Довольно распространенной проблемой стала переекструзия в процессе печати на 3D-принтере. Зачастую она возникает при работе с гибкими материалами. В этой статье мы рассмотрим 5 способов, которые позволят решить эту проблему.
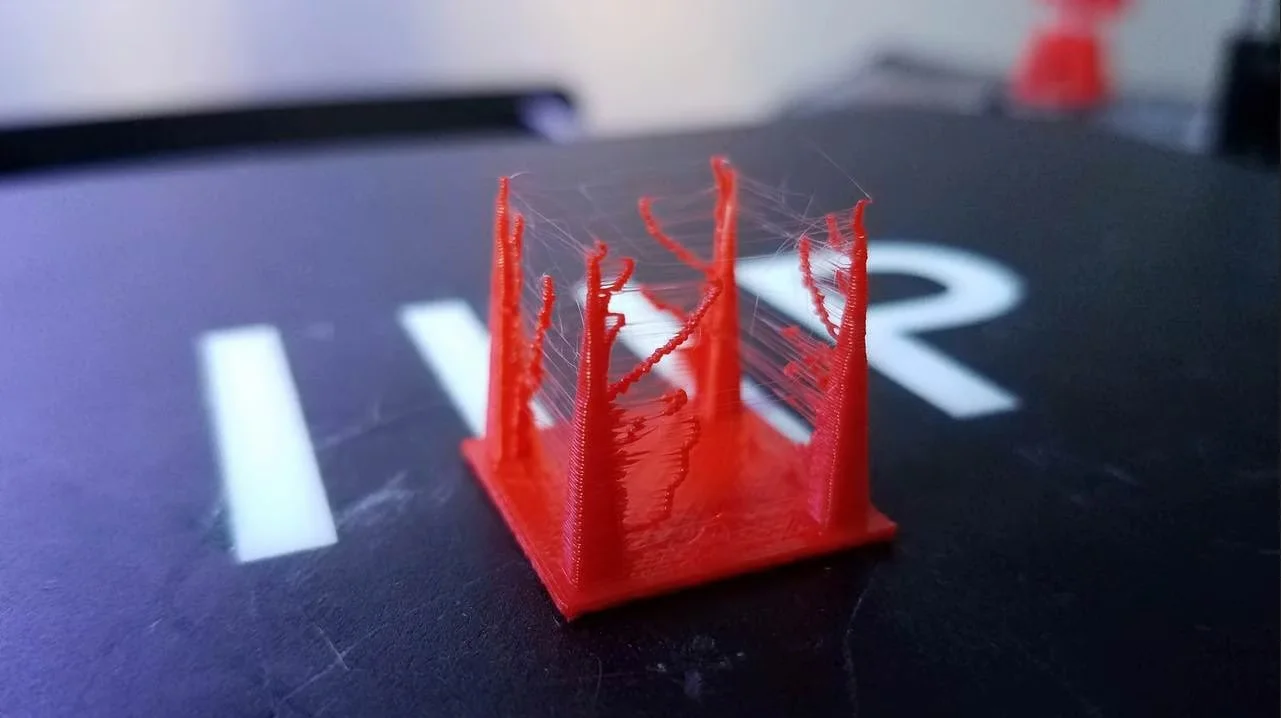
Из сопла FDM принтера может выходить расплавленный пластик. Это происходит при перемещении сопла к следующей точки печати. Впоследствии он затвердевает и прилипает к уже созданным изделиям. На практике очень часто на напечатанных деталях остаются тонкие пряди пластика.
В теории при движении на открытом пространстве из сопла не должен выходить пластик. В действительности расплавленный пластик довольно часто попадает на детали в местах, где его не должно быть. Из-за этого появляются ненужные отпечатки.
