

Незважаючи на свою широку популярність, одним з основних обмежень 3D-технології залишається міцність виробів, що створюються. Проблема полягає в тому, що об'єкти, створені з використанням тривимірного друку, часто мають недостатню міцність і зносостійкість через шаруватої структури, яка характеризує цей метод виробництва. У цій статті розглядається важливий аспект цієї проблеми - поліпшення міцності 3D-друкованих виробів шляхом оптимізації шаруватої структури.
Зміст:
- Принцип роботи слайсера
- Зміна порядку друку для збільшення міцності
- Використання Simplify3D
- Чи можна збільшити адгезію шарів?
- Підсумки
- Де можна придбати нитку для 3D-друку?
Принцип роботи слайсера
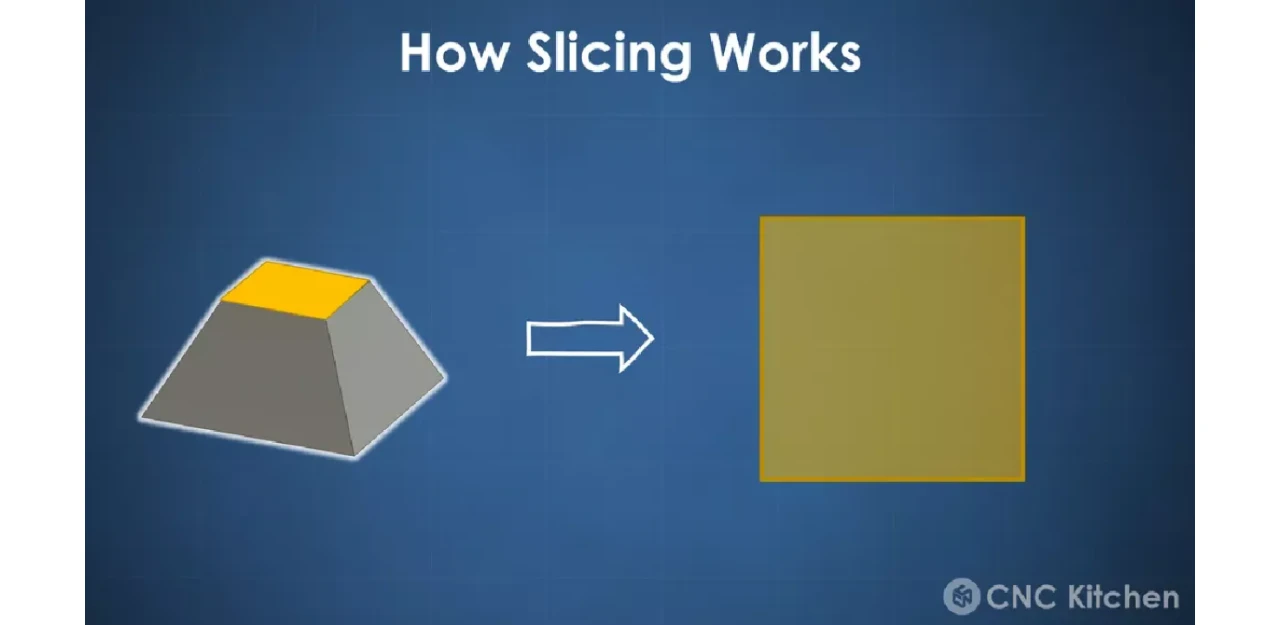
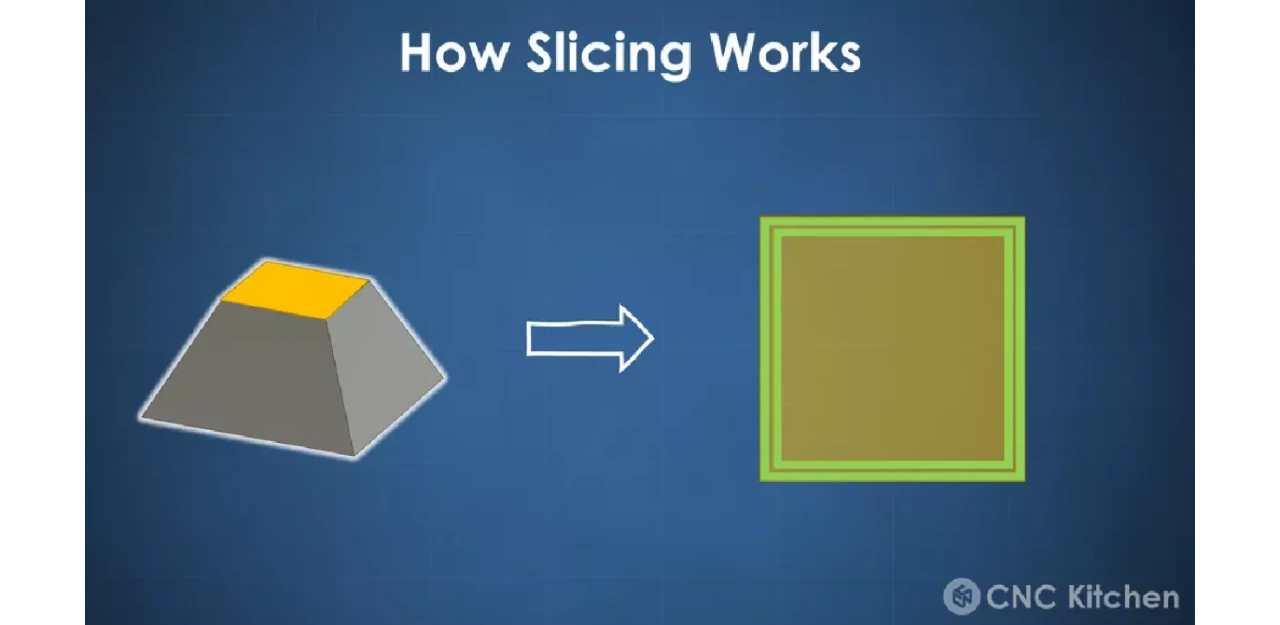
Незважаючи на те, що слайсери для 3D-друку за минулі роки пройшли довгий шлях завдяки швидкому часу нарізки та таким функціям, як органічні опори, динамічна ширина екструзії та сотні різних параметрів, з якими можна експериментувати, вони, як і раніше, працюють за тим же принципом. . Він полягає в розрізанні деталі на 2D-шари та заповнення цих пластів ходами друку. Потім ці двовимірні рівні легко накладаються один на одного, створюючи тривимірний елемент.
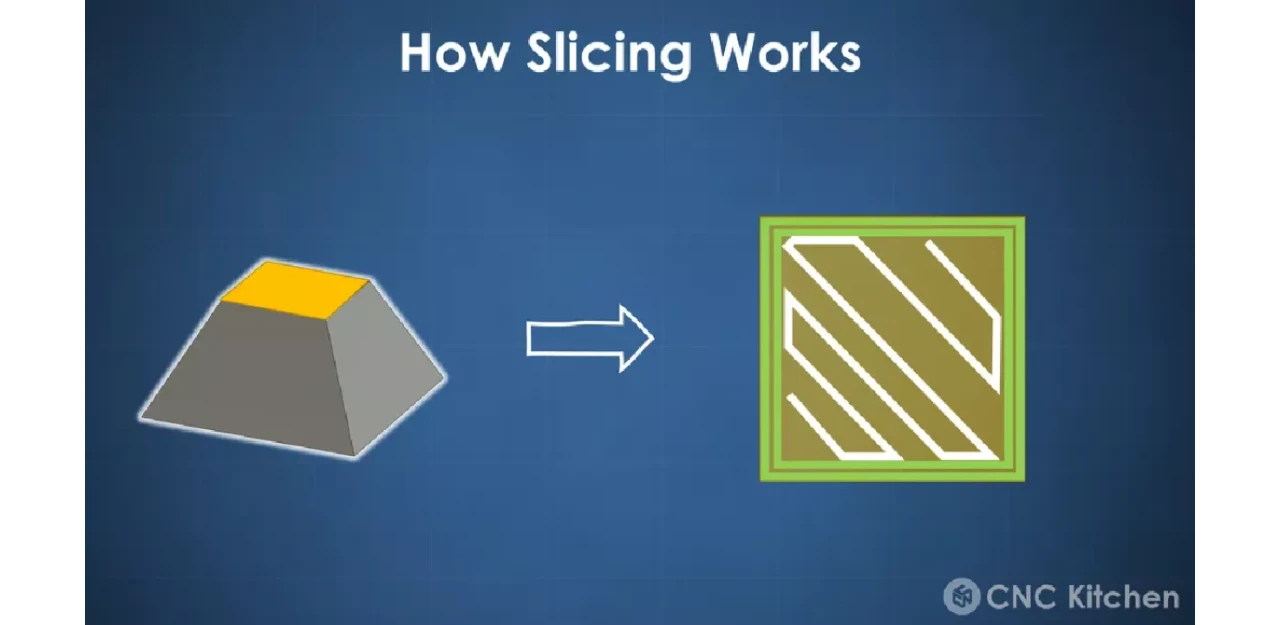
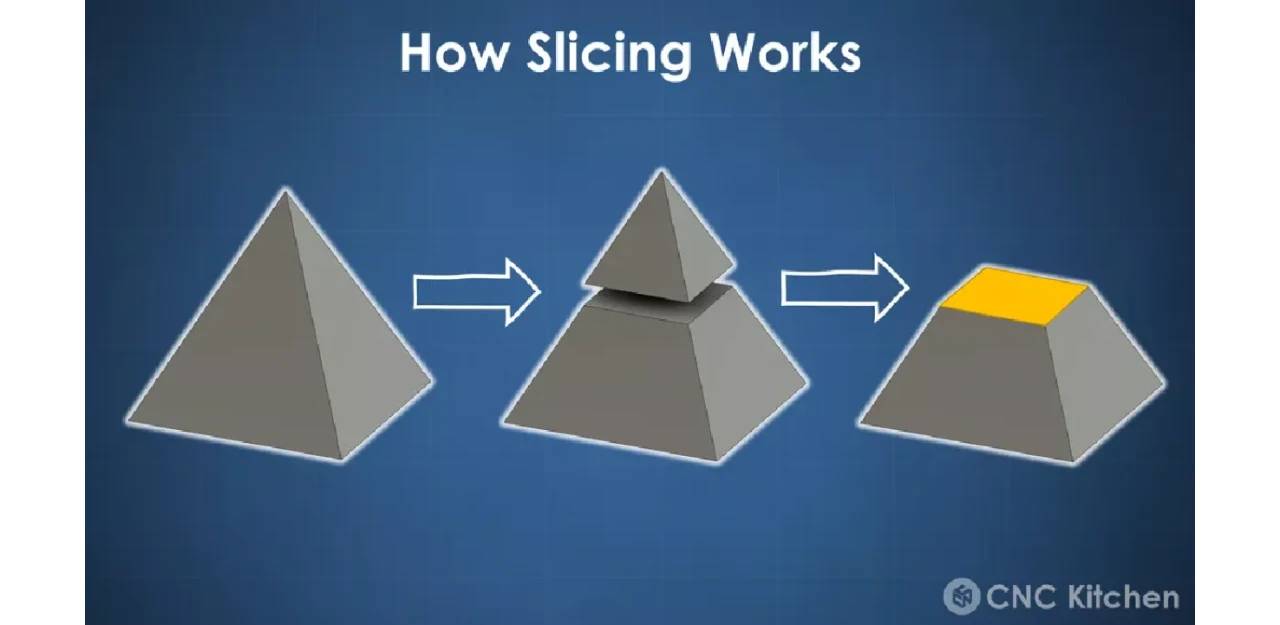
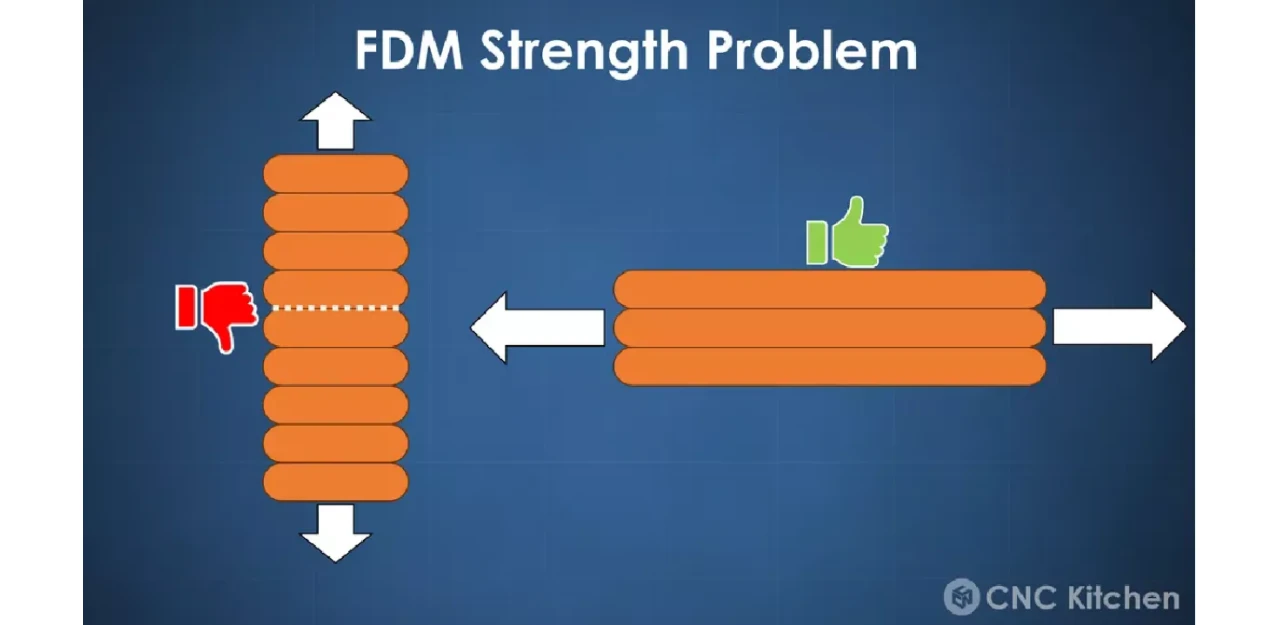
