

3D-принтери комплектуються ноззлом фіксованого розміру, тому оператори можуть мати проблеми, пов'язані з друком тонких стінок. Вони можуть бути в кілька разів більшими, ніж діаметр ноззла. Наприклад, ви бажаєте створити стіну з такими особливостями: товщина 1.0 мм, а ширина екструзії 0.4 мм. У такій ситуації користувачеві потрібно виконати певні зміни. Це дозволить переконатися, що апарат зможе повністю роздрукувати суцільну сітку. При цьому не буде жодних дефектів, пов'язаних з наявністю проміжку посередині відбитка. Simplify3D має ряд спеціальних опцій, після налаштування яких можна здійснювати роздруківку тонких стінок. Нижче ми розглянемо це питання.

Зміст:
- Регулювання поведінки тонкої стінки
- Зміна ширини екструзії для кращої відповідності
- Де можна купити найкращий пластик для 3D-друку?
Регулювання поведінки тонкої стінки
Simplify3D має спеціальні налаштування тонкої стінки, які користувачеві необхідно перевірити. Для цього слід відкрити розділ "Змінити параметри процесу", а потім перейти в меню "Додатково". У цій утиліті є ряд важливих параметрів, які можна налаштувати для вибору варіанта внутрішньої тонкої стінки. Найчастіше як значення за замовчуванням вказано «заповнення зазорів», що дозволяє заповнювати між стінками тільки маленькі зазори. Такий шаблон дозволяє виконати заповнення назад і вперед, оскільки він підлаштовується для заповнення простору між даними тонкими зазорами.
У ПЗ є ще одна важлива опція, за допомогою якої можна за один прохід заповнити такі тонкі стінки. Для активації цієї функції потрібно змінити тип внутрішньої тонкої стіни, де необхідно ввести «Дозволити наповнення одинарною екструзією». Так застосовуватиметься динамічна одинарна екструзія, що дозволить підлаштовуватися за потрібним розміром. У результаті буде досягнуто ідеального рівня заповнення зазору між такими стінками. Далі ми розглянемо особливості налаштування одинарної екструзії.
Зовнішні тонкі елементи
Ми пропонуємо заводський файл, який використовується для створення турбінного колеса. Давайте завантажимо його та відкриємо в Simplify3D. У цій моделі знаходиться ряд вузьких лопат, товщина яких дорівнює 0.35 мм. Після відкриття меню «Змінити параметри процесу» ви зможете побачити, що задані параметри в цьому файлі повинні використовувати ноззл 0.4 мм. Тому лопаті такого колеса насправді менше ноззла, який їх створюватиме. Якщо натиснути на опцію «Підготувати до друку», можна побачити, що в попередньому перегляді лопатей не буде. Особливість Simplify3D полягає в тому, що за умовчанням утиліта не буде створювати елементи, ширина яких менша за екструзію. При цьому користувач може шляхом налаштування отримати контроль над ситуацією.
Якщо вибрати меню "Змінити параметри процесу", після чого відкрити "Додатково", то буде доступна вкладка про ситуацію з тонкою стінкою. Спочатку на значенні «Тип зовнішньої тонкої стінки» вибрано «Тільки периметри». Утиліта намагатиметься створити для моделі зовнішні стіни лише за допомогою периметрів. Подібне налаштування буде відмінним варіантом для стандартного розміру виробів, де потрібно досягти структурної цілісності відбитка. Для таких тонких елементів, як пропоновані у файлі турбінні лопатки, це значення необхідно змінити на таку «Дозволити окремі стінки видавлювання». При появі ситуації з тонкою мережею таке налаштування дасть утиліті команду почати друк цього елемента. Для цього буде створено окрему витяжку для відповідної форми. Для збереження параметрів тиснемо "ОК", після чого відкриваємо "Підготовка до друку", де в попередньому перегляді доступні здійснені зміни.
