

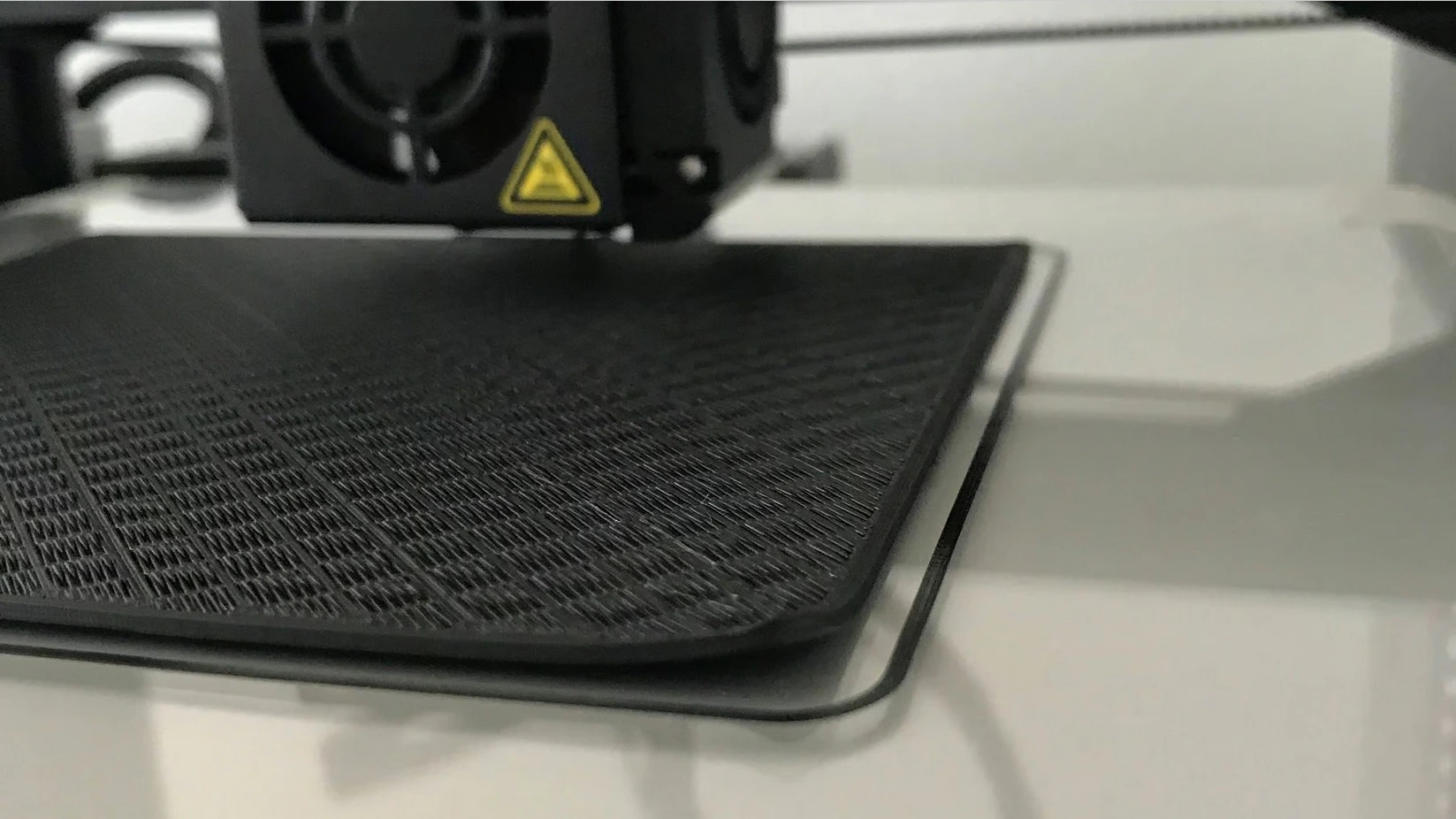
Адгезія робочої платформи означає можливість пластику, що роздруковується на 3D-принтері, прилипати до пластини в процесі друку. Якщо вироби на робочій пластині не залишаються на місці, то вони виходять зміщеними і скрученими. Це спричиняє погані результати. Наразі стала поширеною ситуація, коли для 3D-друку виробники застосовують спеціальні типи поверхні, щоб матеріали могли прилипати до пластини.
