Важливим плюсом 3D-друку є той факт, що створення кожної деталі здійснюється по 1 шару за один раз. Для всіх окремих прошарків ноззл вільно переміщається в потрібну частину платформи, оскільки створення деталі все ще здійснюється знизу. Незважаючи на досягнення дуже швидкого друку, оператор може побачити, що після ноззла залишається слід. Це відбувається після переміщення зверху раніше створеного шару. Часто така проблема виявляється на верхніх суцільних шарах відбитка.
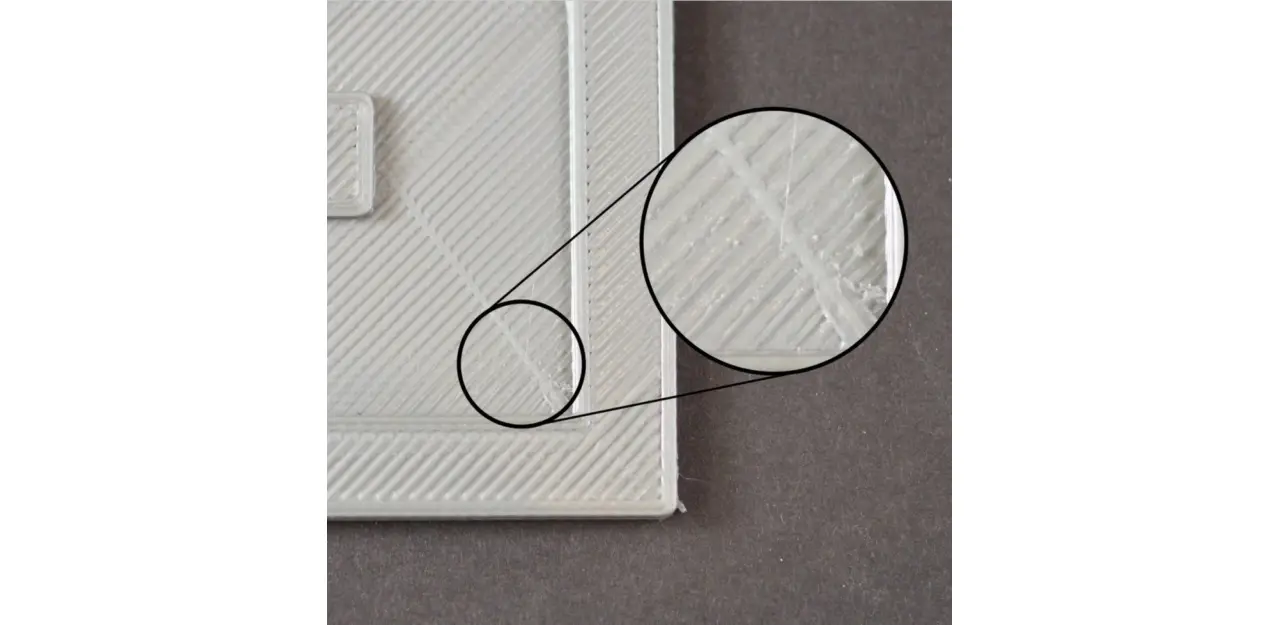
Такі рубці з'являються в ситуації, коли ноззл хоче переміститися в нове положення. Тому він волочиться за вже надрукованим матеріалом. У статті ми розглянемо причини неполадки та рекомендації щодо їх усунення.
Зміст:
- Видавлюється дуже багато філаменту
- Вертикальний підйом (Z-hop)
- Де можна купити найкращий 3D-принтер?
Видавлюється дуже багато філаменту
Оператор повинен переконатися, щоб у 3D-принтері не було надмірної екструзії. Цей процес проявляється тим, що видавлюється дуже багато філаменту. Усі шари стають товстішими, ніж передбачалося. Коли ноззл рухається по кожному шару, то за собою може протягнути частину зайвого матеріалу. Користувач повинен насамперед перевірити цю причину несправності. Для цього необхідно вивчити рівень екструзії. Далі ми розглянемо вирішення проблеми із надмірною екструзією.
Причини появи
Надмірна екструзія проявляється у ситуації, коли з апарату видавлюється надто багато філаменту. Найчастіше це призводить до набухання та здуття країв, а також стає причиною появи рубців на верхній поверхні. У результаті відбиток виходить непривабливим та нерівним. Поступово через надмірний поток відбувається засмічення ноззла. Практично завжди надмірна екструзія пов'язана із підвищеною температурою друку. Коли оператор встановлює дуже велику температуру, філамент починає плавитися дуже швидко. Тому швидкість потоку виходить із-під контролю екструдера. Через неправильно встановлений температурний рівень нагрівання пластик стає більш текучим. У результаті вентилятор не здатний швидко охолодити філамент, тому витрата пластику стає надмірною та неконтрольованою.
Ще на надмірну екструзію впливає діаметр пластику. Якщо його діаметр менший за ноззл, то така неполадка відбувається через прискорений прохід філаменту. Коли в утиліті для слайсингу встановлюється неправильне налаштування діаметра пластику, це негативно впливає на швидкість потоку, що призводить до надмірної екструзії.
