

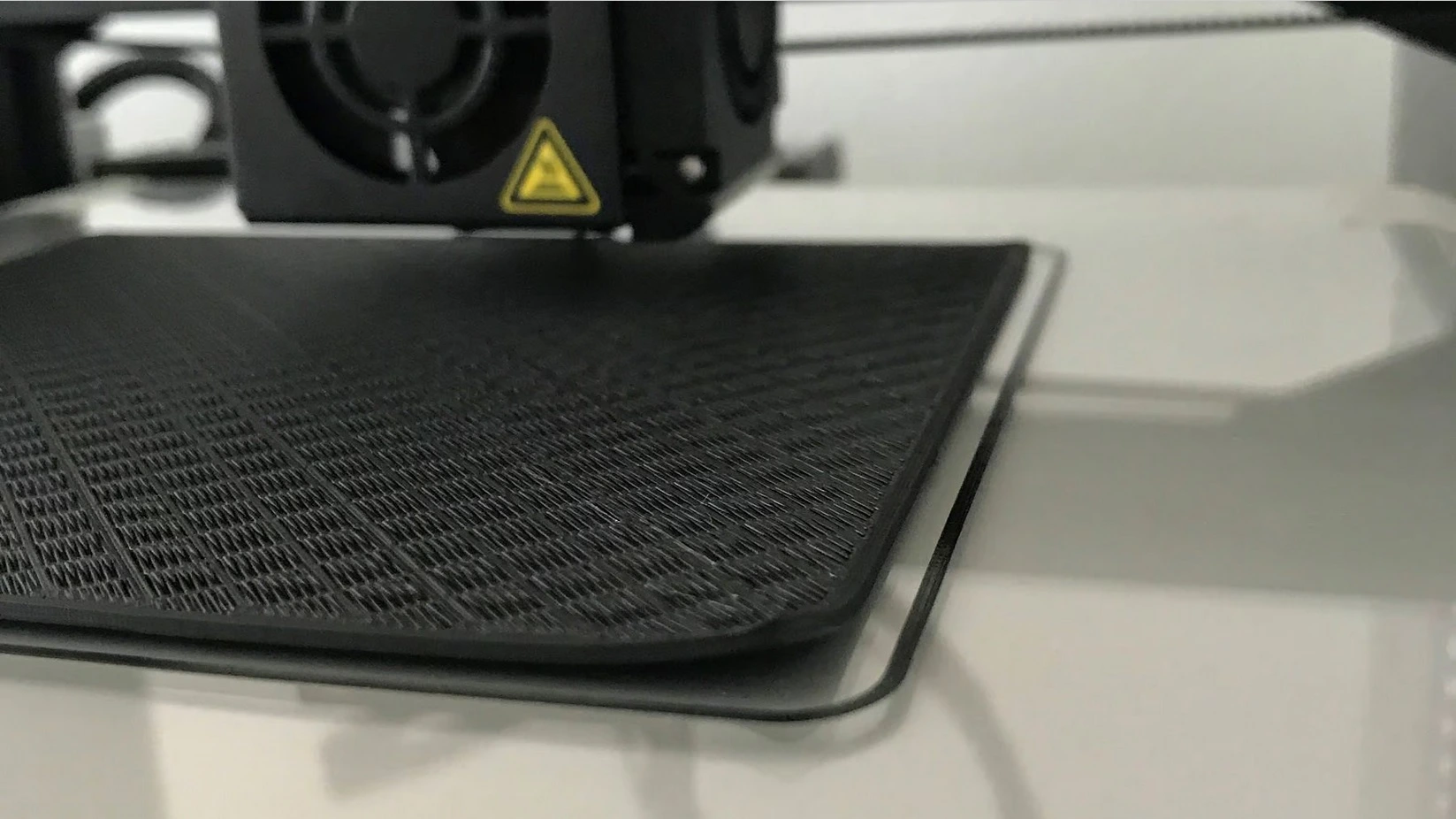
Адгезия рабочей платформы означает возможность пластика, который распечатывается на 3D-принтере, прилипать к пластине по ходу печати. Если создаваемые изделия на рабочей пластине не остаются на месте, то они получаются смещенными и скрученными. Это становится причиной плохих результатов. Сейчас стала распространенной ситуация, когда для 3D-печати производители применяют специальные типы поверхности, чтобы материалы могли прилипать к пластине.
