

Для многих отпечатков важна размерная точность. Особенно это касается создания больших деталей или сборок, которые должны точно соответствовать друг другу. Можно выделить ряд факторов, оказывающих влияние на точность детали, к примеру, выравнивание ноззла для первого слоя, качество филамента, тепловое сжатие, переэкструзия, недоэкструзия. В Simplify3D имеется ряд полезных опций, которые позволяют решить вопрос с различными распространенными неполадками.

Содержание:
- Влияние первого слоя
- Недоэкструзия или переэкструзия
- Постоянная размерная погрешность
- Увеличение погрешности размеров
- Где можно купить лучший 3D-принтер?
Влияние первого слоя
Оператору важно правильно настроить 1 слой отпечатка, так как это является важным фактором на получении точных размеров. Если ноззл находится слишком низко или высоко, то это оказывает существенное влияние не только на первый, но и на последующие 10-20 слоев. К примеру, если толщина печати составляет 0.2 мм, а ноззл располагается в 0.1 мм от стола, то из-за дополнительного филамента получится слишком большой 1 слой. Это окажет большое влияние на последующие слои, так как несколько слоев внизу изделия будут иметь большой размер. Поэтому перед тратой времени на получения высокой точности печати, вам нужно посмотреть на значения 1 слоя.
Самый популярный метод проверки состоит в печати модели, которая будет иметь 50-100 слоев. После этого нужно измерить 20 верхних слоев. Они располагаются далеко от 1 слоя, который создан непосредственно на столе. Это позволит минимизировать фактор ноззла. Перед использованием следующих пунктов, вы должны быть уверены в том, что 1 слой соответствует заданным параметрам.
Как получить идеальный 1 слой
Для получения идеального 1 слоя следует придерживаться следующих советов:
- Калибровка принтера. Здесь суть состоит в том, чтобы аппарат функционировал правильно. Проблема 1 слоя оказывает влияние на многие процессы печати. Все компоненты должны находиться друг к другу под углом 90 градусов. Поэтому под этим углом 90 градусов должны располагаться вертикальные элементы к горизонтальным. Портал Х должен находиться параллельно станине, а к оси Z он должен располагаться под углом 90 градусов. Оператору необходимо потратить время, чтобы правильно откалибровать принтер. Это обеспечит идеальную распечатку деталей.
- Ровная поверхность. Колебания в 0.1 мм способны стать причиной неправильного создания 1 слоя. Если поверхность для печати является перекошенной или находится слишком близко или далеко от ноззла, то необходимо сделать ее ровной.
- Чистка печатной платформы. Оператору необходимо следить за чистотой платформы. После каждого печатного процесса рекомендуется проводить ее очистку. Там остаются остатки материала, окружающая пыль и жир от пальцев. Все это приводит к загрязнению платформы, после чего будут проблемы с прилипанием 1 слоя. Мы советуем использовать рулон бумажных полотенец. Также вам пригодится изопропиловый спирт, что позволит держать печатную платформу в чистоте.
- Правильный выбор поверхности. Для получения отличного уровня печати можно применять дополнительные материалы, например, лента, лак, клей. Это позволит пластику прилипнуть. Такие шаги могут стать необязательными, если вы будете применять правильную поверхность. Например, для PETG отлично подходят полипропиленовые листы или чистое стекло, но потребуется добиться его идеального уровня. Также пользователи используют листы PEI или каптоновую ленту. Лучшим вариантом для многих филаментов, например, ABS, PETG и другие, будут именно листы PEI. Они легко чистятся при помощи ацетона или спирта.
- Скорость печати, температура беда. Оператор должен быть уверен, что бед нагрет до нужного температурного уровня. Для эффективного притяжения необходимо для первых слоев отключить вентиляторы беда. Это обеспечит лучшую сплавку. Еще для первых слоев нужно понизить скорость печати. Предположим, создание отпечатка осуществлялось со скоростью 60 мм/с. Поэтому скорость 1 слоя следует понизить до 25-40 мм/с. Так можно достигнуть хорошего прилипания.
