Моделювання наплавленням, або скорочено FDM, є методом екструзії, при якому 3D-принтер бере нитку на основі полімеру і пропускає її через нагріте сопло, яке плавить матеріал і наносить його 2D-шарами на платформу збірки. Поки вони ще теплі, ці шари зливаються один з одним, утворюючи зрештою тривимірну деталь.
Зазвичай FDM вважається найпростішим способом 3D-друку. Він досить ефективний та широко популярний.
У цій статті ми докладно розповімо про його внутрішню роботу, можливості матеріалів та багато іншого. Для початку давайте з'ясуймо, як він став настільки популярним серед виробників та любителів.
Зміст:
- Походження
- Як це працює
- Екструзія та осадження
- Налаштування обладнання
- Рух друкуючої головки
- Типи декартових 3D-принтерів
- Порівняння
- Продуктивність друку
- Якість друку
- Нитка
- Опції принтера
- Популярні варіанти
- Де можна придбати матеріали для 3D-друку?
Походження
Хоча FDM є, безперечно, найпопулярнішим способом 3D-друку, може стати несподіванкою той факт, що це був не перший метод, який був винайдений, і навіть не другий. Скотт Крамп подав заявку на перший патент FDM у 1989 році. Він та його дружина Ліза заснували одну з провідних компаній з 3D-друку Stratasys.
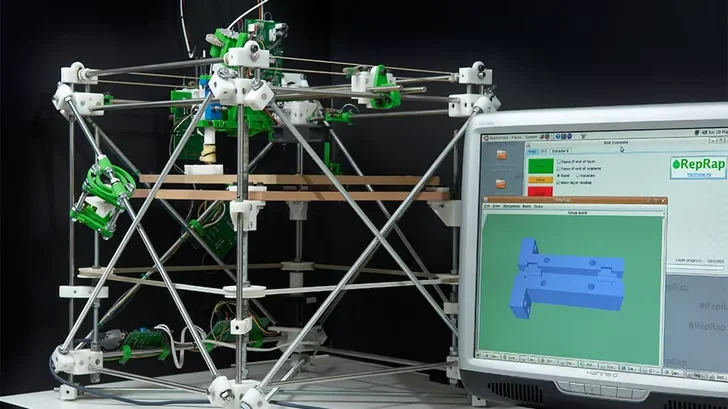
Однак FDM став популярним серед некомерційних користувачів лише пізніше завдяки спільноті RepRap та під альтернативною назвою Fused Filament Fabrication (FFF). Коли у 2009 році минув термін дії патенту, кілька колишніх добровольців RepRap заснували MakerBot Industries. Інші компанії, що займаються 3D-друком, такі як UltiMaker та Prusa Research, також розпочали свій шлях. Незабаром MakerBot та UltiMaker об'єднали свої зусилля.
Всі ці підприємства та приватні особи проклали шлях до величезного ринку 3D-друку для споживачів та аматорів, який ми маємо сьогодні.
Як це працює
FDM (або FFF) в основному характеризується екструзією та вибірковим осадженням термопластів у шари, які накопичуються для створення тривимірного об'єкта. Це може здатися трохи розпливчастим, тому розглянемо цей процес більш детально.
За своєю суттю метод FDM щодо простий. Його основні функції виконуються двома окремими системами: одна відповідає за екструзію та осадження, а інша – за рух друкуючої голівки. Ми обговоримо їх у наступних розділах.
Екструзія та осадження
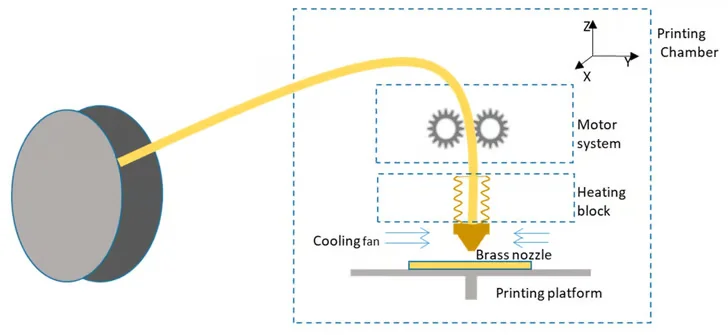
Загалом систему екструзії та осадження можна розділити на два основні вузли: «холодний» і «гарячий кінець». Термопласти, які використовуються в 3D-друку FDM, часто поставляються в котушках з ниткою, і перший відповідає за подачу цього матеріалу з котушки в 3D-принтер. Таким чином, він також контролює швидкість, з якою матеріал осаджується на іншому кінці, який часто називають «потіком».
