

У багатьох апаратах застосовується маленька приводна шестерня. З її допомогою здійснюється захоплення пластику, що затискається між підшипником. У приводну шестерню встановлюються досить гострі зубці, що забезпечує її врізання у філамент. Так відбувається штовхання пластику назад чи вперед, що безпосередньо залежить від напрямку обертання цієї шестерні.
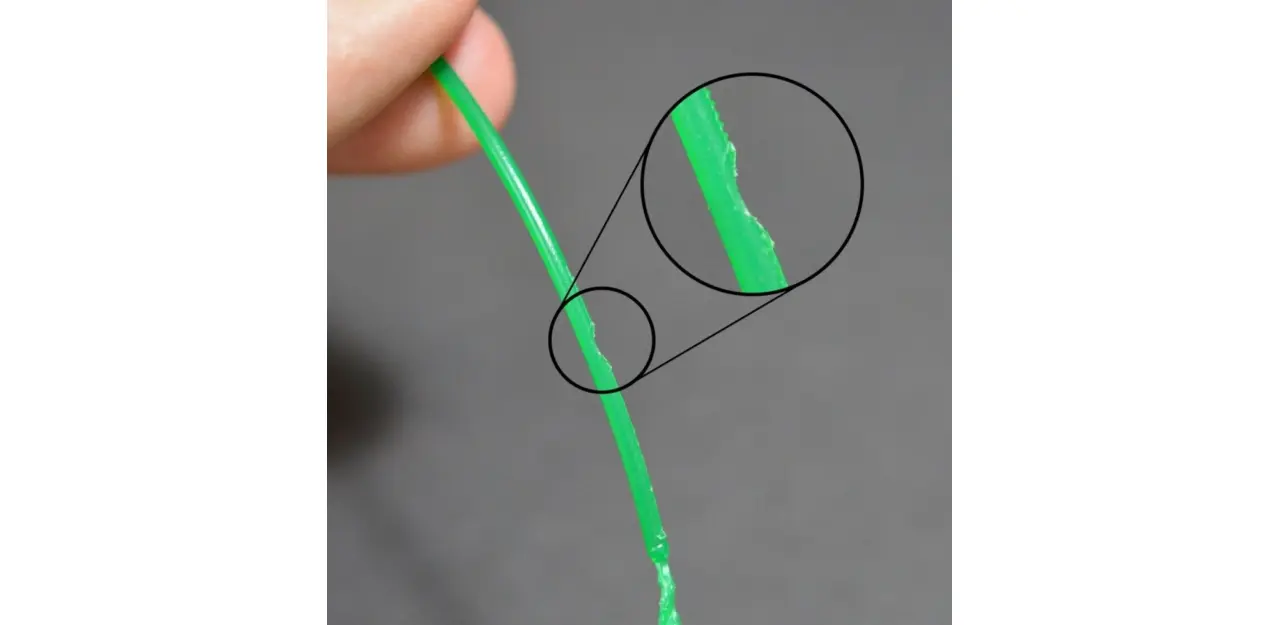
Якщо філамент не рухається, а обертання приводної шестерні продовжується, то може бути здерте досить багато пластику. Після цього зубці шестерні не зможуть хапатися за філамент. Професіонали називають цю проблему «зняттям пластику», оскільки багато філаментів знімається для нормального функціонування екструдера. Якщо подібна проблема відбувається на 3D-принтері, то оператор побачить велику кількість дрібної пластикової стружки, яка утворюється через здертий філамент. Ще спостерігатиметься обертання двигуна екструдера, але в сам корпус екструдера пластик не втягуватиметься. Далі ми розглянемо найпростіші методи усунення несправності.
Зміст:
Поширені рішення
Налаштування агресивного відведення
Насамперед оператору необхідно виконати перевірку, які установки встановлені для опції втягування екструдера. При великій швидкості втягування або втягування великої кількості філаменту буде задіяно суттєве навантаження на екструдер. У цій ситуації пластик справлятиметься зі своїм завданням з великими труднощами. Тут можна провести традиційне тестування, коли на 50% знижується швидкість втягування. Це дозволить побачити, чи буде вирішено таку ситуацію. Якщо проблема не спостерігається, то ви будете впевнені, що проблема полягала в неправильних налаштуваннях втягування.
