

Коли відбувається створення відбитків, кожен новий шар спирається на основу минулого шару. Проблема полягає в кількості філаменту, що застосовується для друку. Завдання користувача полягає у досягненні балансу між обсягом застосовуваного матеріалу та міцністю основи. Якщо буде роздрукована неміцна основа, між шарами будуть з'являтися зазори і отвори.

Найчастіше це можна побачити в кутах, в яких змінюється розмір виробу, наприклад, ви створюєте куб на 20 мм зверху куба на 40 мм. Коли відбувається перехід до меншого розміру, ви повинні перевірити, щоб підстава для підтримки стінок куба на 20 мм була достатньою. Можна виділити певні причини, чому виникають слабкі підстави. Саме це питання ми розглянемо нижче у статті.
Зміст:
- Недостатньо периметрів
- Недостатньо верхніх суцільних шарів
- Надто низький відсоток заповнення
- Де можна купити найкращий 3D-принтер?
Недостатньо периметрів
Шляхом додавання великої кількості периметрів контурів до відбитка відбувається істотне підвищення міцності основи. Найчастіше внутрішня частина моделі є частково порожнистою, тому велике значення має товщина стінок периметра. Щоб змінити цю змінну, відкрийте «Змінити параметри процесу» і перейдіть до підрозділу «Шар». Припустимо, раніше ви здійснювали друк із застосуванням двох периметрів. Тепер варто вказати 4 периметри та спробувати заново створити відбиток. Потім слід перевірити, чи є проблема із зазорами.
Недостатньо верхніх суцільних шарів
Досить популярна причина слабкої основи полягає в невеликій кількості суцільних шарів, які мають верхню поверхню відбитка. Через тонку стелю не вдається ефективно підтримувати створювані зверху них конструкції. Щоб змінити цей процес, перейдіть до меню «Змінити параметри процесу», а потім слід відкрити розділ «Шар». Якщо раніше створювалися лише 2 суцільні верхні шари, то варто вказати 4 таких шари. Потім користувачу необхідно перевірити, чи відбулися зміни в основі на краще.
Надто низький відсоток заповнення
Це один із найголовніших параметрів, який впливає на появу зазорів у кутах нижніх шарів. Оператору слід перевірити відсоток заповнення, встановлений для робочого процесу. Для цього слід перейти в меню "Параметри процесу", після чого вибрати підрозділ "Заповнення". Створення верхніх суцільних шарів здійснюється зверху заповнення, тому необхідно забезпечити відповідне наповнення. Воно має підтримувати ці шари. Наприклад, якщо раніше було встановлено відсоток заповнення на значенні 20%, його можна збільшити до 40% і подивитися на отриманий результат.
Моделі та фігурки

Для моделей та фігурок рекомендується встановлювати відсоток заповнення у діапазоні 0-15%. Для таких відбитків не потрібний занадто великий рівень міцності. Тут можна використовувати зигзагоподібні візерунки, лінії, тому що вони дозволяють отримати високу швидкість друку. Два таких шаблони дозволяють досягти двомірної сітки, де тільки одна вісь створюється на кожному шарі. Вони відрізняються тим, що зигзаг є однією постійною лінією (за відсутності на відбитку перешкод), а «лінії» створюють в одному шарі кілька ліній.
Стандартні відбитки
Тут рекомендується встановити заповнення на рівні 15-50%. Таке заповнення середнього рівня потрібно застосовувати для моделей, де буде помірна напруга. Для цієї ситуації найкращим варіантом буде 3 шестикутники, трикутник або сітка. Оператор повинен пам'ятати, що при порівнянні з лініями такі шаблони здатні збільшити час друку на 25%. Основні види наповнення:
- Шестигранники. Такий візерунок є шестигранниками, в яких розташовуються трикутники. Важливим плюсом цієї моделі стала ефективна форма, яка дозволяє досягти гарного рівня міцності для відбитка. Ще у шестикутного заповнення для створення граней використовуються короткі лінії. Тому виходить невелика кількість вигинів.
- Трикутники. Такий вид сітки користувачі вибирають через міцність. Його плюси можна оцінити у ситуації, коли навантаження додається до об'єкта в перпендикулярному положенні.
- Лінії чи сітка. Основний плюс – підвищена швидкість друку. Тут мало складних візерунків. Якщо порівняти з іншими шаблонами, то досягається найбільша швидкість друку.
