Доволі поширеною проблемою стала переекструзія в процесі друку на 3D-принтері. Найчастіше вона виникає під час роботи з гнучкими матеріалами. У цій статті ми розглянемо 5 способів, які дозволять розв'язувати цю проблему.
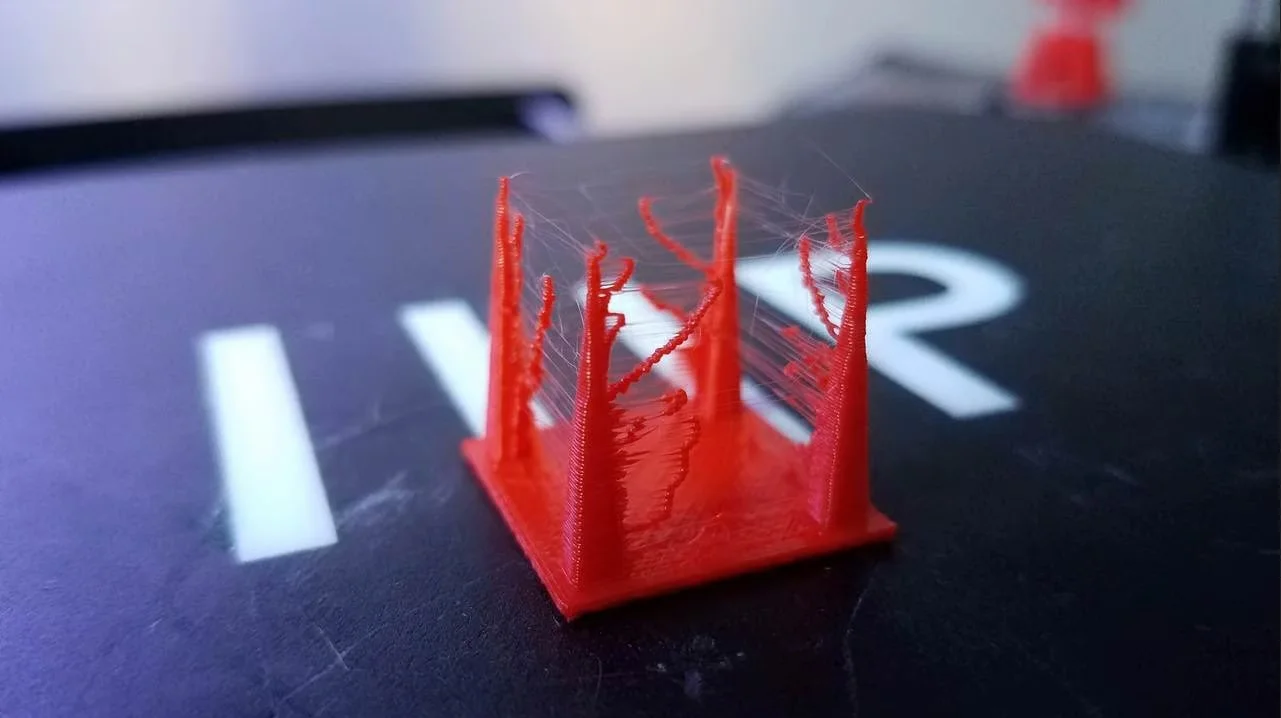
Зі сопла FDM принтера може виходити розплавлений пластик. Це відбувається при переміщенні сопла до наступної точки друку. Згодом він твердне і прилипає до вже створених виробів. Насправді дуже часто на надрукованих деталях залишаються тонкі пасма пластику.
Теоретично під час руху на відкритому просторі із сопла не повинен виходити пластик. Насправді розплавлений пластик часто потрапляє на деталі в місцях, де його не повинно бути. Через це з'являються непотрібні відбитки.
Існує кілька причин, чому відбувається переекструзія ниток у принтерах FDM. Найчастіше це пов'язано із встановленням підвищеної температури хотенду або використанням неправильних налаштувань втягування. Наприклад, PETG має підвищену температуру плавлення, саме цей матеріал часто має переекструзію в роботі. Під час роботи з ABS, PLA також відбуваються подібні ситуації. Далі ми зупинимося на способах, за допомогою яких можна запобігти переекструзії.
