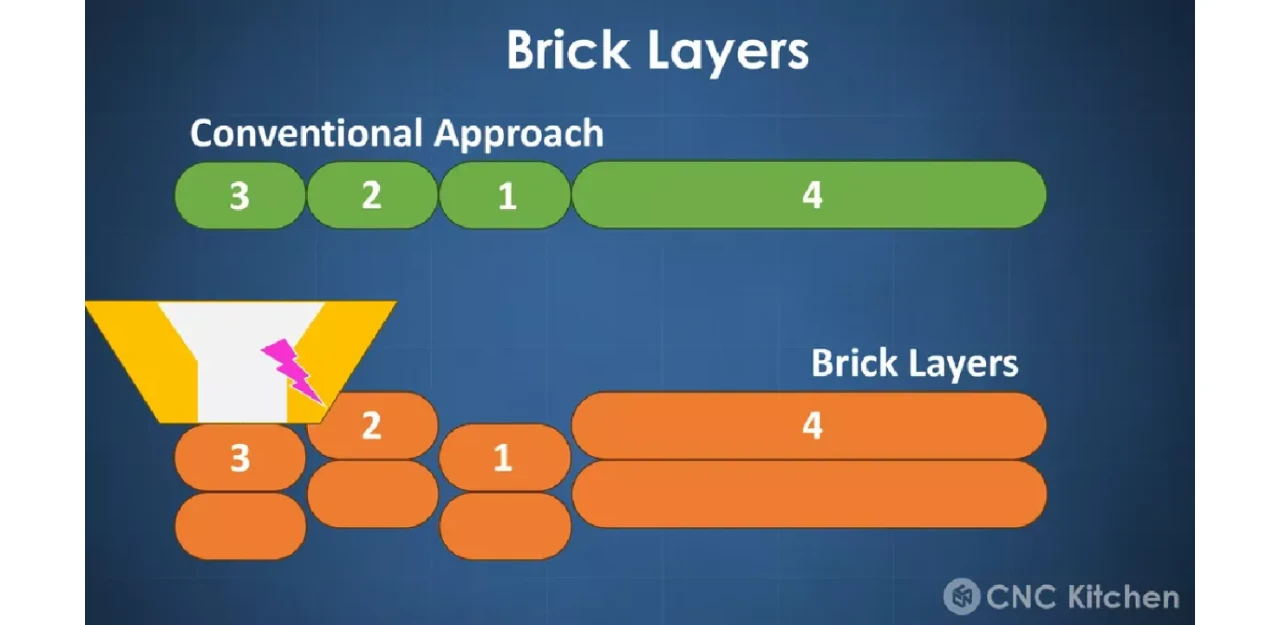
Поставленная перед собой задача заключается в изменении процесса печати для создания переплетения «кирпичной стены» с целью изучения влияния этого подхода на качество и прочность деталей. А для этого всего нужно изменить порядок работы. В текущем процессе печати сначала создаются периметры детали, затем заполняется оставшееся пространство узором заполнения. Однако для реализации переплетения «кирпичной стены» необходимо изменить этот порядок.
Предлагается делать каждый второй нижний периметр с последующим смещением половины высоты слоя. Это позволит избежать столкновений с уже готовой деталью. После печати периметров происходит перемещение половины высоты слоя вверх, а затем завершение остальных частей элемента. В результате применения данного метода удается избежать образования плоских пластов, а периметры переплетаются в зигзагообразном узоре. Это приводит к увеличению площади поверхности, на которой два слоя могут соединяться друг с другом, что потенциально повышает их адгезию.
