В мире 3D-печати каждый день появляются новые технологии и методы, с каждым из которых связываются надежды на улучшение производительности и качества. Однако, несмотря на это, существуют традиционные подходы, которые продолжают доказывать свою эффективность. В частности, обсуждение вокруг использования гаек вместо сложных вулканических хот-эндов в 3D-печати вызывает интерес и привлекает внимание сообщества. Давайте рассмотрим, какие преимущества и возможности предлагает этот подход, и почему он становится все более привлекательным для многих пользователей.
Содержание:
- Исследование хот-эндов: что показали эксперименты
- Увеличение производительности с помощью Volcano и Pheatus Rapido
- Влияние втулок на производительность хот-энда
- Как материал блока нагревателя влияет на работу концевого модуля?
- Изоляция сопла
- Итоги
- Где можно купить хот-энд?
Исследование хот-эндов: что показали эксперименты
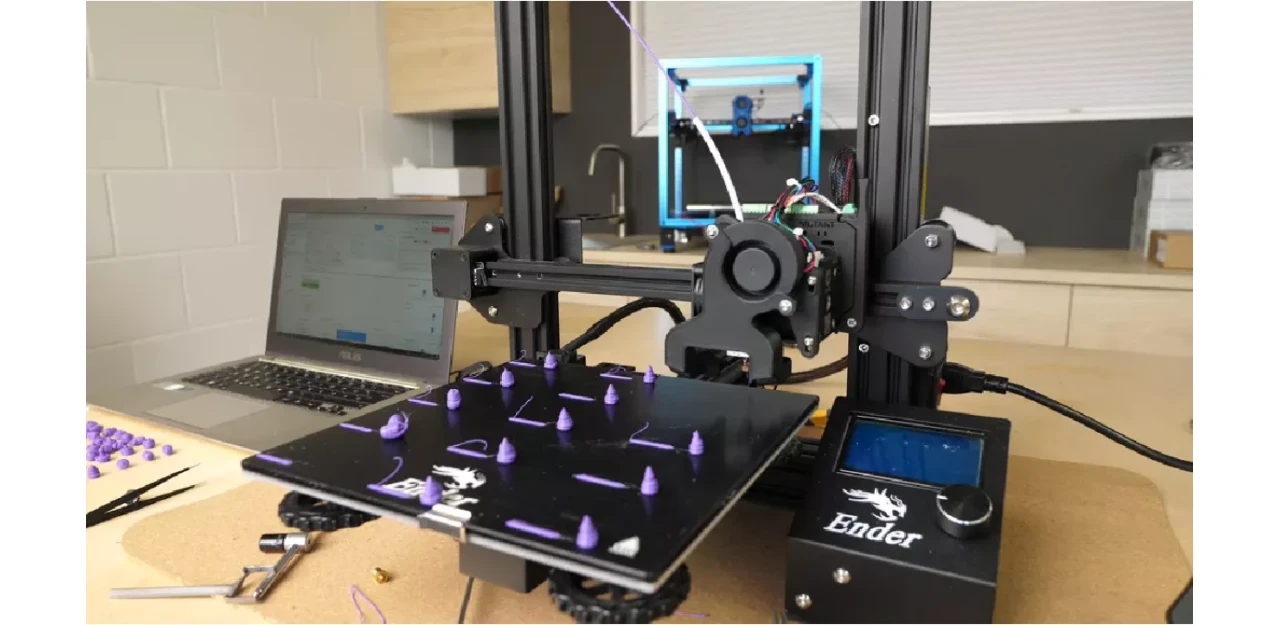
Для начала проведения сравнительного анализа были выбраны эталоны. Все эксперименты проводились с применением экструдера E3D Hemera, оснащенного соплами диаметром 0,4 мм, и PLA Polylite от Polymaker. Для всех тестов использовались одинаковые нагреватель и термистор с целью исключения их влияния на результаты. Большинство экспериментов по экструзии делались при стандартной температуре хот-энда, составляющей 210 °C. Поводом для исследования использования концевого модуля с высоким расходом стало желание улучшить производительность за счет повышенной скорости или использования более крупных сопел. Для проверки пропускной способности были проведены простые эксперименты на экструзию, которые позднее были подтверждены результатами тестов на печать. Рассмотрим, например, обычную форсунку V6 и соответствующий хот-энд. Для автоматического нанесения небольших капель материала с увеличением скорости экструзии был использован веб-генератор тестового потока Джейсона, созданный на основе таблицы Excel.