Зміст:
- Включити повернення (ретракти)
- Встановіть правильну температуру
- Відрегулюйте швидкість друку
- Перед друком ретельно очистіть сопло
- Тримайте філаменти без вологи
- Коли ретракти не допомагають: проблема вологого філаменту
- Де можна купити найкращий 3D-принтер?
Увімкнути ретракти
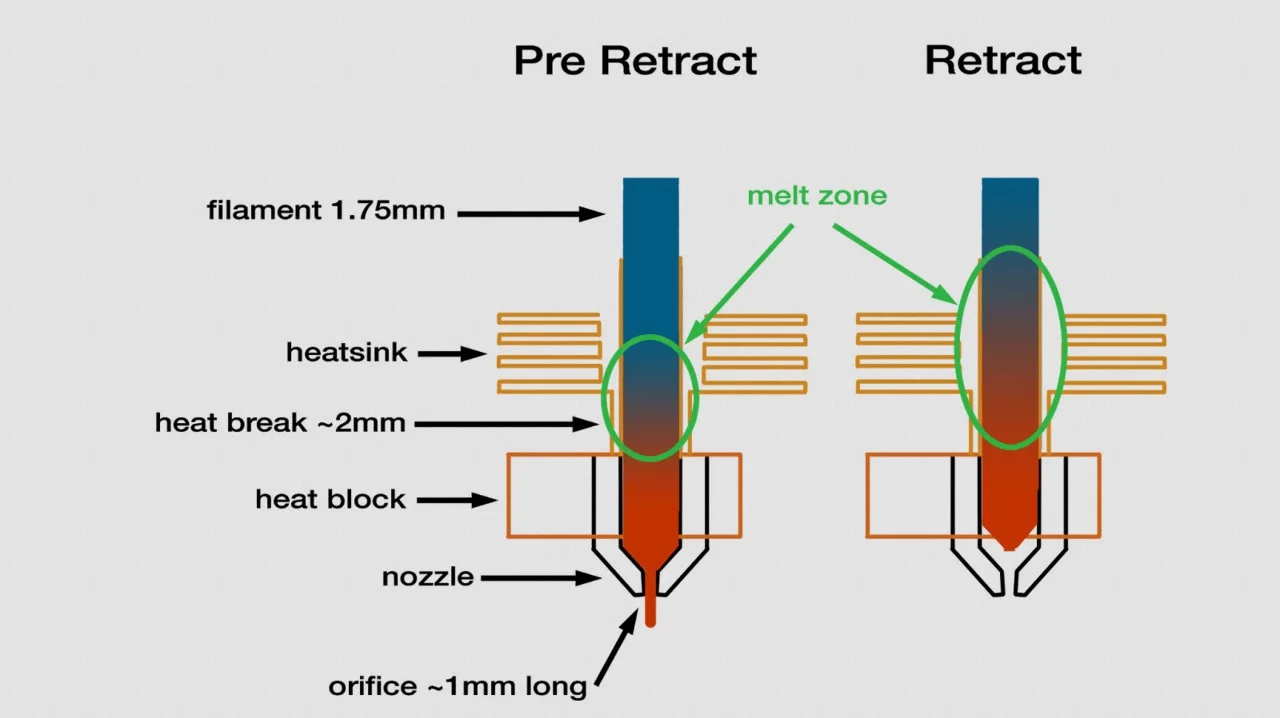
Найпростішим способом вирішення проблем із переекструзією 3D-принтера є включення втягування (ретрактів). Ця опція означає, що там, де екструдер повинен перетинати вільний простір, філамент відтягується назад. Цей процес виконується пристроєм подачі. Подібна можливість дозволяє запобігти стіканню розплавленого пластику в той момент, коли відбувається рух головки принтера. «Відведення назад» є протидією подібному продавлюванню. Коли екструдер доходить до потрібного положення, відбувається зворотне виштовхування нитки, після чого відновлюється друк із сопла.
Якщо подивитися на налаштування за замовчуванням у різних програмах, наприклад, Cura, можна побачити, що така опція включена. Іноді потрібно перевірити практично її активацію, коли ви починаєте проводити випробування ретракту. Якщо опція втягування активована, але ви продовжуєте проводити випробування, доведеться змінити більш точні налаштування втягування.