Использование Simplify3D
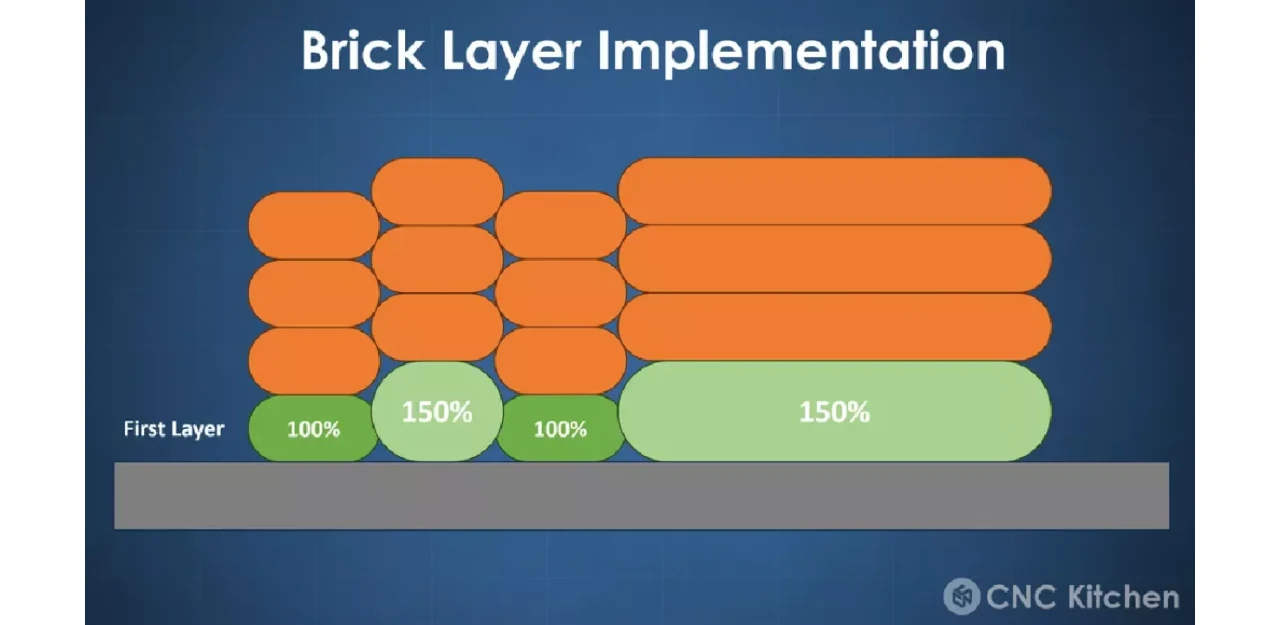
В отличие от PrusaSlicer, где можно настраивать лишь специфичные свойства детали и незначительно изменять их с помощью геометрического модификатора, в Simplify3D можно варьировать и комбинировать все параметры, начиная от высоты слоя и заканчивая температурой сопла. Для реализации метода «Разрез пластов кирпичей» было создано четыре отдельных процесса: по одному для каждого периметра и один для заполнения. Первые две процедуры предназначены для внутреннего и внешнего края и обычно печатаются со стандартной высотой слоя 100%. Простой, но логичный подход для создания кирпичных рядов заключается в установке начального уровня пласта для двух оставшихся процессов на 150%. Таким образом, они смещаются на половину высоты в первом слое и автоматически сохраняют этот сдвиг в последующих.
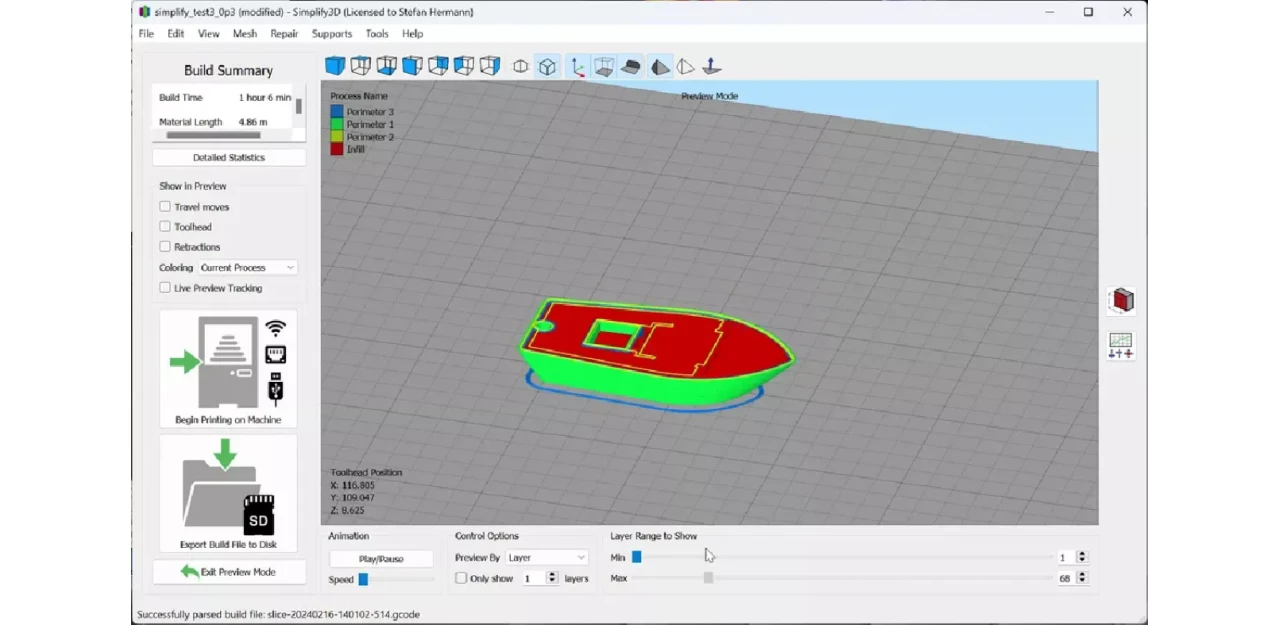
Этот подход работает очень хорошо, и не только на универсальных кубах. Кроме того, более сложные детали, такие как 3DBenchy, отлично выглядят в слайсере и так же хорошо печатаются на 3D-принтере. К сожалению, наклонные верхние покрытия могут казаться немного недостаточно выдавленными. Причина этого в том, что слайсер пропускает некоторые промежуточные слои из-за смещения высоты среза. Однако это можно исправить, напечатав пласты на половине высоты, как только будет достигнута верхняя часть детали.
