Коли користувачі починають створювати більші моделі, то може статися неприємна проблема. Перші шари друкарської помилки успішно прилипають до платформи, після чого виріб починає деформуватися і скручуватися. При цьому скручування стає таким сильним, що може стати причиною відокремлення моделі від робочої платформи. У результаті відбиток ламається.
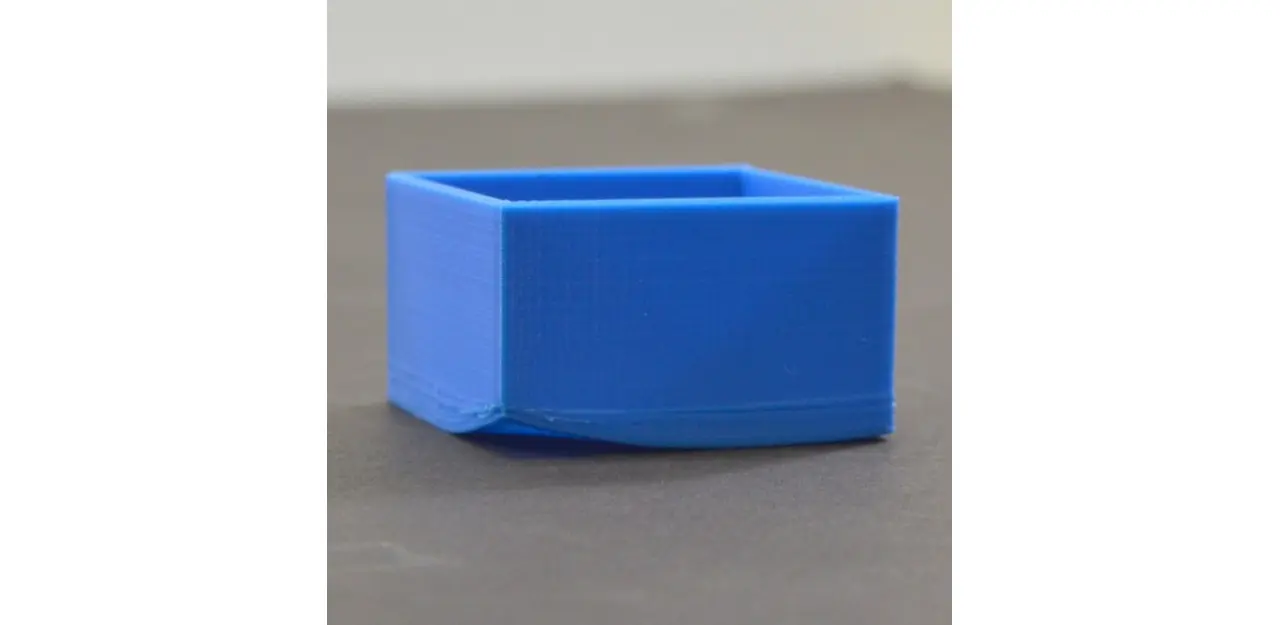
Така ситуація часто відбувається під час друку дуже довгих або великих деталей, які складаються з жаростійких матеріалів, наприклад, ABS. Основна причина неполадки полягає в тому, що філамент має тенденцію до стиснення під час охолодження. Припустимо, ви створюєте відбиток з ABS за температури 230°C. Потім ви дозволили йому охолонути до кімнатної температури, що спричинило стиснення на 1.5%. Для багатьох великих виробів такий процес рівносильний усадці на пару міліметрів. Під час друку всі наступні шари деформуються ще більше. Так відбувається до того моменту, поки весь відбиток не скрутиться і не відійде від платформи. Для користувачів це дуже складна проблема, але далі ми розглянемо поради щодо її вирішення.
Зміст:
- Використовуйте бед із підігрівом
- Вимкнути охолодження вентилятором
- Використовуйте корпус із підігрівом
- Поля та плоти
- Де можна купити найкращий 3D-принтер?
Використовуйте бед із підігрівом
На багатьох принтерах підігрівний бед, який підтримує теплими нижні шари деталі під час всього процесу друку. Наприклад, для ABS і подібних пластиків часто температура підігріваного беда знаходиться в діапазоні 100-120°C. Такий підхід значно знижує усадку філаменту в цих шарах. Для регулювання температурного режиму Simplify3D слід відкрити «Змінити параметри процесу», після чого перейти в меню «Температура». Після цього потрібно вказати в списку зліва підігрівний бед. Користувачеві потрібно двічі натиснути на заданий показник температури для внесення змін.