З іншого боку, гарячий кінець відповідає за нагрівання пластикового матеріалу, що рухається, до такого ступеня, що його можна «продути» через сопло, звідси і його назву. На цьому етапі залучені різні компоненти, у тому числі нагрівальні картриджі, радіатори та, звичайно ж, сопла.
Холодний та гарячий кінці повинні працювати синергетично, щоб екструдувати необхідну кількість матеріалу за необхідної температури та фізичного стану для правильного укладання шарів.
Налаштування обладнання
Коли доходить до екструзії, існує безліч різних налаштувань. Наприклад, холодний кінець може бути розташований поруч із гарячим, що рухається, у схемі, відомої як пряма екструзія. Також він може бути прикріплений до рами принтера, що вимагатиме сполучної трубки для направлення нитки в хотенд, який часто називають трубкою Боудена.
Вузли гарячого кінця бувають різних конфігурацій. Так звані «цільнометалеві», наприклад, дозволяють досягати більш високих температур у соплі порівняно з гарячими кінцями з футеровкою з PTFE, в яких усередині використовується коротка трубка для зменшення тертя нитки. Однак вона обмежує температуру максимум приблизно 240 °C.
Якщо розглядати екструзію та осадження разом, існують також системи мультиекструзії. Вони дозволяють працювати з кількома матеріалами одночасно.
Кожна установка має свої плюси і мінуси, і остаточний вибір залежатиме від швидкості, ресурсів і додатків, які обслуговуватиме 3D-принтер.
Рух друкуючої головки
Крім різних налаштувань екструзії, які можуть мати 3D-принтери FDM, мабуть, найбільш значні відмінності у дизайні полягають у рамі та системі руху.
Система руху відповідає за переміщення вузла гарячого кінця тривимірному просторі для відповідного нанесення розплавленого матеріалу. На найменшому рівні ці компоненти часто являють собою крокові двигуни, лінійні напрямні, ходові гвинти і системи гумових ременів.
Перемістити гарячий кінець можна різними способами. Для початку давайте охарактеризуємо різні установки на основі їх операційних систем координат. На сьогоднішній день домінуючою є декартова, де положення задається трьома позиціями (X, Y та Z). Однак існує невелика категорія 3D-принтерів FDM, які використовують полярну систему координат, яка використовує лінійні та кутові значення.
Типи декартових 3D-принтерів
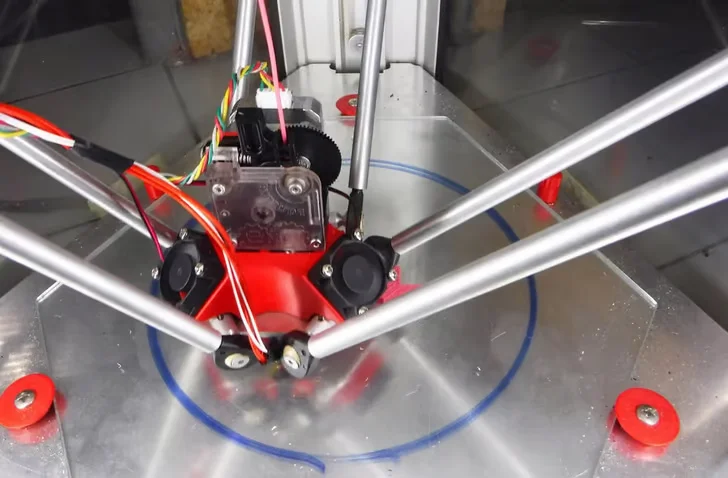
Декартові машини можна далі класифікувати з погляду їхньої системи руху. Наприклад, у 3D-принтерах Delta використовуються вертикальні напрямні та три незалежно керовані важелі, прикріплені до гарячого кінця, які рухаються разом, щоб розташувати його відповідним чином. Принтери SCARA, навпаки – використовують ручки, що горизонтально переміщаються для виконання плоского руху.