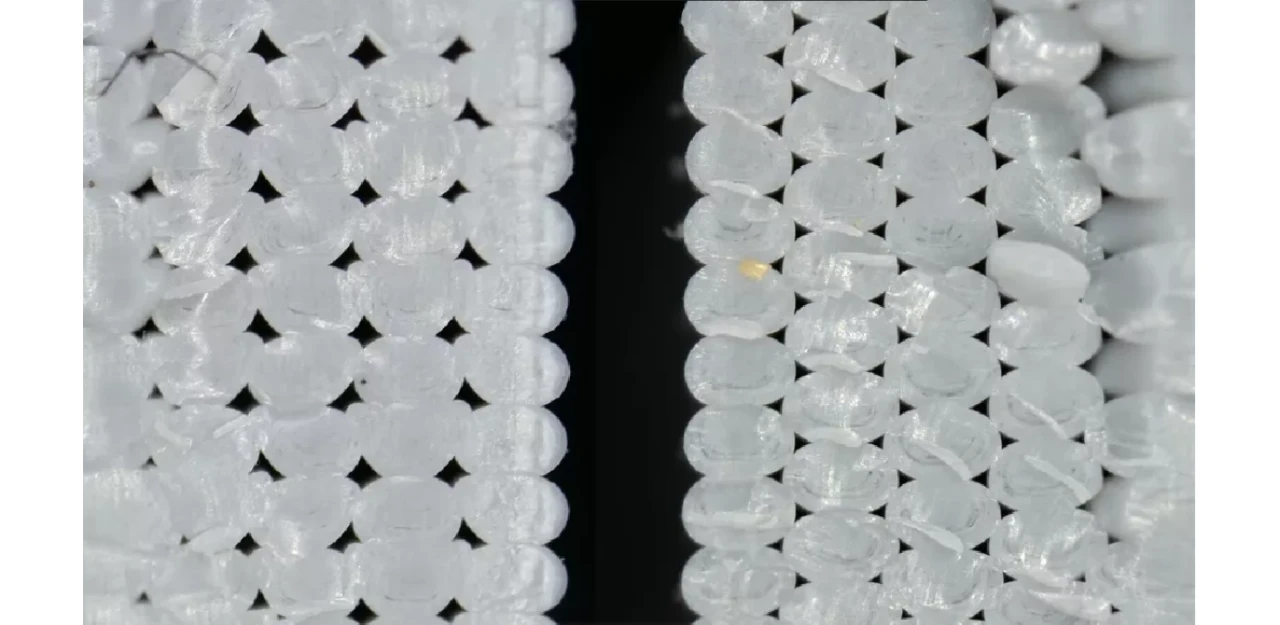
Изучение сломанных частей позволило оценить корреляцию между предварительным просмотром слайсера и реальной деталью. Под микроскопом стало видно, как периметры выравниваются при использовании обычной нарезки.
Можно ли увеличить адгезию слоев?