Збільшення температури екструдера
Якщо все одно спостерігається перетирання пластику, то температуру екструдера слід збільшити на 5-10 градусів. Це дозволить забезпечити більш легку плинність філаменту. Для виконання цього кроку слід перейти в меню "Змінити параметри процесу" та відкрити розділ "Температура". Там у лівому списку потрібно вказати екструдер, після чого виконуємо подвійне клацання за вказаним показником температури, який потрібно змінити. Плинність філаменту буде легшою, коли ви поставите підвищену температуру. Це дуже корисна опція регулювання.
Занадто швидкий 3D-друк
Філамент може стиратися навіть у ситуації, коли здійснено підвищення температури. У цьому випадку оператору рекомендується знизити швидкість 3D-печати. Це дозволить уповільнити обертання двигуна екструдера, а пластик зможе вичавлюватися більш тривалий час. Ще одна причина, що дозволяє вирішити уповільнення обертання двигуна екструдера – це проблеми, пов'язані зі шліфуванням. Для вирішення цього питання необхідно перейти в меню "Змінити параметри процесу", після чого вказати "Швидкості".
Завдання оператора полягає у зміні параметра "Швидкість друку за замовчуванням". Це значення відповідає за швидкість будь-яких дій, коли здійснюється видавлювання філаменту екструдером. Наприклад, якщо раніше там була задана швидкість 60 мм/с (3600 мм/хв), цей показник можна зменшити на 50%, що дозволить наочно побачити результат.
Перевірте, чи немає засмічення ноззла
Якщо ви часто спостерігаєте засмічення пластику після уповільнення 3D-друку або підвищення температури, то ноззл став частково засмічений. Ця проблема вирішується різними способами, наприклад, очищення ноззла, перезавантаження філаменту, проштовхування пластика в екструдер. Будь-який з цих методів дозволить досягти максимального результату.
Налаштування зусилля екструдера
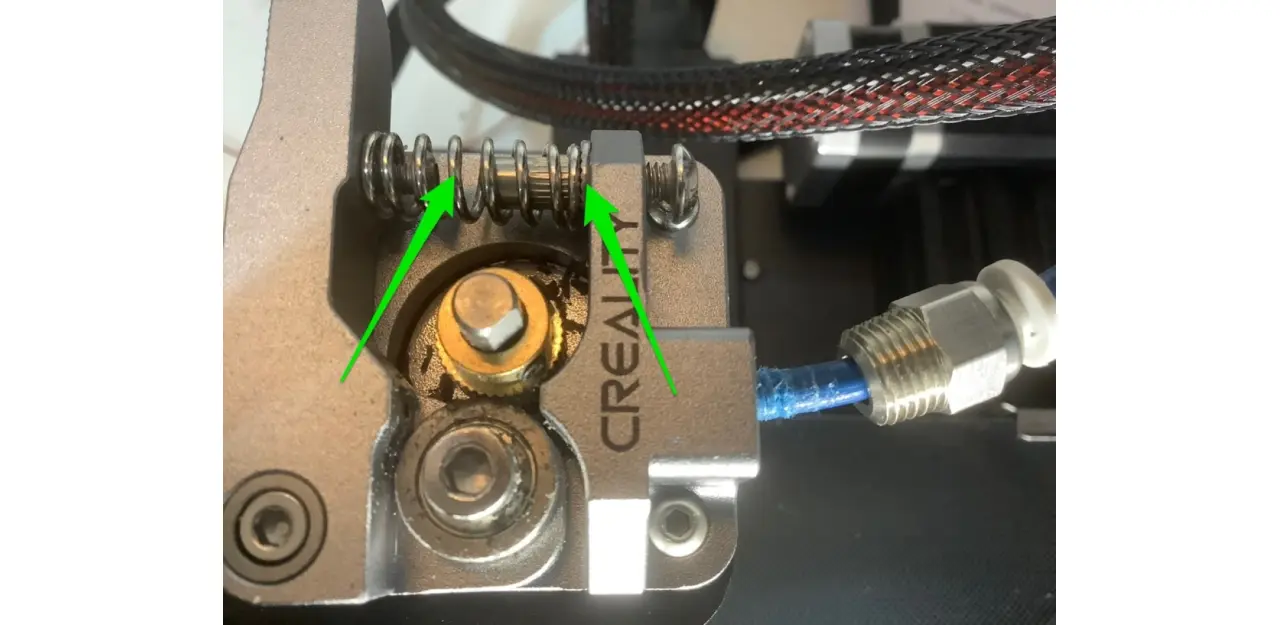
Якщо провести порівняння пластикового та металевого екструдера, то в першому варіанті для пластику притискна пружина є слабшою. Це призводить до того, що філамент там не буде сильно перетиратися, тому рекомендується замінити такий варіант пружини. У деяких ситуаціях це не дасть позитивного ефекту, тому варто також прибрати притискну втулку. Через неї відбувається додатковий стиск пружини на металевому екструдері.