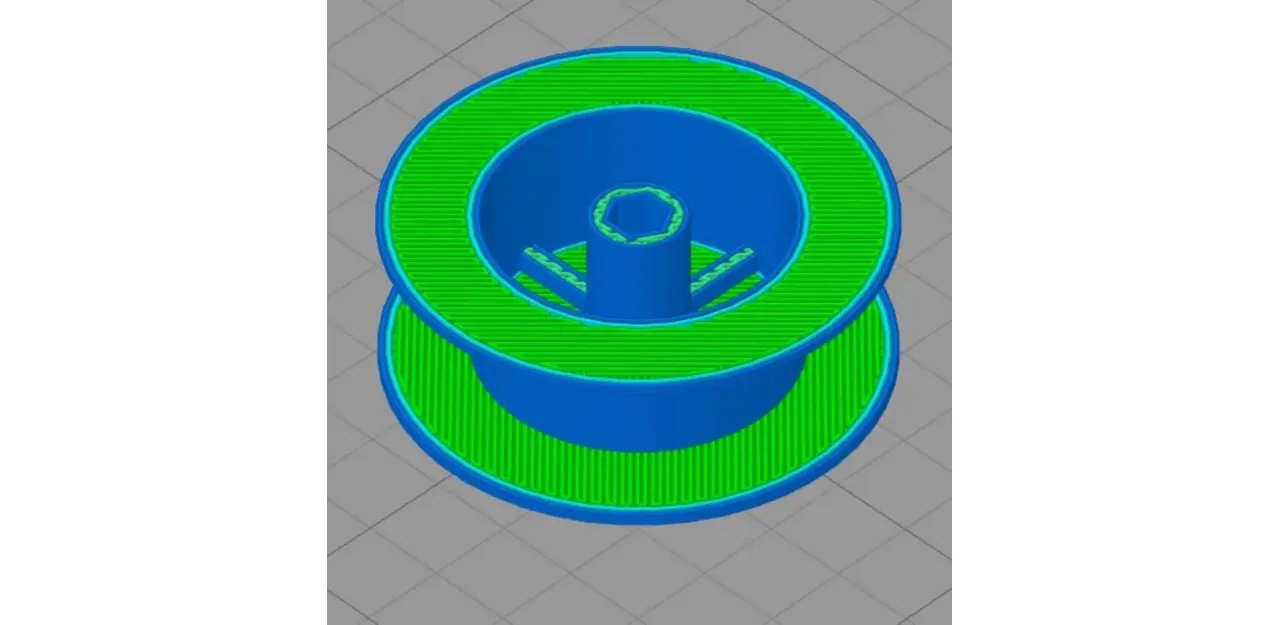
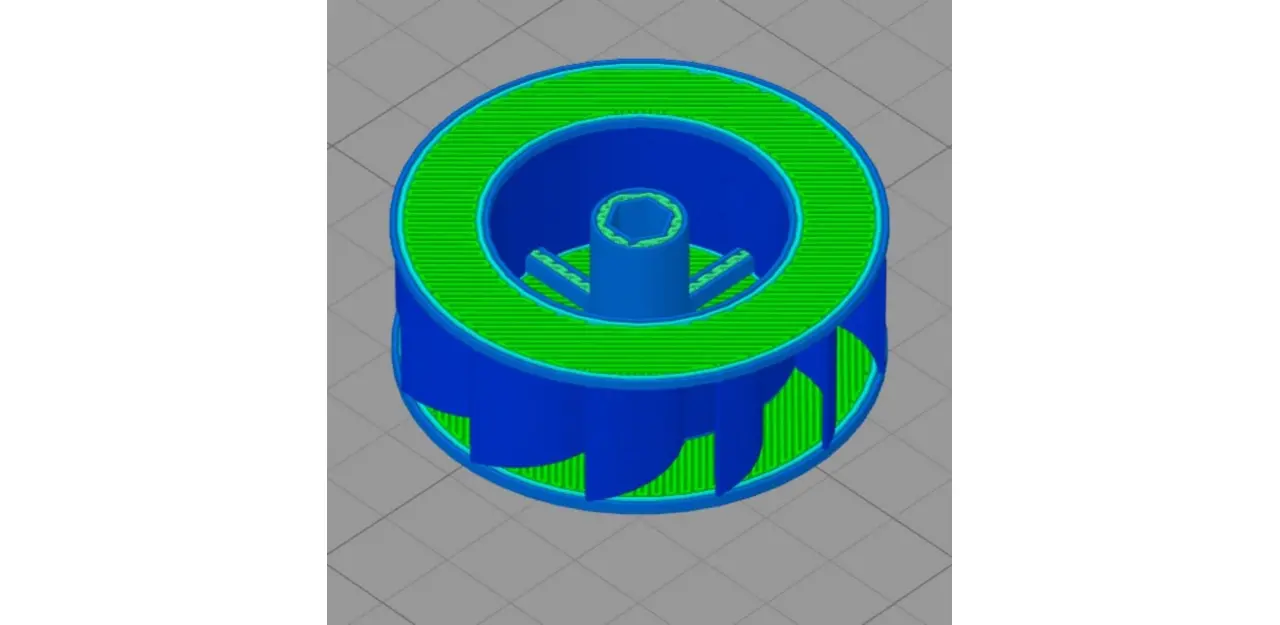
На картинках видно, що тепер у попередньому перегляді можна побачити лопатки турбінного колеса. При зміні забарвлення для попереднього перегляду в меню «Тип елемента» можна побачити, що вони будуть створені із застосуванням зовнішньої одинарної екструзії. Утиліта розрахує кількість філаменту, яка буде видавлена для цих областей. Це дозволить роздрукувати необхідну форму з максимальною точністю. Оператори можуть використовувати функцію зміни товщини екструзії Simplify3D, що дозволить створювати форми, які будуть мати різний поперечний переріз. Припустимо, у нашому файлі лопатки мали конусність у діапазоні 0.35-0.25 мм. Утиліта створила необхідні коригування, щоб отримати такий ефект. Якщо ви створюєте невеликі зовнішні елементи, то можете швидко побачити переваги одинарної екструзії.
Внутрішні тонкі елементи
Давайте продовжимо розгляд цієї моделі турбіни, тільки тепер торкнемося внутрішніх тонких елементів. Якщо верхню частину моделі збільшити, то можна побачити маточину, яка має 4 спиці. Ці спиці з'єднані з ободом, а їх ширина дорівнює приблизно 1.4 мм. Якщо виконується друк, де ширина екструзії становить 0.4 мм, ви отримаєте периметр 0.4 мм вздовж усіх сторін спиці. Між