
Сторони будь-якого відбитка складаються з великої кількості окремих шарів. Якщо все функціонує правильно, то створювані шари будуть мати вигляд однієї гладкої поверхні. Якщо почнуть з'являтися проблеми навіть з одним шаром, то це буде наочно видно ззовні моделі.
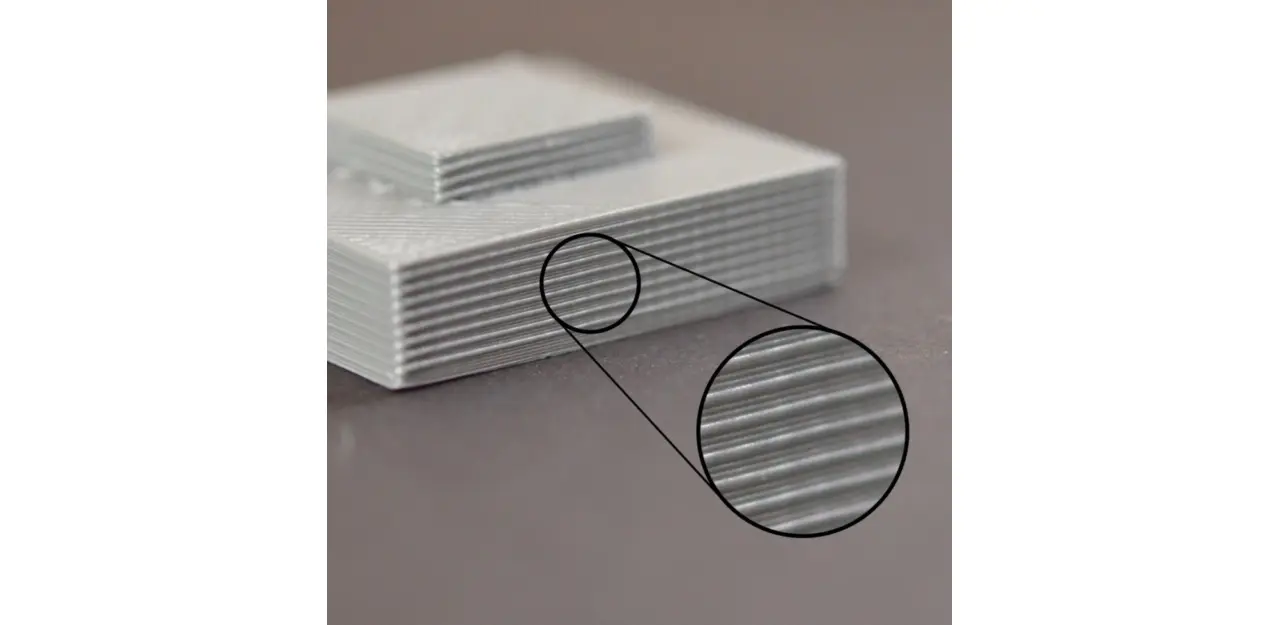
Такі неправильні шари можуть мати різну форму, наприклад виступи або лінії на різних сторонах відбитка. Найчастіше дефекти здаються циклічними. У лінії утворюватимуться повторювані помилки у візерунках, наприклад, 1 раз на 15 шарів. Нижче ми розглянемо способи усунення несправності.
Зміст:
- Зміна температури
- Нерівномірна екструзія
- Механічні проблеми
- Де можна придбати якісний філамент для друку?
Зміна температури
У багатьох 3D-принтерах застосовується регулятор PID, який відповідальний за регулювання температури екструдера. При неправильному налаштуванні регулятора PID з часом почне коливатися температура екструдера. Якщо подивитися на особливості використання регуляторів PID, то можна побачити, що подібні коливання мають циклічний характер. Зміна температури здійснюється за синусоїдальним законом.
Коли відбувається підвищення температури, філамент починає текти інакше, ніж під час її зниження. Це стає причиною проблеми, коли шари видавлюватимуться по-різному, що створює з боків відбитка видимі відступи. Якщо апарат правильно налаштований, то в екструдері повинна підтримуватися температура в діапазоні +/-2 градусів. Під час друку можна використовувати панель керування Simplify3D, де здійснюється контроль за температурними значеннями екструдера. Якщо спостерігаються коливання більше 2 градусів, необхідно виконати калібрування PID регулятора. Знайти точні інструкції щодо виконання такого калібрування ви можете у виробника пристрою.
Нерівномірна екструзія
Така несправність є найпоширенішою причиною проблеми. Вона безпосередньо пов'язана з неякісним філаментом. Якщо у пластику відсутні жорсткі допуски, то на бокових стінках відбитка ви побачите дефекти. Припустимо, діаметр філаменту було змінено на 5% за довжиною котушки. З ноззла ширина видавлюваного матеріалу може змінитися на 0.05 мм. Така додаткова екструзія надрукує шар, який буде ширшим за всіх інших. У результаті на боці друку з'явиться лінія. Для досягнення ідеально гладкої поверхні потрібно, щоб із апарата виходила рівномірна екструзія. Для цього потрібно використати високоякісний філамент.
Правильний вибір та зберігання філаменту
Перед покупкою пластику рекомендується ознайомитися з наступними порадами:
- Вибирайте матеріал, у якого спостерігається ідеальний круглий переріз.
- Купуйте пластик у виробника, який пропонує точний допуск по діаметру. Найкращим стандартом є 0.05 мм і менше.
- Вибирайте філамент, який постачається у правильній упаковці. Ви повинні підготуватися до роботи із складним пластиком.