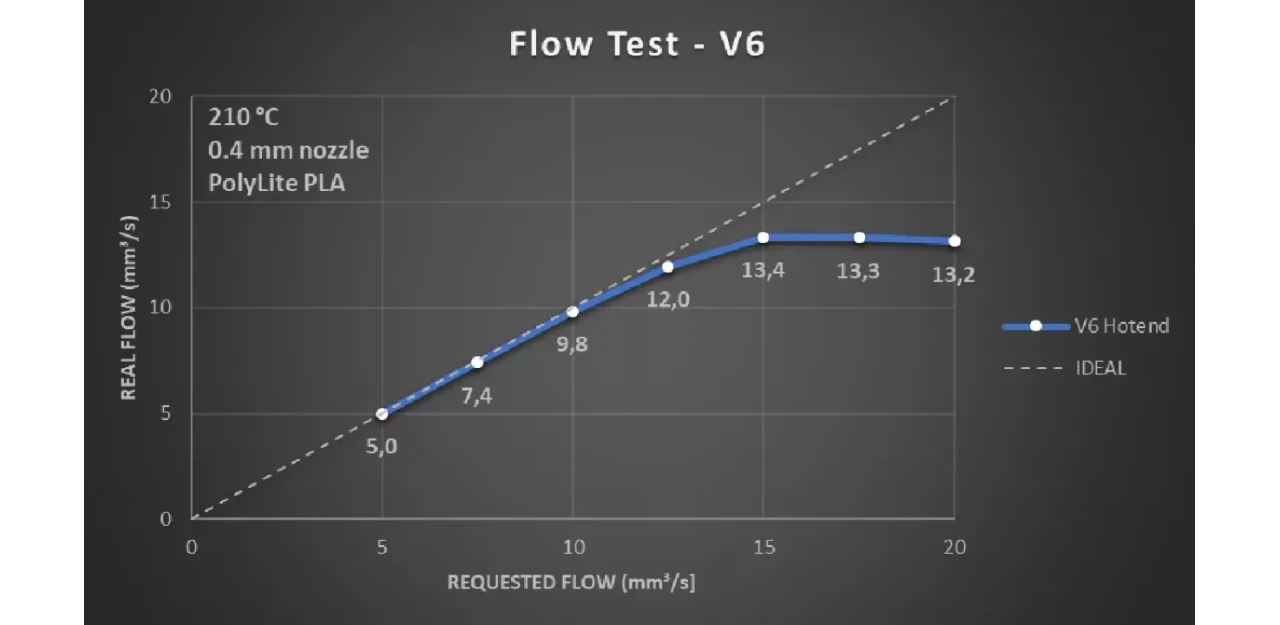
После проведения теста производительности хот-эндов было выполнено взвешивание, чтобы определить их массу. Предполагается, что все сформированные капли должны иметь одинаковый вес. Однако, при подаче материала слишком быстро хот-энд может перестать правильно плавить его из-за создаваемого противодавления, что приводит к измельчению нитей и проскальзыванию на шестернях механизма подачи. Графическое представление измеренных образцов позволяет определить производительность концевого модуля. Если точки лежат на диагональной линии, это указывает на равенство реального и запрошенного потока. Обычный хот-энд V6 начинает отклоняться от идеальной линии примерно на 10 мм³/с и достигает своего предела приблизительно на отметке 13 мм³/с.