Вимкнути охолодження вентилятором
Якщо деталь схильна до деформації, охолодження є для неї великою проблемою. Тому багато операторів повністю деактивують зовнішні вентилятори охолодження під час друку ABS та подібними філаментами. Такий підхід забезпечує можливість залишатися теплими всіма шарами тривалий період часу, що істотно підвищує шанси на успіх. У Simplify3D в меню «Охолодження» оператор може виконати перевірку, які саме налаштування швидкості вентилятора задані.
Використовуйте корпус із підігрівом
Стіл із підігрівом може підтримувати нижні шари відбитка у теплі. Труднощі можуть бути пов'язані з тим, щоб верхні шари деталі утримати від стиснення. Тут можна розмістити принтер у спеціальному корпусі, де забезпечується налаштування температури для всього відбитка. Для деяких апаратів пропонуються зовнішні корпуси, які ефективно вирішують це питання. Якщо в пристрої вже використовується корпус з підігрівом, потрібно протягом усього робочого процесу тримати двері закритими. Це ефективно вирішить питання із витоком тепла.
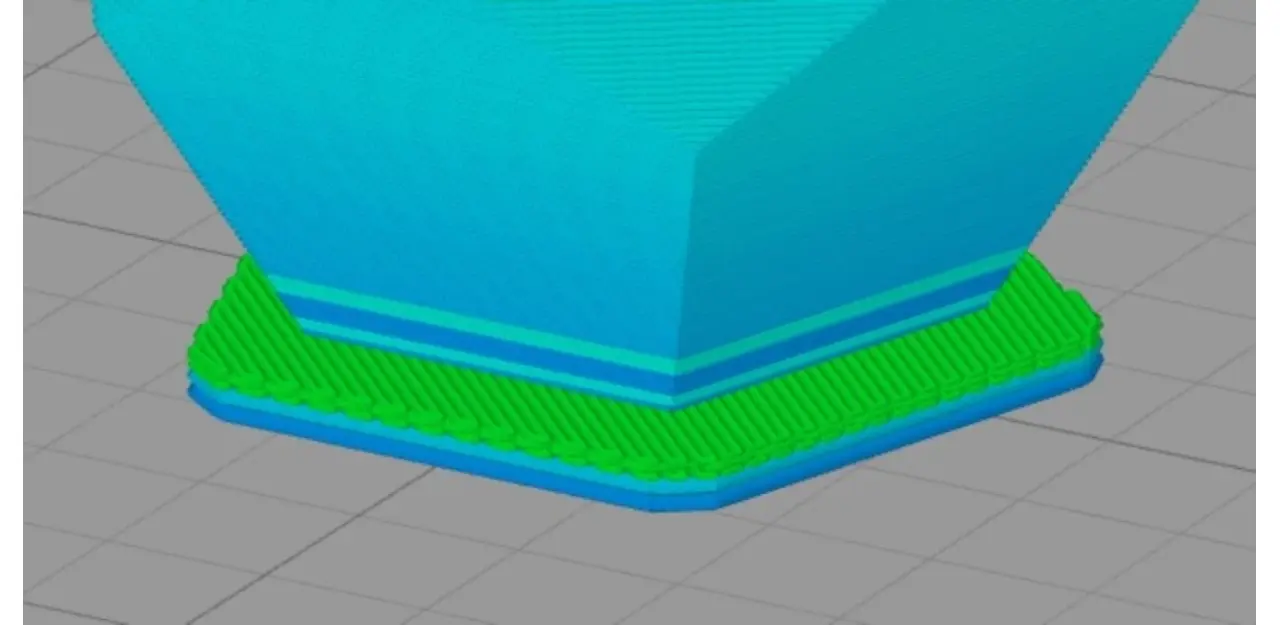
Поля та плоти
Якщо всі розглянуті вище способи не принесли потрібного результату, а деталі продовжують закручуватися під час їх роздрукування, можна спробувати додати до друку пліт або поля. За допомогою таких елементів можна утримувати краї, що зменшить деформацію. Такі поля складаються з кількох шарів. Давайте детально розглянемо ситуацію, що стосується плотів, спідниць та полів.