Відстань втягування
Це найважливіше налаштування ретракту. Саме тут визначається, як далеко проходитиме нитка. Найчастіше, якщо сопло здатне втягуватися далі, то ми матимемо менше шансів зіштовхнутися з подібною проблемою. Якщо ретракт буде налаштовано надто далеко, то нитка може застрягти у хотенді, коли друк буде відновлено.
Параметри відстані ретракту можуть змінюватись. Вони залежать від виду застосовуваного екструдера. Тут потрібно запам'ятати, що для екструдерів з установкою Боуден потрібно використовувати більшу відстань для втягування. Це пов'язано з великою відстанню в установці між приводною шестернею і соплом.
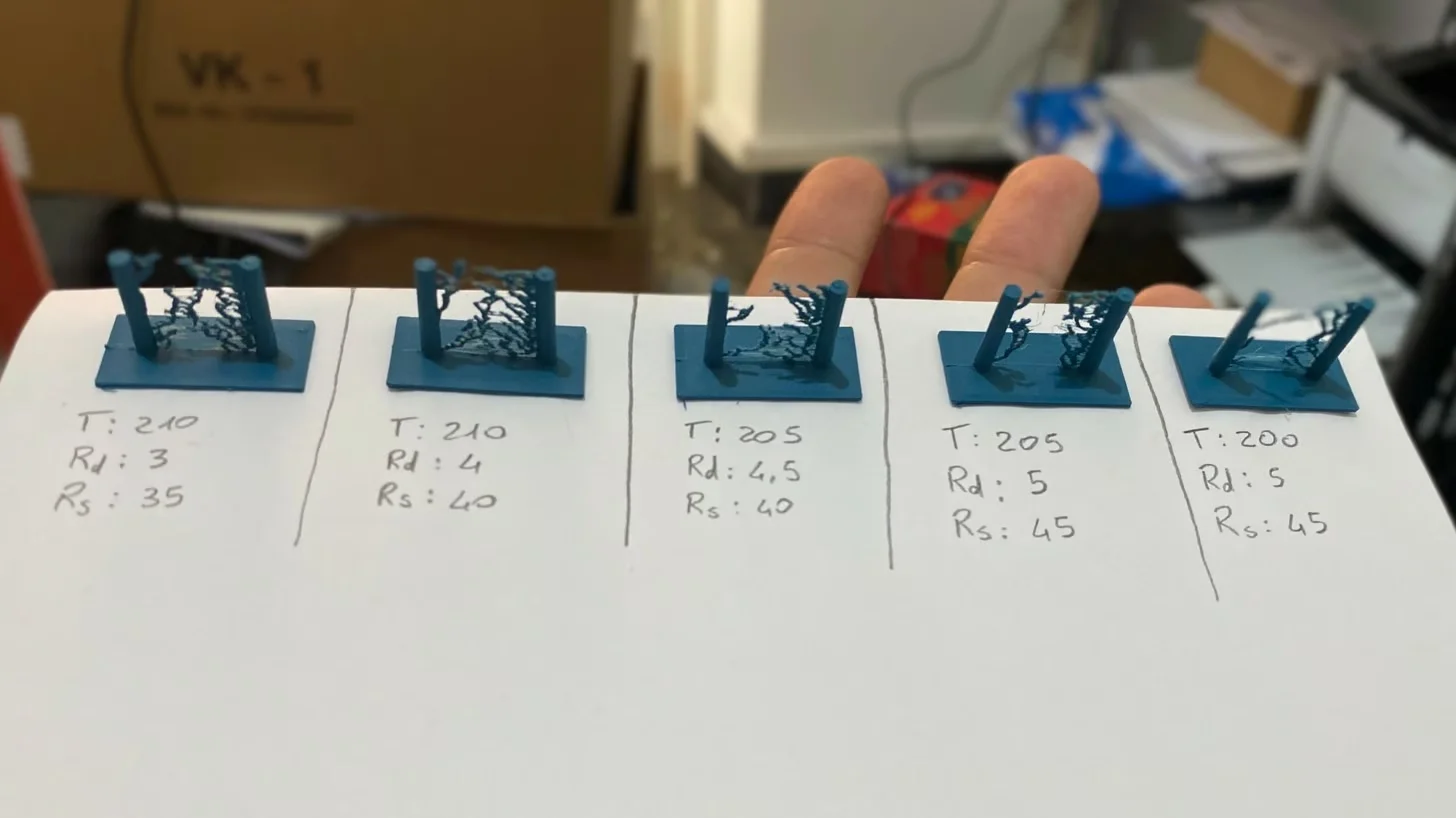
Для обчислення точної відстані втягування іноді достатньо провести тести. Спеціальний тест на втягування дозволяє швидко проводити друк, йому не потрібно багато нитки.