Цей результат є однією з найбільших проблем 3D-друку на основі екструзії, яка полягає в значно нижчій міцності перпендикулярно до шарів порівняно з площиною відбитка. Пласти, накладені один на одного, лише частково розплавляються разом, створюючи слабку точку. Якщо всі ці вразливі місця знаходяться в одній площині, саме деталь вийде з ладу. Були спроби створення тривимірного слайсера, але жодна з них не мала успіху.
Зміна порядку друку для збільшення міцності
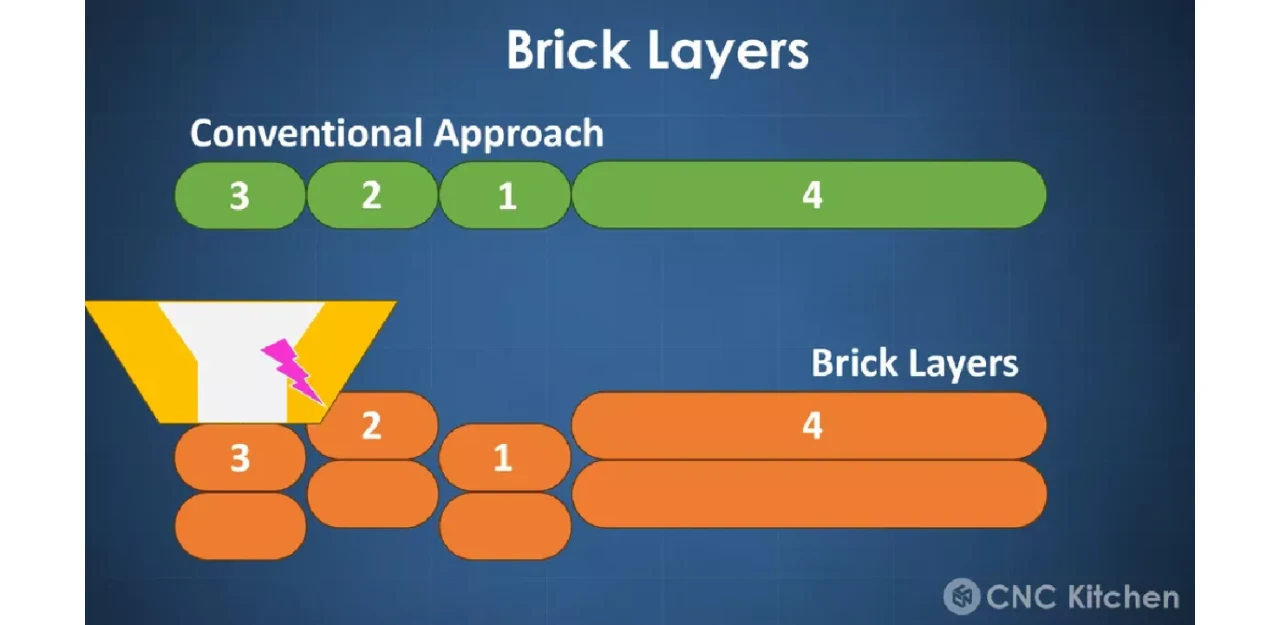
Поставлене перед собою завдання полягає у зміні процесу друку для створення переплетення «цегляної стіни» з метою вивчення впливу цього підходу на якість та міцність деталей. А для цього потрібно змінити порядок роботи. У поточному