

Когда происходит создание отпечатков, каждый новый слой опирается на основание прошлого слоя. Проблема состоит в количестве филамента применяемого для печати. Задача пользователя состоит в достижении баланса между объемом применяемого материала и прочностью основания. Если будет распечатано непрочное основание, то между слоями будут появляться зазоры и отверстия.

Чаще всего это можно увидеть в углах, в которых изменяется размер изделия, к примеру, вы создаете куб на 20 мм сверху куба на 40 мм. Когда происходит переход к более меньшему размеру, вы должны проверить, чтобы основание для поддержки стенок куба на 20 мм было достаточное. Можно выделить определенные причины, почему появляются слабые основания. Именно этот вопрос мы рассмотрим ниже в статье.
Содержание:
- Недостаточно периметров
- Недостаточно верхних сплошных слоев
- Слишком низкий процент заполнения
- Где можно купить лучший 3D-принтер?
Недостаточно периметров
Путем добавления большого числа периметров контуров к создаваемому отпечатку происходит существенное повышение прочности основания. Зачастую внутренняя часть модели является частично полой, поэтому большое значение имеет толщина стенок периметра. Для изменения данной переменной откройте «Изменить параметры процесса» и перейдите в подраздел «Слой». Предположим, ранее вы осуществляли печать с применением двух периметров. Теперь стоит указать 4 периметра и попробовать заново создать отпечаток. Затем следует проверить, имеется ли проблема с зазорами.
Недостаточно верхних сплошных слоев
Довольно популярная причина слабого основания заключается в небольшом количестве сплошных слоев, которые имеет верхняя поверхность отпечатка. Из-за тонкого потолка не удается эффективно поддерживать создаваемые сверху них конструкции. Для изменения данного процесса следует перейти в меню «Изменить параметры процесса», после чего следует открыть раздел «Слой». Если ранее создавались только 2 сплошных верхних слоя, то стоит указать 4 таких слоя. Затем пользователю необходимо проверить, произошли ли изменения в основании в лучшую сторону.
Слишком низкий процент заполнения
Это один из самых главных параметров, который влияет на появление зазоров в углах нижних слоев. Оператору следует проверить процент заполнения, который установлен для рабочего процесса. Для этого следует перейти в меню «Параметры процесса», после чего выбрать подраздел «Заполнение». Создание верхних сплошных слоев осуществляется сверху заполнения, поэтому нужно обеспечить подходящее заполнение. Оно должно поддерживать данные слои. К примеру, если раньше был установлен процент заполнения на значении 20%, то его можно увеличить до 40% и посмотреть на полученный результат.
Модели и фигурки

Для моделей и фигурок рекомендуется устанавливать процент заполнения в диапазоне 0-15%. Для таких отпечатков не нужен слишком большой уровень прочности. Здесь можно использовать зигзагообразные узоры, линии, так как они позволяют получить высокую скорость печати. Два таких шаблона позволяют добиться двумерной сетки, где только одна ось создается на каждом слое. Они отличаются тем, что зигзаг является одной постоянной линией (при отсутствии на отпечатке препятствий), а «линии» создают в одном слое несколько линий.
Стандартные отпечатки
Здесь рекомендуется установить заполнение на уровне 15-50%. Такое заполнение среднего уровня нужно применять для моделей, где будет умеренное напряжение. Для этой ситуации лучшим вариантом будет 3 шестиугольника, треугольник или сетка. Оператор должен помнить, что при сравнении с линиями такие шаблоны способны время печати увеличить на 25%. Основные виды наполнения:
- Шестигранники. Такой узор представляет собой шестигранники, в которых располагаются треугольники. Важным плюсом этой модели стала эффективная форма, которая позволяет добиться хорошего уровня прочности для отпечатка. Еще у шестиугольного заполнения для создания граней используются короткие линии. Поэтому получается небольшое число изгибов.
- Треугольники. Такой вид сетки пользователи выбирают из-за прочности. Его плюсы можно оценить в ситуации, когда нагрузка прилагается к объекту в перпендикулярном положении.
- Линии или сетка. Основной плюс – повышенная скорость печати. Здесь мало сложных узоров. Если провести сравнение с иными шаблонами, то достигается наибольшая скорость печати.