Плоти
Плотом називають горизонтальну решітку, що складається з філаменту, який знаходиться під відбитком. Виріб буде створено зверху такого плоту, а не на поверхні робочої платформи. Дуже часто плоти застосовуються з ABS, що дозволяє досягти необхідного рівня адгезії до столу. Ще плоти знайшли широке застосування для стабілізації невеликих відбитків. З їх допомогою досягається досить міцна основа, на якій будуть роздруковані деталі. Simplify3D пропонує такий плот, який оптимізований для величезної кількості апаратів. Це дозволяє проводити високоякісний друк із простим поділом. Коли робочий процес завершується, користувачі без проблем можуть відокремити та викинути плот.
Як приклад давайте розглянемо виріб «Додекаедр». Його STL модель доступна за посиланням. У Simplify3D користувачу потрібно відкрити "Змінити параметри процесу", після чого активувати функцію "Увімкнути порт". До складу утиліти входить велика кількість опцій, за допомогою яких можна виконати налаштування плоту для покращення адгезії та прискорення друку. Для налаштування цих показників необхідно перейти в меню "Показати додаткові", яке знаходиться в нижньому куті екрана. Після цього тиснемо на підрозділ «Доповнення». Там знаходяться всі необхідні налаштування не тільки для плоту, а й для полів та спідниць. Давайте розглянемо основні налаштування:
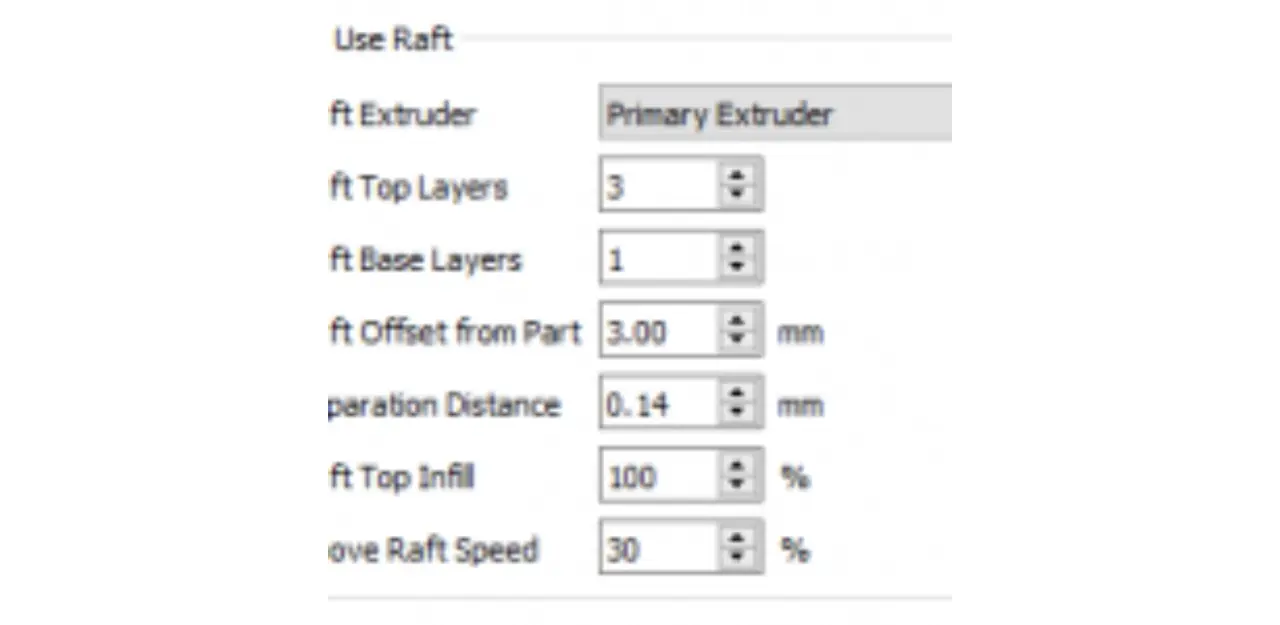
- Raft Top Layers. Цей показник визначає кількість шарів інтерфейсу, які створюються зверху плоту. Виріб буде роздруковуватися зверху таких шарів, так як для отримання гладкої поверхні часто потрібно від 2-3 шарів.
- Raft Base Layers. Значення показує, скільки внизу плоту знаходиться надтовстих шарів. Роздрукування таких шарів здійснюється товсто і повільно, що дозволяє зі складальною платформою досягти міцного з'єднання.
- Raft Offset від Part. Тут оператору потрібно задати, на яку ширину виходитиме плот за межі відбитка.