Существует несколько причин, почему происходит натяжение нитей в FDM принтерах. Зачастую это связано с установкой повышенной температуры хотэнда или использованием неправильных настроек втягивания (ретракта). К примеру, PETG имеет повышенную температуру плавления, именно этот материал довольно часто имеет проблему с остатками тонких прядей филамента. При работе с ABS, PLA также происходят подобные ситуации. Далее мы остановимся на способах, при помощи которых можно предотвратить такое растягивание.
Содержание:
- Включить возврат (ретракт)
- Установите правильную температуру
- Отрегулируйте скорость печати
- Перед печатью тщательно очистите сопло
- Держите нити без влаги
- Когда ретракты не помогают: проблема влажного филамента
- Где можно купить лучший 3D-принтер?
Включить возврат (ретракт)
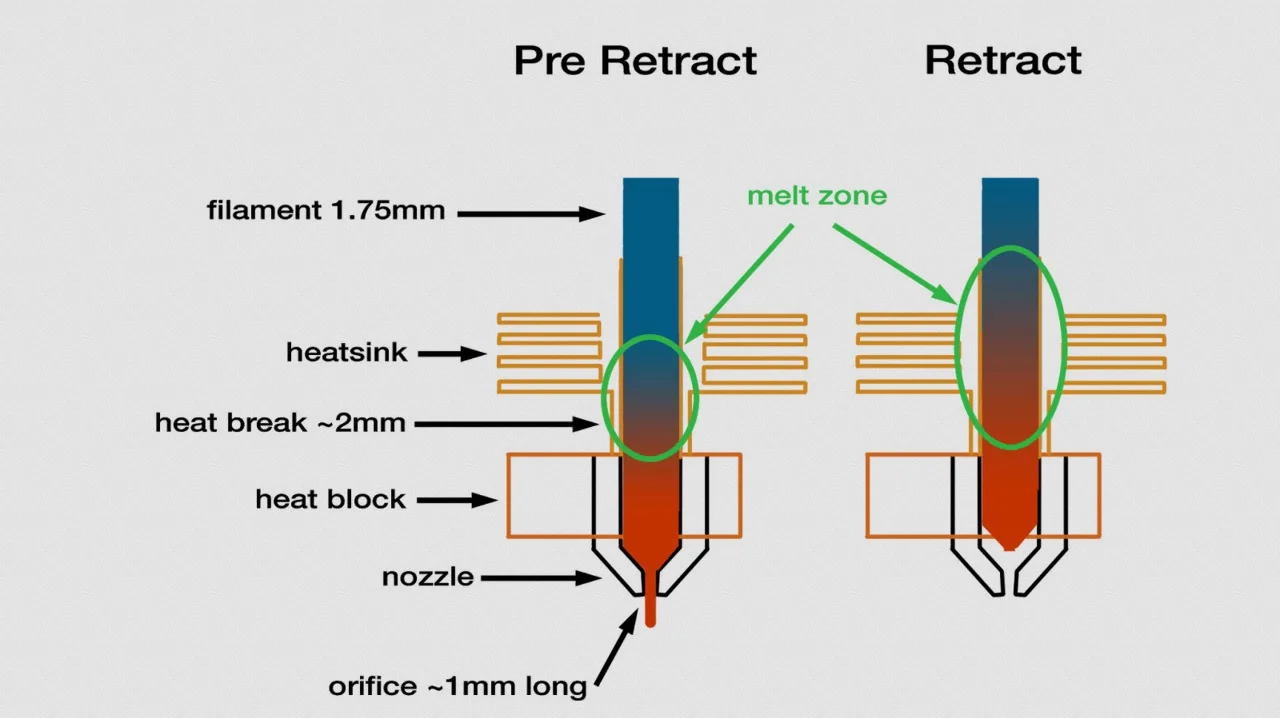
Самым простым способом решения проблем с переекструзией 3D-принтера является включение втягивания (ретракта). Это опция означает, что там, где экструдер должен пересекать свободное пространство, филамент оттягивается назад. Этот процесс выполняется устройством подачи (экструдером). Подобная возможность позволяет предотвратить стекание расплавленного пластика в тот момент, когда происходит движение головки принтера. «Ретракт» является противодействием подобному просачиванию. Когда экструдер доходит до нужного положения, то происходит обратное выталкивание нити, после чего возобновляется печать из сопла.