Після виконання цих кроків пластик буде простягатися акуратніше. На практиці ми помітили, що пластикова тирса сипатися перестала. Ми вважаємо дивним той факт, що металевий екструдер так сильно стискає пластик. Це може бути пов'язане з використанням твердих філаментів, наприклад, ABS. Для м'якшого PLA таке не підходить.
На зображенні демонструється пружина, яку слід взяти з пластикового екструдера. Також там показано втулку, яку взагалі можна прибрати. Це дозволить ефективно вирішити питання з розсипанням пластикової тирси.
Бережне зберігання філаменту
У різних регіонах нашої планети має свій клімат. На нього варто звертати увагу, оскільки через неналежне зберігання пластику спостерігатиметься його поломка або неякісний 3D-друк. Така причина проблеми досить поширена, оскільки часто призводить до поломки філаменту. Оператор може просто уникнути цієї проблеми, достатньо забезпечити дбайливе зберігання філаменту. Якщо ви не будете здійснювати 3D-друк протягом тижня або більш тривалий термін, то котушку з пластиком потрібно прибрати у відповідне місце.
Рекомендується зберігати філамент у закритому приміщенні, де використовується осушувач повітря. Також для котушки необхідний вакуумний пакет, там має бути вологопоглинач. Якщо ви використовуєте осушувач повітря, то в ньому слід встановити мінімально можливе значення, наприклад, приблизно 20%. Особливо це стосується регіонів, де спостерігається підвищена вологість.
Велику увагу слід приділяти зберіганню нейлонового філаменту, оскільки він здатний вбирати вологу після попадання у вологе приміщення через 2 години. Також можна звернути увагу на системи зберігання та подачі філаменту, вони дозволяють підтримувати прийнятний рівень вологості. Такі системи відмінно підійдуть для нейлону та інших гігроскопічних матеріалів. Якщо котушка зберігатиметься неправильно, то в результаті доведеться виконувати ряд дій для видалення вологи або купувати новий філамент.
Правильний вибір пластику
Деякі філаменти при розриві відрізняються меншим подовженням. Це призводить до того, що вони легко ламаються. Легко ламаються практично всі суміші вуглецевих волокон, тому для запобігання розриву та точного напрямку пластику необхідно застосовувати тефлон-фторопластову трубку.
Застосування тефлонової трубки дозволить запобігти сплутуванню або розриву філаменту. При розриві у PLA менше подовження, якщо порівняти з ABS. Тому з PLA часто трапляються неполадки. Ви можете самостійно провести експеримент, наприклад, котушку PLA можна без проблем поламати рукою, а для ABS слід використовувати ріжучий інструмент. Шанси на поломку філаменту на 3 мм вищі, ніж 1.75 мм. Тому PLA (2.85 мм) практично не можна роздрукувати без розриву на кінці котушки, якщо порівняти з тоншим діаметром.
Заміна виробника філаменту
Якщо у пластика одного виробника часто спостерігаються ушкодження, а також про нього багато негативних відгуків, то самостійно ви не зможете вирішити проблему. В даному випадку необхідно звернути увагу на інший бренд. Існує багато надійних виробників філаменту, з якими проблем немає.
Де можна купити найкращий пластик для 3D-друку?
Якість 3D-друку безпосередньо залежить від того, який філамент ви купуєте. Кращий пластик доступний для замовлення у Артлайн. Клієнти можуть знайти у каталозі великий вибір найрізноманітніших філаментів, які зможуть задовольнити ваші запити. Кваліфікована техпідтримка допоможе вирішити питання щодо вибору потрібного філаменту.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