Найчастіше в 3D-принтерах застосовуються такі матеріали для вирішення проблеми:
- нержавіюча сталь;
- алюміній;
- PEI плівка;
- малярна стрічка;
- ПЕТ стрічка;
- каптонова стрічка;
- cкло.
Єдиного типу робочої платформи всім видів ниток немає. У цій статті ми розглянемо найважливіші моменти, від яких залежить зчеплення поверхні. Ще ми звернемо увагу на способи збільшення шансів отримання ідеального кріплення.
Зміст:
- Що важливо?
- Базові рішення
- Платні рішення
- Ви ще не можете приклеїти відбитки?
- Де можна купити найкращі 3D-принтери?
Що важливо

На адгезію робочої поверхні впливають такі фактори:
- як добре вдається пластику змочити пластину;
- теплове розширення;
- наскільки поверхня рівна.
Змочування робочої пластини
Змочування має на увазі можливість рідини прилягати та прилипати до твердої поверхні. Коли здійснюється видавлювання нитки на робочу поверхню, то під час друку вона буде відповідати поверхні збирання. Ідеальною буде ситуація, коли пластик прилипатиме до поверхні збірки, у якої є велика відстань між нею і пластиком. Якщо створюється масивна деталь, то поверхня, що контактує, буде великою.
Тому здатність виробу прилипати до пластини тут гарна. Це спричинило те, що до основи деталі додають додаткові засоби для додаткового склеювання. Це дозволяє збільшити площу.
Теплове розширення
За допомогою цього показника описується, як за різних температур відбувається зміна розмірів об'єкта. Під час друку може відбутися відшарування країв об'єкта при різниці температур між верхньою та нижньою частиною виробу. Для ABS та інших подібних матеріалів це проблематично, тому що для них потрібні робочі пластини, що нагріваються. При цьому між 3D-друком та тепловим розширенням є тонкий баланс. Шарам пластику потрібно трохи охолонути, що дозволить створити 3D-об'єкт. Тут може відбутися відшаровування країв у вигляді деформації.
Якщо подивитися на описане вище, то можна вирішити питання з тепловим розширенням. Для цього потрібно вживати відповідних заходів безпеки.
Важливими особливостями адгезії стала температура корпусу та шару. Такий підхід дозволить задати температуру навколишнього повітря та нижніх шарів, що зменшить теплове розширення. Домогтися відмінної адгезії та зменшити ймовірність короблення можна за рівномірної температури 3D-друку.
Друк рівня
При приклеюванні нитки до станини необхідно, щоб сопло розташовувалося на оптимальній відстані від робочої пластини. Існує така відстань, коли нитка знаходиться досить близько до робочої пластини, після чого до неї прилипає. Якщо підійти дуже швидко, то з робочої пластини соплом буде зірвано раніше надруковані матеріали.
Базові рішення
Існує багато способів вирішення проблеми. За їх допомогою можна створювати відмінну поверхню для приклеювання 3D виробів.
Перевірка пластин збирання
Якісний друк досягається лише на добрій поверхні. Якщо у вас виникають сумніви, потрібно буде очистити робочу пластину. Для цього можна використовувати тканину з мікрофібри та спирт. Ці дії потрібно виконувати перед кожним стартом друку. Ви повинні бути впевнені, що матеріал робочої пластини сумісний зі спиртом. Наприклад, якщо застосовується скло, то все буде гаразд. Такий підхід дозволяє гарантувати, що пластик не прилипатиме до поверхні через забруднення робочої пластини.
Після цього слід вирівняти робочу пластину. Це дозволить розплавленій нитці близько підійти до робочої пластини та прилипнути.
