Від декоративних ламп до моделей людського серця та мікрофлюїдних пристроїв, прозорість – дуже корисна функція у 3D-друку. Світлопроникність є цінною рисою у надрукованих на 3D-принтері світильниках, архітектурних моделях та окулярах. Існує безліч методів друку, які пропонують прозорі деталі. Нижче ми розповімо, як досягти різних рівнів світлопроникності за допомогою FDM, смоли та інших технологій 3D-друку.
Зміст:
- Різноманітні методи надання матеріалу прозорих властивостей
- Технологія 3D-друку смолою
- Типи екструзії матеріалів для прозорих деталей
- Матеріали для друку
- Види 3D-друку смолою для прозорих деталей
- Постобробка деталей
- Застосування прозорого 3D-друку в дизайні та виробництві
- Підсумок
- Де можна купити смоли та нитки для 3D-друку?
Різноманітні методи надання матеріалу прозорих властивостей
Для 3D-друку є безліч типів світлопроникних матеріалів, і майже всі вони складаються з пластику. Спочатку ми розглянемо основні методи прозорого моделювання (SLA та FDM), а потім перейдемо до найкращих практик досягнення якісних результатів. Хоча в цій статті є безліч порад, світлопроникні деталі можуть бути недоступними для багатьох 3D-принтерів. Давайте заглибимося та розглянемо методи друку чітких та прозорих тривимірних компонентів.

Технологія 3D-друку смолою

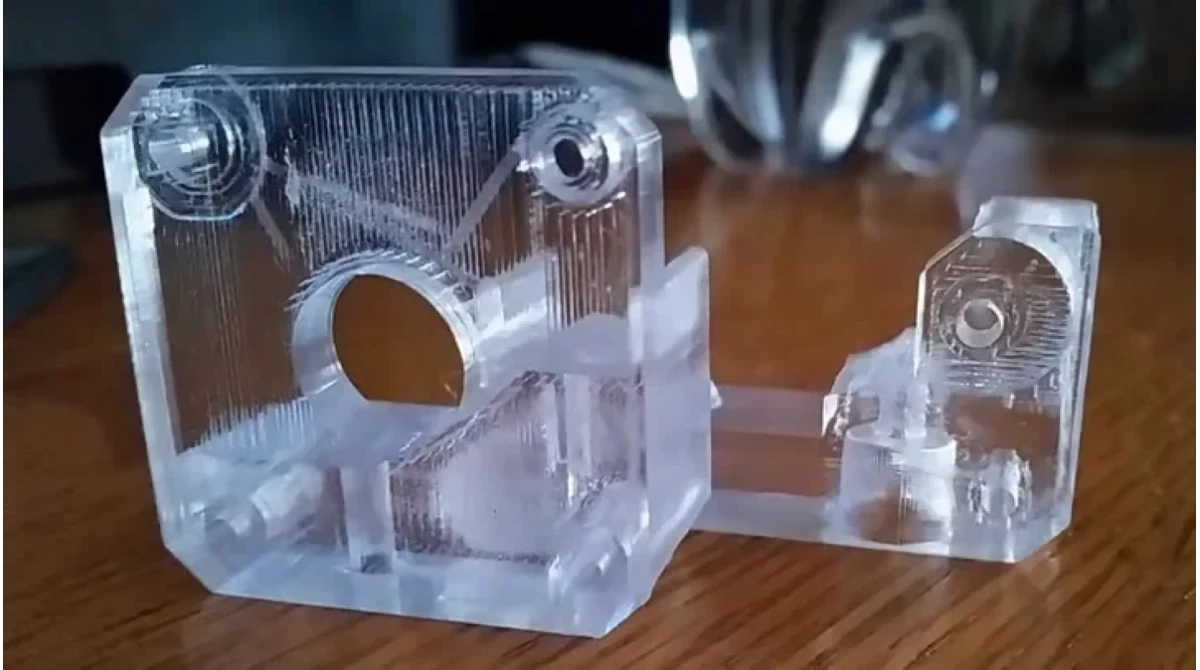
Друк на основі смоли є гарним вибором для прозорих деталей, оскільки лінії шарів набагато менш помітні, ніж під час роботи з нитками. Існує кілька технологій, які можуть використовувати даний епоксид як основний матеріал і забезпечувати відмінні результати без значної подальшої обробки. Прозорі смоли при затвердінні в УФ світлі створюють світлопроникні деталі, але є кілька порад, як отримати максимально чіткі прототипи, наприклад друк зі 100% щільністю заповнення. Цей трюк безперечно збільшить час роботи на кілька годин, але дозволить отримати кристально чисті елементи, навіть функціональні об'єктиви фотоапаратів.