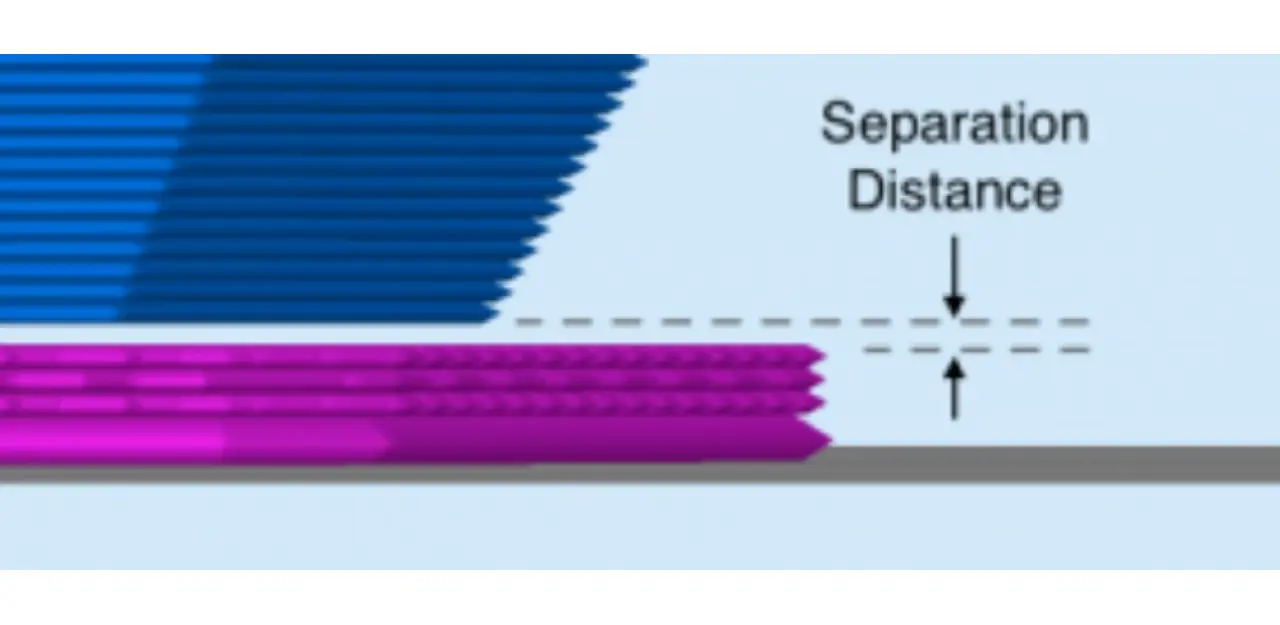
- Separation Distance. На цей показник слід звертати велику увагу, тому що від нього залежить висота зазору між відбитком і плотом. Найчастіше це значення становить від 0.1 мм, що забезпечує гарне з'єднання з моделлю. Потім його можна легко відокремити.
- About Raft Speed. Якщо ви хочете налаштувати швидкість 1 шару відбитка зверху плоту, то встановіть даних показник. При вказівці низької швидкості шару буде забезпечено прикріплення виробу до плоту протягом усього робочого процесу.
Після зміни цих налаштувань для їх збереження необхідно натиснути «ОК». Потім вибираємо «Підготовка до друку», щоб переглянути відбиток у попередньому перегляді в Simplify3D. Ви зможете заздалегідь побачити, який вплив створені налаштування зроблять на модель. Після внесення змін слід виконати тестовий друк.
Після завершення друкованого процесу потрібно весь плот з відбитком зняти зі складальної платформи. Після цього потрібно його елементи відклеїти від деталі, що дозволить залишити тільки високоякісне оздоблення поверхні, що знаходиться внизу відбитка. Часто користувачі здійснюють цей крок вручну, але під час роботи з делікатними моделями можна використовувати пінцет або тонкий шпатель. Якщо у вас виникають проблеми зі зняттям плоту з відбитка, можете підвищити відстань поділу або змінити розглянуті вище настройки.
Спідниці
Спідницею називаються контури, що оточують відбиток. При цьому цей елемент не стосується моделі. Видавлювання спідниці на платформу для друку здійснюється перед початком роботи. Цей елемент відіграє важливу роль, оскільки забезпечує плавний потік філаменту та заправляє екструдер. Якщо оператор спостерігатиме за спідницею, то зможе побачити проблеми з адгезією чи вирівнюванням, після чого вирішить їх ще до старту створення відбитка.