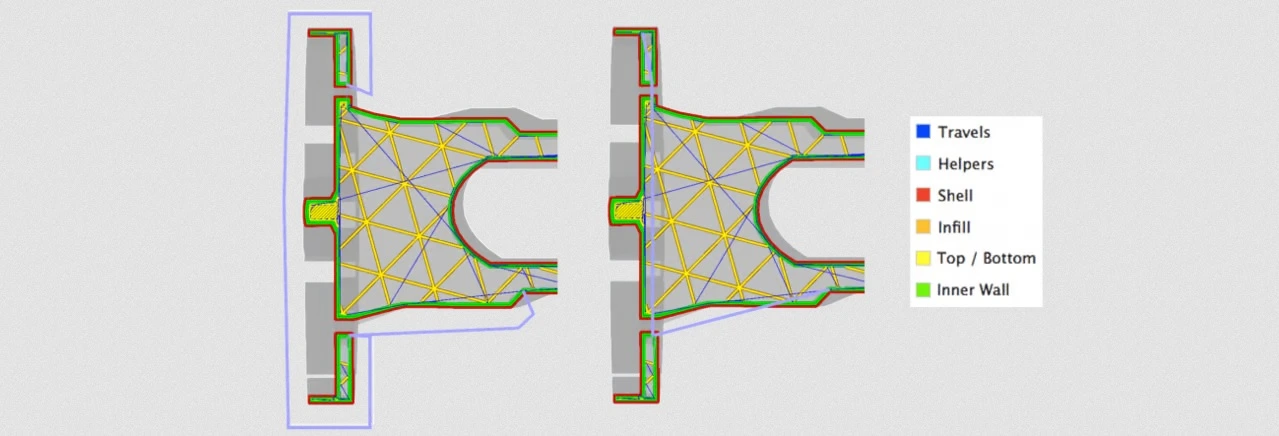
3D Printed Aids
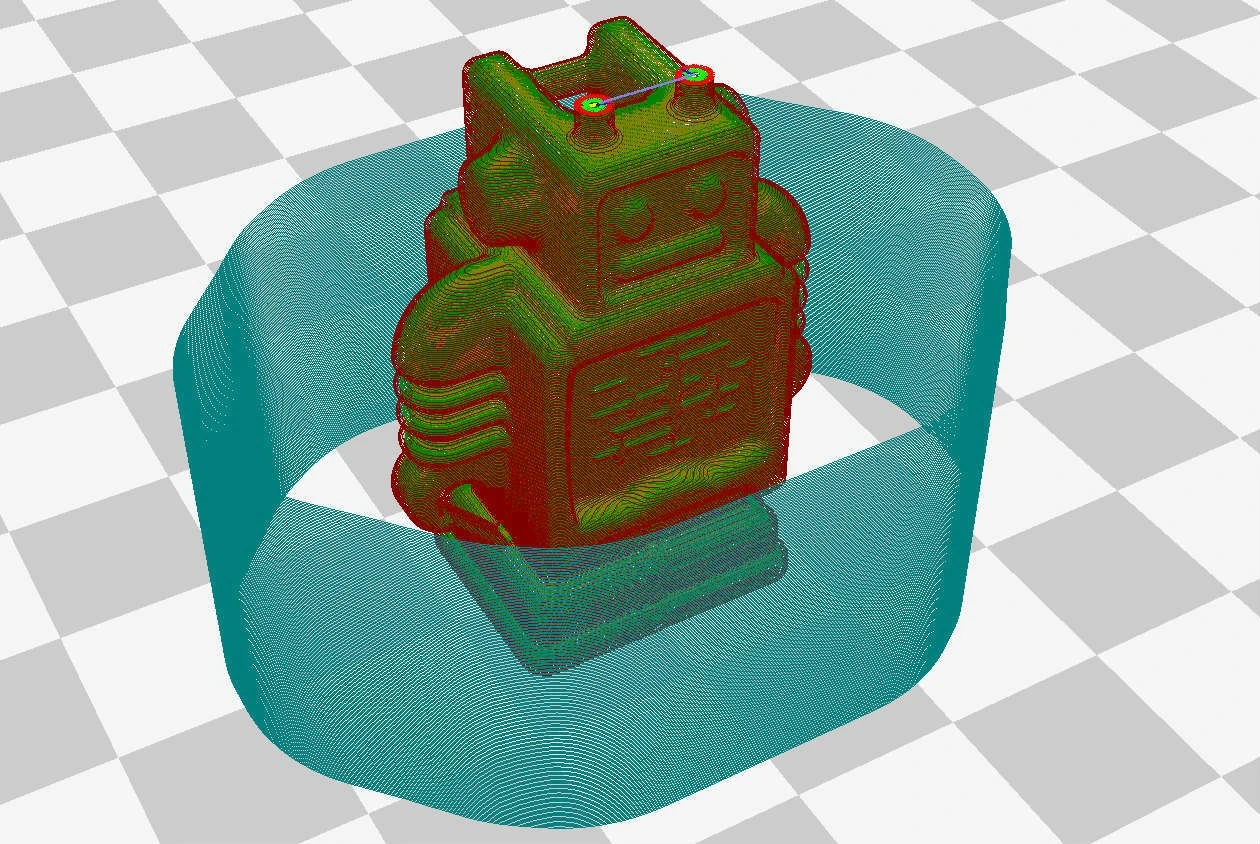
Для збільшення площі поверхні застосовуються поля, з якими стикається виріб під час друку. Чим більше буде контакту, тим вище сила, що утримує. Тому поля будуть найкращим варіантом для покращення адгезії відбитка. Для видалення потенційно проблемного нижнього шару друку використовуються плоти. Вони компенсують його платформою, яка дуже зручна для друку.