Швидкість втягування
Це ще один важливий параметр, який впливає на швидкість втягування нитки. Якщо у пристрої встановлено більш високі показники швидкості, то шанси на затвердіння нитки в машині стають меншими. Це пов'язано з тим, що відбувається швидке відтягування нитки, вона просто не встигає сочитися.
Швидкість втягування має деякі особливості. Така ситуація може стати причиною того, що всередині сопла нитка від'єднається від іншої частини. Ще через високу швидкість приводної шестерні розплавлений пластик може перетертися, а сопло починає клинити.
Завдання користувача полягає у виборі оптимальної швидкості втягування. Подібна золота середина для різних друкованих матеріалів відрізнятиметься. Необхідно створити пробники, щоб практично обчислити оптимальну швидкість втягування.
Для визначення відповідної швидкості втягування користувачі можуть використовувати програму Simplify3D. У ній використовуються налаштовані профілі, які можуть бути чудовим варіантом при виборі потрібної швидкості.
Які установки потрібно використовувати
Користувачі повинні знати, з яким саме екструдером та матеріалом вони працюватимуть. Це дозволить обчислити відповідні параметри відведення.
Якщо ви плануєте працювати з PLA та ABS, то для них в екструдерах з прямим приводом найкраща відстань відводу складатиме 0.5-1.0 мм, а швидкість – 40-60 мм/с. Якщо роботи проводяться з екструдером на установці Боудена, то відстань відведення має бути приблизно 2.0 мм, а швидкість – 30-40 мм/с. Це далеко не постійні значення, вони можуть суттєво змінюватись в залежності від різних факторів.
У різному софті, наприклад, Simplify3D, пропонуються відповідні параметри. Це досить потужні інструменти, з яких можна встановлювати параметри відведення. Сопло пересувається до зовнішньої стінки протирання. Там буде видалено залишки пластику. Під час виходу екструдер буде деактивовано. Це дозволяє зменшити тиск і не допустити появи плям.
У програмі Cura можна використовувати опцію "Мінімальний хід втягування". За його допомогою можна запобігти втягування в ситуації, коли друкуюча голівка не проходить певної відстані. Це слід виконати для активації захисту від перетирання нитки. Також можна звернути увагу на функцію «Режим розчісування», що дозволяє контролювати переміщення принтера. Тут також можна вирішити питання із непотрібним втягуванням. У Cura всі ці опції можна вибирати у вкладці "Подорож".
Правильно виконане втягування дозволить вирішити всі проблеми із натягом ниток. Користувачі зможуть краще керувати своїми виробами.
Встановіть правильну температуру
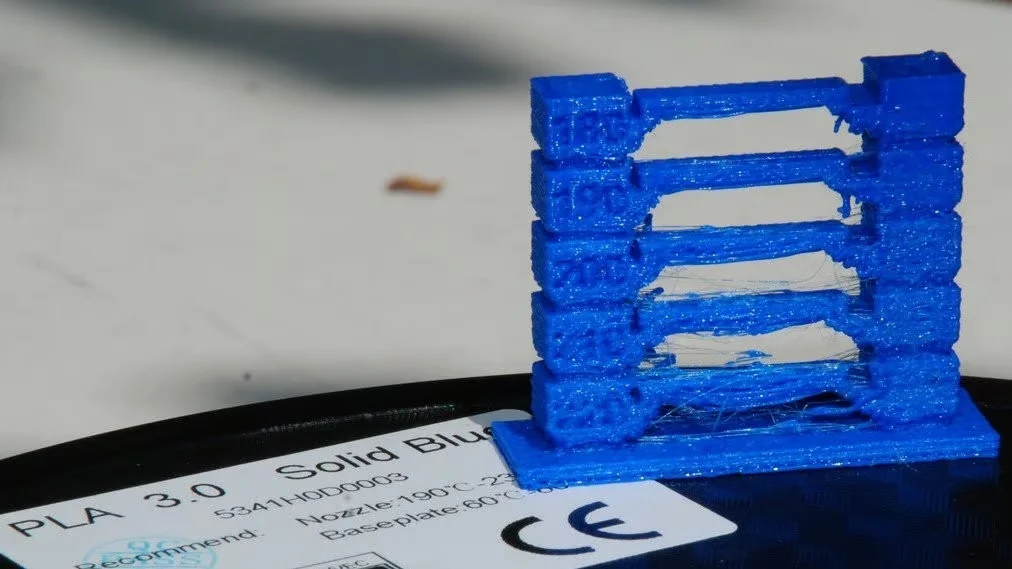
При збільшенні температури починає плавитись друкований матеріал. Це призводитиме до того, що навіть при відрегульованому втягуванні матеріал капатиме із сопла. Для вирішення цієї проблеми варто зменшити температуру сопла. Змінювати параметри слід обережно, оскільки при низькій температурі виникають проблеми з екструзією, а нитка не плавитиметься.