Механізми, деталі та функціональні моделі

Для таких моделей необхідно встановити 50% заповнення. Тут потрібен підвищений рівень міцності в усіх напрямках. Найкращі шаблони:
- Гіроїд. Тут доступний унікальний 3D візерунок, який має вигляд хвиль. Шаблон відрізняється рівним рівнем міцності в усіх напрямках. Гіроїд буде найкращим варіантом для виробів, які зазнають різних навантажень. При вказівці нижчого відсотка заповнення не буде досягнуто потрібного рівня міцності. Відмінною рисою гіроїда стали великі файли G-коду та тривалий час обробки їх слайсером. Цей шаблон підходить для роботи з гнучкими філаментами.
- Чверть куба. Такий візерунок нагадує октет, але половина його пірамідальних форм має зміщення щодо форм, що залишилися. Це забезпечує необхідний рівень міцності, але на стінах друку можуть виникнути недоліки.
- Октет. У шаблоні використовується тетраедричне заповнення, яке має вигляд декількох пірамід. З його допомогою забезпечується високий рівень міцності, але на стендах можуть утворюватися дефекти.
- Кубічний. Ці візерунки дозволяють вирішити питання зі здуттям верху деталі. Якщо порівняти з іншими шаблонами, то досягається максимальний рівень міцності.
Моделі із гнучкого пластику
Рівень заповнення тут виставляється в діапазоні 0-100%, що залежить від рівня «м'якості» моделі. Для таких видів відбитків найкращим варіантом будуть такі варіанти шаблонів:
- Cross 3D. Тут вдається створити тривимірний шаблон, схожий на хрест. Під час збільшення виробу лінії під нахилом переміщатимуться. У результаті виходить об'єкт із добрим рівнем жорсткості. Для Cross 3D створюються дуже великі файли G-коду, а слайсер довго обробляє шаблон.
- Хрест. Створюється двомірний візерунок, де з хреста виходять сітки химерної форми. Між решітками та хрестами може утворитися скручування та вигин. Друк здійснюється без відкатів.
