
Для багатьох відбитків важлива розмірна точність. Особливо це стосується створення великих деталей або складання, які повинні точно відповідати один одному. Можна виділити ряд факторів, що впливають на точність деталі, наприклад, вирівнювання ноззла для першого шару, якість філаменту, теплове стиснення, переекструзія, недоекструзія. Simplify3D має ряд корисних опцій, які дозволяють вирішити питання з різними поширеними неполадками.

Зміст:
- Вплив першого шару
- Недоекструзія або переекструзія
- Постійна розмірна похибка
- Збільшення похибки розмірів
- Де можна купити найкращий 3D-принтер?
Вплив першого шару
Оператору важливо правильно налаштувати 1 шар відбитка, оскільки це є важливим чинником для отримання точних розмірів. Якщо ноззл знаходиться занадто низько або високо, то це істотно впливає не тільки на перший, але і на наступні 10-20 шарів. Наприклад, якщо товщина друку становить 0.2 мм, а ноззл розташовується в 0.1 мм від столу, то через додатковий філамент вийде занадто великий 1 шар. Це вплине на наступні шари, оскільки кілька шарів внизу виробу будуть мати великий розмір. Тому перед витрачанням часу на отримання високої точності друку, вам потрібно подивитися на значення 1 шару.
Найпопулярніший метод перевірки полягає у друку моделі, яка матиме 50-100 шарів. Після цього необхідно виміряти 20 верхніх шарів. Вони знаходяться далеко від 1 шару, який створений безпосередньо на столі. Це дозволить мінімізувати фактор ноззла. Перед використанням наступних пунктів, ви повинні бути впевнені, що 1 шар відповідає заданим параметрам.
Як отримати ідеальний 1 шар
Для отримання ідеального 1 шару слід дотримуватися наступних порад:
- Калібрування принтера. Тут суть у тому, щоб апарат функціонував правильно. Проблема 1 шару впливає на багато процесів друку. Усі компоненти повинні бути один до одного під кутом 90 градусів. Тому під цим кутом 90 градусів повинні розташовуватись вертикальні елементи до горизонтальних. Портал Х повинен бути паралельно станині, а до осі Z він повинен розташовуватися під кутом 90 градусів. Оператору необхідно витратити час, щоб правильно відкалібрувати принтер. Це забезпечить ідеальний роздрук деталей.
- Рівна поверхня. Коливання 0.1 мм здатні стати причиною неправильного створення 1 шару. Якщо поверхня для друку є перекошеною або знаходиться надто близько чи далеко від ноззла, необхідно зробити її рівною.
- Чищення друкарської платформи. Оператор повинен стежити за чистотою платформи. Після кожного процесу друку рекомендується проводити її очищення. Там залишаються залишки матеріалу, що оточує пил та жир від пальців. Все це призводить до забруднення платформи, після чого будуть проблеми з прилипанням 1 шару. Ми радимо використовувати рулон паперових рушників. Також вам знадобиться ізопропіловий спирт, що дозволить тримати друкарську платформу в чистоті.
- Правильний вибір поверхні. Для отримання відмінного рівня друку можна використовувати додаткові матеріали, наприклад, стрічку, лак, клей. Це дозволить пластику прилипнути. Такі кроки можуть стати необов'язковими, якщо ви застосовуватимете правильну поверхню. Наприклад, для PETG відмінно підходять поліпропіленові листи або чисте скло, але потрібно досягти його ідеального рівня. Також користувачі використовують аркуші PEI або каптонову стрічку. Найкращим варіантом для багатьох філаментів, наприклад, ABS, PETG та інші, будуть саме листи PEI. Вони легко чистяться за допомогою ацетону або спирту.
- Швидкість друку, температура беда. Оператор має бути впевненим, що бед нагрітий до потрібного температурного рівня. Для ефективного тяжіння необхідно для перших шарів відключити вентилятори беда. Це забезпечить найкраще сплавлення. Ще для перших шарів необхідно знизити швидкість друку. Припустимо, створення відбитка здійснювалося зі швидкістю 60 мм/с. Тому швидкість 1 шару слід зменшити до 25-40 мм/с. Так можна досягти гарного прилипання.
Недоекструзія або переекструзія
Перейдемо до розгляду наступного питання – множника екструзії. Цей показник впливає на швидкість потоку. Якщо заданий низький множник екструзії, то між периметрами з'являються зазори. Також оператори можуть побачити отвори у моделях та верхніх поверхнях. Коли задається високий множник екструзії, верхні шари починають випирати вгору, а вироби виходять більше заданого розміру. Тому перед використанням наступних кроків для вирішення проблеми необхідно переконатися у правильному калібруванні множника екструзії.