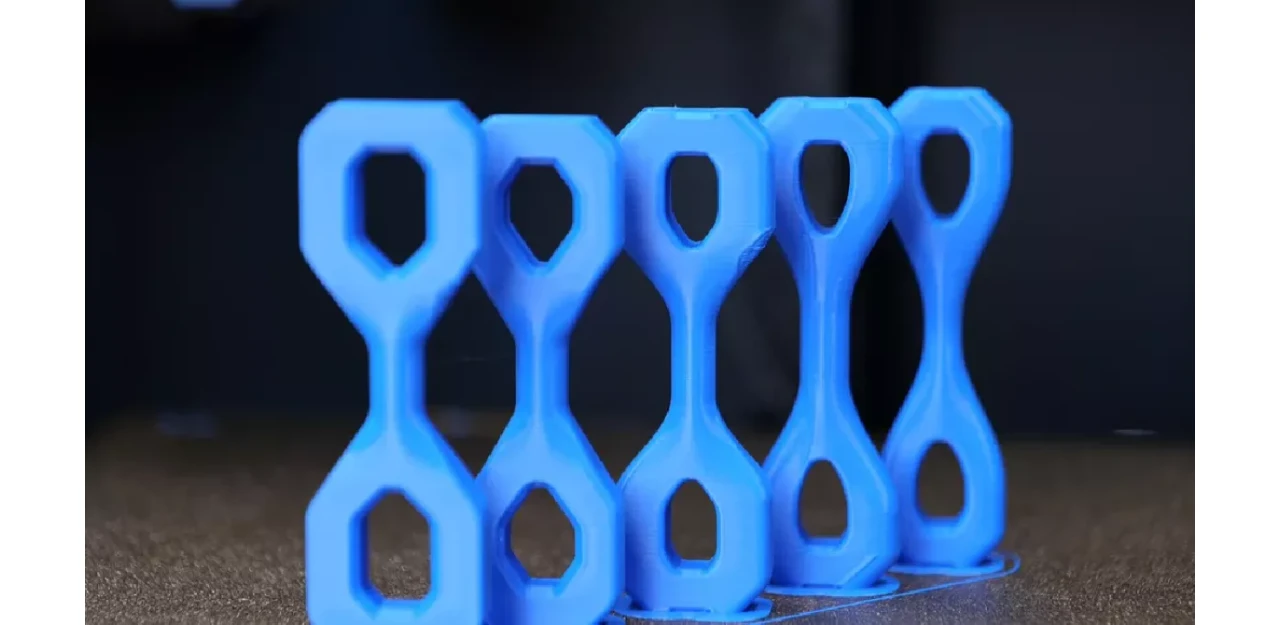
Для изучения этого вопроса были распечатаны образцы адгезии слоев, спроектированные с достаточно высоким поперечным сечением, чтобы поместиться между периметрами и наблюдать эффект пластов кирпича. Начальные конструкции, хотя и испытывались на месте крепления, склонны были ломаться именно там, а не на участке испытаний. После нескольких итераций проектирования, в том числе с применением анализа методом конечных элементов, был создан окончательный проект. Были напечатаны четыре образца, каждый из которых использовал как обычный способ нарезки, так и слои кирпичей. Для проверки наличия различий в материалах образцы были напечатаны из PLA и PETG. Применялась высота пласта 0,25 мм с 4 периметрами и без заполнения для целенаправленного исследования адгезии слоев вдоль периметра.
После того, как образцы напечатались, были проведены сравнения весов для подтверждения, что единственное различие заключается в методе нарезки. Затем они последовательно устанавливались в универсальную испытательную машину, сделанную вручную, и подвергались нагрузке с постоянной скоростью до разрушения. Экземпляры PLA, нарезанные традиционным способом, не выдерживали испытания в среднем при 944 Н. Образцы PETG были так же прочными, с нагрузкой в среднем 950 Н. Поверхности разрушений в основном оставались плоскими, указывая на слабое место обычных деталей, напечатанных на 3D-принтере. Затем были протестированы образцы с применением метода нарезки «слои кирпичей». Экземпляры PLA разрушались в среднем при 1072 Н, что на 14% превышает прочность эталонных моделей, подтверждая, что этот новый способ действительно улучшает адгезию пластов. Образцы PETG также показали интересные результаты, увеличив свою прочность на 10%.
Итоги
В ходе реализации данного метода стало очевидно, что он наилучшим образом функционирует при достаточно высоких слоях. Сокращение толщины пластов приводит к уменьшению эффекта чередования. Считается, что данный метод нарезки имеет значительный потенциал для улучшения функциональных 3D-отпечатков FDM. Возможно, не стоит ожидать удвоения прочности слоя, однако даже увеличение на 10% и более представляет собой значительный прогресс, учитывая повышения качества материалов и процессов за последние годы.
Где можно приобрести нить для 3D-печати?
Магазин Артлайн предоставляет вам высококачественные нити для 3D-печати. А если вы интересуетесь созданием уникальных форм с использованием смол, мы также предлагаем широкий ассортимент материалов. Наши специалисты готовы помочь сделать правильный выбор товара.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