процесі друку спочатку створюються периметри деталі, потім заповнюється простір, що залишився візерунком заповнення. Однак для реалізації переплетення цегляної стіни необхідно змінити цей порядок.
Пропонується робити кожен другий нижній периметр із наступним усуненням половини висоти шару. Це дозволить уникнути зіткнень із уже готовою деталлю. Після друку периметрів відбувається переміщення половини висоти шару нагору, а потім завершення решти елементів елемента. В результаті застосування даного методу вдається уникнути утворення плоских пластів, а периметри переплітаються у зигзагоподібному візерунку. Це призводить до збільшення площі поверхні, на якій два шари можуть з'єднуватися один з одним, що потенційно підвищує їхню адгезію.
Використання Simplify3D
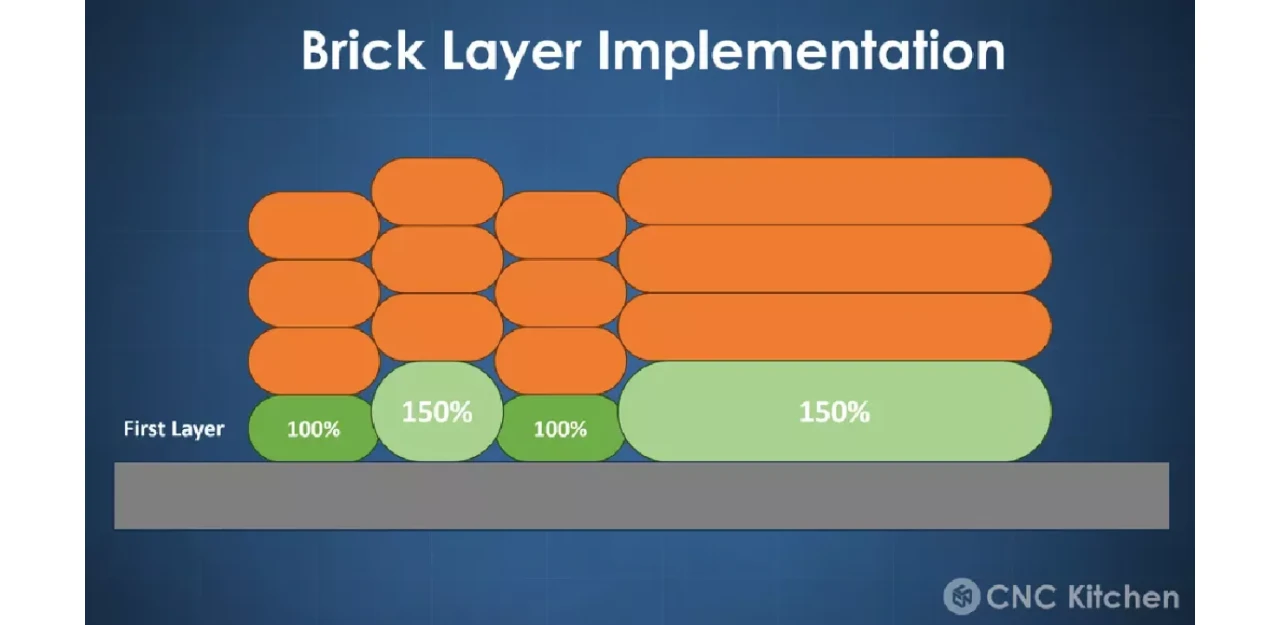
На відміну від PrusaSlicer, де можна налаштовувати лише специфічні властивості деталі і незначно змінювати їх за допомогою геометричного модифікатора, Simplify3D можна варіювати і комбінувати всі параметри, починаючи від висоти шару і закінчуючи температурою сопла. Для реалізації методу «Розріз пластів цегли» було створено чотири окремі процеси: по одному для кожного периметра та один для заповнення. Перші дві процедури призначені для внутрішнього та зовнішнього краю та зазвичай друкуються зі стандартною висотою шару 100%. Простий, але логічний підхід для створення цегляних рядів