Зачастую в 3D-принтерах применяются следующие материалы для решения проблемы:
- нержавеющая сталь;
- алюминий;
- PEI пленка;
- малярная лента;
- ПЭТ лента;
- каптоновая лента;
- стекло.
Единого типа рабочей платформы для всех видов нитей не существует. В этой статье мы рассмотрим важные моменты, от которых зависит сцепление поверхности. Еще мы обратим внимание на способы увеличения шансов на получения идеального крепления.
Содержание:
- Что важно?
- Базовые решения
- Платные решения
- Все еще не можете приклеить отпечатки?
- Где можно купить лучшие 3D-принтеры?
Что важно

На адгезию рабочей поверхности оказывают влияние следующие факторы:
- как хорошо удается пластику смочить пластину;
- тепловое расширение;
- насколько поверхность ровная.
Смачивание рабочей пластины
Смачивание подразумевает возможность жидкости прилегать и прилипать к твердой поверхности. Когда осуществляется выдавливание нити на рабочую поверхность, то при печати она будет соответствовать поверхности сборки. Идеальной будет ситуация, когда пластик станет прилипать к поверхности сборки, у которой имеется большое расстояние между ней и пластиком. Если создается массивная деталь, то контактирующая площадь поверхности будет большой.
Поэтому способность изделия прилипать к пластине здесь хорошая. Это стало причиной того, что к основе детали добавляют дополнительные средства для дополнительного склеивания. Это позволяет увеличить площадь.
Тепловое расширение
С помощью этого показателя описывается, как при разных температурах происходит изменение размеров объекта. Во время печати может произойти отслоение краев объекта при разнице температур между верхней и нижней частью изделия. Для ABS и других подобных материалов это проблематично, так как для них требуются нагреваемые рабочие пластины. При этом между 3D-печатью и тепловым расширением имеется тонкий баланс. Слоям пластика потребуется немного остыть, что позволит создать 3D-объект. Здесь может произойти отслаивание краев в виде деформации.
Если посмотреть на все описанное выше, то можно решить вопрос с тепловым расширением. Для этого потребуется принимать соответствующие меры безопасности.
Важными особенностями адгезии стала температура корпуса и слоя. Такой подход позволит задать температуру окружающего воздуха и нижних слоев, что уменьшит тепловое расширение. Добиться отличной адгезии и уменьшить вероятность коробления можно при равномерной температуре 3D-печати.
Печать уровня
При приклеивании нити к станине необходимо, чтобы сопло располагалось на оптимальном и постоянном расстоянии от рабочей пластины. Существует такое расстояние, когда нить располагается довольно близко к рабочей пластины, после чего к ней прилипает. Если подойти слишком быстро, то с рабочей пластины соплом будут сорваны ранее напечатанные материалы.
Базовые решения
Существует много способов решения проблемы. С их помощью можно создавать отличную поверхность для приклеивания 3D-изделий.
Проверка пластин сборки
Качественная печать достигается только на хорошей поверхности. Если у вас появляются сомнения, то потребуется очистить рабочую пластину. Для этого можно использовать ткань из микрофибры и спирт. Данные действия потребуется выполнять перед каждым стартом печати. Вы должны быть уверены, что материал рабочей пластины совместим со спиртом. Например, если применяется стекло, то все будет хорошо. Такой подход позволяет гарантировать, что пластик не будет прилипать к поверхности из-за загрязнения рабочей пластины.
После этого нужно выровнять рабочую пластину. Это позволит расплавленной нити близко подойти к рабочей пластине и прилипнуть.