Увеличение производительности с помощью Volcano и Pheatus Rapido
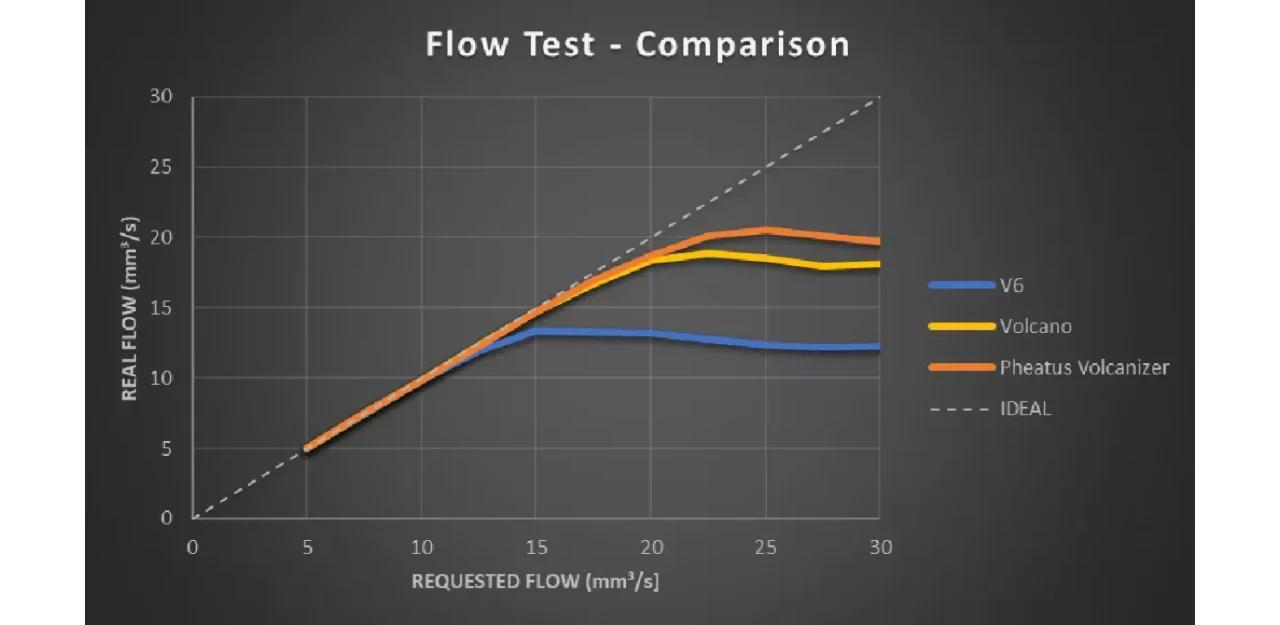
Затем был произведен замен блока нагревателя на хот-энде на стандартный Volcano с целью оценки максимальной производительности такой установки. Концевой модуль Volcano способен увеличить производительность плавления материала более чем на 40%, достигая максимальной скорости в 19 мм³/с. После этого было решено вернуться к стандартному блоку нагревателя и установить насадку Volcano с удлинителем Pheatus, взятого из Rapido. Судя по ожиданиям, можно было предположить, что она будет находиться примерно посередине между V6 и Volcano. Однако, фактические результаты оказались даже лучше ожидаемых: с помощью вулканизатора удалось увеличить производительность установки еще на 5%, достигнув итоговой скорости в 20 мм³/с.
Влияние втулок на производительность хот-энда
Продолжая исследование, было решено проверить необходимость специальной медной втулки. Для этого был выполнен эксперимент с установкой голого сопла Volcano в блок нагревателя V6, что казалось довольно необычным подходом. Хотя даже такая нестандартная установка продемонстрировала аналогичную производительность, как и полный блок нагревателя Volcano, достигнув скорости в 19,5 мм³/с. Однако остается вопрос, возможно ли достичь уровня эффективности вулканизатора " Pheatus", изготовив втулку из обычных гаек своими руками? Для этого были приобретены латунные и медные элементы, которые были отшлифованы таким образом, чтобы их сгибаемая часть имела высоту 8,5 мм и покрывала большую поверхность открытой резьбы.
После того как гайки были закручены до упора, сопло было затянуто до терморазрыва для обеспечения хорошего уплотнения. Затем они были прикручены к блоку нагревателя для оптимального распределения тепла. Латунные элементы продемонстрировали немного лучшую производительность, чем голое сопло, и снова достигли скорости в 20 мм³/с, превысив тем самым результаты настоящего вулканического хот-энда.