полягає в установці початкового рівня пласта для двох процесів, що залишилися, на 150%. Таким чином, вони зміщуються на половину висоти в першому шарі і автоматично зберігають цей зсув наступних.
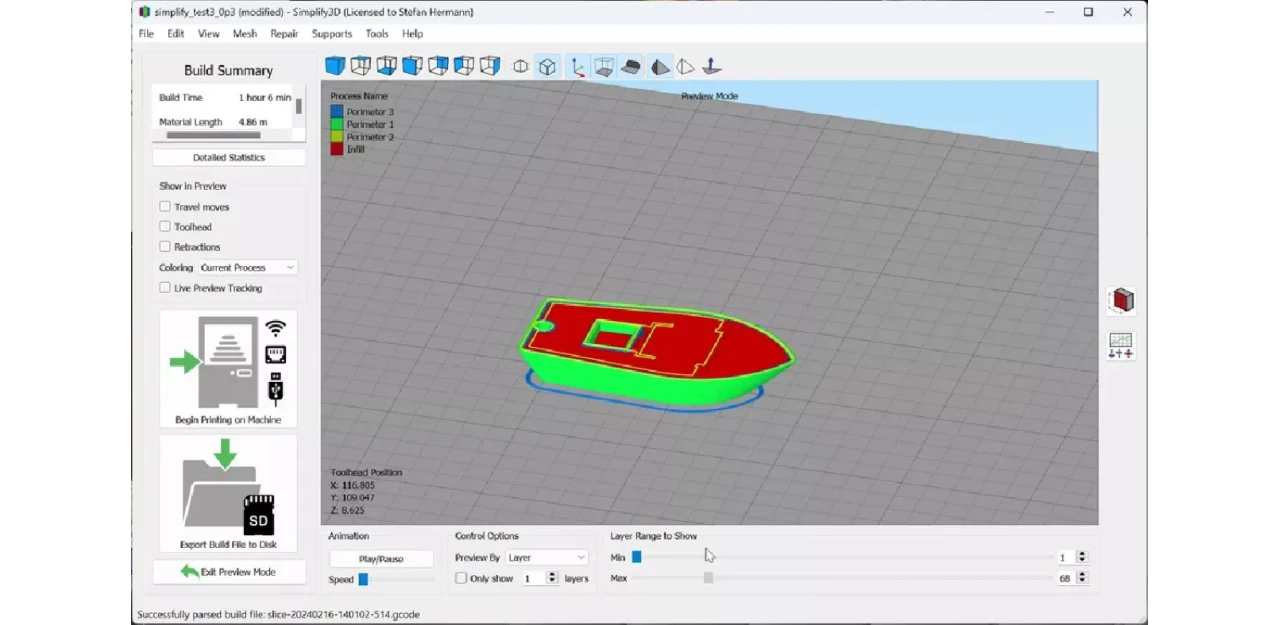
Цей підхід працює дуже добре, і не лише на універсальних кубах. Крім того, складніші деталі, такі як 3DBenchy, чудово виглядають у слайсері і так само добре друкуються на 3D-принтері. На жаль, похилі верхні покриття можуть здаватися трохи видавленими. Причина цього в тому, що слайсер пропускає деякі проміжні шари через усунення висоти зрізу. Однак це можна виправити, надрукувавши пласти на половині висоти, як тільки буде досягнуто верхньої частини деталі.