цими периметрами ширина зазору становитиме 0.6 мм. Користувачі можуть проаналізувати спиці Simplify3D після запуску попереднього перегляду. Там можна побачити, що утиліта застосовує опцію заповнення зазорів, що дозволяє між периметрами заповнити простір. Процес заповнення проміжків практично не відрізняється від звичайного заповнення моделі. Рух екструдера відбуватиметься вперед-назад, що дозволить видавлювати лінії філаменту для з'єднання двох периметрів. Це дуже важливо, оскільки між периметрами досягається велика кількість структурних сполук. Ще існує спосіб, що дозволяє за один рух виконати заповнення даних проміжків.
Користувачеві потрібно вибрати меню «Змінити параметри процесу», після чого перейти до підрозділу «Додатково». Там буде показано опцію «Тип внутрішньої тонкої стінки» із встановленим значенням «Дозволити заповнення зазорів». Існує альтернативний спосіб заповнення зазорів, який пов'язаний із застосуванням окремого видавлювання. Воно нагадує процес, що застосовувався для зовнішніх лопаток турбіни. Тут потрібно вибрати "Дозволити заповнення одинарного видавлювання", що дозволить активувати цю опцію. Після вибору меню «Підготовка до друку», можна побачити, що між спицями буде заповнений зазор шляхом одного видавлювання із заповнення 0.6 мм.