Если посмотреть на настройки по умолчанию в разных слайсерах, например, Cura, то можно увидеть, что такая опция включена. Иногда требуется проверить на практике ее активацию, когда вы начинаете проводить испытание натяжения. Если опция ретракта активирована, но вы продолжаете проводить испытания, то придется изменить более точные настройки ретракта.
Расстояние втягивания
Это самая важная настройка ретракта. Именно здесь определяется, как далеко будет проходить нить. Зачастую, если сопло способно втягиваться дальше, то у нас будет меньше шансов столкнуться с подобной проблемой. Если втягивание будет настроено слишком далеко, то нить может быть недоступной в хотэнде, когда печать будет возобновлена.
Параметры расстояния втягивания могут изменяться. Они напрямую зависят от вида применяемого экструдера. Здесь требуется запомнить, что для экструдеров с установкой Боудена нужно использовать большее расстояние для втягивания. Это напрямую связано с большим расстоянием в установке между приводной шестерней и соплом.
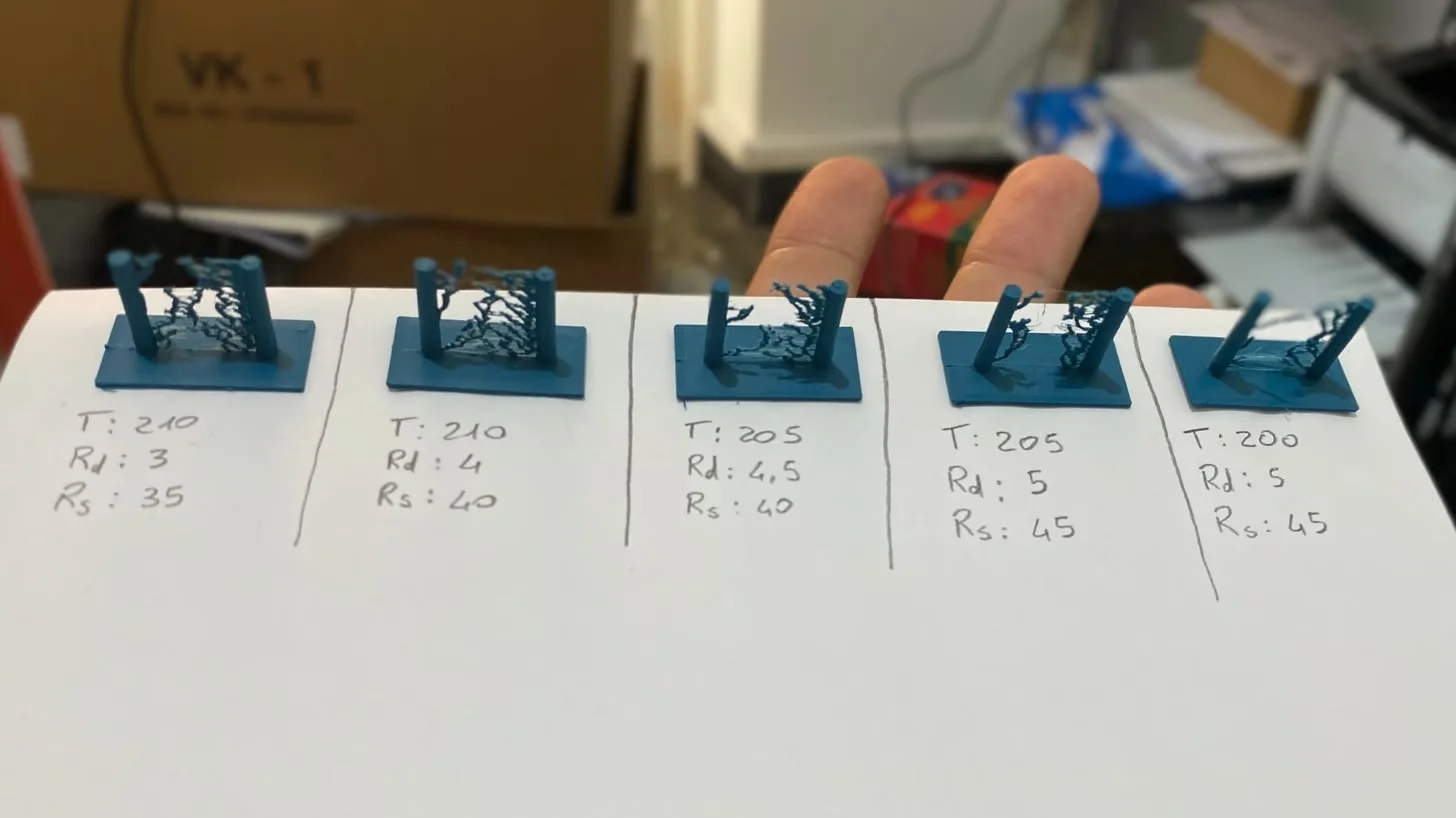
Для вычисления точного расстояния втягивания иногда достаточно провести тесты. Специальный тест на втягивание позволяет быстро проводить печать, для него не требуется много нити.
Скорость втягивания
Это еще один важный параметр, который влияет на быстроту втягивания нити. Если в устройстве установлены более высокие показатели скорости, то шансы на затвердения нити в машине становятся меньше. Это связано с тем, что происходит быстрое оттягивание нити, она просто не успевает сочиться.
У быстрой скорости втягивания имеются некоторые особенности. Такая ситуация может стать причиной того, что внутри сопла нить отсоединиться от другой части. Еще из-за высокой скорости приводной шестерни расплавленный пластик может перетереться, а сопло начинает клинить.