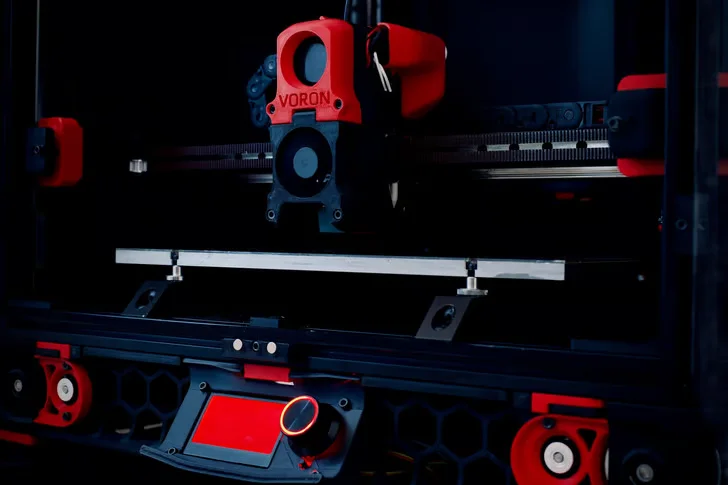
Тим не менш, є ймовірність, що якщо ви зіткнетеся з 3D-принтером у реальному житті, це буде машина декартового прямолінійного типу. Тут у вас є крокові двигуни, що спрямовують рух виключно по осях X, Y та Z за допомогою системи гвинтів, ременів та шківів. Під цю категорію підпадає кілька видів, що ідентифікуються, серед яких найбільш популярними є Cartesian-XZ-head в стилі i3 і CoreXY.
Є також стрічковий 3D-принтер. Він пропонує безперервний друк у тому сенсі, що складальна платформа рухається як конвеєрна стрічка на виробничій лінії, що дозволяє виробляти надзвичайно довгі деталі або безперервно розсилати кілька матеріалів.
Порівняння
Хоча FDM має ряд переваг перед іншими методами 3D-друку, має і недоліки. Давайте перерахуємо його плюси та мінуси щодо продуктивності друку та загальної якості деталей.
Продуктивність друку
FDM пропонує найбільш економічне рішення з точки зору масштабування та гнучкості матеріалів.
Плюси
Масштабованість - одна з найбільш значних переваг FDM. Ці принтери можна легко збільшувати до будь-якого розміру, оскільки єдиним обмеженням є переміщення кожного порталу. Також на ньому можна робити найрізноманітніші термопластичні матеріали та екзотичні нитки з відносно невеликою кількістю оновлень та модифікацій.
Зрештою, з ним краще працювати ніж зі смолою та SLS. Вам не знадобиться жодного додаткового етапу очищення, крім зняття опор, на відміну від спиртових ванн та струминної обробки стисненим повітрям, необхідних для цих альтернативних методів. При використанні FDM також не потрібно чекати затвердіння. Після завершення процесу друку деталі готові до роботи.
Мінуси
Через простоту компонентів такі принтери часто вимагають безлічі налаштувань (а саме вирівнювання столу), щоб досягти рівня надійності та якості інших методів друку.
На відміну від смоли та SLS, FDM багато в чому залежить від фізичного руху. В результаті, крім калібрування, багато деталей принтера вимагають регулярного обслуговування та уваги: натяг ременя, очищення екструдера, змащення напрямних і навіть заміна частин, таких як сопла з гарячим кінцем.
Також, друк FDM багато в чому залежить від якості вихідного матеріалу. Низька точність розмірів нитки може призвести до ряду проблем при екструзії, а хімічний склад пластику може ускладнити процес друку. Крім того, котушки з нитками необхідно зберігати належним чином, щоб уникнути поглинання вологи.
Якість друку

Це гаряча тема, оскільки багато хто вважає якість друку її ахіллесового п'ятого. Хоча це твердження не є необґрунтованим, тут слід враховувати різні погляди.
Плюси
Якість друку - це зовнішній вигляд. Механічні характеристики також мають значення, і FDM пропонує відмінне співвідношення ціни та якості для виробництва міцних та довговічних функціональних деталей, особливо в порівнянні з 3D-друком із крихкої смоли.
Вона також дуже універсальна, оскільки якістю можна пожертвувати на користь швидкості та навіть міцності, що робить її відмінним інструментом для виробництва як привабливих естетичних елементів, так і більш функціональних та міцних.
Хоча вже згадувалося гнучкість та доступність різних матеріалів, FDM також відіграють тут важливу роль. Один 3D-принтер може виробляти деталі з абсолютно різними властивостями та зовнішнім виглядом, просто змінюючи тип нитки (як ми побачимо далі).
Мінуси
Тим не менш, якщо потрібна загальна естетика та якість обробки поверхні, FDM може виявитися проблематичним. Оскільки матеріал екструдується шарами певної заданої товщини, отримати деталізовані відбитки складно, і надання професійного закінченого вигляду часто потрібна значна постобробка.
Дрібні деталі іноді неможливо надрукувати за допомогою FDM. Оскільки стандартний розмір сопла становить 0,4 мм, будь-яка дрібніша деталь вимагатиме заміни сопла (до 0,2 мм), і навіть у цьому випадку воно просто не може перевершити точність і чіткість 3D-друку зі смоли та SLS.