Типи екструзії матеріалів для прозорих деталей
Моделювання методом наплавлення (FDM) дозволяє створювати світлопроникні деталі, використовуючи прозору нитку як вихідний матеріал. Цей процес залишає видимі виступи на краях готових елементів, але за допомогою постобробки та деяких порад, які ми докладно розглянемо нижче, їх можна повністю видалити. Прозорості можна досягти за допомогою PLA, PETG, поліпропілену та деяких інших полімерів, від економічних та декоративних до промислових та біосумісних. Якщо хочете надрукувати великий предмет, наприклад лампу, економнішим буде прозорий матеріал у формі гранул. 3D-друк за допомогою екструзії скла є багатообіцяючим, але в основному призначений для наукових лабораторій та художніх студій, враховуючи промислове обладнання та температури.
Матеріали для друку
Прозорі смоли

Кількість смол для принтерів SLA та Polyjet постійно зростає. Їх можна знайти в різних цінових категоріях: від зручних для споживача варіантів, таких як Siraya Tech Simple Resin Clear до продуктів стоматологічного або медичного призначення, таких як Nexa3D NXE xMed 412 Clear Resin. Завдяки широкому розмаїттю властивостей та передбачуваних застосувань засобів, представлених на даний час на ринку, 3D-будівельники, які використовують друк на основі смол, напевно знайдуть відповідний матеріал для своїх проектів.
Прозора нитка

Нитки для 3D-друку доступні з PLA, PETG, PMMA, ABS та полікарбонату. PLA і ABS найчастіше використовуються, але перший залишається одним із найпростіших в експлуатації та має найкращі результати з погляду світлопроникності. ABS робиться напівпрозорим за рахунок добавки, а з PETG зазвичай виходять міцні, але злегка гнучкі деталі з обробкою, яка часто не вимагає подальшої обробки. Полікарбонат може досягти світлопроникності завдяки високотемпературному друку у поєднанні з обробкою ацетоном. Тим часом, PMMA має високий ступінь прозорості та твердість скла.
Види 3D-друку смолою для прозорих деталей
Полімеризація у чані – це загальний термін для методів 3D-друку. Він включає: просту стереолітографію (SLA) і маску (MSLA), трохи швидшу цифрову обробку світла (DLP), також відому як 3D-друк на РК-дисплеї. Цей процес забезпечує чіткі деталі завдяки використанню прозорого скла. Смола робиться твердою завдяки ультрафіолету.
Технології 3D-друку на основі мікросмоли, що дозволяють створювати крихітні, деталізовані об'єкти для досліджень у медичних цілях, також можуть забезпечити прозорість. Мікростереолітографія (SLA) робить деталі в масштабі маленького рівня або з роздільною здатністю від 2 до 50 мікрон. Для цього були потрібні спеціальні смоли, складні лазери та додаткові лінзи, які генерують неймовірно малі точки світла. Двофотонна полімеризація (TPP) – це технологія, аналогічна SLA, але вона ще менша. TPP в даний час використовується в дослідженнях, медицині та виробництві крихітних деталей, таких як мікроелектроди та оптичні датчики.
Є ще одна технологія на основі смол від компанії Lithoz, яка виготовляє керамічні 3D-принтери. Їхній метод зазвичай використовує керамічну суспензію, але в 2023 році компанія оголосила про партнерство з німецьким стартапом Glassomer, який виробляє епоксид, що містить аморфний кремній, для 3D-друку скла. Постобробка включає спікання елемента в печі при температурі 1300°C, щоб розплавити полімерне сполучне в тверду прозору деталь. Незважаючи на плавлення матеріалу, в компанії стверджують, що прототипи зберігають форму після ізотропної (однакової у всіх напрямках) усадки.
Material Jetting – це ще один метод, заснований на використанні смоли, при якому вона, з використанням УФ-випромінювання, наноситься краплями на поверхню і миттєво стає твердою. Polyjet – це спосіб струменевого друку матеріалу, розроблений виробником 3D-принтерів Stratasys. Щоб отримати чіткі елементи за допомогою Polyjet, починайте із прозорої смоли (наприклад, VeroClear від Stratasys). Для досягнення найкращих результатів деталі зазвичай необхідно обробляти лаком, поліруванням або фотовідбілюванням. Запатентована технологія виробника 3D-принтерів Mimaki також є різновидом струменевого друку матеріалу. Він використовує цю технологію для нанесення рідкої смоли, що твердне в УФ-випромінюванні, білого, прозорого та CMYK, а також підтримуючого розчинного елемента. Кожен шар закріплюється ультрафіолетом.
Постобробка деталей

У більшості випадків 3D-друку для досягнення бажаних результатів необхідна постобробка. Фактично, тут досягається більша частина прозорості. Хоча SLA дозволяє робити справді приголомшливі світлопроникні деталі, основна проблема цього методу – пожовтіння з часом. Оздоблення також може стати тьмяним. Але кілька кроків можуть пом'якшити ці наслідки.