Для налаштування спідниці варто перейти до підрозділу «Додатки». Там необхідно налаштувати положення цього елемента, кількість філаменту та екструдер. Давайте детально розглянемо доступні налаштування:
- Екструдер спідниці. Оператор повинен вказати екструдер для створення спідниці. Це дозволить заправити потрібний екструдер на старті роботи. Якщо потрібно заправити всі екструдери, слід вказати функцію «Всі екструдери».
- Шари спідниці. Користувач вводить, скільки шарів слід включити в спідницю. Найчастіше для заправки екструдера потрібний 1 шар. Для отримання міцнішої спідниці слід додати 2-3 шари.
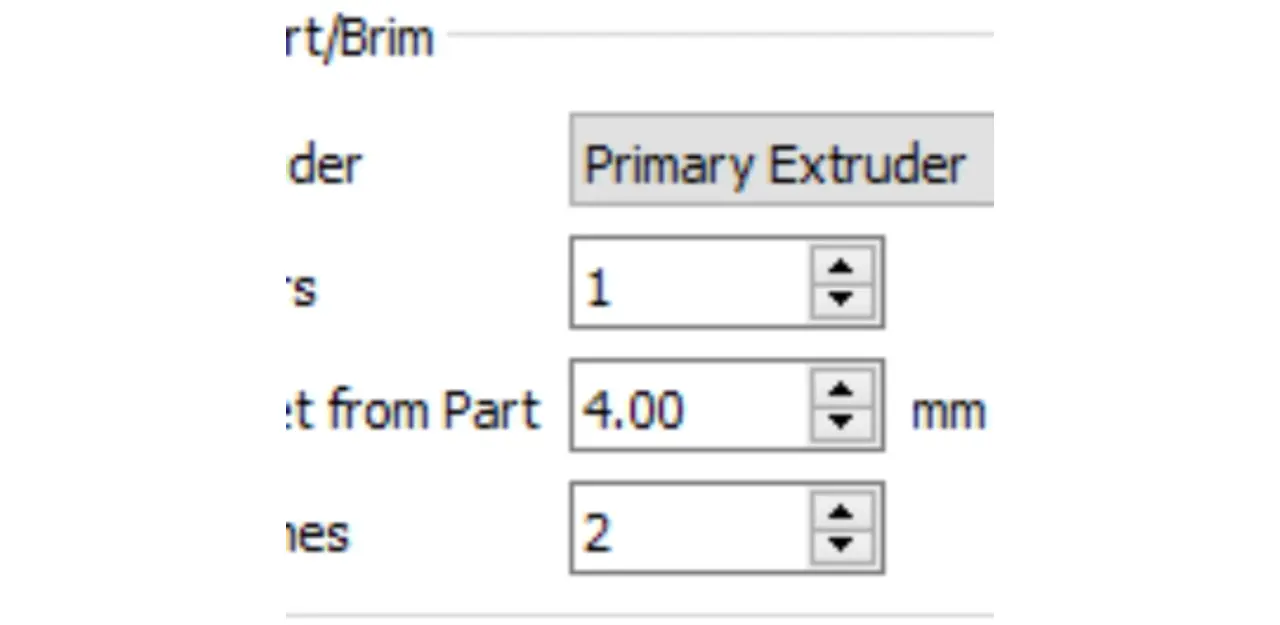
- Усунення спідниці від деталі. Тут вказується, наскільки далеко повинна розташовуватися спідниця від країв відбитка.
- Контури спідниці. Користувач у цьому рядку вводить кількість петель, які будуть створені навколо виробу. Якщо ви хочете якнайбільше заповнити екструдер, то підвищить цей показник.