Якщо виникають проблеми, пов'язані з прилипанням до основи, то пліт дозволить вирішити це питання. На плоті може бути незадовільна якість друку. Це пов'язано з тим, що частина на вершині плоту плаває під час друку. Тому поверхня, що стикається з плотом, не повинна бути ідеальною. Це буде ефективним варіантом для покращення адгезії.
Також можна використовувати вітрозахисні екрани. За їх допомогою забезпечується збереження тепла навколо виробу та запобігає деформації. Створюється менша різниця між температурами виробу та повітря.
Коливання температури відіграє велику роль у цьому процесі. Навіть якщо перший шар виходить добрим, при зміні температури відбувається зміна теплового розширення. Відбитки відриваються від друкарської платформи, оскільки надрукований пластик не розширюється і стискається.
Для вирішення цього питання рекомендується закрити 3D-принтер спеціальним корпусом. Це забезпечить стабільну температуру друку та створить додатковий захист від поривів холодного повітря.
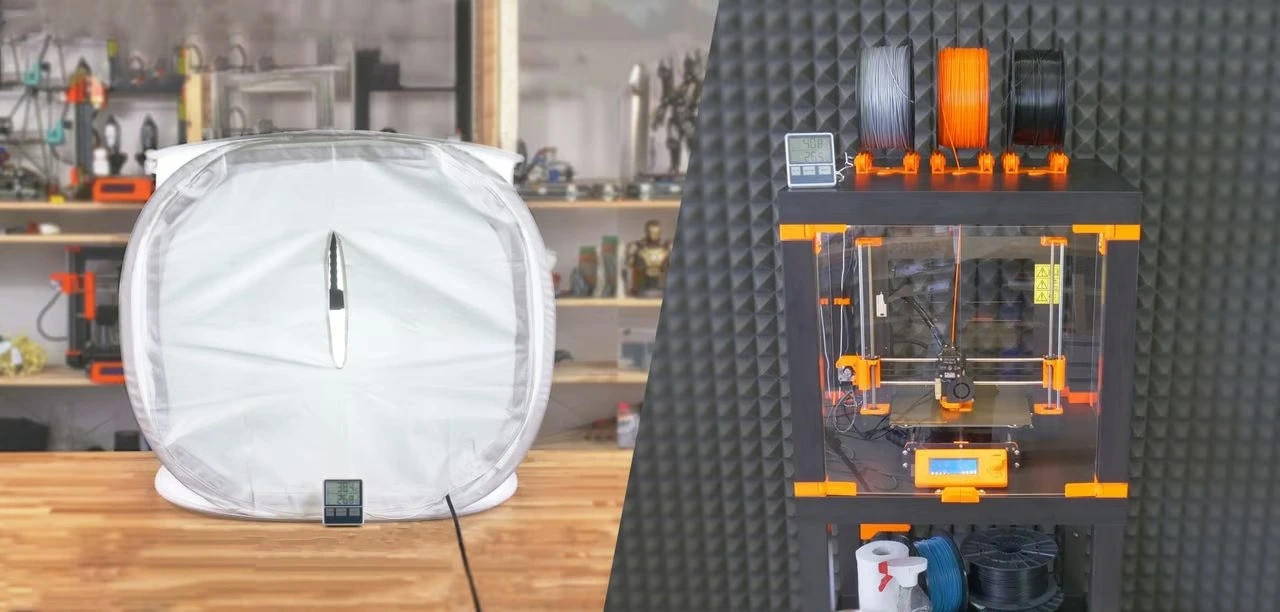
Якщо створити огорожу недоцільно або неможливо, варто розмістити 3D-принтер у приміщенні, де відсутні пориви вітру.