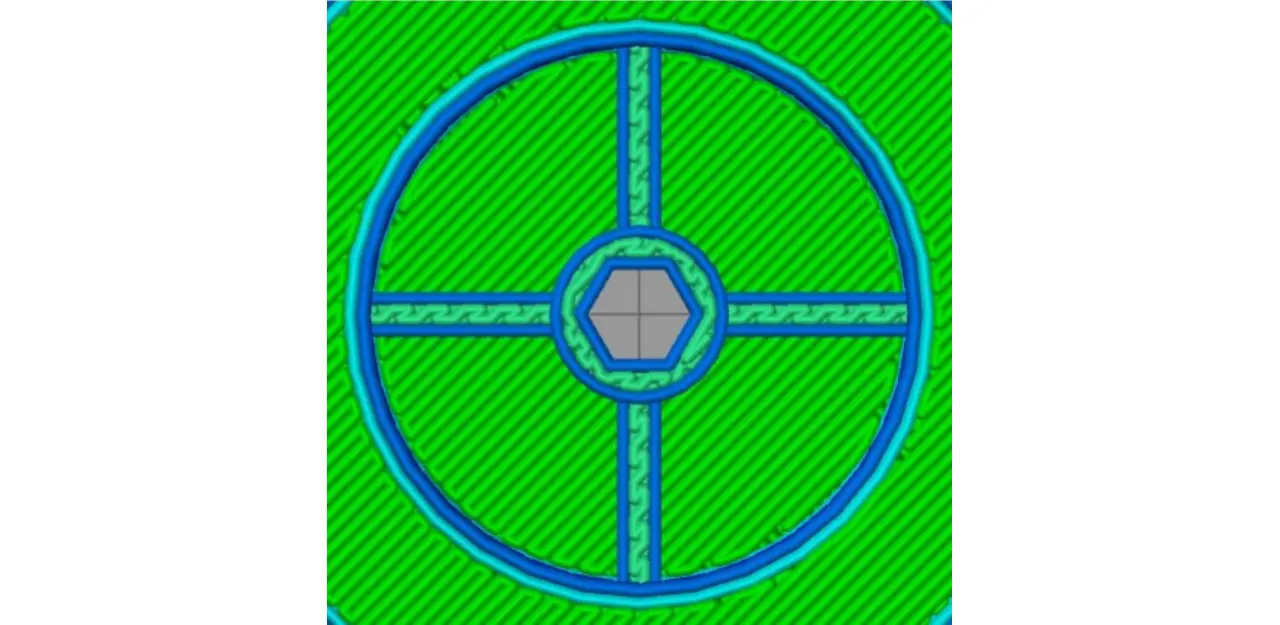
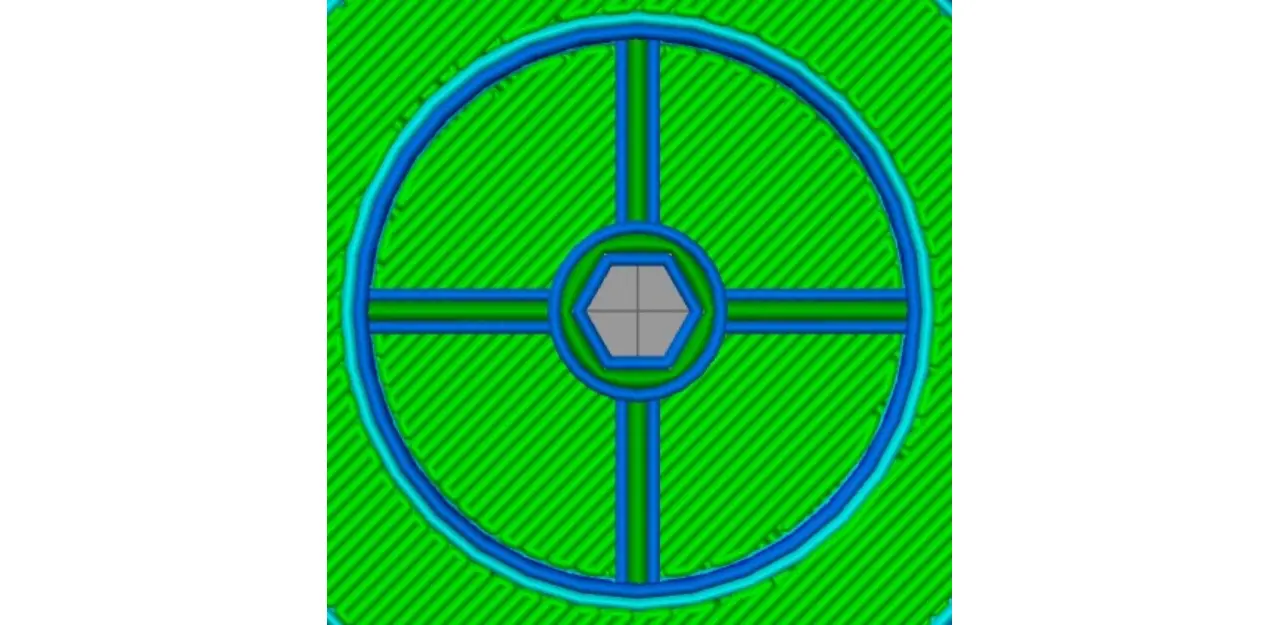
Якщо для опції «Тип елемента» вибрати попередній режим перегляду забарвлення, можна побачити одинарні внутрішні видавлювання, які мають темно-зелений колір. Утиліта виконає регулювання потрібної кількості видавлюваного філаменту, що дозволить здійснити ідеальне заповнення внутрішніх порожнин і зазорів у відбитку. Такі одинарні видавлювання забезпечують заповнення зазорів за 1 прохід, тому тут не потрібно застосовувати шаблон туди-сюди. Перевага способу полягає у скороченні часу роботи та забезпеченні гарної обробки поверхні. Якщо подивитися на центр моделі, де розташовується центральний вузол, то в цій галузі можна побачити темно-зелені одинарні видавлювання. Вони надруковані протягом одного безперервного циклу. У цей період відбувалося динамічне регулювання товщини видавлювання, що забезпечило заповнення проміжків між периметрами. Функція є корисною, оскільки забезпечує друк складних форм і дозволяє досягти високої якості.
Налаштування одинарної екструзії
Ми розглянули, як працювати з одинарною екструзією. Тепер перейдемо до додаткових налаштувань, які регулюють такий друк. Їх можна знайти у налаштуваннях процесу в меню "Додатково". Наступні настройки можна використовувати для зовнішньої та внутрішньої одинарної екструзії:
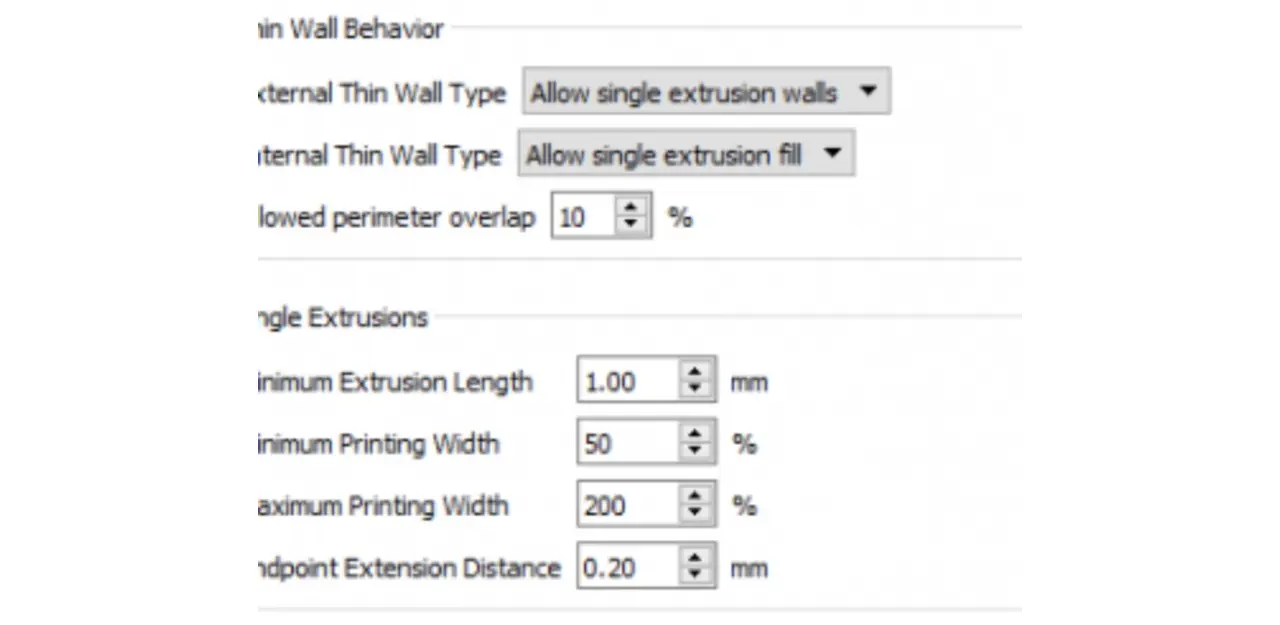