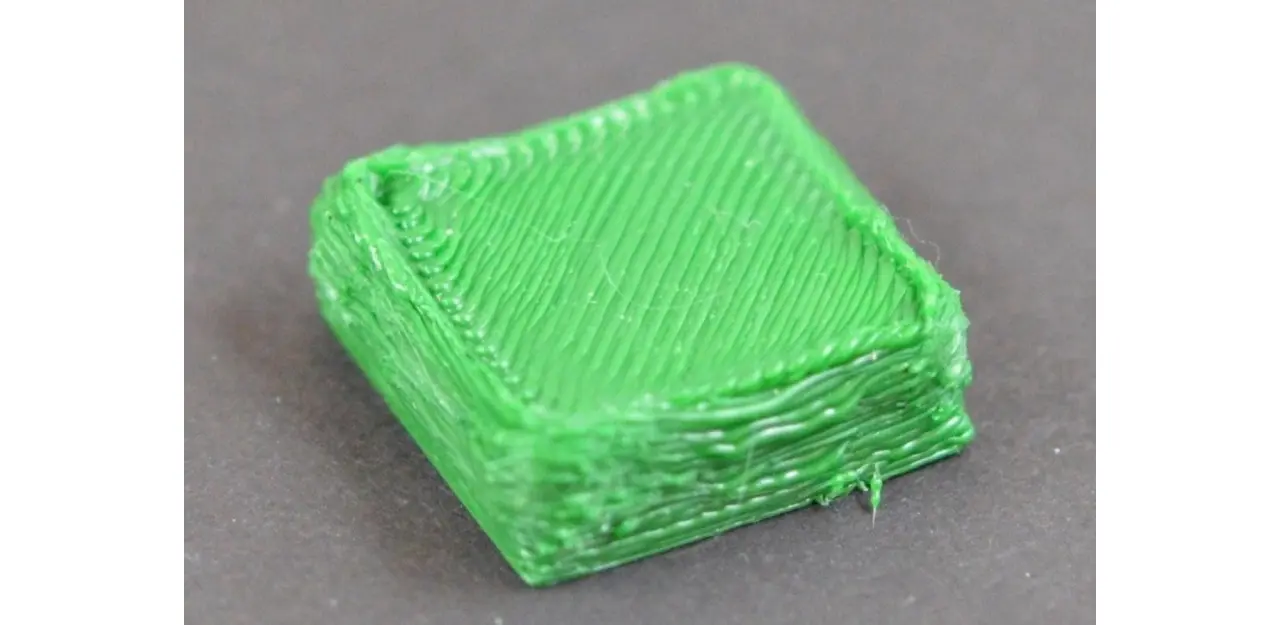
Недоекструзія
Цей процес пов'язаний з тим, що з принтера виходить недостатня кількість філаменту. Також проблема проявляється шляхом появи проміжків між окремими шарами моделі. У результаті відбиток буде неміцним з нерівномірними шарами. Моделі матимуть непрезентабельний дизайн та тріщини. До причин недоекструзії відноситься заплутаний пластик на котушці, використання бракованого матеріалу, перегрів або переохолодження філаменту. Ще користувачам слід перевірити налаштування друку та ноззл на наявність засмічення. У всіх цих ознак зовсім різні причини, але вони стають причиною недоекструзії.
Переекструзія
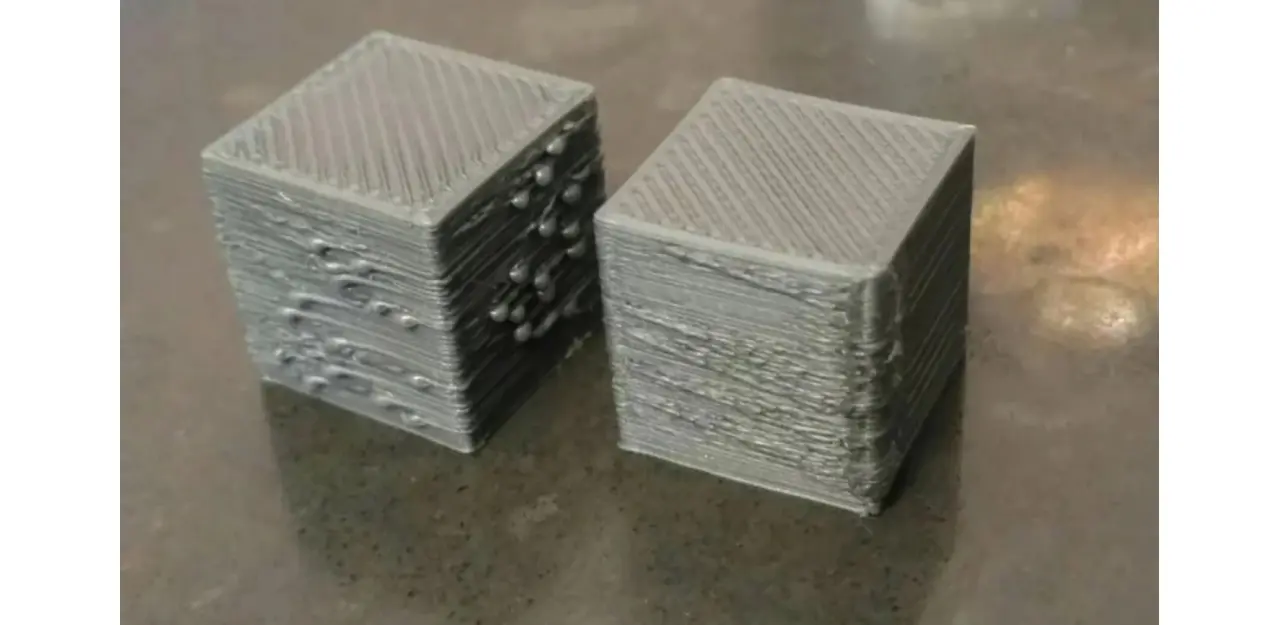
Якщо провести порівняння з недоекструзією, то тут відсутні механічні проблеми. При цьому виникають проблеми з постобробкою та естетикою. Головною ознакою переекструзії є потовщення по кутах та напливи на поверхні виробу. Основною з причин несправності став неправильний темп подачі філаменту.