Задача пользователя состоит в выборе оптимальной скорости втягивания. Подобная золотая середина для разных печатных материалов будет отличаться. Необходимо создать пробники, чтобы на практике вычислить оптимальную скорость втягивания.
Для определения подходящей скорости втягивания пользователи могут использовать приложение Simplify3D. В нем используются настроенные профили, которые могут быть отличным вариантом при выборе нужной скорости.
Какие настройки следует использовать
Пользователи должны знать, с каким именно экструдером и материалом они будут работать. Это позволит вычислить подходящие параметры отвода.
Если вы планируете работать с PLA и ABS, то для них в экструдерах с прямым приводом лучшее расстояние отвода будет составлять 0.5-1.0 мм, а скорость – 40-60 мм/с. Если работы проводятся с экструдером на установке Боудена, то расстояние отвода должно быть приблизительно 2.0 мм, а скорость – 30-40 мм/с. Это далеко не постоянные значения, они могут существенно изменяться в зависимости от разных факторов.
В разном софте, к примеру, Simplify3D, предлагаются подходящие параметры. Это довольно мощные инструменты, при помощи которых можно устанавливать параметры отвода. Сопло передвигается к внешней стенке для протирания. Там будут удалены остатки пластика. Во время выхода экструдер будет деактивирован. Это позволяет уменьшить давление и не допустить появления пятен.
В приложении Cura можно использовать опцию «Минимальный ход втягивания». С его помощью можно предотвратить втягивание в ситуации, когда печатающая головка не проходит определенное расстояние. Это следует выполнить для активации защиты от перетирания филамента. Также можно обратить внимание на функцию «Режим расчесывания», позволяющий выполнять контроль над перемещением принтера. Здесь также можно решить вопрос с ненужным втягиванием. В Cura все эти опции можно выбирать во вкладке «Путешествие» (Travel).
Правильно настроеное втягивание позволит решить все проблемы с переекструзией филаментов. Пользователи смогут получать лучшие результаты печати.
