

Коли відбувається 3D-друк, екструдер регулярно зупиняється і починається процес екструдування. Так пристрій переміщається до різних частин складальної платформи. Практично всі екструдери чудово функціонують задля досягнення рівномірної роботи. При цьому під час включення та вимкнення можливі деякі варіації. Припустимо, ви дивитеся на зовнішню оболонку відбитка, де екструдер почав створювати цю частину виробу. У цей момент екструдер друкує зовнішню оболонку деталі у певному місці. Після роздруковування всієї оболонки він повертається у вихідне положення.
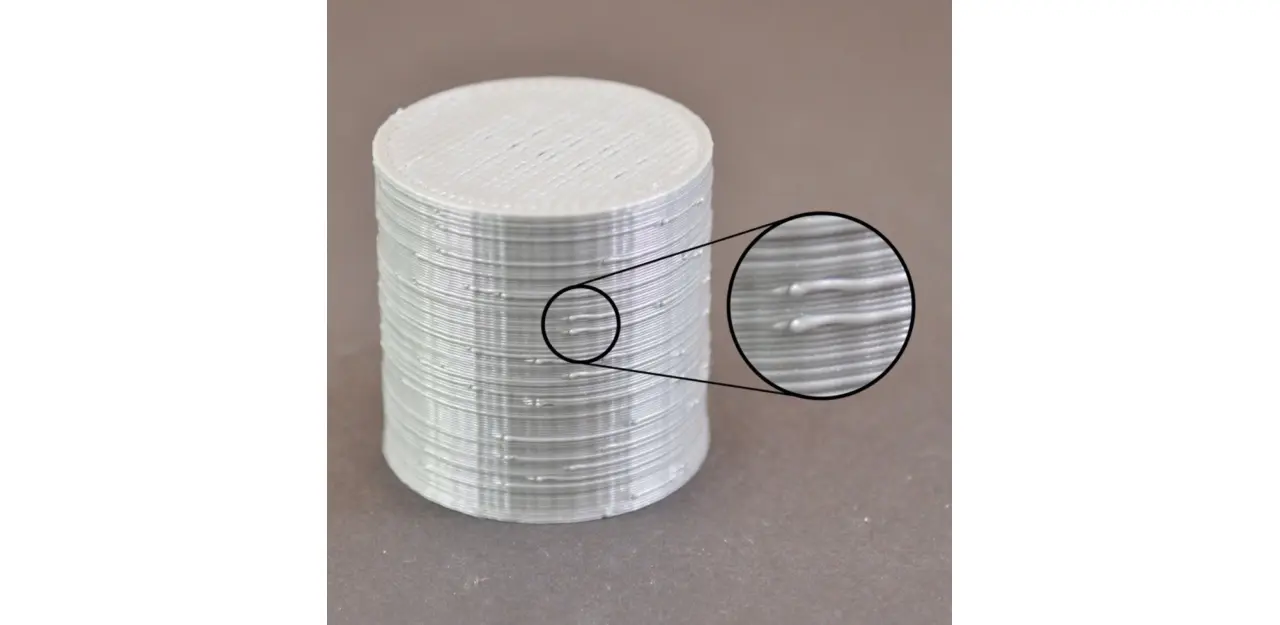
Такі позначки називаються пухирями чи прищами. Ви бачите, що досить складно поєднати разом два шматки філаменту, щоб не створити сліди. Simplify3D має спеціальну опцію, яка здатна мінімізувати такі поверхневі дефекти.
Зміст:
Поширені рішення
Налаштування втягування та вибігу
Якщо ви бачите дефекти на поверхні роздрукованого виробу, потрібно виконати діагностику. Для пошуку причин їх появи потрібно проаналізувати периметр створеного відбитка. Існує кілька варіантів виникнення дефекту, наприклад коли екструдер починає створювати периметр. Ще він може з'явитись після завершення друку периметра, коли відбувається зупинка екструдера. Якщо дефект проявляється на початку робочого циклу, потрібно буде виконати коригування налаштування відведення.
Для цього вибираємо меню "Змінити налаштування процесу", після чого відкриваємо розділ "Екструдери". Нижче відстані відведення розташовується опція "Додаткова відстань повторного запуску". За допомогою цієї функції можна обчислити різницю між відстанню відведення під час зупинки екструдера з відстанню ґрунтовки, що застосовується під час перезавантаження екструдера. За наявності дефектів поверхні на початку периметра можна визначити неполадку екструдера, оскільки він ґрунтує надто велику кількість філаменту. Для вирішення проблеми слід зменшити відстань ґрунтовки, для цього вказується негативний показник при повторному запуску для додаткової відстані.
Розглянемо приклад, коли відстань відведення дорівнює 1.0 мм, а для перезапуску додаткова відстань вказана -0.2 мм (тут важливо поставити негативний знак перед числом). При таких налаштуваннях екструдер постійно зупинятиметься після відведення 1.0 мм філаменту. Коли знову почнеться екструдування, відбуватиметься виштовхування 0.8 мм філаменту назад у ноззл. Цей параметр слід відрегулювати так, щоб при 3D-друкі периметра дефект більше не спостерігався.