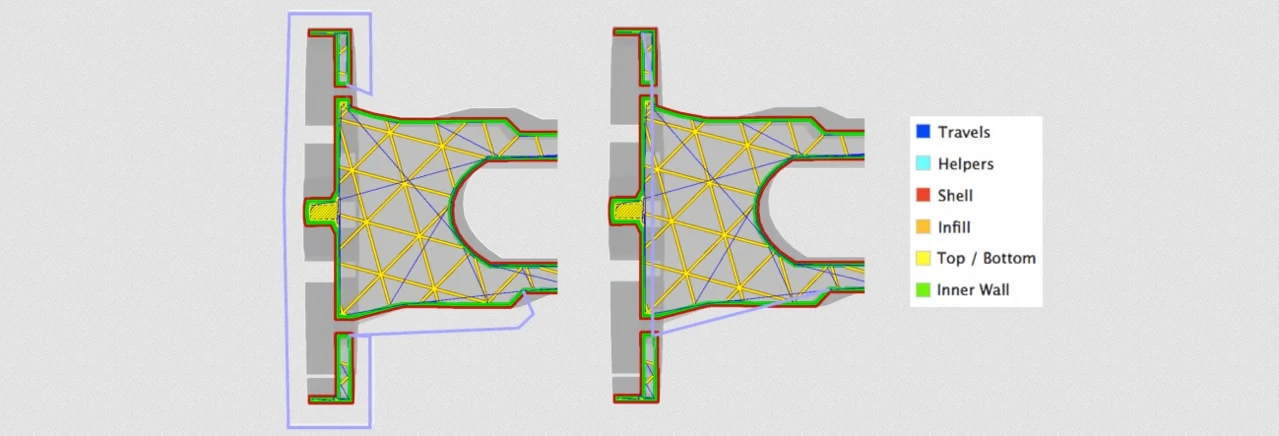
3D Printed Aids
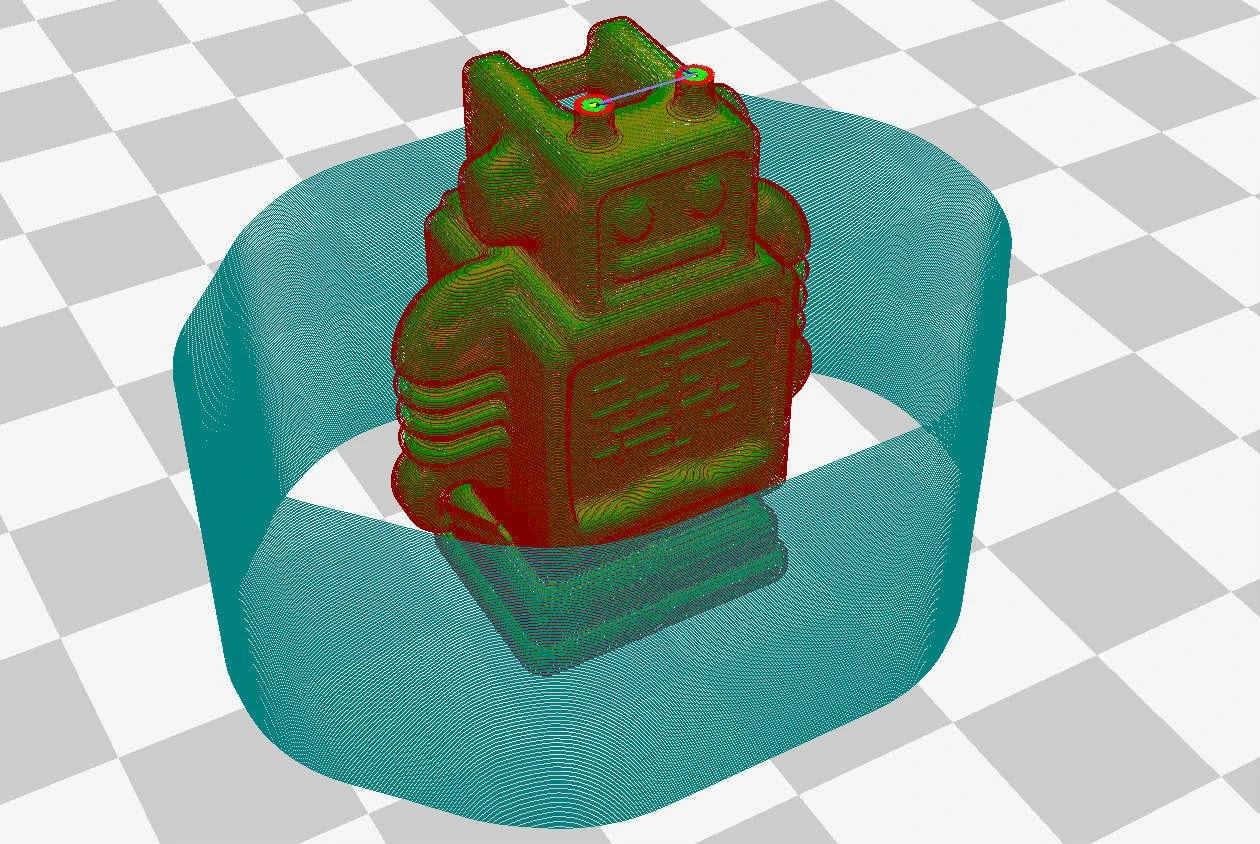
Для увеличения площади поверхности применяются поля, с которыми соприкасается изделие при печати. Чем больше будет контакта, тем выше удерживающая сила. Поэтому поля будут лучшим вариантом для улучшения адгезии отпечатка. Для удаления потенциально проблемного нижнего слоя печати применяются плоты. Они его компенсируют платформой, которая очень удобна для печати.
Если появляются проблемы, связанные с прилипанием к основанию, то плот позволит решить данный вопрос. На плоте может быть неудовлетворительное качество печати. Это связано с тем, что часть на верху плота плавает при печати. Поэтому соприкасающаяся с плотом поверхность не должна быть идеальной. Это будет эффективным вариантом для улучшения адгезии.