Налаштування слайсера
Друк слід проводити таким чином, щоб температура хотенду відповідала використаному матеріалу. Через суттєву різницю температур між охолоджуваним і екструдованим пластиком відбувається деформація виробу. Найчастіше це стосується ABS, оскільки діапазон температур 210-250 ° C може стати причиною теплового розширення відбитка. Ще під час друку це сприяє жолобленню країв виробу.
На адгезію друку особливо впливає швидкість вентилятора. Чим довше відбуватиметься розплавлення пластику, тим краще він прилипатиме. Через невелику швидкість обертання вентиляторів виходять відмінні результати. Цей процес має бути збалансованим залежно від вибраного пластику. Без охолодження нитка сильно плавиться, тому порушується геометрія друку.
Ще існує багато інших налаштувань, які впливають на друк. Якщо перший шар вийшов хорошим, то виріб може однаково зміститися. Найчастіше це пов'язано з тим, що друкувальна головка стикається з частиною виробу. Таке спостерігається і в ситуації, коли 3D принтер схильний до утворення плям, що призводить до появи нерівностей на поверхні.
Щоб зменшити ймовірність зіткнення друкувальних головок, слід виконати наступні налаштування слайсера. Насамперед потрібно звернути увагу на втягування. Втягування означає процес, коли для запобігання просоченню пластику нитка відтягується назад. Через неправильні налаштування цього процесу може статися неправильна екструзія пластику. Вона стає причиною того, що пластик може чіплятися за друкувальну голівку під час її руху. Це стає причиною усунення виробу.
Для підняття друкувальної головки можна скористатися налаштуванням Z-hop. Це дозволяє очистити надруковані деталі друкуючої голівки, що зменшує ймовірність зачеплення за будь-що.
Ще в багатьох слайсерах є спеціальна настройка, що дозволяє регулювати всі переміщення, що здійснюються, і уникати надрукованих частин. Така опція збільшує час друку, оскільки головка перестає виконувати прямі переміщення.
Платні рішення

Існують певні рішення, які можуть покращити адгезію. Вони варіюються від простого нанесення покриття до модернізації основи шляхом використання нагрівального елемента.
Додавання платформи з підігрівом
Щоб нитка була у розплавленому стані тривалий час, необхідно досягти вищої температури. Це дасть нитки більше часу та дозволить прилипнути до платформи.
При суттєвому нагріванні виріб може втратити стабільні розміри. Таке трапляється, коли верхні шари починають здавлювати низькі доти, доки вони не охолонуть. Якщо на робочій пластині відбувається деформація відбитка, вирішити питання можна шляхом підвищення температури робочого столу на 5 °C. Якщо після друку виріб має розправлений вигляд, то температуру робочого столу зменшуємо на 5 °C.
Покриття платформи
Наступні методи дозволяють приклеїти виріб до поверхні збирання:
- Лак для волосся Aqua Net дозволяє отримати необхідний результат за рахунок невеликої кількості добавок. Якщо ви хочете вибрати лак іншої марки, то в ньому має бути мало добавок. Це дозволить отримати чудову адгезію до платформи.
- Сольовий розчин змінює склад розплавленої нитки. Це дозволяє краще змочувати поверхню збирання.
- Ще можна використовувати зникаючий фіолетовий клейовий олівець. При цьому вам може бути важко визначити, чи ви нанесли достатньо матеріалу на покриття.
- Клей Wolfbite. Він використовується для скляної платформи, що дає змогу приклеювати до неї деталі. Інакше вони би деформувалися. Для кожного варіанта нитки можна підібрати різний тип Wolfbite.