Відповідний температурний режим безпосередньо залежить від вибраного друкованого матеріалу та вказаних налаштувань. Якщо ви побачите появу ниток, варто зменшити значення температури. Рекомендується знизити температуру сопла на 5-10 °C. При виконанні таких налаштувань не слід зменшувати значення нижче за мінімальний показник у специфікації виробника. Далі ми розглянемо рекомендовані значення для різних типів ниток:
- TPU: 210-230 ° C (платформа для друку 30-60 ° C);
- PVA: 160-215 °C (платформа для друку 60 °C);
- TPE: 210-260 °C (друкарська платформа 20-110 °C);
- PETG: 220-250 ° C;
- ABS: 210-250 °C (друкарська платформа 90-110 °C);
- PLA: 180-220 °C.
Найкращим методом пошуку оптимальних температурних показників для кожного матеріалу є проведення тестового друку.
Відрегулюйте швидкість друку
На натяг 3D-принтера впливає швидкість друку. Наприклад, якщо переміщення сопла здійснюється між точками занадто довго, підвищуються шанси на затягування. Розплавлений пластик не матиме часу для витікання із сопла. При надто швидкому русі екструдера з'являються короткі переміщення, тому нитка не буде просочуватися через недостатній час для цього.
Натяг 3D-принтера можна зменшити, якщо підвищити швидкість руху сопла в той момент, коли він не друкує. Якщо швидкість друку висока, а температурні показники низькі, екструзія буде недостатньою. Пластик не стане капати, тому що у нього буде недостатньо часу для цього.
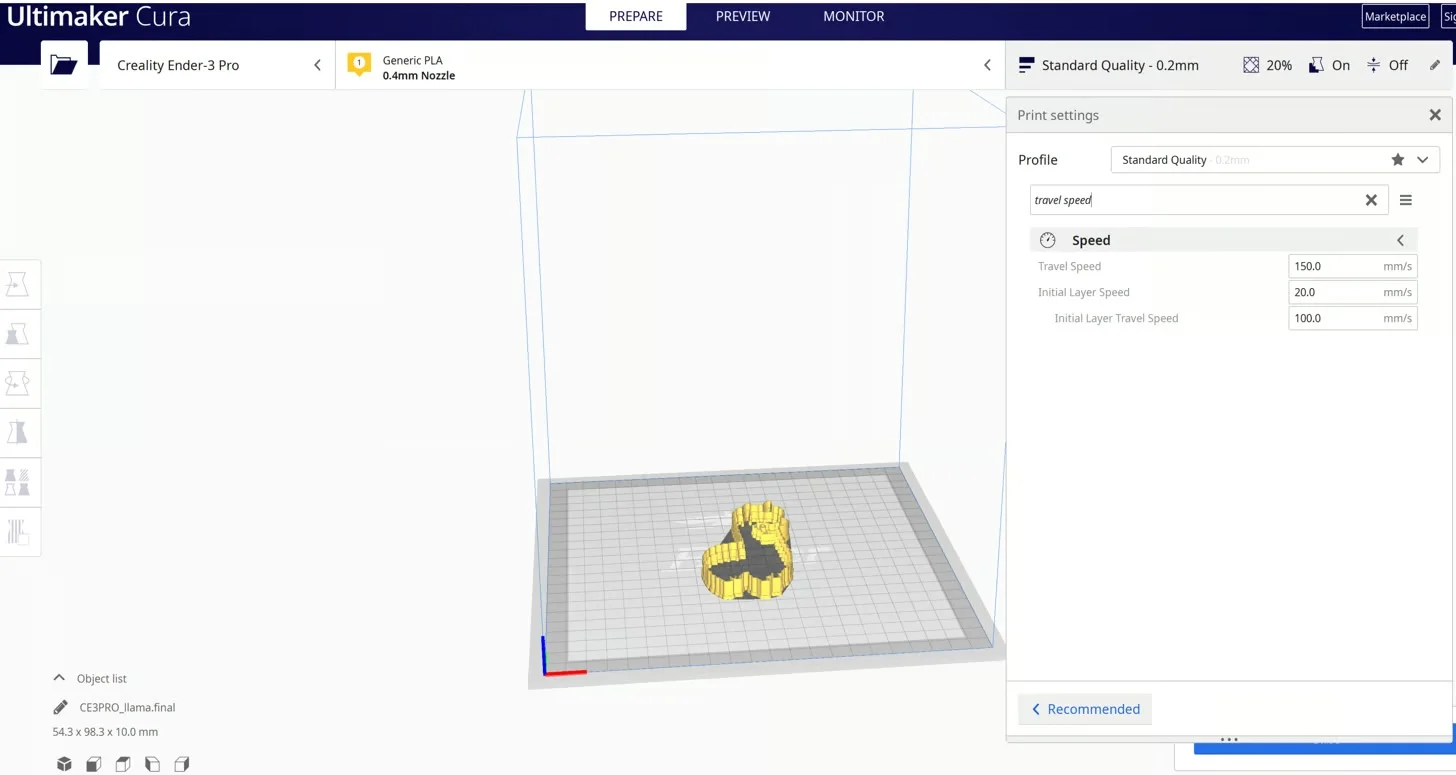
Багато матеріалів оптимально підтримують швидкість у діапазоні 190-200 мм/с. При цьому для більшості апаратів найкраща швидкість переміщення складає 150 мм/с.
Ще перед початком друку користувач повинен перевірити, яка швидкість принтера є оптимальною. Наприклад, друк по осях X/Y залежить від швидкості переміщення з одного боку до іншого. Цей параметр безпосередньо пов'язаний із часом, який потрібно витратити соплу для подолання вільного простору.
