
Simplify3D имеет важное преимущество, которое заключается в возможности строить инновационные поверхности с поддержками. Это позволяет работать с очень сложными деталями, которые практически невозможно создать другими способами. К примеру, у модели имеется крутой выступ или определенная часть детали, под которой нет ничего. В данной ситуации опорная структура способна сделать базу для таких слоев. В Simplify3D можно создавать одноразовые опорные структуры, поэтому их можно просто отделить от отпечатка. В зависимости от осуществленных настроек вы сможете увидеть, что потребуются некоторые изменения. Такие корректировки требуется сделать снизу изделий, чтобы улучшить качество поверхности. Далее мы рассмотрим главные настройки и их влияние на создаваемые модели.

Содержание:
- Уменьшение высоты слоя
- Процент заполнения опор
- Вертикальные разделительные слои
- Горизонтальное смещение детали
- Использование второго экструдера
- Где можно купить лучший 3D-принтер?
Уменьшение высоты слоя
Операторы могут существенно улучшить производительность своего устройства путем уменьшения высоты слоя. К примеру, если происходит уменьшение данного параметра до 0.1 мм с 0.2 мм, то используемый аппарат сможет распечатать в 2 раза больше слоев. Это позволит устройству при создании выступа делать меньшие шаги. Поэтому можно увидеть, что вам потребуются для любого нависания специальные поддерживающие конструкции более 45 градусов при работе с высотой слоя 0.2 мм. Если высота слоя будет уменьшена до 0.1 мм, то производительность вашего устройства способна улучшить нависания только до 60 градусов.
Все это позволяет добиться явного преимущества в плане уменьшения нужных для распечатки поддерживающих конструкций. Также это позволяет сократить время печати. Еще одним плюсом такого подхода стало получение снизу отпечатка более гладкой поверхности. Если в данной области требуется улучшить качество печати, то нужно начать работу именно с данной настройки.
Процент заполнения опор
Здесь можно провести аналогию с внутренней частью отпечатка. Пользователи могут выполнить настройку плотности используемых структур поддержки. Для этого следует изменить значение процента заполнения опор. Зачастую распечатка моделей осуществляется со значением приблизительно 20-40%. В некоторых ситуациях оператор может увидеть, что данный показатель требуется увеличить. Это может быть связано с сильным провисанием ваших моделей. Очень часто требуется использовать плотные структуры поддержки для выполнения этой задачи, так как они обеспечивают возможность работы с пониженной плотностью для многих опор. Еще это позволяет применять повышенный процент заполнения только рядом с верхней частью структур поддержки.
Какой процент плотности использовать
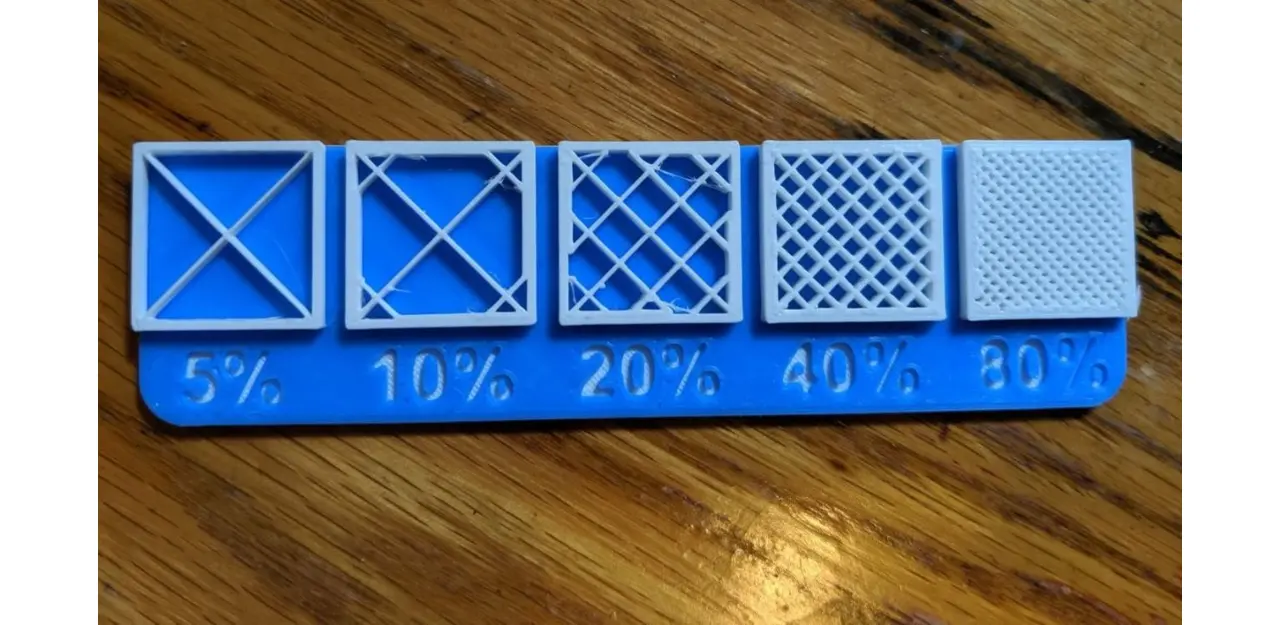
От этого значения напрямую зависит полнота отпечатка. Данное значение определяется в диапазоне 0-100%. Если в настройках оператор задаст 0%, то будет создана полая деталь, а 100% - полностью заполненная. Отсюда следует, что чем полнее будет изделие внутри, тем оно станет тяжелее. Еще на уровень плотности влияют разные факторы, например, расход филамента, время печати. В некоторых слайсерах пользователи могут варьировать уровень плотности в пределах одного отпечатка. Это означает переменную плотность заполнения, которая настраивается в слайсере. С ее помощью для разных частей отпечатка можно указывать изменение плотности.