Еще можно использовать ветрозащитные экраны. С их помощью обеспечивается сохранение тепла вокруг изделия и предотвращается деформация. Создается меньшая разница между температурами изделия и воздуха.
Колебание температуры играет большую роль в данном процессе. Даже если первый слой получается хорошим, при изменении температуры происходит изменения теплового расширения. Отпечатки отрываются от печатной платформы, так как напечатанный пластик не расширяется и не сжимается.
Для решения данного вопроса рекомендуется закрыть 3D-принтер специальным корпусом. Это обеспечит стабильную температуру печати и создаст дополнительную защиту от порывов холодного воздуха.
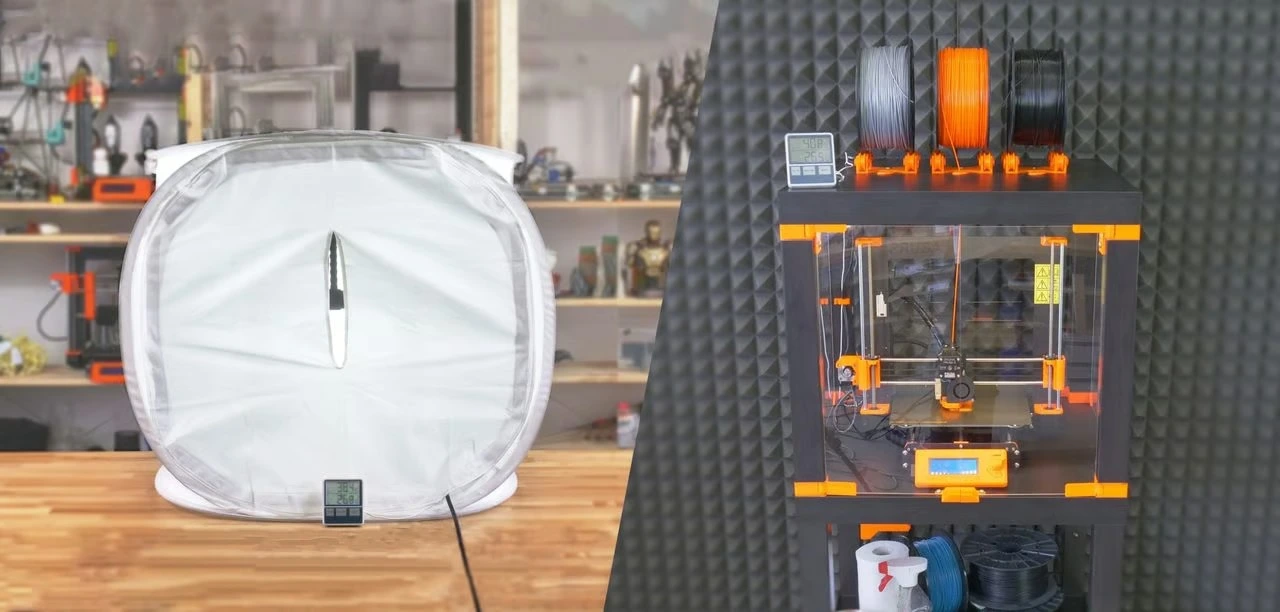
Если создать ограждение нецелесообразно или невозможно, то стоит разместить 3D-принтер в помещении, где отсутствуют порыва ветра.