Установите правильную температуру

При увеличении температуры начинает плавиться печатный материал. Это будет приводить к тому, что даже при отрегулированном втягивании материал будет капать из сопла. Для решения данной проблемы стоит уменьшить температуру сопла. Изменять параметры следует осторожно, так как при низкой температуре появляются проблемы с экструзией, а нить не будет плавиться.
Подходящий температурный режим напрямую зависит от выбранного печатного материала и указанных настроек. Если вы увидите появление нитей, то стоит уменьшить значение температуры. Рекомендуется на 5-10 °C понизить температуру сопла. При выполнении таких настроек не следует уменьшать значение ниже минимального показателя в спецификации производителя. Далее мы рассмотрим рекомендуемые значения для разных типов нитей:
- TPU: 210-230 °C (платформа для печати 30-60 °C);
- PVA: 160-215 °C (платформа для печати 60 °C);
- TPE: 210-260 °C (печатная платформа 20-110 °C);
- PETG: 220-250 °C;
- ABS: 210-250 °C (печатная платформа 90–110 °C);
- PLA: 180-220 °C.
Самым лучшим методом поиска оптимальных температурных показателей для каждого материала является проведение тестовой печати.
Отрегулируйте скорость печати
На переекструзию в 3D-печати большое влияние оказывает скорость печати. К примеру, если перемещение сопла осуществляется между точками слишком долго, то повышаются шансы на затягивание. У расплавленного пластика не будет времени для вытекания из сопла. При слишком быстром движении экструдера появляются короткие перемещения, поэтому нить не будет просачиваться из-за недостаточного времени для этого.
Переекстузию в 3D-печати можно уменьшить, если повысить скорость движения сопла в тот момент, когда он не осуществляет печать. Если скорость печати высокая, а температурные показатели низкие, то экструзия будет недостаточной. Пластик не станет капать, так как у него будет недостаточно времени для этого.
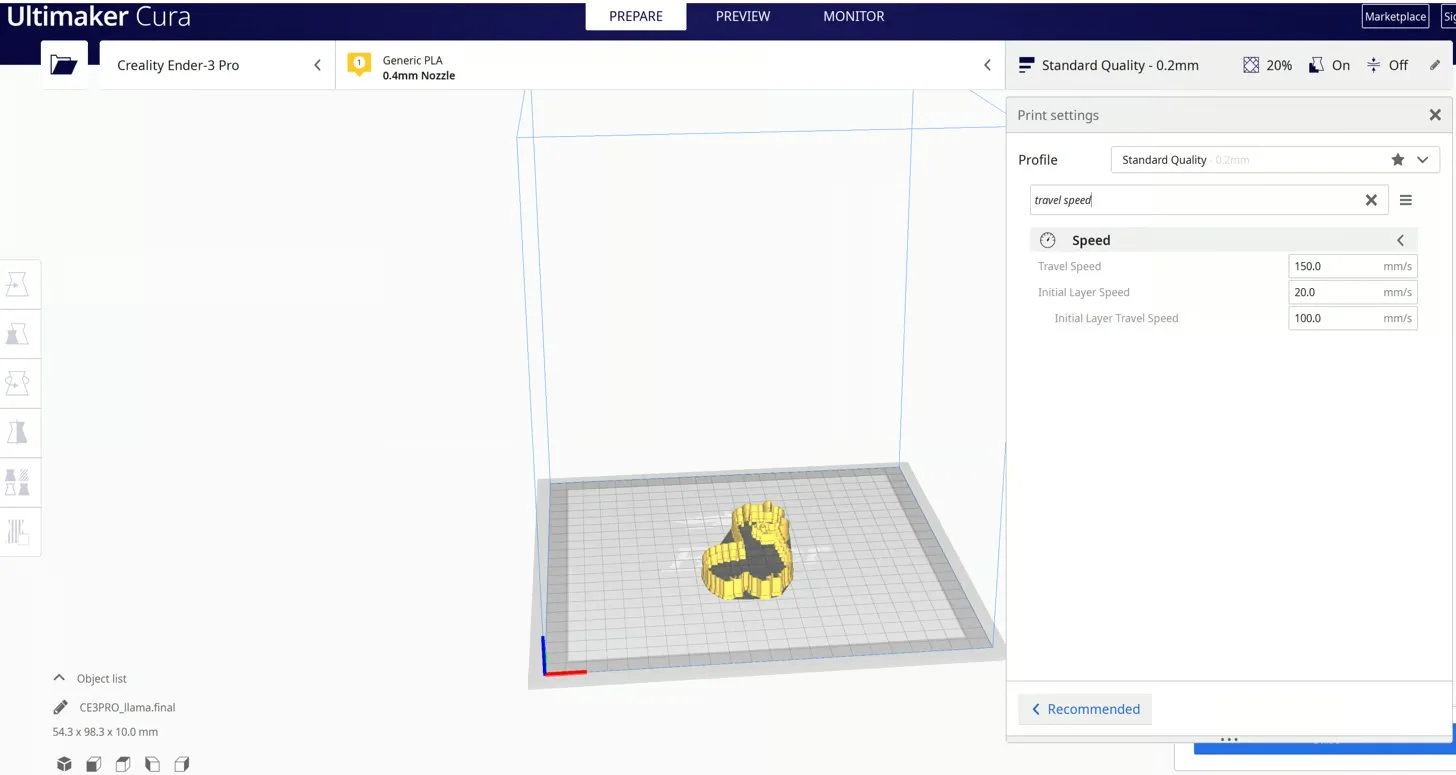
Многие материалы оптимально поддерживают скорость в диапазоне 190-200 мм/с. При этом для большинства 3D-принетров лучшая скорость перемещения составляет 150 мм/с.
Еще перед стартом печати пользователь должен проверить, какая скорость принтера является оптимальной. К примеру, печать по осям X/Y зависит от скорости перемещения из одной стороны в другую. Этот параметр напрямую связан с временем, которое требуется потратить соплу для преодоления свободного пространства.