Как материал блока нагревателя влияет на работу хот-энда?
Во многих случаях материал, используемый для блока нагревателя, играет незначительную роль в работе хот-энда, поскольку передача тепла к полимеру и теплопроводность внутри нити накала имеют большое значение. Даже голое латунное сопло проводит достаточно температуры по всей длине, чтобы эффективно расплавить материал. Кроме того, если посчитать, энергия, необходимая для плавки PLA со скоростью 20 мм³/с, составляет всего около 10 Вт, что немного. Таким образом, 40, 50 или даже 60 Вт картриджа нагревателя во многих случаях достаточно, а оставшаяся мощность резервируется для компенсации в основном конвекционных потерь от блока к воздуху.
Конвективные потери
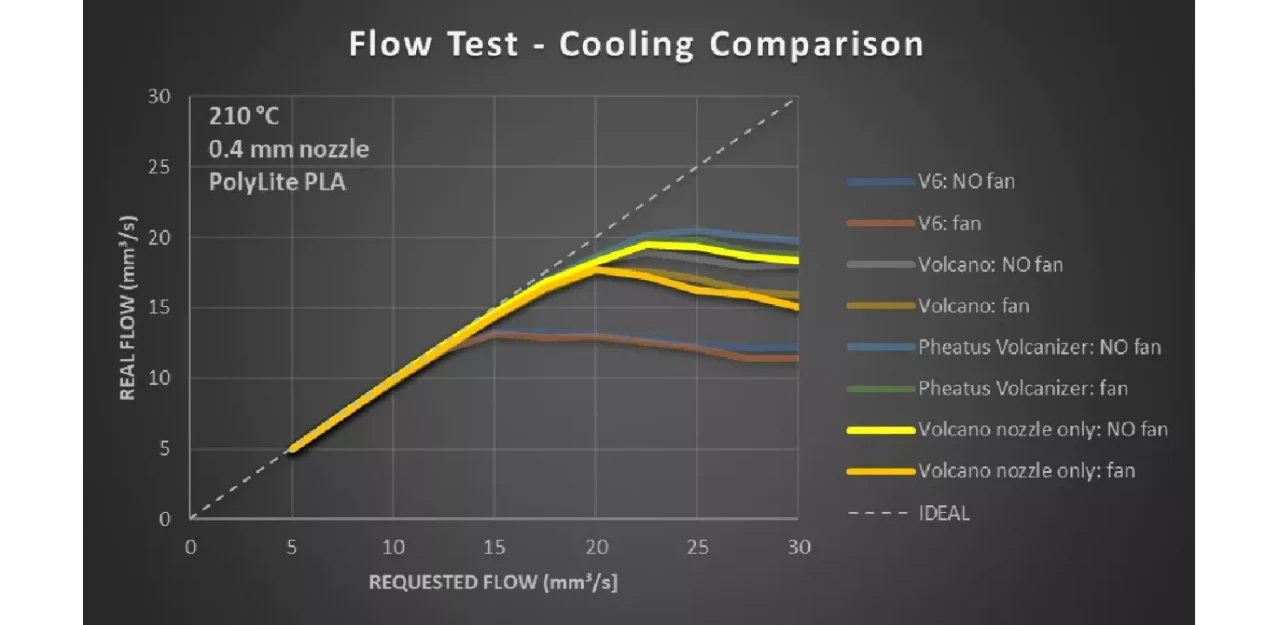
Посмотрим, каковы результаты экструзионных испытаний при включенном охлаждении детали, которое также будет понижать температуру сопла. Обычный хот-энд V6, не сильно пострадает, и производительность останется практически такой же. При использовании концевого модуля Volcano все происходит по-другому из-за большей площади поверхности, и мы теряем 6% продуктивности экструзии. Интересно, что с Pheatus падение производительности составляет всего 3%. Понижение продуктивности при использовании только более длинного голого сопла выше почти на 9%, но это все равно не делает этот метод бесполезным. Падение эффективности можно уменьшить, используя обычные гайки, которые добавляют дополнительный путь теплопередачи. Но производительность стальных гаек с медным покрытием все равно снижается на 6%, тогда как производительность латунных - опускается только на 3%.