Спочатку деталі потрібно очистити. Зазвичай це робиться за допомогою ізопропілового спирту. Потім їх опромінюють ультрафіолетом. Уникайте надмірного застигання, щоб запобігти пожовтінню. Нарешті, деталі необхідно відшліфувати, відполірувати та покрити прозорим шаром або лаком. Для досягнення найкращих результатів абразивну обробку слід починати із зернистості 400, поступово переходячи до 12 000, після чого деталі стануть глянсовими. Після шліфування нанесіть прозоре покриття. Це забезпечить гарне оздоблення, а також захистить від впливу ультрафіолету, що може призвести до пожовтіння. В якості альтернативи деталі можна занурити в смолу, щоб отримати по-справжньому гладку поверхню (хоча для лінз це не ідеально).
Інший метод постобробки відомий як фотовідбілювання. Для нього потрібна додаткова машина, наприклад, ProBleacher виробництва Stratasys. Коли справа доходить до відбитків FDM, часто рекомендується шліфування та прозоре покриття. Деякі деталі надруковані на основі ниток можна обробляти розчинниками. Наприклад, філамент PolySmooth розроблений спеціально для моделей, які мають бути прозорими. PolySmooth можна обробити етанолом, який розпилюють на відбиток та залишають сохнути на кілька днів. Декілька повторних застосувань зроблять деталь прозорою. Однак елемент може втратити стабільність розмірів під впливом розчинника. Майте на увазі, його використання на деталях з ABS-пластику призводить до неприємного каламутного результату.
Поради щодо друку

При 3D-друці за SLA найкращі методи досягнення справжньої прозорості застосовуються в основному при постобробці. Єдиним винятком є додавання невеликої кількості синього барвника в прозору смолу, щоб протидіяти процесу УФ пожовтіння, хоча це може призвести до каламутних елементів. При використанні екструзії матеріалу або FDM існують певні кроки, які можуть поліпшити якість друку. Наприклад, слід використовувати вищу температуру хот-енду, великий рівень шару та низьке заповнення. Ці кроки гарантують, що прозорий матеріал правильно розплавиться стане досить порожнистим для оптимальної прозорості.
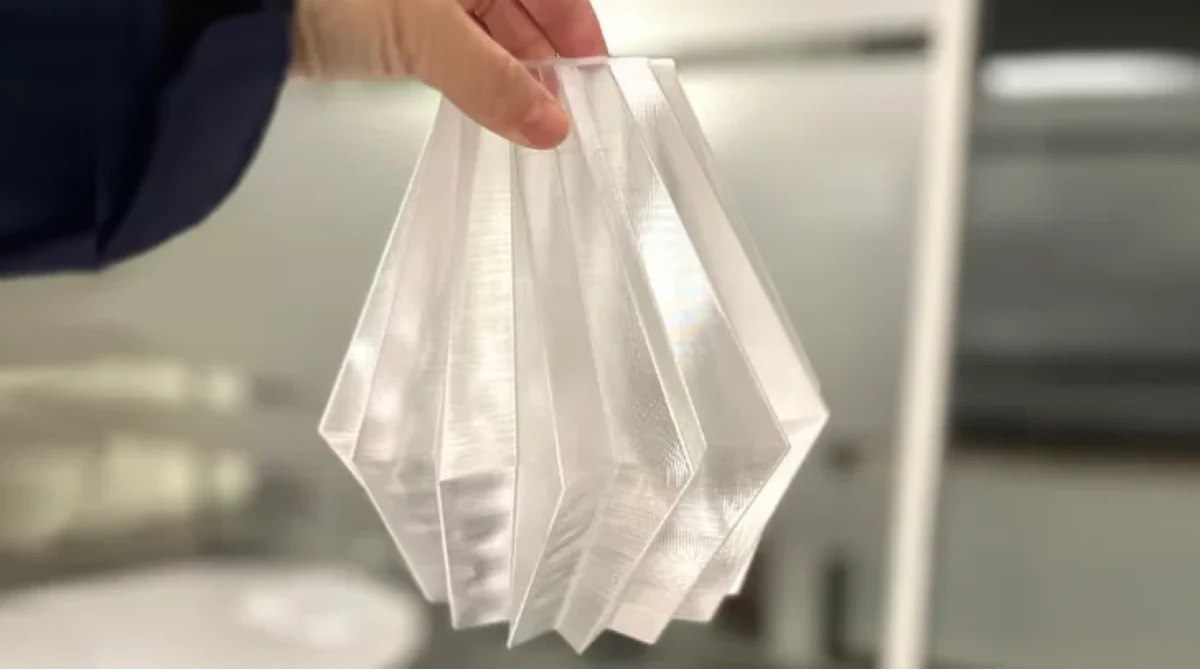
Розглянемо, які параметри потрібні для створення вази чи вікна на 3D-принтері. При виготовленні декоративної ємності для квітів важливо врахувати, чи потрібна прозорість тільки вздовж осей X і Y, або повністю. Наприклад, для вази світлопроникність важлива у площині XY, а для вікна – у напрямку лінії Z. Щоб досягти прозорості вздовж осей X та Y, потрібно використовувати високий шар матеріалу щодо розміру сопла принтера. При цьому більші та сферичні пласти можуть заломлювати менше світла, що робить 3D-друк більш світлопроникним. Зменшення діаметра сопла до 70-90% може покращити прозорість елемента. Важливо врахувати, що використання різних параметрів друку, таких як розмір сопла та висота шару, може впливати на світлопроникність друкованої деталі. Тому підбирайте оптимальні параметри в залежності від бажаного результату. Для покращення прозорості за допомогою цього методу рекомендується використовувати такі налаштування:
- Друкуйте повільніше (25-30% від звичайної швидкості).