Програма Simplify3D має опцію, яка зробить такий шлях найбільш коротким. Це стане додатковим захистом від просочування. Багато слайсерів під час руху без друку використовують подібну функцію прискорення сопла.
Перед друком ретельно очистіть сопло

Деякі 3D-принтери довго працюють із одним матеріалом. Наприклад, якщо це PETG, то зовні та всередині сопла створюється невеликий шар залишків. Через такий шар може з'явитися натяг ниток, оскільки вони прилипатимуть до поверхні надрукованої деталі.
Для вирішення подібної проблеми необхідно провести чищення сопла перед печаткою. Цей процес потрібно починати із зовнішньої поверхні насадки. Поки вона залишатиметься гарячою, її слід протерти вологою тканиною. Це дозволить із зовнішнього боку сопла видалити сміття. Користувачеві може знадобитися застосувати лезо або дротяну щітку для видалення залишків друкованих матеріалів.
Наступний крок полягає в чищенні внутрішньої частини сопла. Там збирається сміття, через яке забруднюється вихідний отвір. Найбільш простим методом виконання цього завдання є використання свердла або невеликої голки. Цей елемент слід вставити в насадку, що дозволить видалити бруд і виконати очищення сопла. Якщо такий спосіб не дасть змоги вирішити проблему, то слід перейти до чищення сопла нейлоном. Це оптимальний варіант видалення бруду з ниток.
Якщо ви провели очищення цими способами, але проблема нікуди не поділася, необхідно замінити насадку. Для цього нагрійте хотенд, що дозволить розправити в ньому застряглий матеріал і видалити нитку, що подається в екструдер. Коли ви видалите залишковий матеріал, можна знімати насадку. Після цього слід очистити хотенд за допомогою металевої палички та встановити іншу насадку.