Приложение Simplify3D имеет опцию, которая сделает такой путь наиболее коротким. Это станет дополнительной защитой от просачивания. Многие слайсеры при движении без печати используют подобную функции ускорения сопла.
Перед печатью тщательно очистите сопло

Некоторые 3D-принтеры долго работают с одним материалом. Например, если это PETG, то снаружи и внутри сопла создается небольшой слой остатков. Из-за такого слоя может появиться переекстузия, так как они будут прилипать к поверхности напечатанной детали.
Для решения подобной проблемы необходимо провести чистку сопла перед печатью. Этот процесс нужно начинать с внешней поверхности насадки. Пока она будет оставаться горячей, ее следует протереть влажной тканью. Это позволит с внешней стороны сопла удалить мусор. Пользователю может потребоваться применить лезвие или проволочную щетку для удаления остатков печатных материалов.
Следующий шаг заключается в чистке внутренней части сопла. Там собирается мусор, из-за которого загрязняется выходное отверстие. Наиболее простым методом выполнения этой задачи является использование сверла или небольшой иголки. Этот элемент следует вставить в насадку, что позволит удалить грязь и выполнить очистку сопла. Если такой способ не позволит решить проблему, то следует перейти к чистке сопла нейлоном. Это оптимальный вариант для удаления грязи с сопла.
Если вы провели очистку данными способами, но проблема никуда не делась, то необходимо заменить сопло. Для этого нагрейте хотэнд, что позволит расправить в нем застрявший материал и удалить подаваемую в экструдер нить. Когда вы удалите остаточный материал, то можно снимать насадку. После этом следует очистить хотэнд при помощи металлической палочки и установить другую насадку.
Держите нити без влаги
Если наблюдается повышенная влажность воздуха, то нить может повредиться, что приведет к ее запутыванию. При наличии влаги во время нагревания пластика будет образовываться пар. Он будет смешиваться с пластиком, что повышает шансы на его просачивание. Главной проблемой здесь стал PLA, который способен поглотить больше влаги, чем ABS и другие материалы. Стоит помнить, что все нити для печати 3D являются гигроскопичными.