- Виберіть сопло для друку з більш товстими шарами. Це підвищить ефективність та прискорить процес.
- Вибирайте відстань від 70 до 90% від діаметра сопла для друку. Це створить структуру з меншим спотворенням світла.
- Вибирайте максимальну температуру сопла, охоплюючи верхню межу діапазону плавлення матеріалу. Це забезпечить оптимальний стан нагрівання пластику.
- Використовуйте швидкість потоку вище 100% (у разі 108%).
- Вимкніть вентилятор або охолодження принтера.
Застосування прозорого 3D-друку в дизайні та виробництві
Прозорий 3D-друк знаходить широке застосування у різних галузях дизайну та виробництва, надаючи унікальні можливості для створення інноваційних продуктів. Крім цього вона використовується для втілення сучасних архітектурних ідей. Так, прозорі моделі будівель та структур дозволяють проектувальникам досконало вивчати взаємодію світла з поверхнею, що суттєво впливає на остаточний естетичний результат.
Прозорі 3D-друковані деталі знаходять своє місце у виробництві. Вони використовуються у виготовленні світлопроникних прототипів для перевірки форми та функціональності виробів перед початком повноцінного випуску. Цей підхід сприяє ефективнішому процесу розробки, дозволяючи уникнути можливих дефектів та оптимізувати структуру продукту.
Реальні приклади застосування прозорого 3D-друку можна спостерігати у сфері медичних технологій. Наприклад, створення світлопроникних моделей органів із високою точністю допомагає хірургам планувати складні операції та візуалізувати анатомічні особливості пацієнта. Це знижує ризик та підвищує успішність медичних втручань. Застосування прозорого 3D-друку також розширюється у область виробництва інноваційних пакувальних матеріалів. Створення унікальних і привабливих форм для пакетування продукції стає можливим, що сприяє ефективнішому маркетингу та залученню уваги споживачів. Таким чином, прозорий 3D-друк не лише збагачує технологічний арсенал дизайнерів та виробників, а й реально впливає на способи втілення ідей у різних галузях, від архітектури до медицини, відкриваючи нові горизонти для творчості та інновацій.
Підсумок
На завершення цього повного посібника з прозорого 3D-друку, варто підкреслити, що ця інноваційна технологія відкриває перед дизайнерами та виробниками унікальні перспективи. Можливість створювати світлопроникні та складні об'єкти з високою точністю надає необмежені можливості для втілення творчих ідей у життя. З технологічної точки зору, прозорий 3D-друк робить значний внесок у різні сфери, починаючи від архітектури та закінчуючи медичними технологіями.
Однак, незважаючи на всі переваги, прозорий 3D-друк також стикається з викликами та вимагає ретельного підходу до вибору матеріалів, налаштувань та технічних аспектів. Експериментування та постійний розвиток у цій галузі є ключовими факторами успішного використання цього методу. Загалом, прозорий 3D-друк – це надихаючий засіб для вираження творчості, перетворення концепцій у реальність та стимулювання інновацій у різних галузях. З урахуванням постійного розвитку та розширення можливостей цієї технології, її майбутнє віщує безмежні перспективи та переосмислення стандартів виробництва та дизайну.
Де можна купити смоли та нитки для 3D-друку?
У магазині Артлайн є широкий асортимент ниток та смол для 3D-друку, представлених у різноманітних кольорах та складах. Також у нас є високоякісні 3D-принтери, створені для різноманітних потреб та бюджетів. Наші фахівці готові надати професійну консультацію щодо вибору товарів.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01