Тримайте філаменти без вологи
Якщо спостерігається підвищена вологість повітря, то нитка може пошкодитись, що призведе до її заплутування. За наявності вологи під час нагрівання пластику утворюватиметься пара. Це змішуватиметься з пластиком, що підвищує шанси на його просочування. Головною проблемою тут став PLA, який може поглинути більше вологи, ніж ABS та інші матеріали. Варто пам'ятати, що всі нитки для 3D друку є гігроскопічними.
Головною ознакою сильного натягування є мокра нитка. За бажання користувачі можуть її безпечно висушити та проводити друк. Розглянемо способи підготовки нитки до друку:
- Користувачеві слід купити сушарку для ниток. Це спеціальні пристрої, які нагрівають матеріал та випаровують вологу. Хорошими варіантами будуть апарати Sunlu FilaDryer S2 та Sovol SH01.
- Сушіння нитки в духовці. Тут потрібно визначити, яка температура скловання нитки. Потім очікуємо, поки станеться нагрівання духовки, вставляємо в неї котушку. Сушіння рекомендується проводити протягом 4-6 годин. Як альтернативу можна використовувати харчовий дегідратор.
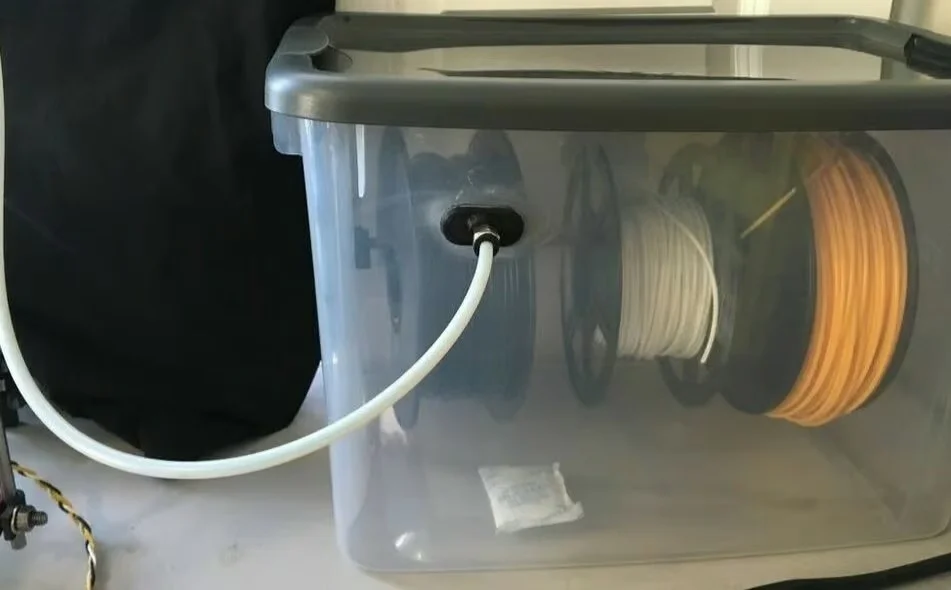
Після правильної сушки нитки її слід помістити в місце, де нормальна вологість повітря. Для цього можна використовувати вакуумні пакети, пакети з вологоспоживачем, герметичні коробки. Також можна вибрати спеціальний сухий бокс, наприклад, Polymaker PolyBox, або зробити його власноруч.
Коли ретракти не допомагають: проблема вологого філаменту
Бувають ситуації, коли навіть тонке калібрування відстані та швидкості втягування нитки в слайсері не позбавляє модель великої кількості тонких пластикових волокон і «павутини». Якщо програмні налаштування ретрактів виставлені коректно, але принтер продовжує залишати паразитарні напливи та краплі, першопричина майже завжди криється у вологому матеріалі.
Усі сучасні полімери для FDM-друку тією чи іншою мірою гігроскопічні. При високій вологості повітря нитка активно вбирає мікрокраплі води просто з атмосфери. Під час проходження хотенду та нагрівання пластику до робочих температур затиснута всередині полімеру волога миттєво закипає, перетворюючись на пару. Пара, що розширюється, створює надлишковий тиск усередині сопла, буквально витискаючи розплав назовні в моменти неохолоджених (холостих) переміщень екструдера. Через це дефекти друку з'являються навіть там, де їх не повинно бути.