Настройки слайсера
Печать следует проводить таким образом, чтобы температура хотэнда соответствовала используемому материалу. Из-за существенной разницы температур между охлаждаемым и экструдированным пластиком происходит деформация изделия. Зачастую это касается ABS, так как диапазон температур 210-250 °C способен стать причиной теплового расширения отпечатка. Еще во время печати это способствует короблению краев изделия.
На адгезию печати особое влияние оказывает скорость вентилятора. Чем дольше будет происходить расплавление пластика, тем он будет лучше прилипать. Из-за небольшой скорости вращения вентиляторов получаются отличные результаты. Этот процесс должен быть сбалансированным в зависимости от выбранного пластика. Без охлаждения нить сильно плавится, поэтому нарушается геометрия печати.
Еще существует много других настроек, которые оказывают влияние на печать. Если первый слой получился хорошим, то опечаток может все равно сместиться. Зачастую это связано с тем, что печатающая головка сталкивается с частью изделия. Такое наблюдается и в ситуации, когда 3D-принтер склонен к образованию пятен, что приводит к появлению неровностей на поверхности.
Для снижения вероятности столкновения печатающих головок следует выполнить следующие настройки слайсера. В первую очередь нужно обратить внимание на втягивание. Втягивание означает процесс, когда для предотвращения просачивания пластика нить оттягивается назад. Из-за неверных настроек этого процесса может произойти неправильная экструзия пластика. Она становится причиной того, что пластик может цепляться за печатающую головку во время ее движения. Это становится причиной смещения изделия.
Для поднятия печатающей головки можно воспользоваться настройкой Z-hop. Это позволяет очистить напечатанные детали печатающей головке, что уменьшает вероятность зацепления за что-либо.
Еще во многих слайсерах имеется специальная настройка, позволяющая регулировать все осуществляемые перемещения и избегать напечатанных частей. Подобная опция увеличивает время печати, так как головка перестает выполнять прямые перемещения.
Платные решения

Существуют определенные решения, которые могут улучшить адгезию. Они варьируются от простого нанесения покрытия до модернизации основания путем использования нагревательного элемента.
Добавление платформы с подогревом
Чтобы нить была в расплавленном состоянии длительное время, необходимо достичь более высокой температуры. Это даст нити больше времени и позволит прилипнуть к платформе.
При существенном нагреве изделие может потерять стабильные размеры. Такое случается, когда верхние слои начинают сдавливать низкие до тех пор, пока они не остынут. Если на рабочей пластине происходит деформация отпечатка, то решить вопрос можно путем повышения температуры рабочего стола на 5 °C. Если после завершения печати изделие имеет расправленный вид, то температуру рабочего стола уменьшаем на 5 °C.
Покрытие платформы
Следующие методы позволяют приклеить изделие к поверхности сборки:
- Лак для волос Aqua Net позволяет получить необходимый результат за счет небольшого количества добавок. Если вы хотите выбрать лак другой марки, то в нем должно быть мало добавок. Это позволит получить отличную адгезию к платформе.
- Солевой раствор изменяет состав расплавленной нити. Это позволяет лучше смачивать поверхность сборки.
- Еще можно использовать исчезающий фиолетовый клеевой карандаш. При этом вам может быть трудно определить, достаточно ли вы нанесли материала на покрытие.