Механизмы, детали и функциональные модели

Для таких моделей стоит установить 50% заполнения. Здесь нужен повышенный уровень прочности по всем направлениям. Самые предпочтительные шаблоны:
- Гироид. Здесь доступен уникальный 3D узор, который имеет вид волн. Шаблон отличается равным уровнем прочности по всем направлениям. Гироид будет лучшим вариантом для изделий, которые подвергаются разным нагрузкам. При указании более низкого процента заполнения не будет достигнут нужный уровень прочности. Отличительной особенностью гироида стали большие файлы G-кода и длительное время обработки их слайсером. Этот шаблон подойдет для работы с гибкими филаментами.
- Четверть куба. Такой узор напоминает октет, но половина его пирамидальных форм имеет смещение в отношении оставшихся форм. Это обеспечивает нужный уровень прочности, но на стенках отпечатка могут появиться дефекты.
- Октет. В шаблоне используется тетраэдрическое заполнение, которое имеет вид нескольких пирамид. С его помощью обеспечивается высокий уровень прочности, но на стендах также могут образовываться дефекты.
- Кубический. Эти узоры позволяют решить вопрос со вздутием верха детали. Если провести сравнение с другими шаблонами, то достигается максимальный уровень прочности.
Модели из гибкого пластика
Уровень заполнения здесь выставляется в диапазоне 0-100%, что напрямую зависит от уровня «мягкости» модели. Для таких видов отпечатков лучшим вариантом будут следующие варианты шаблонов:
- Cross 3D. Здесь удается создать трехмерный шаблон, который похож на крест. По ходу увеличения изделия линии будут под наклоном перемещаться. В итоге получается объект с хорошим уровнем жесткости. Для Cross 3D создаются слишком большие файлы G-кода, а слайсер долго обрабатывает шаблон.
- Крест. Создается двухмерный узор, где из креста получаются сетки причудливой формы. Между решетками и крестами может образоваться скручивание и изгиб. Печать осуществляется без откатов.