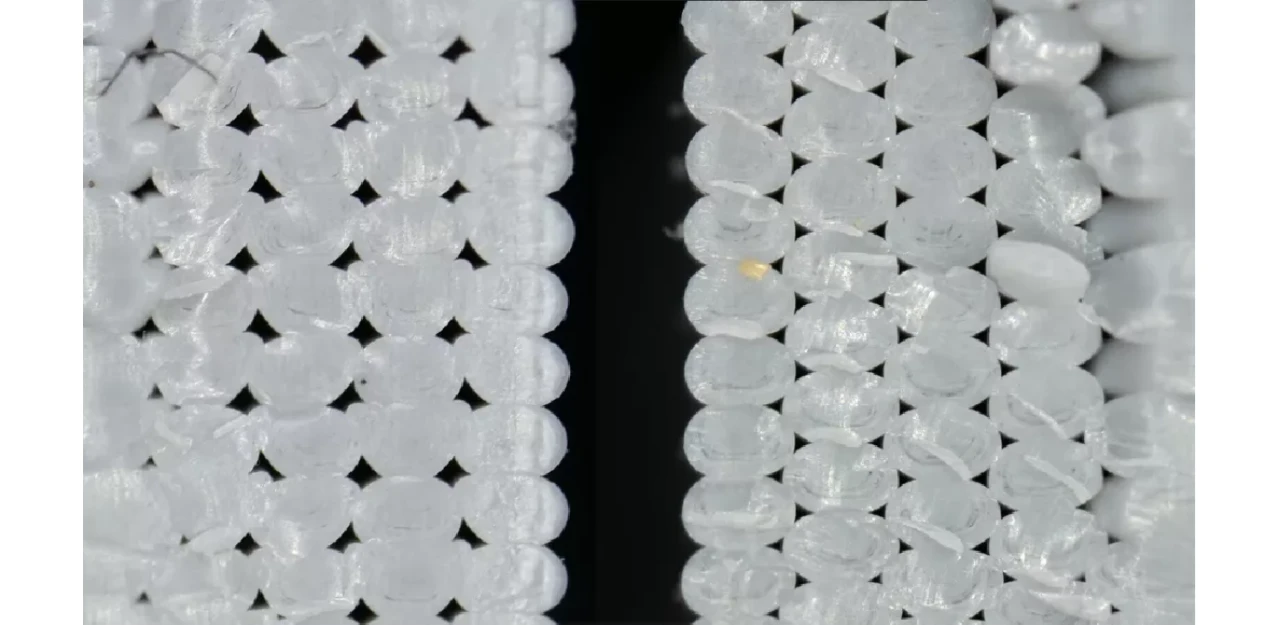
Вивчення зламаних частин дозволило оцінити кореляцію між попереднім переглядом слайсера та реальною деталлю. Під мікроскопом стало видно, як периметри вирівнюються під час використання звичайної нарізки.
Чи можна збільшити адгезію шарів?
Для вивчення цього питання були надруковані зразки адгезії шарів, спроектовані з досить високим поперечним перерізом, щоб поміститися між периметрами та спостерігати ефект пластів цегли. Початкові конструкції, хоч і випробовувалися на місці кріплення, схильні були ламатися саме там, а не на ділянці випробувань. Після кількох ітерацій проектування, зокрема із застосуванням методом кінцевих елементів, було створено остаточний проект. Було надруковано чотири зразки, кожен з яких використовував як звичайний спосіб нарізки, так і шари цегли. Для перевірки наявності відмінностей у матеріалах зразки було надруковано з PLA та PETG. Застосовувалася висота пласта 0,25 мм з 4 периметрами та без заповнення для цілеспрямованого дослідження адгезії шарів уздовж периметра.