З екструдера виходить багато матеріалу, тому створюються не рівні лінії, а розплющені шари. При низькій швидкості потоку філамент здатний обриватися чи розтягуватися. Тому в шарах з'являються перепустки і створюються порожнини. Ця проблема також пов'язана зі швидкістю укладання.
Тут варто виконати правильне налаштування подачі філаменту у слайсері. Оператору потрібно зменшити цей показник та перевірити отримані підсумки.
Ще один важливий фактор залежить від температури ноззла та хотенду. При екструзії філамент повинен бути в'язким, а не рідким, інакше він розтікатиметься, що призведе до появи напливів. Тому оператору слід уникнути підвищених температур. При низькій температурі філамент може не плавитися, тому відбувається перевантаження механізму подачі та пропуску шарів. Проблема вирішується просто, користувачеві необхідно поступово знижувати температуру з кроком 5 градусів. Тут не варто виходити за значення, які вказує виробник філаменту.
Постійна розмірна похибка
Якщо розглянуті вище методи не допомогли вирішити неполадку, а вироби роздруковуються з неправильним розміром, то Simplify3D можна виконати точне зміщення краю відбитка. Це дозволить враховувати існуючу відмінність. Цей параметр має назву «Компенсація горизонтального розміру», його можна знайти в розділі «Інші» у параметрах процесу. Припустимо, як дане значення заданий параметр -0.1 мм. Це дозволить зменшити модель по осях X та Y на 0.1 мм. Розглянутий параметр є важливим, коли спостерігається постійна похибка в розмірах, навіть якщо відбувається створення невеликих моделей. Наприклад, якщо виріб більше на 0.1 мм, незалежно від його ширини, яка може бути 30 або 100 мм, то параметр, що розглядається, здатний ефективно вирішити питання з наявною різницею.
Збільшення похибки розмірів
Якщо похибка в розмірах моделі має тенденцію до збільшення при створенні великих відбитків, оператору потрібно виконати налаштування іншого показника. Припустимо, виріб шириною 20 мм вийшов менше на 0.1 мм, а з шириною 100 мм збільшився на 0.5 менше. У цій ситуації проблема залежить від термічного стиску. Неполадка стала поширеною для жаростійких матеріалів, наприклад, ABS. Це пов'язано з тенденцією філаменту стискатися під час охолодження.
У Simplify3D є ряд функцій, які допомагають вирішити це питання. Насамперед потрібно обчислити відсоток усадки. У прикладі виріб стискається на 0.1 мм, якщо порівняти з печаткою 20 мм. Розраховуємо відсоток усадки: 0.1/20 = 0.5%. Для швидкого та простого виправлення неполадки потрібно виконати подвійне клацання по потрібній моделі в утиліті Simplify3D, після чого встановити масштаб зі значенням 100.5%. Якщо ви регулярно вносите зміни, слід виконати налаштування Import Action, щоб при кожному імпорті нових моделей таке масштабування здійснювалося автоматично.
Де можна купити найкращий 3D-принтер?
Для роздруківки точних деталей варто придбати якісний 3D-принтер, таким чином можна відразу вирішити низку проблем. Артлайн пропонує великий вибір апаратів від виробників ELEGOO та Creality. Техпідтримка надає допомогу клієнтам та допомагає вибирати відповідний варіант принтера. Ви можете бути впевнені, що купуєте якісну техніку.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