Если для создаваемого отпечатка не нужна сверхпрочность, то плотность заполнения можно установить на уровне 20-50%. Это позволит сэкономить пластик, уменьшить время работы принтера. В итоге будет достигнут нормальный уровень прочности. Для создания функциональных моделей потребуется повышенный уровень прочности. Для достижения высокой плотности заполнения мы рекомендуем данный параметр устанавливать на значении более 50%. Также не стоит бояться задавать 100%. Это высокие показатели, поэтому будет большой расход пластика, а печать продлиться дольше. В итоге будет получен тяжелый и прочный отпечаток.
Если вы создаете маленькую фигурку, которую будете только демонстрировать, то уровень заполнения можно указать в диапазоне 0-15%. Так можно добиться низкого расхода пластика и повысить скорость работы. При этом уровне заполнения получаются относительно слабые и легкие модели.
Существует категория гибких материалов, например, TPU. Для такого пластика можно использовать любую плотность заполнения. Здесь нужно помнить, что при повышении плотности отпечаток становится менее гибким.
Вертикальные разделительные слои
При создании съемных опорных структур необходим тонкий баланс между двумя факторами: возможность легко удалить эти опоры и баланс между объемом поддержки модели. Если оператор сделает слишком большое количество поддержки модели, то к отпечатку начнут прилипать опорные структуры. Это станет причиной их трудного разделения. Если будет создано недостаточно поддержки, то вы сможете без проблем удалить одноразовые опорные структуры, но для успешной печати детали такой основы может быть недостаточно.
В Simplify3D можно выполнить настройку параметров разделения. Это позволит между разными факторами подобрать правильный баланс. В первую очередь потребуется проверить настройку вертикальных верхних разделительных слоев. Так можно узнать, какое количество пустых слоев располагается между изделием и опорными структурами. К примеру, если вы создаете опорные структуры из аналогичного филамента, что и отпечаток, то можно применять не меньше 1-2 разделительных вертикальных слоев. Если вы задали 0 разделительных слоев, а печать осуществляется одним видом пластика, то опоры прилипают к модели, что сделает их процесс отделения трудным. В первую очередь оператору потребуется настроить этот нюанс, чтобы обеспечить идеальное качество печати.
Горизонтальное смещение детали
Еще одной важной настройкой разделения является горизонтальное смещение от отпечатка. Такая настройка способна задавать расстояние между опорными конструкциями и деталью. Горизонтальное смещение препятствует прилипанию созданных опор к модели. Зачастую в качестве таких настроек применяется показатель в диапазоне 0.2-0.4 мм. Для поиска лучшего параметра оператору придется провести эксперименты.