- Складнощі при використанні філаменту можуть з'явитися у ситуації, коли в котушці невеликий внутрішній діаметр.
- Купуйте пластик тільки у професіоналів, які гарантують якість матеріалу.
Ще не слід забувати про особливості зберігання філаменту. Будь-який пластик відрізняється чутливістю до світла, тепла, вологи. Все це впливає на продуктивність. Тому котушку слід тримати у сухому та прохолодному місці, де відсутні сонячні промені. Особливу увагу слід приділяти герметичному зберіганню філаменту, щоб він не поглинав вологу. Для цього варто використовувати герметичні коробки чи пакети.

Нерівномірна екструзія
Якщо лінії на бічній стороні відбитка з'являються через нерівномірну екструзію, то причиною цього може бути ноззл, що забився. Користувачі повинні пам'ятати, що ноззл потрібно періодично чистити. Його вихідний отвір забивається через залишки пластику. Тому відбувається нерівномірне видавлювання філаменту. Ця причина є найпоширенішою при нерівномірній екструзії.
Для очищення ноззла потрібно вийняти тефлонову трубку екструдера. Потім слід вручну проштовхнути філамент в екструдер. Якщо ви не відчуваєте опору, значить ноззл чистий. За наявності суттєвого опору можна говорити про засмічення, яке слід очистити. Ефективне очищення ноззла можна забезпечити при використанні голки. Також для продовження друку можна придбати новий ноззл.
Ще одним ефективним методом очищення є холодне втягування. Тут можна виконати очищення ноззла від пластику. У процедурі немає жодних складнощів, достатньо нагріти ноззл до 260°C, після чого вручну в екструдер вставити пластик і проштовхнути його, поки він не почне витікати і не виштовхне попередній матеріал. Після цього слід відключити нагрівання, а ноззл повинен охолонути. Потім нагрійте знову до 90-100°C. Коли буде досягнуто такої температури, потрібно за допомогою плоскогубців витягнути пластик з екструдера. Ви побачите залишки минулого філаменту або бруд, що знаходився в ноззлі наприкінці витягнутого пластику. Для досягнення хорошого результату цю процедуру можна виконати кілька разів. Тут рекомендується докладати помірних зусиль, щоб не пошкодити інші елементи екструдера.
Механічні проблеми
Якщо ви переконалися, що перепади температури та непостійна екструзія не винні у появі лінії на бічній стороні відбитка, варто розглянути механічні проблеми. Наприклад, якщо друкована платформа вібрує або коливається під час роботи, це може стати причиною зміни розташування ноззла. Через це певні шари можуть бути товщі за інші. У результаті товстіші шари з боків виробу виготовляють виступи.
Ще поширена проблема, пов'язана з різьбовим стрижнем Z осі. Цей елемент може бути неправильно позиціонований. Причиною цього можуть бути неправильні налаштування мікрокроку контролера двигуна або проблеми з люфтом. Навіть коли відбувається невелика зміна розташування платформи, на якості кожного шару це робить великий вплив.
Виправляємо вібрації
Вібрації здатні вплинути на зовнішній вигляд відбитка. Це може бути не тільки наявність лінії на боці, але і нерівномірна товщина або змазаність. Все це пов'язано з нерівномірним рухом ноззла, що стає причиною появи «ефекту хвилі». Тут існує різниця між вібрацією ноззла та нерівномірним розподілом філаменту. Вібрації проявляються однаково по всьому відбитку, тому що мають один напрямок зсуву. Методи вирішення проблеми:
1. Підтягування болтів. При ослабленні натягу болтів найчастіше спостерігаються поперечні вібрації ноззла, коли він здійснює рух. Це призводить до появи ефекту хвилі на відбитку. Тут оператору потрібно підтягнути болти, але їх не варто перетягувати, оскільки це знижує їхню довговічність. Для Ender 3 V2 та деяких інших апаратів є вбудовані натягувачі болтів, тому цей крок можна виконати через налаштування програмним способом.

2. Зниження швидкості друку. Чим швидкість роботи апарата буде вищою, тим швидше переміщається ноззл. Все це призводить до появи великої кількості вібрацій. Ще можна відзначити швидку зміну напряму руху ноззла, що негативно впливає на ситуацію. Для вирішення неполадки потрібно зменшити швидкість друку, це виконується у налаштуваннях слайсера. Ще не потрібно знижувати швидкість друку на значення більше 25%. Рекомендується використовувати поступове зменшення на 5 мм/с. Якщо ви не змогли вирішити питання, то тут інша причина несправності.
3. Пошук жорсткої бази. Для вирішення проблем з вібраціями рекомендується друкувати на жорсткій і добре закріпленій основі. Це ефективно знижує вібрацію. Ще можна купити для апарата гумові ніжки.
Існують інші методи вирішення проблеми з вібрацією. Наприклад, для утримання платформи варто використовувати дуже жорсткі пружини. Ще можна спробувати змінити дизайн відбитків. Іноді через складний вид знижується якість друку. У крайньому випадку можна зменшити прискорення ноззла при зміні напрямків.
Де можна придбати якісний філамент для друку?
Якщо ви хочете друкувати 3D-моделі без дефектів, купуйте тільки якісний філамент. Артлайн пропонує найкращий пластик для принтерів від відомих виробників. Ви можете створювати відбитки будь-якого рівня складності без дефектів. Техпідтримка Артлайн допомагає клієнтам підібрати відповідний філамент для вирішення поставлених завдань.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