Главным признаком сильного натягивания является мокрая нить. При желании пользователи могут ее безопасно высушить и проводить печать. Рассмотрим способы подготовки нити к печати:
- Пользователю следует купить сушилку для нитей. Это специальные устройства, которые нагревают материал и испаряют влагу. Хорошими вариантами будут аппараты Sunlu FilaDryer S2 и Sovol SH01.
- Сушка нити в духовке. Здесь потребуется определить, какая температура стеклования нити. Затем ожидаем, пока произойдет нагрев духовки, вставляем в нее катушку. Сушку рекомендуется проводить в течении 4-6 часов. В качестве альтернативы можно использовать пищевой дегидратор.
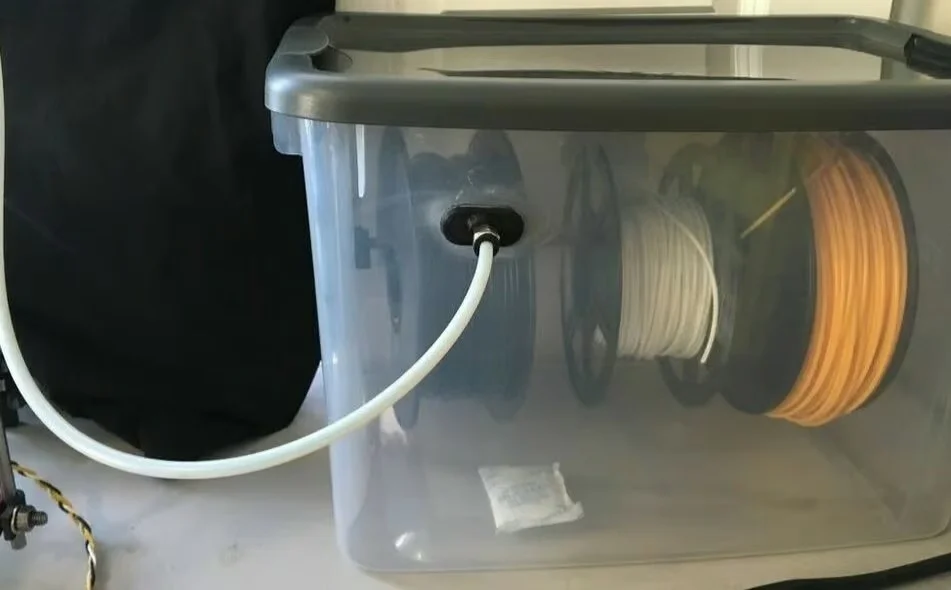
После правильной сушки нити ее следует поместить в место, где нормальная влажность воздуха. Для этого можно использовать вакуумные пакеты, пакеты с влагопотребителем, герметичные коробки. Также можно выбрать специальный сухой бокс, к примеру, Creality Dry Box, или сделать его своими руками.
Когда ретракты не помогают: проблема влажного филамента
Бывают ситуации, когда даже тонкая калибровка расстояния и скорости втягивания нити в слайсере не избавляет модель от обилия тонких пластиковых волокон и «паутины». Если программные настройки ретрактов выставлены корректно, но принтер продолжает оставлять паразитные наплывы и капли, первопричина почти всегда кроется во влажном материале.
Все современные полимеры для FDM-печати в той или иной степени гигроскопичны. При высокой влажности воздуха нить активно впитывает микрокапли воды прямо из атмосферы. Во время прохождения хотэнда и нагрева пластика до рабочих температур запертая внутри полимера влага мгновенно закипает, превращаясь в пар. Расширяющийся пар создает избыточное давление внутри сопла, буквально выдавливая расплав наружу в моменты холостых перемещений экструдера. Из-за этого дефекты печати появляются даже там, где их быть не должно.