- Клей Он используется для стеклянной платформы, что позволяет приклеивать к ней детали. В противном случае они бы деформировались. Для каждого варианта нити можно подобрать разный тип Wolfbite.
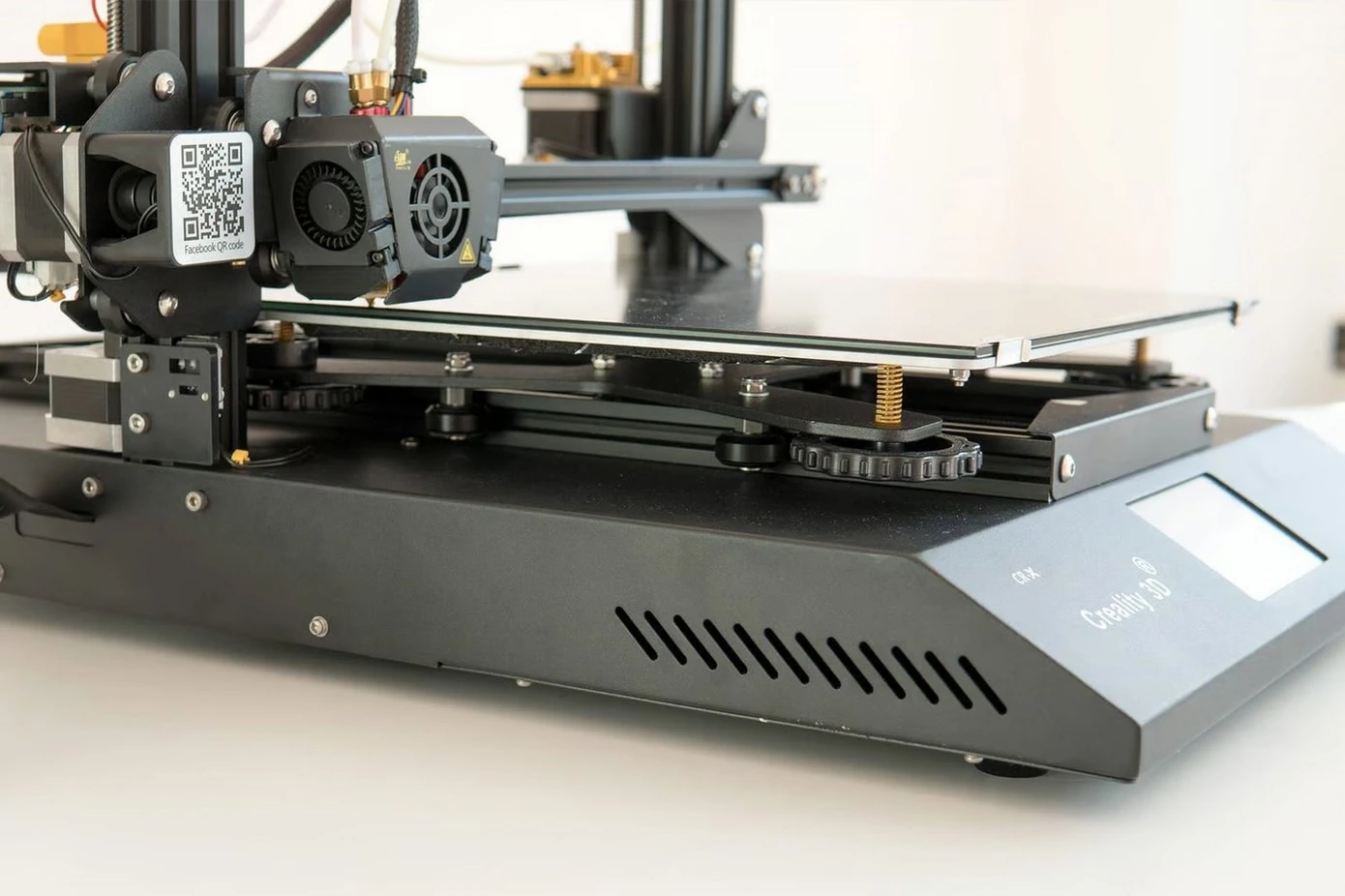
Замена платформы
Если предложенные выше способы не помогли решить проблему, то потребуется полностью заменить рабочую пластину. Существуют разные виды платформ, у них есть свои плюсы и минусы. Например, стеклянные платформы отличаются доступным размером, но для них требуется дополнительный клей. Здесь нелегко будет открывать детали, так как они не такие гибкие, как текстурированные или гладкие листы PEI.