Ще одна причина неполадки полягає в неправильному калібруванні потоку. Тут слід звертати увагу на швидкість потоку. Це обсяг екструдованого філаменту за секунду. Його можна визначити за рахунок висоти шару, розміру ноззла, швидкості друку. Якщо швидкість потоку підвищена, то через ноззл проходить багато пластику, що і стає причиною надекструзії.
Зменшення температури друку
Передусім користувачеві слід перевірити температуру друку. Для вирішення неполадки потрібно знизити це значення. Оптимальний показник температури друку безпосередньо залежить від виду філаменту. Наприклад, PETG слід обробляти в діапазоні 210-250°C. Працюючи з ABS оптимальне значення буде 230-260°C, а для PLA рекомендується задати 190-220 °C. Знижувати температуру потрібно поступово та плавно, наприклад, на 5°C. Якщо ви різко зменшите температуру, то може виникнути недоекструзія через те, що філамент буде недостатньо текучим.

Калібрування діаметра філаменту
Ще один варіант запобігання появі рубців на верхній поверхні моделі полягає в калібруванні швидкості потоку в залежності від діаметра застосовуваного пластику. Оператор повинен бути впевнений у тому, що в налаштуваннях друку написані точні розміри філаменту. Тут достатньо вказати специфікацію виробника. Якщо це не змогло вирішити проблему, то вручну проведіть вимірювання філаменту. Робити виміри потрібно в 5 різних місцях за допомогою цифрового штангенциркуля, після чого потрібно обчислити середнє значення. Отримані результати потрібно ввести у налаштуваннях пластику в утиліті слайсера. Насправді можна зустріти ситуацію, коли реальний діаметр філаменту суттєво відрізняється від того, який вказаний на специфікації. Наприклад, матеріал може мати маркування 3 мм, а реальний діаметр становитиме 2.99 мм.
Регулювання швидкості потоку
Шляхом правильного налаштування швидкості потоку можна контролювати швидкість потоку філаменту. Практично завжди цей показник знаходиться на рівні 100%. Якщо ви хочете вирішити питання з надекструзією, це значення необхідно зменшувати з кроком 5% або 2.5%. Тут потрібно все детально протестувати і дати оцінку зробленому регулюванню.
Ще можна використовувати ефективніший метод регулювання швидкості потоку. Оператору потрібно відзначити 120 мм вздовж філаменту від верху екструдера, після чого залишити на цьому рівні відповідну позначку. Потім вкажіть 3D-принтеру видавити 100 мм пластику. Далі виміряйте пластик, який залишився від верху екструдера до зробленої позначки. Ці зміни необхідно вказати у налаштуваннях множника. Наприклад, якщо ви бачите, що екструдувалося 105 мм філаменту, то швидкість потоку слід зменшити на 5%. Такі параметри відрізняються для різних видів пластику. У Simplify3D для ABS множник екструзії становить 100%, а PLA – 90%.
Перевірка стану ноззла
Якщо ви хочете запобігти ситуації з надекструзією, то необхідно тримати ноззл у чистому і справному стані. Користувачеві потрібно постійно перевіряти насадку на наявність зносу, особливо після використання абразивного матеріалу, наприклад, вуглеволокно, метал, частинки дерева. Через знос діаметр ноззла може збільшуватися, що стає причиною поганої якості друку. В даному випадку рекомендується купити новий ноззл.

Вертикальний підйом (Z-hop)
Якщо ви впевнені, що апарат видавлює достатню кількість філаменту, а проблема з волочінням ноззла по поверхні відбитка залишається, то слід перейти в налаштування Z-hop в Simplify3D. Активувавши цю опцію вертикального підйому, ви зможете перед переміщенням ноззла в нове місце підняти його на зазначену відстань над виробом. Коли ноззл розташовуватиметься на своєму кінцевому місці, то відбудеться його опускання, що забезпечить підготовку до роботи.
Пересування на підвищеній висоті дозволить запобігти подряпині ноззла на верхній частині відбитка. Щоб активувати цю опцію, потрібно перейти в меню «Змінити параметри процесу», після чого вибрати розділ «Екструдер». Там потрібно перевірити, щоб було активоване втягування, після чого слід встановити «Вертикальний підйом втягування» на таку відстань, яка дозволить піднятись ноззлу. Припустимо, ми вводимо там значення 0.5 мм. Це означає, що підняття ноззла перед переходом у нове місце постійно збільшуватиметься на 0.5 мм. Подібний підйом по вертикалі здійснюватиметься лише в ситуації, коли ноззл здійснює втягування. Якщо ви хочете гарантувати проведення відведення при кожному русі апарата, тоді слід відкрити меню «Додатково» та перевірити, щоб показники «Мінімальний хід для відведення» та «Відведення лише при перетині відкритих просторів» були деактивовані.
Де можна купити найкращий 3D-принтер?
Купівля якісного 3D-принтера дозволить одразу вирішити багато різних проблем. На найкращому апараті у вас не буде багатьох поширених неполадок. Артлайн пропонує великий вибір найкращих та популярних 3D-принтерів від провідних виробників. Для підбору відповідного пристрою можна звернутися за допомогою до технічної підтримки Артлайн.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01