Ще одним недоліком є те, що міцність зв'язку між шарами є нижчою.
Нитка

У цій статті ми згадували нитку - матеріал на основі полімеру, скручений у котушку.
Її діаметр умовно становить 1,75 чи 2,85 мм, і це залежить від екструзійного вузла 3D-принтера. Екструдер розміром 1,75 мм підійде тільки для нитки такого розміру.
Найбільш поширеними нитками для FDM є PLA, PETG та ABS. Перший, мабуть, найпростіший матеріал для 3D-друку за допомогою FDM, він також біорозкладається і не має запаху. Його недоліком є низька термостійкість: розм'якшується при температурі до 60 °C.
PETG, з іншого боку, забезпечує набагато кращу термостійкість, але можуть бути труднощі, оскільки він дуже схильний до розтікання та розтягування. ABS лідирує за механічними властивостями, хоча його 3D-друк може бути проблемним без корпусу принтера, тому що він виділяє токсичні пари.
Незважаючи на все сказане вище, досвід роботи з кожним з цих матеріалів може відрізнятися в залежності від конкретного користувача, обладнання і особливо від виробника нитки.
Як уже згадувалося, однією з великих переваг 3D-друку FDM є гнучкість матеріалів та їх доступність на ринку. Існує маса екзотичних і незвичайних видів інструментів для ваших проектів, таких як металеві нитки, вуглецеве волокно, і навіть гумоподібні термопласти, такі як TPU.
Опції принтера

Якщо вважаєте, що FDM вам підходить, настав час подумати про те, щоб придбати собі цей станок. Припустимо, що ви шукаєте принтер: з чого почати?
Перше, що слід враховувати, навіщо він вам. Чи хочете ви приєднатися до руху виробників, дізнатися більше про цю технологію або використовувати її з комерційною чи професійною метою?
Друге, про що слід подумати, — це які деталі ви друкуватимете на ньому. Ви думаєте про декоративні, кумедні елементи? Чи потрібен вам принтер, здатний обробляти функціональні деталі з високоякісних матеріалів?
Популярні варіанти
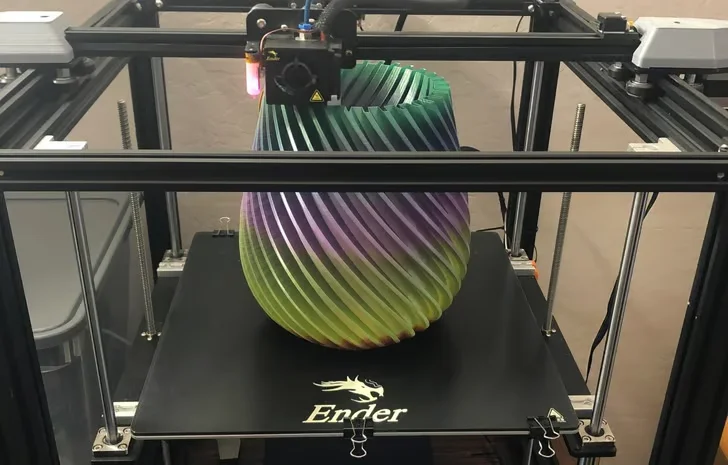
Якщо ви новачок або шукаєте дешевий, але дуже пристойний 3D-принтер FDM, серія Ender 3 повинна вам послужити хорошу службу. Вони відносно прості та надзвичайно популярні, тому ви зможете знайти безліч навчальних посібників та посібників.
Якщо ви серйозніше ставитеся до своїх амбіцій в області 3D-моделювання і маєте більший бюджет, вам обов'язково варто подивитися на Prusa i3 MK3S+ або навіть на MK4, який має відмінні характеристики друку, автоматичне вирівнювання столу та інші можливості.
Для користувачів, які професійно займатимуться 3D-друком або потребують нової машини для свого цеху, UltiMaker S3 забезпечить високу надійність та універсальність. Він може витримувати температуру сопла до 280 ° C і має закриту камеру, що дозволяє друкувати на 3D-принтері найрізноманітніші матеріали. Він також підтримує подвійний екструзійний друк.
Незалежно від ваших цілей та бюджету, обов'язково знайдеться машина, яка підійде саме вам. Ласкаво просимо у світ друку FDM!
Де можна придбати матеріали для 3D-друку
Магазин Артлайн готовий вам надати великий вибір різної та матеріалів для вашого друку. У нас багата кольорова гама ниток. Ми завжди готові відповісти на всі питання щодо купівлі техніки.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01