Ошибочно полагать, что влаге подвержены только специфические материалы: капризный PETG из-за высокой температуры плавления страдает паутиной очень часто, но даже популярный и утилитарный PLA поглощает воду чрезвычайно активно. Характерные признаки того, что филамент пора сушить:
- Появление отчетливого треска, щелчков или шипения прямо из сопла во время экструзии.
- Неравномерная толщина укладываемых линий и шершавая поверхность стенок модели.
- Хрупкость нити – влажный PLA-пластик часто ломается при изгибе еще до поступления в подающий механизм.
Как решить проблему влажного пластика
- Использование специализированного оборудования. Самый надежный и безопасный метод – заказать сушилку для филамента. Это закрытые устройства, которые поддерживают стабильную температуру в течение нескольких часов, гарантированно испаряя влагу из катушки без риска расплавить саму пластиковую основу.
- Альтернативные методы сушки. Допускается использование пищевого дегидратора или обычной духовки, предварительно разогретой строго ниже температуры стеклования конкретного полимера (обычно сушка занимает 4–6 часов). Однако бытовые духовки часто грешат неравномерным нагревом, что может необратимо испортить катушку.
- Правильное хранение. Сразу после просушки или завершения сессии печати катушки необходимо убирать в герметичные контейнеры, специальные сухие боксы или вакуумные пакеты с добавлением влагопоглощающего силикагеля.
Все для качественной 3D-печати в Артлайн
Для достижения идеального результата и полного контроля над процессом печати – от подготовки файла до финального съема детали со стола – важно использовать проверенное оборудование и качественные расходные материалы. В ассортименте интернет-магазина ARTLINE собрано все необходимое для мастерских любого уровня.
Высокотехнологичные 3D-принтеры
Стабильность механики и жесткость конструкции напрямую влияют на точность позиционирования сопла и отсутствие паразитных вибраций. У нас вы можете выбрать и купить 3D-принтеры ведущих мировых брендов:
- 3D-принтеры Bambu Lab – инновационные высокоскоростные закрытые и открытые системы (линейки A1, P1S, X1), известные своей безупречной автоматизацией, калибровкой по датчикам и поддержкой систем многоцветной печати.
- 3D-принтеры Creality – народные и профессиональные станки (от классических Ender до скоростных К1), предлагающие отличное соотношение цены, надежности и широких возможностей для ручной модернизации.
- 3D-принтеры Elegoo – популярные устройства, завоевавшие признание благодаря высокой точности сборки, стабильной кинематике и доступности как в FDM, так и в фотополимерном сегменте.
Расходные материалы и периферия
Качество полимера и состояние печатной головы – ключевые факторы, исключающие брак при производстве. На нашем сайте доступен полный спектр профильных товаров:
- PLA/PETG филамент: базовые типы пластиковых нитей. Первоклассный PLA и PETG пластик гарантирует стабильный диаметр прутка по всей длине катушки, правильную текучесть и отличную межслойную адгезию.
- Сушилка для филамента: незаменимый девайс для подготовки гигроскопичных пластиков к работе. Избавляет полимеры от накопленной влаги, полностью ликвидируя проблему образования «паутины» и микропор в структуре детали.
- Сопла и аксессуары: расходные элементы для хотэнда. Своевременная замена изношенного сопла на латунные или закаленные стальные аналоги позволяет вернуть идеальную геометрию экструзии и предотвратить критические засоры печатающей головки.
Перейдите в каталог 3D-принтеров ARTLINE или воспользуйтесь интеллектуальным AI-помощником, чтобы в несколько кликов подобрать оптимальный принтер, филамент и сопутствующие аксессуары точно под ваши производственные задачи и бюджет.
Где можно купить лучший 3D-принтер
Приобретать такую технику необходимо только у надежного продавца. Сейчас все клиенты могут сделать заказ 3D-принтера в интернет-магазине Артлайн. Там предлагается большой выбор продукции от разных производителей. В интернет-магазине вы сможете найти аксессуары и дополнительное оборудование для 3D-печати.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01