Еще у них могут появиться проблемы, связанные со смещением Z оси. Платформы из полипропилена отличаются доступной ценой. Они способны выдержать повышенную температуру, но имеют проблемы с первым слоем.
Все еще не можете приклеить отпечатки
Если вы использовали все описанные выше способы, но не смогли приклеить изделия, то можете обратить внимание на следующие два способа. С их помощью вы сможете добиться успеха.
Грубая платформа
Кроме увеличения видимой площадки поверхности при помощи полей, площадь поверхности и шероховатость увеличивается на рабочей платформе при помощи шлифования. Это оказывает положительное влияние на адгезию при 3D-печати. Данный метод стал причиной того, что для обеспечения адгезии печать стали проводить с применением шероховатого или матового стеклянного слоя.
Чтобы немного поцарапать стекло, достаточно использовать мелкую наждачную бумагу. Такой подход позволит создать микроструктуру, к которой будет прилипать отпечаток, а стекло в долгосрочной перспективе не будет повреждено. Данный метод позволит получить более матовую поверхность, чем печать на полированном стекле.
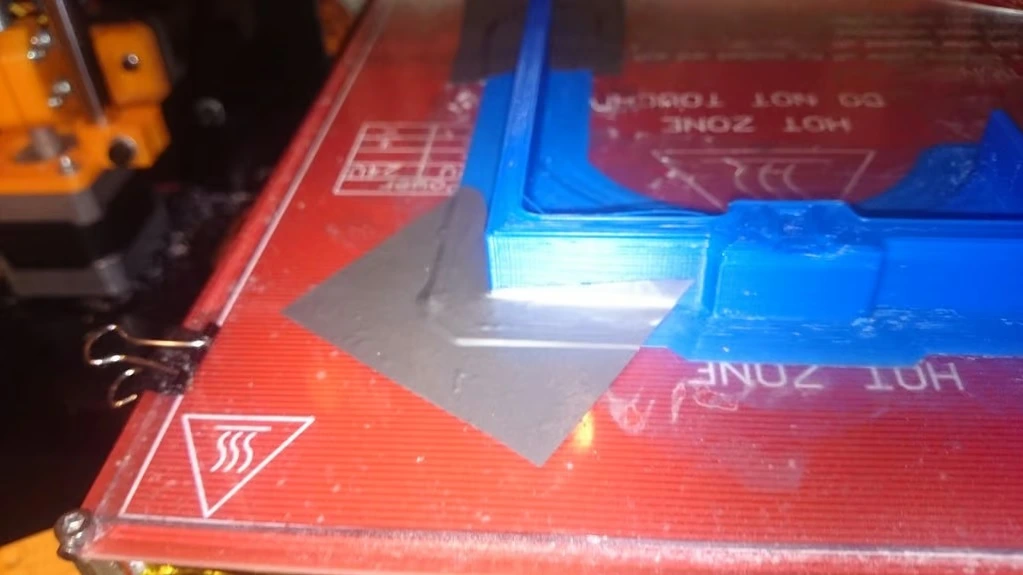
Клейкая лента во время печати
Если ваше изделие отслаивается по ходу печати, а других проблем нет, то можно использовать клейкую ленту. На картинке выше показано, как можно приостановить печать и приклеить деформированные края полей к рабочей пластине. Этот метод работает, но он не является долгосрочным.
Где можно купить лучшие 3D-принтеры
Сейчас клиенты могут найти 3D-принтеры для любых целей в интернет-магазине Артлайн. В каталоге предлагаются лучшие модели от производителей Creality и Elegoo. Также вы можете выбрать устройство по подходящему методу печати. Большой ассортимент 3D-принтеров позволяет удовлетворить запросы всех клиентов.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