Недоэкструзия или переэкструзия
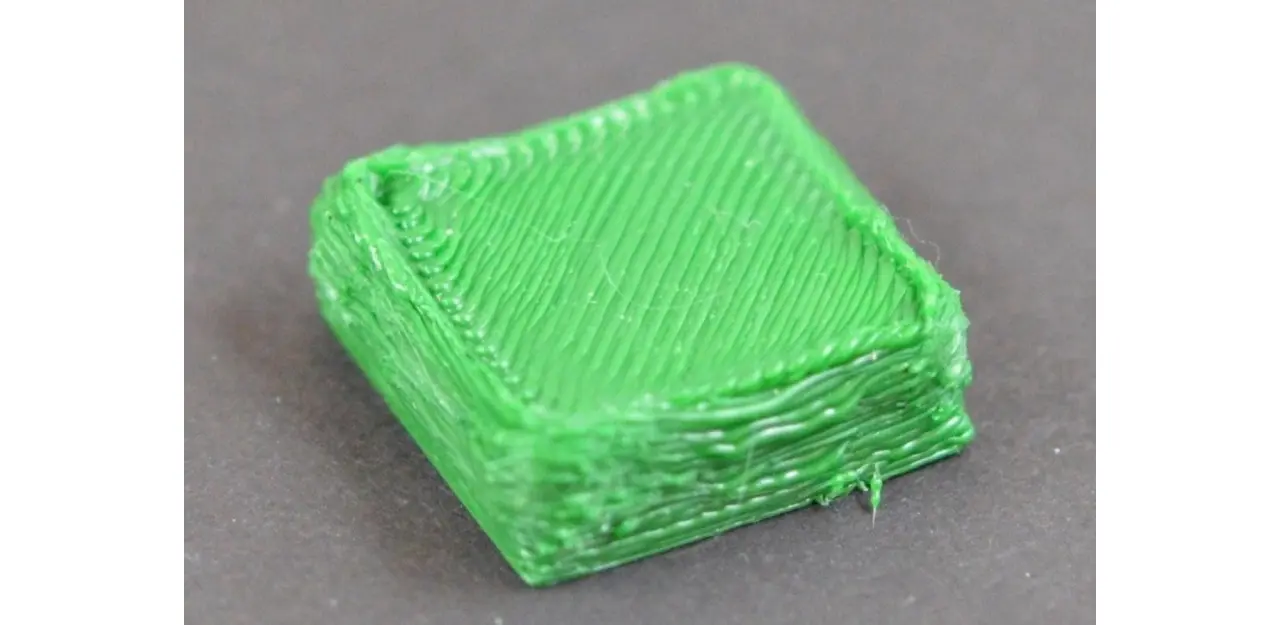
Перейдем к рассмотрению следующего вопроса – множителя экструзии. Этот показатель влияет на скорость потока. Если задан низкий множитель экструзии, то между периметрами появляются зазоры. Также операторы могут увидеть отверстия в моделях и верхних поверхностях. Когда задается высокий множитель экструзии, то верхние слои начинают выпирать вверх, а изделия получаются больше заданного размера. Поэтому перед использованием следующих шагов для решения проблемы необходимо убедиться в правильной калибровке множителя экструзии.
Недоэкструзия
Данный процесс связан с тем, что из принтера выходит недостаточное количество филамента. Также проблема проявляется путем появления зазоров между отдельными слоями модели. В итоге отпечаток будет непрочный с неравномерными слоями. Модели будут иметь непрезентабельный дизайн и трещины. К причинам недоэкструзии относится запутанный пластик на катушке, использование бракованного материала, перегрев или переохлаждение филамента. Еще пользователям следует проверить настройки печати и ноззл на наличие засорения. У всех этих признаков совершенно разные причины, но все они становятся причиной недоэкструзии.
Переэкструзия
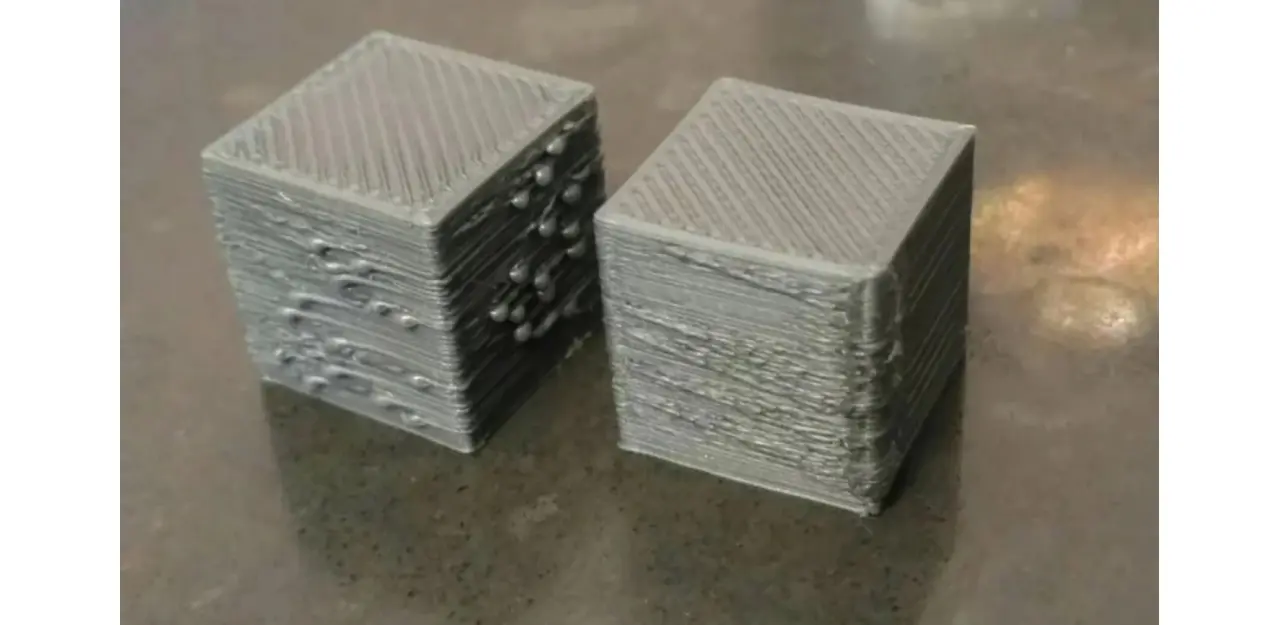
Если провести сравнение с недоэкструзией, то здесь отсутствуют механические проблемы. При этом появляются проблемы с постобработкой и эстетикой. Главным признаком переэкструзии являются утолщения по углам и наплывы на поверхности изделия. Основной из причин неполадки стал неправильный темп подачи филамента.
Из экструдера выходит много материала, поэтому создаются не ровные линии, а расплющенные слои. При низкой скорости потока филамент способен обрываться или растягиваться. Поэтому в слоях появляются пропуски и создаются полости. Данная проблема также связана со скоростью укладки.
Здесь стоит выполнить правильную настройку подачи филамента в слайсере. Оператору нужно уменьшить этот показатель и проверить полученные итоги.
Еще один важный фактор зависит от температуры ноззла и хотэнда. При экструзии филамент должен быть вязким, а не жидким, в противном случае он будет растекаться, что приведет к появлению наплывов. Поэтому оператору нужно избежать повышенных температур. При низкой температуре филамент может не плавиться, поэтому происходит перегрузка механизма подачи и пропуски слоев. Проблема решается просто, пользователю необходимо постепенно снижать температуру с шагом 5 градусов. Здесь не стоит выходить за значения, которые указывает производитель филамента.