Использование второго экструдера
Если ваш принтер поддерживает 2 или большее количество экструдеров, то можно воспользоваться этой возможностью. Здесь для создания опорных структур потребуется использовать другой филамент, чтобы получить значительное улучшение. К примеру, очень часто для отпечатков из PLA опоры создаются из водорастворимого PVA. Так как опорные структуры и модели создаются из различных материалов, то не будет достигнуто их легкое сочетание друг с другом. Это позволит добиться лучшей поддержки отпечатка. Если применяется другой филамент для опорных структур, то можно уменьшить вертикальные верхние разделительные слои до 0, а значение горизонтального смещения можно установить на значении 0.1 мм.
Особенности печати двумя экструдерами
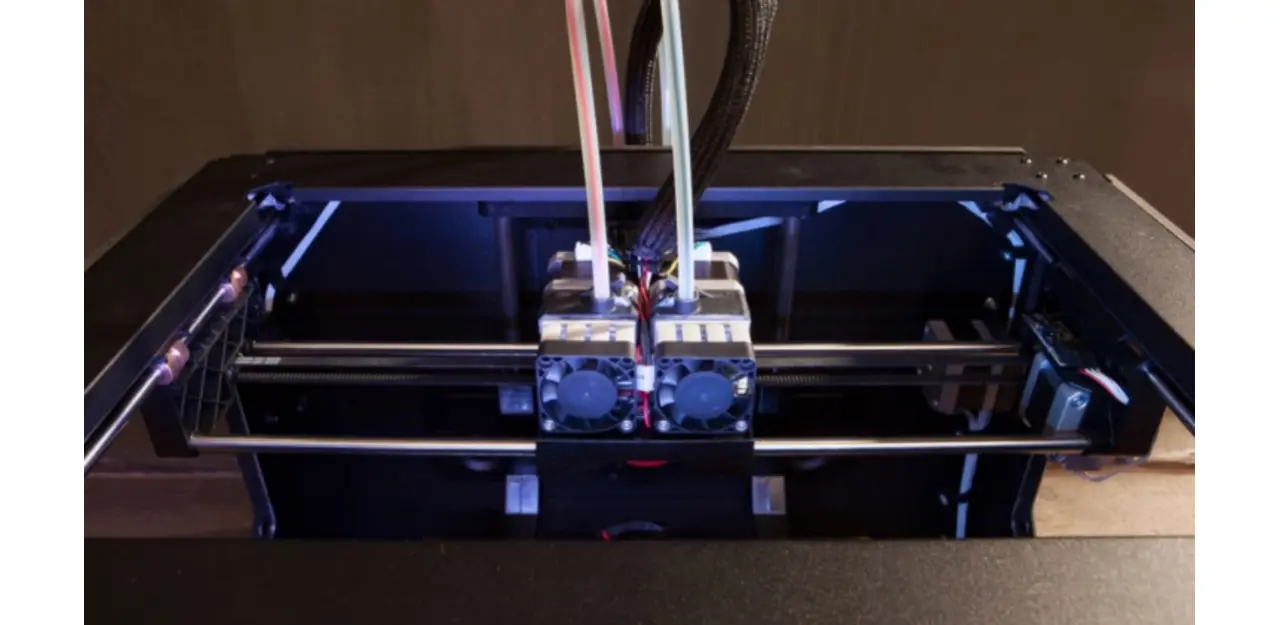
Применение 2-го экструдера позволяет эффективно создавать большое количество поддержек для отпечатков со сложной формой. Второй экструдер для этого может работать с растворимым в воде пластиком. Еще одним преимуществом использования двух экструдеров является возможность применения разных цветов. Это решает вопрос со скоростью постобработки. Если вы будете работать с разными цветами, то потребуется загрузка различных STL-файлов. Поэтому деталь должна быть разделена во время моделирования. Эти модели будут распечатаны разными экструдерами. Еще одно преимущество печати с двумя экструдерами – это высокая скорость работы, так как они в любой момент готовы печатать.
При использовании двух экструдеров могут наблюдаться определенные проблемы. Например, если они располагаются на одной головке, то печать разными цветами будет поочередной. Еще происходит уменьшение области печати по Y оси. Для такого режима работы потребуется максимальная калибровка.
Где можно купить лучший 3D-принтер?
Для создания отпечатков любого уровня сложности рекомендуется выбирать качественный 3D-принтер. Поэтому можете обратиться в Артлайн для покупки такой техники. В каталоге можно ознакомиться со всем функционалом принтера и посмотреть его обзор. Операторы техподдержки помогут подобрать такой аппарат, который сможет удовлетворить все ваши потребности при создании отпечатков.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