Помилково вважати, що до вологи вразливі лише специфічні матеріали: примхливий PETG через високу температуру плавлення страждає на павутину дуже часто, але навіть популярний та утилітарний PLA поглинає воду надзвичайно активно. Характерні ознаки того, що філамент час сушити:
- Поява виразного тріскоту, клацання або шипіння прямо з сопла під час екструзії.
- Нерівномірна товщина укладених ліній та шорстка поверхня стінок моделі.
- Крихкість нитки – вологий PLA-пластик часто ламається при згинанні ще до потрапляння в механізм подачі.
Як вирішити проблему вологого пластику
- Використання спеціалізованого обладнання. Найнадійніший та найбезпечніший метод – замовити сушарку для філаменту. Це закриті пристрої, які підтримують стабільну температуру протягом кількох годин, гарантовано випаровуючи вологу з котушки без ризику розплавити саму пластикову основу.
- Альтернативні методи сушіння. Допускається використання харчового дегідратора або звичайної духовки, попередньо розігрітої суворо нижче температури склування конкретного полімеру (зазвичай сушіння триває 4–6 годин). Проте побутові духовки часто грішать нерівномірним нагріванням, що може безповоротно зіпсувати котушку.
- Правильне зберігання. Одразу після просушування або завершення сесії друку котушки необхідно ховати в герметичні контейнери, спеціальні сухі бокси або вакуумні пакети з додаванням вологовбирного силікагелю.
Усе для якісного 3D-друку в Артлайн
Для досягнення ідеального результату та повного контролю над процесом друку – від підготовки файлу до фінального зняття деталі зі столу – важливо використовувати перевірене обладнання та якісні витратні матеріали. В асортименті інтернет-магазину ARTLINE зібрано все необхідне для майстерень будь-якого рівня.
Високотехнологічні 3D-принтери
Стабільність механіки та жорсткість конструкції безпосередньо впливають на точність позиціонування сопла та відсутність паразитарних вібрацій. У нас ви можете вибрати та купити 3D-принтери провідних світових брендів:
- 3D-принтери Bambu Lab – інноваційні високошвидкісні закриті та відкриті системи (лінійки A1, P1S, X1), відомі своєю бездоганною автоматизацією, калібруванням за датчиками та підтримкою систем багатоколірного друку.
- 3D-принтери Creality – народні та професійні верстати (від класичних Ender до швидкісних К1), що пропонують чудове співвідношення ціни, надійності та широких можливостей для ручної модернізації.
- 3D-принтери Elegoo – популярні пристрої, що здобули визнання завдяки високій точності збірки, стабільній кінематиці та доступності як у FDM, так і в фотополімерному сегменті.
Витратні матеріали та периферія
Якість полімеру та стан друкувальної головки – ключові фактори, що виключають брак при виробництві. На нашому сайті доступний повний спектр профільних товарів:
- PLA/PETG філамент: базові типи пластикових ниток. Першокласний PLA та PETG пластик гарантує стабільний діаметр прутка по всій довжині котушки, правильну текучість та відмінну міжшарову адгезію.
- Сушарка для філаменту: незамінний девайс для підготовки гігроскопічних пластиків до роботи. Позбавляє полімери накопиченої вологи, повністю ліквідуючи проблему утворення «павутини» та мікропор у структурі деталі.
- Сопла та аксесуари: витратні елементи для хотенду. Своєчасна заміна зношеного сопла на латунні або загартовані сталеві аналоги дозволяє повернути ідеальну геометрію екструзії та запобігти критичним засміченням друкувальної головки.
Перейдіть до каталогу 3D-принтерів ARTLINE або скористайтеся інтелектуальним AI-помічником, щоб у кілька кліків підібрати оптимальний принтер, філамент та супутні аксесуари точно під ваші виробничі завдання та бюджет.
Де можна купити найкращий 3D-принтер
Купувати таку техніку потрібно лише у надійного продавця. Наразі всі клієнти можуть зробити замовлення 3D-принтера в інтернет-магазині Артлайн. Там пропонується великий вибір продукції різних виробників. В інтернет-магазині ви зможете знайти аксесуари та додаткове обладнання для 3D-друку.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01