Постоянная размерная погрешность
Если рассмотренные выше методы не помогли решить неполадку, а изделия распечатываются с неправильным размером, то в Simplify3D можно выполнить точное смещение края отпечатка. Это позволит учитывать имеющиеся отличие. Данный параметр имеет название «Компенсация горизонтального размера», его можно найти в разделе «Другие» в параметрах процесса. Предположим, в качестве данного значения задан параметр -0.1 мм. Это позволит уменьшить модель по осям X и Y на 0.1 мм. Рассмотренный параметр важен, когда наблюдается постоянная погрешность в размерах, даже если происходит создание небольших моделей. Например, если изделие больше на 0.1 мм, независимо от его ширины, которая может быть 30 или 100 мм, то рассматриваемый параметр способен эффективно решить вопрос с имеющейся разницей.
Увеличение погрешности размеров
Если погрешность в размерах модели имеет тенденцию к увеличению при создании крупных отпечатков, то оператору потребуется выполнить настройку другого показателя. Предположим, изделие шириной 20 мм получилось меньше на 0.1 мм, а с шириной 100 мм увеличилось на 0.5 меньше. В данной ситуации проблема зависит от термического сжатия. Неполадка стала широко распространенной для жаростойких материалов, например, ABS. Это связано с тенденцией филамента сжиматься во время охлаждения.
В Simplify3D имеется ряд функций, которые помогают решить данный вопрос. В первую очередь требуется вычислить процент усадки. В нашем примере изделие сжимается на 0.1 мм, если провести сравнение с печатью 20 мм. Рассчитываем процент усадки: 0.1/20=0.5%. Для быстрого и простого исправления неполадки нужно выполнить двойной щелчок по нужной модели в утилите Simplify3D, после чего задать масштаб со значением 100.5%. Если вы регулярно вносите изменения, то стоит выполнить настройку Import Action, чтобы при каждом импорте новых моделей такое масштабирование осуществлялось автоматически.
Где можно купить лучший 3D-принтер?
Для распечатки точных деталей стоит приобрести качественный 3D-принтер, таким образом можно сразу решить ряд проблем. Артлайн предлагает большой выбор аппаратов от производителей ELEGOO и Creality. Техподдержка оказывает помощь клиентам и помогает выбирать подходящий вариант принтера. Вы можете быть уверены, что покупаете качественную технику.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