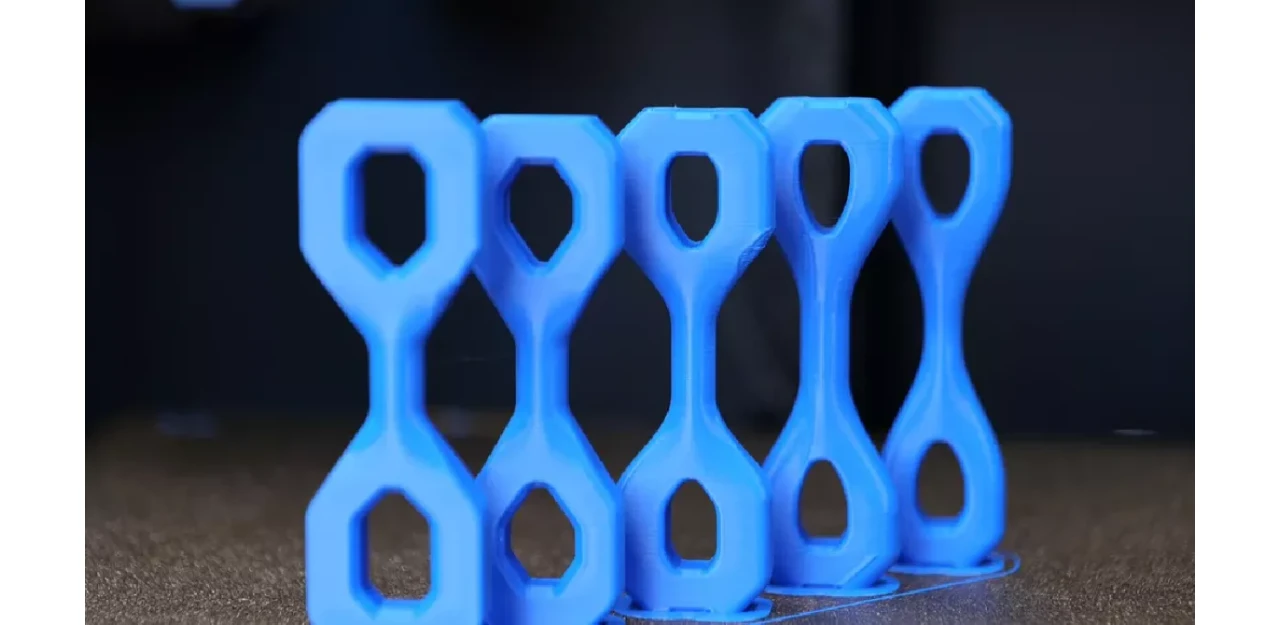
Після того, як зразки надрукувалися, були проведені порівняння ваги для підтвердження, що єдина відмінність полягає в методі нарізки. Потім вони послідовно встановлювалися в універсальну випробувальну машину, зроблену вручну, і навантажувалися з постійною швидкістю до руйнування. Примірники PLA, нарізані традиційним способом, не витримували випробування в середньому при 944 Н. Зразки PETG були також міцними, з навантаженням в середньому 950 Н. Поверхні руйнувань в основному залишалися плоскими, вказуючи на слабке місце звичайних деталей, надрукованих на 3D-принтері. Потім були протестовані зразки із застосуванням методу нарізки «шари цегли». Примірники PLA руйнувалися в середньому за 1072 Н, що на 14% перевищує міцність еталонних моделей, підтверджуючи, що цей новий спосіб дійсно покращує адгезію пластів. Зразки PETG також показали цікаві результати збільшивши свою міцність на 10%.
Підсумки
У результаті цього методу стало очевидно, що він найкраще функціонує при досить високих шарах. Скорочення товщини пластів призводить до зменшення ефекту чергування. Вважається, що даний метод нарізки має значний потенціал для покращення функціональних відбитків 3D FDM. Можливо, не варто очікувати на подвоєння міцності шару, проте навіть збільшення на 10% і більше є значним прогресом, враховуючи підвищення якості матеріалів і процесів за останні роки.
Де можна придбати нитку для 3D-друку?
Магазин Артлайн надає вам якісні нитки для 3D-друку. А якщо ви цікавитеся створенням унікальних форм із використанням смол, ми також пропонуємо широкий асортимент матеріалів. Наші спеціалісти готові допомогти зробити правильний вибір товару.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