Якщо при зупинці екструдера до кінця периметра не виявляється дефект, для налаштування потрібно використовувати інший параметр – рух по інерції. Його можна знайти відразу після налаштувань відведення у підрозділі «Екструдер». Основна мета руху по інерції полягає у відключенні екструдера на невеликій відстані, поки він не дійде до завершення периметра. Це дозволить здійснити скидання тиску, що утворюється всередині ноззла. Активуйте цю функцію та підвищуйте параметри до рівня, доки не пропаде дефект, що утвориться на завершенні кожного периметра після зупинки екструдера. Найчастіше задля досягнення помітного впливу відстань інерційного руху слід встановити у діапазоні 0.2-0.5 мм.
Уникайте непотрібних відводів
Вище ми розглянули налаштування руху за інерцією та відведенням. Вони дозволяють вирішити питання з появою дефектів у ситуації, коли відводиться ноззл. У певних ситуаціях потрібно буде повністю вирішити питання з відведеннями. Це дозволить екструдеру взагалі не змінювати напрям, що гарантує нормальну рівномірну екструзію. Ця ситуація є важливою для апаратів, у яких використовується екструдер Боудена. Між ноззлом та двигуном екструдера з'являються великі відстані, тому створюються проблемні відводи. Для точного настроювання параметрів керування відведенням слід перейти в меню «Додатково» та відкрити вкладку «Поведінка керування Ooze».
У розділі знаходиться велика кількість корисних налаштувань, за допомогою яких можна змінювати поведінку апарату. Основна мета відводів полягає в тому, щоб вирішити питання з просочуванням ноззла під час переміщення між різними частинами відбитка. Якщо ноззл не перетинатиме відкритого простору, то почнеться просочування всередині моделі, а зовні воно спостерігатися не буде. Тому в багатьох машинах активовано опцію «Виконувати відведення лише при перетині відкритих просторів». Якщо ви хочете вирішити питання з непотрібними відводами, ці налаштування нададуть вам реальну допомогу.
Також варто розглянути функцію в меню "Поведінка руху". Якщо апарат здійснює втягування тільки при перетині відкритого простору, то такі простори потрібно уникати. Simplify3D має дуже корисну опцію, за допомогою якої відбувається зміна траєкторії руху екструдера. Це дозволяє ефективно вирішити питання з перетином периметра контуру. Тому втягування не знадобиться в ситуації, коли шляхом зміни траєкторії руху екструдеру вдається уникнути перетину контуру. Якщо вас зацікавила ця опція, перейдіть в меню «Уникати перетину контуру під час руху», де її можна активувати.
Нестаціонарні відводи
Simplify3D має досить корисну опцію, за допомогою якої можна створювати нестаціонарні відводи. Для екструдерів Боудена це дуже корисно, тому що всередині вузла при 3D-друку створюється величезний тиск. Найчастіше, коли на подібних апаратах зупиняється екструдування, все ще може статися утворення краплі, коли екструдер знаходиться на місці. Через це у Simplify3D з'явилася важлива функція, за допомогою якої можна підтримувати рух ноззла при створенні ретракції. Тому у користувача буде мало шансів, щоб спостерігати нерухому краплю, тому що під час цього процесу відбувається постійний рух екструдера.
Щоб активувати цю функцію, потрібно налаштувати деякі параметри. Спочатку оператору слід увійти в меню "Змінити параметри процесу", після чого відкрити розділ "Екструдер". Необхідно перевірити, щоб було активовано функцію «Протирання ноззла». Це дасть апарату повідомлення, що після завершення кожного розділу після зупинки друку потрібно протирати ноззл. Для опції «Відстань протирання» потрібно вказати 5 мм як відправну точку. Потім слід увійти до розділу «Додатково» та активувати функцію «Виконувати відведення під час руху протирання». Такі дії дозволять запобігти стаціонарному відведенню, оскільки машина отримає інструкцію про протирання ноззла при відведенні. Загалом функція є дуже потужною. Якщо у вас виникають проблеми з видаленням таких дефектів з відбитка, можете використовувати цей варіант.
Вказівка розташування початкових точок
Для вирішення проблем з появою невеликих дефектів на поверхні друку можна використовувати функціонал Simplify3D. У ньому є опція, за допомогою якої можна контролювати знаходження таких точок. Оператору слід вибрати меню "Змінити параметри процесу", після чого відкрити розділ "Шар". Практично у всіх ситуаціях розташування таких початкових точок встановлюється з метою оптимізувати швидкість роботи 3D-принтера.
Іноді у користувача з'являється можливість рандомізації розміщення початкових точок. Також можна зробити їхнє вирівнювання за певними позиціями. Припустимо, відбувається друк статуї. Тут можна всі початкові точки вирівняти таким чином, щоб вони розташовувалися за моделлю, а спереду вони не будуть видні. Для цього потрібно активувати функцію «Вибрати початкову точку, яка знаходиться найближче до певного місця». Після цього вказуються координати XY, де повинні знаходитися початкові точки.
Де можна придбати найкращий 3D-принтер для безперебійного друку?
Перед вибором 3D-принтера рекомендується проконсультуватися з фахівцями. Співробітники техпідтримки Артлайн допоможуть вам підібрати найкращий пристрій, який зможе забезпечити надійний безперебійний процес роботи. Ви можете повідомити спеціалістам свої цілі у 3D-друку, а вони підберуть відповідну модель апарату. У каталозі Артлайн представлені найкращі 3D-принтери від відомих виробників.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