- Допустиме перекриття периметра. За допомогою цього значення обчислюється перевага між одинарними екструзіями та периметрами. Якщо стінки стають вузькими, щоб периметри були перекриті більше, ніж на вказане значення, застосовуватимуться одинарні екструзії. Якщо потрібно отримати більше периметрів, то працюйте з вищими показниками. Для більшої кількості одинарних екструзій слід встановлювати менші значення.
- Мінімальна довжина екструзії. Якщо одинарна екструзія менша за дане значення, то вона не буде створена. Така функція дозволяє відфільтрувати невеликі рухи, що дозволить заощадити час роботи апарату.
- Мінімальна та максимальна ширина друку. Іноді пристрій може мати проблеми, пов'язані з роздруківкою невеликих або товстих екструзій. Такі параметри обмежують ширину друку одинарної екструзії. Наприклад, якщо застосовується ноззл 0.4 мм, а мінімальна ширина екструзії становить 50%, то всі одинарні екструзії будуть роздруковані з шириною не менше 0.2 мм. Аналогічний принцип використовується для налаштування максимальної ширини.
- Відстань розширення кінцевої точки. При використанні одинарної екструзії потрібно перевірити, щоб початкові та кінцеві точки надійно з'єднувалися з основною частиною моделі. Наприклад, в аналізованих турбінних лопатках внутрішній кінець може мати труднощі з прилипанням до обода, тому що тільки 1 точка контакту знаходиться в траєкторії інструменту. Ця опція дозволяє подовжувати довжину одинарної екструзії на зазначений показник з обох сторін. Так вдається отримати міцне з'єднання.
Всі ці налаштування додають гнучкість для налаштування друку одинарної екструзії.
Зміна ширини екструзії для кращої відповідності
У деяких ситуаціях користувач може побачити, що вирішити проблему зі щілинами в тонких стінах можна шляхом зміни розміру філаменту, який вичавлюється з ноззла. Наприклад, ви створюєте стіну завтовшки 1.0 мм. Для підвищення міцності та збільшення швидкості друку можна налаштувати ноззл для проведення екструзії 0.5 мм. Це ідеальний варіант для відбитків, де є постійна товщина стінок. Також можна налаштувати ширину екструзії Simplify3D, перейшовши в меню «Змінити параметри процесу» і відкривши підрозділ «Екструдери». Там необхідно вручну вказати ширину екструзії та ввести потрібний показник.
Де можна купити найкращий пластик для 3D-друку?
Для забезпечення якісного процесу створення відбитків потрібно купувати лише найкращий пластик. Артлайн пропонує великий вибір філаменту. Клієнти можуть відсортувати пропонований пластик за потрібними параметрами для вибору відповідного варіанту. Техпідтримка Артлайн відповідає на запитання клієнтів та допомагає їм підібрати найкращий товар.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