- Концентричний. Ще один двовимірний шаблон, який усередині моделі створює кола. Його можна порівняти з кинутим у воду каменем, після якого утворюються кругові хвилі на поверхні. Тут можна вказати наповнення на 100%. Нижче значення не варто вказувати для відбитків, де очікуються великі навантаження, щоб не утворилися зазори в кутах нижніх шарів.
Як вибрати щільність заповнення
Цей показник впливає на низку факторів, наприклад, швидкість, міцність, поява дефектів. Якщо ви хочете досягти високої міцності деталі, необхідно встановлювати більш високе заповнення. Це стосується й питання зазорів у кутах нижніх шарів. Якщо порівняти деталь із заповненням 50% та 25%, то в першому випадку досягається суттєве збільшення міцності. При цьому зсув від 50 до 75% рівень міцність підвищує приблизно на 10%.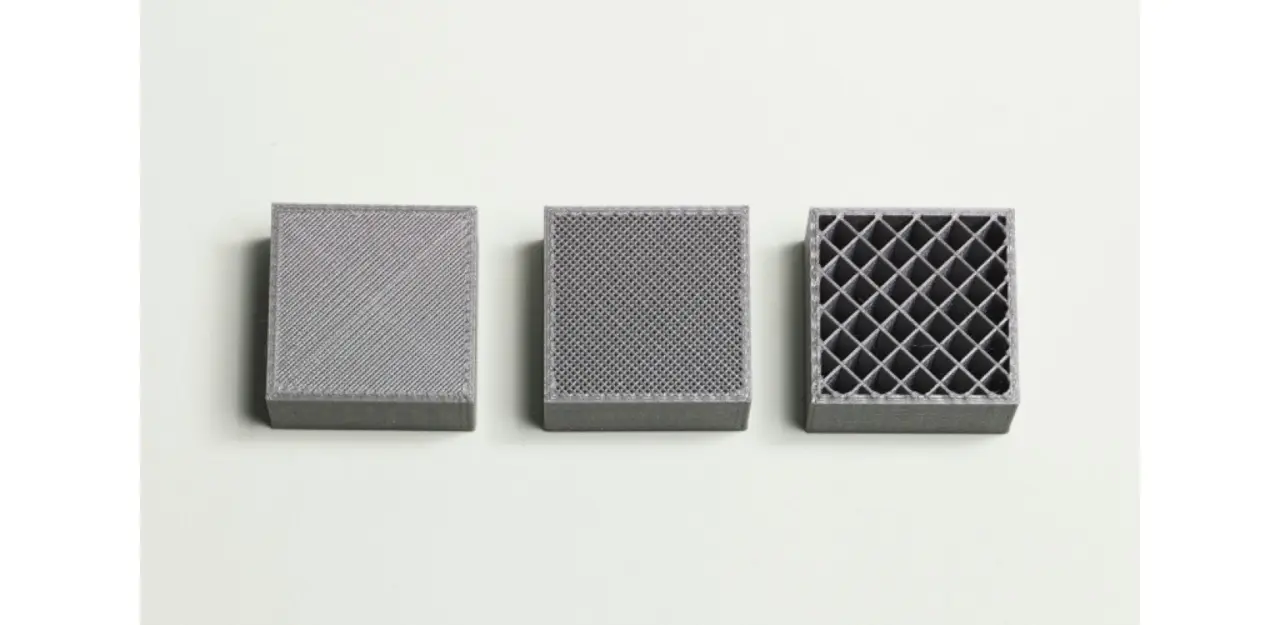
Якщо на створювану фігурку не буде виявлятися навантаження, то можна встановити значення в діапазоні 0-10%. Якщо ви створюєте шестерню, варто задати 100% заповнення. Найчастіше можна виділити відмінний баланс між міцністю відбитка, швидкістю, заповненням. Цей баланс розташовується в діапазоні 10-30%, але тут ще потрібно враховувати філамент, що використовується. Нижче показаний приклад щільності на 20% і 10% відповідно.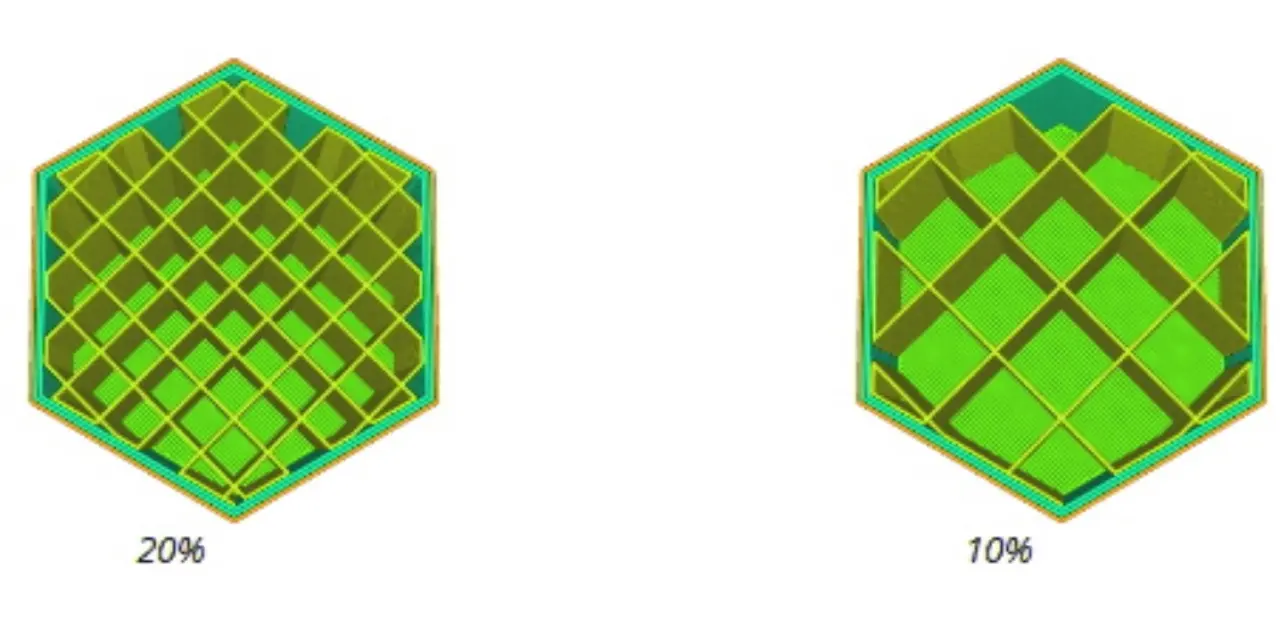
У багатьох шаблонів використовується аналогічна вага при рівній щільності. Візерунок «Трикутник» демонструє підвищення загальної ваги на 40%. Через низьку щільність виникає низка проблем, наприклад, поява повітряних кишень. Найчастіше це пов'язано з візерунками.
Де можна купити найкращий 3D-принтер?
Зараз недостатньо вибрати відповідний 3D-принтер. Користувачі мають купити його у надійного продавця, який гарантує високу якість товару. Артлайн спеціалізується на продажі принтерів та іншого обладнання для 3D-друку. У каталозі пропонується багато популярних моделей таких пристроїв. Користувачі можуть підібрати для себе принтер будь-якого рівня складності. Техпідтримка Артлайн завжди вирішує питання клієнтів.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