- Концентрический. Еще один двумерный шаблон, который внутри модели создает круги. Его можно сравнить с брошенным в воду камнем, после которого создаются круговые волны на поверхности. Здесь можно указать заполнение на 100%. Более низкое значение не стоит указывать для отпечатков, где ожидаются большие нагрузки, чтобы не образовались зазоры в углах нижних слоев.
Как выбрать плотность заполнения
Данный показатель оказывает влияние на ряд факторов, например, скорость, прочность, появление дефектов. Если вы хотите добиться высокой прочности детали, то необходимо устанавливать более высокое заполнение. Это касается и вопроса зазоров в углах нижних слоев. Если сравнить деталь с заполнением 50% и 25%, то в первом случае достигается существенное увеличение прочности. При этом сдвиг от 50% до 75% уровень прочность повышает приблизительно на 10%.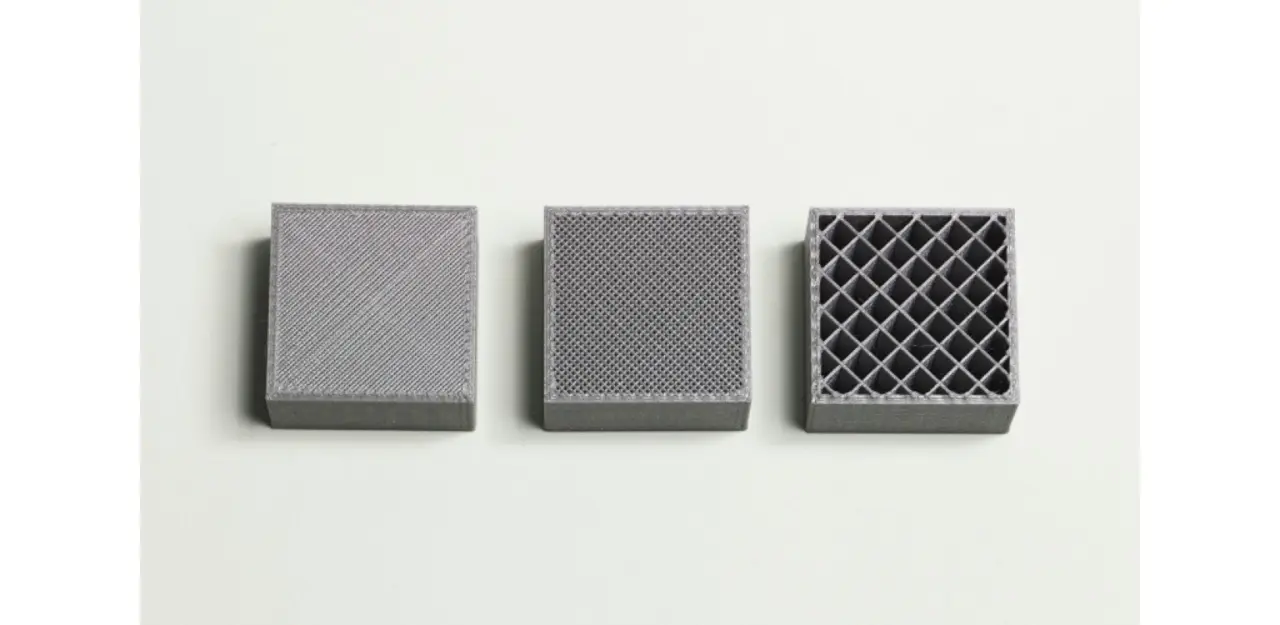
Если на создаваемую фигурку не будет оказываться нагрузка, то можно установить значение в диапазоне 0-10%. Если вы создаете шестеренку, то стоит задать 100% заполнения. Зачастую можно выделить отличный баланс между прочностью отпечатка, скоростью, заполнением. Этот баланс располагается в диапазоне 10-30%, но здесь еще нужны учитывать используемый филамент. Ниже показан пример плотности на 20% и 10% соответственно.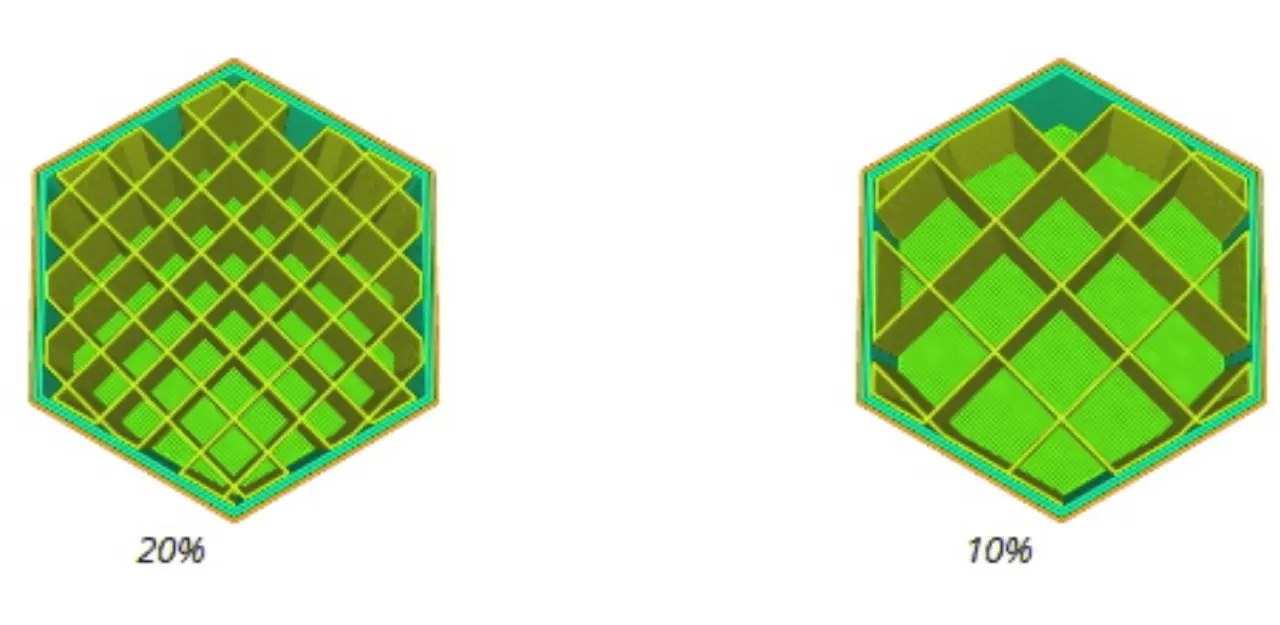
У многих шаблонов используется аналогичный вес при равной плотности. Узор «Треугольник» демонстрирует повышение общего веса на 40%. Из-за низкой плотности возникает ряд проблем, например, появление воздушных карманов. Зачастую это связано с узорами.
Где можно купить лучший 3D-принтер?
Сейчас недостаточно выбрать подходящий 3D-принтер. Пользователи должны купить его у надежного продавца, который гарантирует высокое качество товара. Артлайн специализируется на продаже принтеров и другого оборудования для 3D-печати. В каталоге предлагается много популярных моделей таких устройств. Пользователи смогут подобрать для себя принтер любого уровня сложности. Техподдержка Артлайн всегда решает вопросы клиентов.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