Изоляция сопла
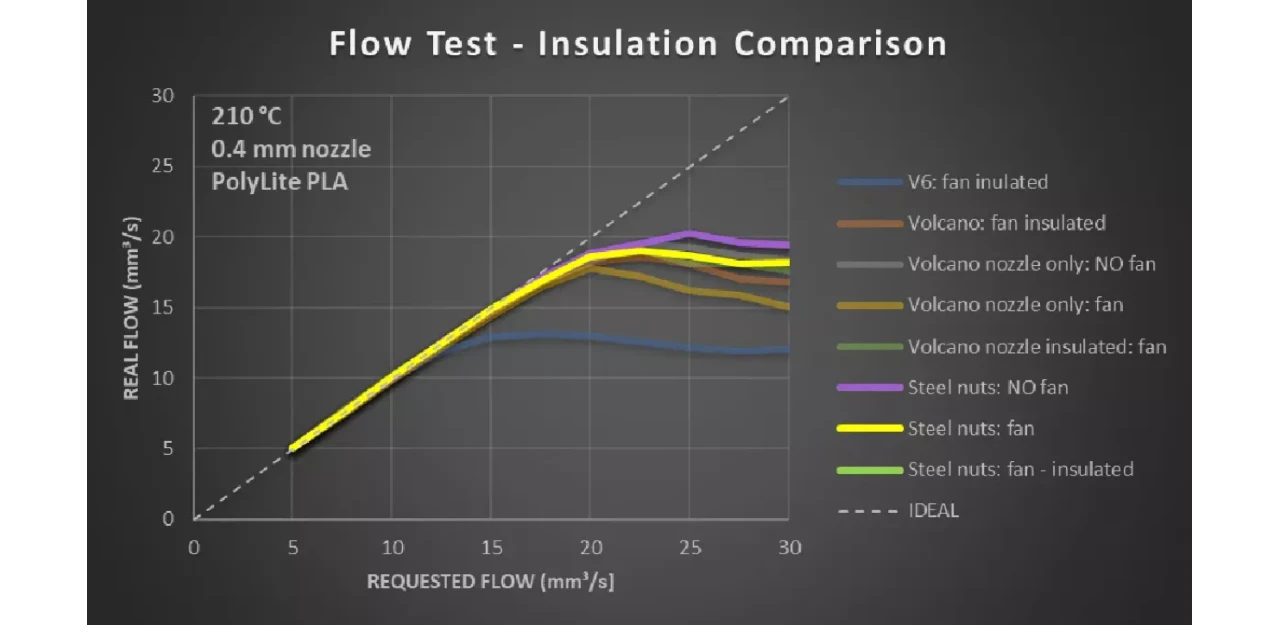
Но что произойдет, если мы изолируем сопла, что в настоящее время является стандартом для всех силиконовых носков, которые мы имеем для хот-эндов? На V6 производительность не меняется. Однако силиконовый носок на большом блоке Volcano почти возвращает продуктивность к той, которая была без охлаждения деталей. Эта изоляция восстановила эффективность голого сопла и заставила его снова работать так же хорошо, как и весь хот-энд Volcano. Аналогичные результаты наблюдаются и со стальными гайками, хотя и не столь существенное улучшение.
Влияние температуры сопла на производительность
Данное исследование было проведено на двух типах экструдеров: V6 и хот-энде Volcano. В итоге экспериментов обнаружено, что при повышении температуры сопла производительность обоих экземпляров увеличивается. На V6 наблюдался рост продуктивности на 25% и 50% и аналогичные результаты были получены и с использованием хот-энда Volcano, где эффективность поднялась на 20% и 30%.