Заміна платформи
Якщо запропоновані вище способи не допомогли вирішити проблему, потрібно повністю замінити робочу пластину. Існують різні види платформ, у них є свої плюси та мінуси. Наприклад, скляні платформи відрізняються доступним розміром, але для них потрібний додатковий клей. Тут нелегко буде відкривати деталі, оскільки вони не такі гнучкі, як текстуровані або гладкі аркуші PEI.
Ще в них можуть виникнути проблеми, пов'язані зі усуненням Z осі. Платформи з поліпропілену відрізняються доступною ціною. Вони здатні витримати підвищену температуру, але мають проблеми із першим шаром.
Ви ще не можете приклеїти відбитки
Якщо ви використовували всі описані вище способи, але не змогли приклеїти вироби, можете звернути увагу на наступні два способи. За їх допомогою ви зможете досягти успіху.
Груба платформа
Крім збільшення видимого майданчика поверхні за допомогою полів, площа поверхні та шорсткість збільшується на робочій платформі за допомогою шліфування. Це позитивно впливає на адгезію при 3D-друку. Даний метод став причиною того, що для забезпечення адгезії друк стали проводити із застосуванням шорсткого чи матового скляного шару.
Щоб трохи подряпати скло, достатньо використати дрібний наждачний папір. Такий підхід дозволить створити мікроструктуру, до якої прилипатиме відбиток, а скло у довгостроковій перспективі не буде пошкоджено. Даний метод дозволить отримати більш матову поверхню, ніж друк на полірованому склі.
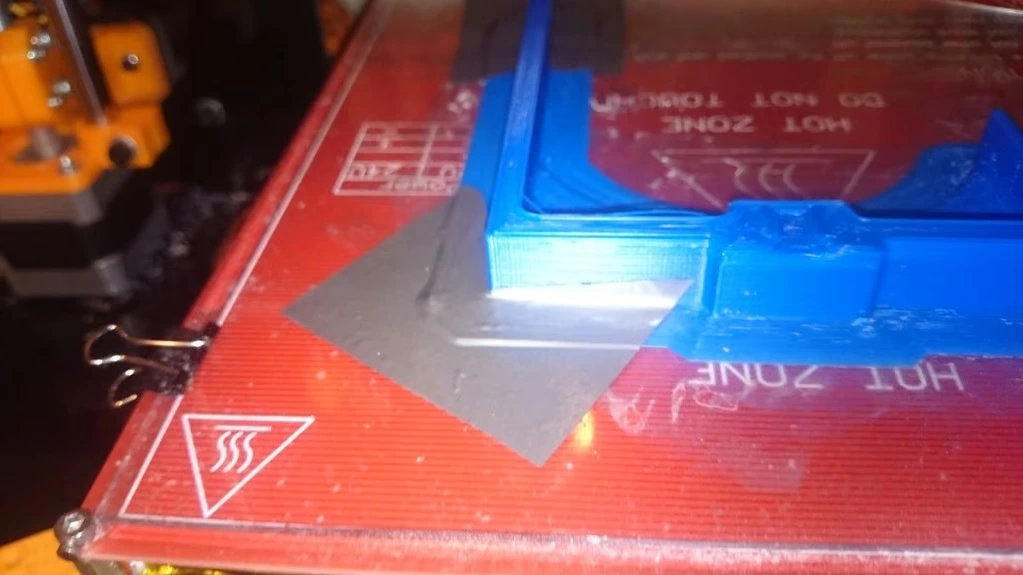
Клейка стрічка під час друку
Якщо виріб відшаровується по ходу друку, а інших проблем немає, можна використовувати клейку стрічку. На зображенні вище показано, як можна призупинити друк та приклеїти деформовані краї полів до робочої пластини. Цей метод працює, але не є довгостроковим.
Де можна купити найкращі 3D-принтери
Наразі клієнти можуть знайти 3D-принтери для будь-яких цілей в інтернет-магазині Артлайн. У каталозі пропонуються найкращі моделі від виробників Creality та Elegoo. Також можна вибрати пристрій за відповідним методом друку. Великий асортимент 3D принтерів дозволяє задовольнити запити всіх клієнтів.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