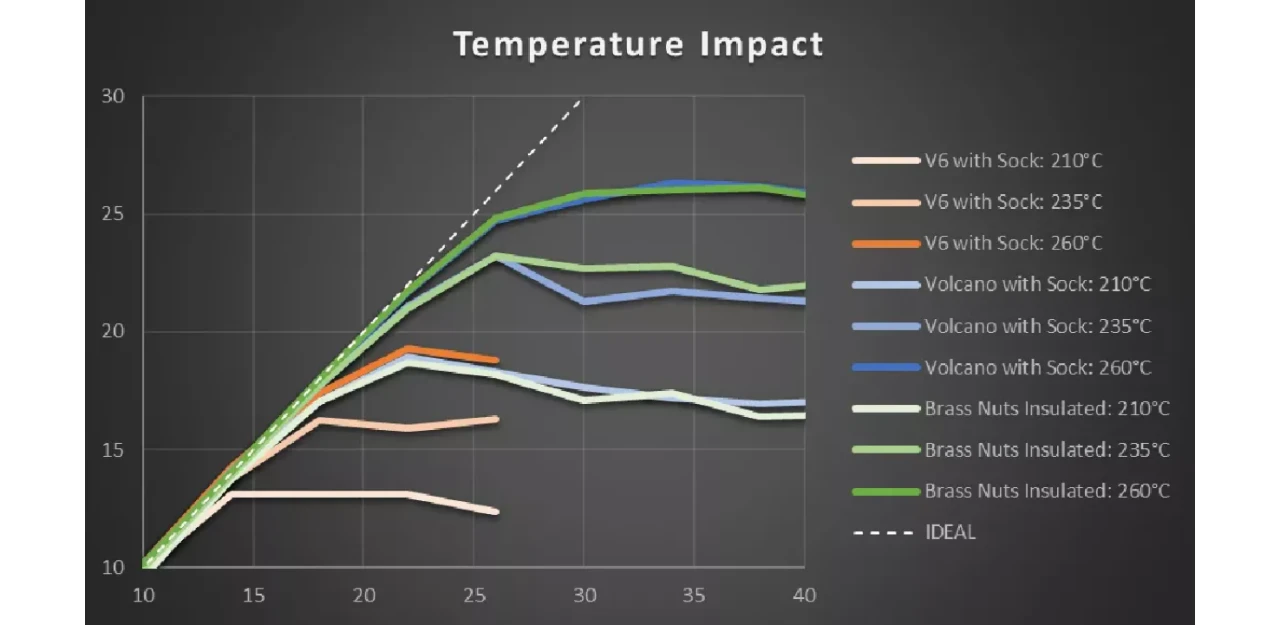
Интересно отметить, что простая модификация блока нагревателя стандартного размера с установкой насадки Volcano и добавлением нескольких латунных гаек привела к сравнимым результатам с заменой всего концевого модуля. Это свидетельствует о высокой эффективности данного метода улучшения производительности плавки пластика. Это демонстрирует перспективность применения этого подхода для оптимизации процесса 3D-печати.
Итоги
В заключении исследования можно сказать, что простое изменение нагревательного блока и добавление гаек дает почти такие же результаты, как замена всего хот-энда Volcano. Этот подход привлекателен своей простотой. Не понадобиться менять много деталей, и это экономит время и деньги. Важно, что есть дополнительные компоненты, такие как удлинители насадок, которые можно добавить, чтобы улучшить результаты. Это дает больше возможностей для настройки принтера под определённые нужды.
Однако, стоит помнить, что использование гаек может не дать таких же хороших результатов, как использование вулканических хот-эндов. Иногда при работе на высокой скорости материал может выдавливаться, и это повлиять на качество печати, особенно если вы делаете мелкие детали. Тем не менее, этот метод может быть хорошим выбором для тех, кто хочет улучшить свой принтер с минимальными затратами и усилиями. В будущем, с развитием технологий, использование гаек может стать еще более популярным и привлекательным для многих пользователей.
Где можно купить хот-энд?
В магазине Артлайнвы сможете найти большой выбор хот-эндов для 3D-принтера. Также у нас имеются сопла для ваших проектов. Кроме того, наши опытные специалисты всегда готовы помочь вам с выбором товара. Они поделятся своими знаниями и опытом, чтобы вы могли принять правильное решение и получить максимальное удовлетворение от покупки.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01