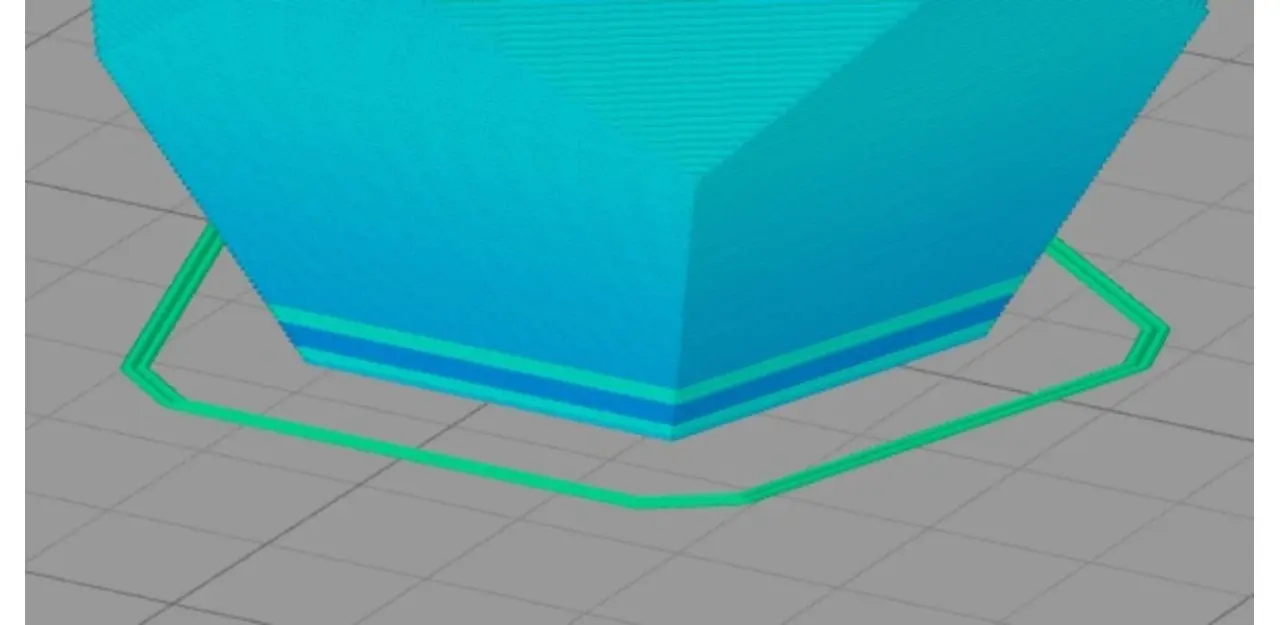
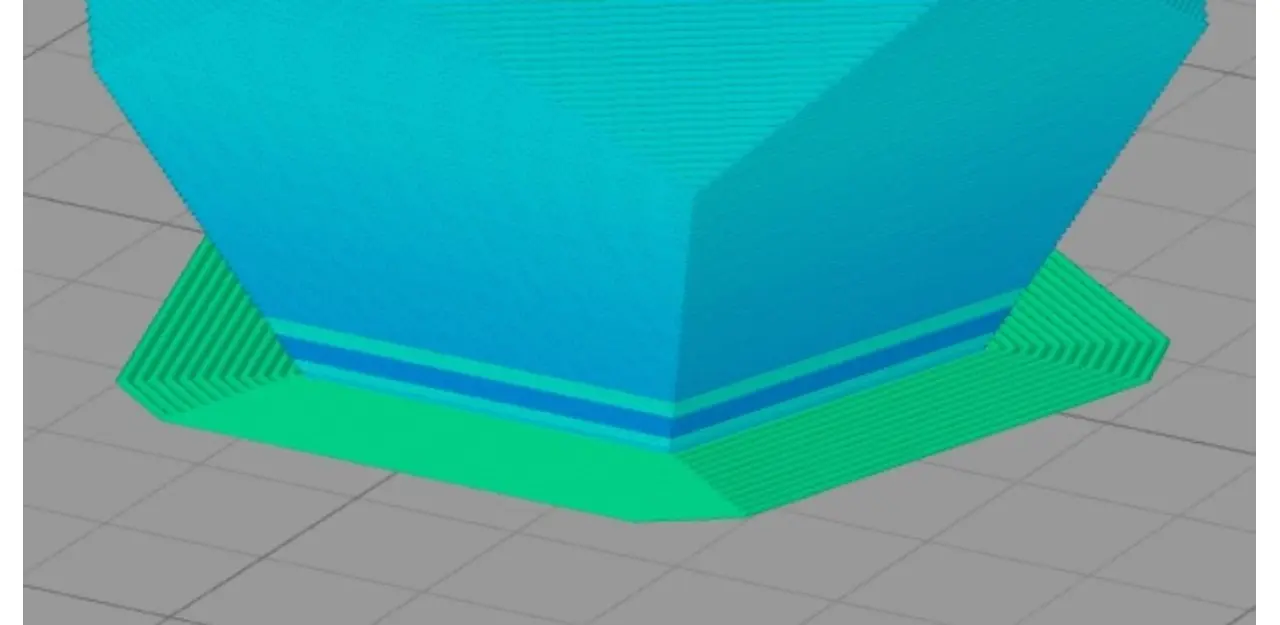
Поля
Поля вважаються різновидом спідниці. На відміну від неї вони прикріплюються до країв відбитка. Найчастіше краї створюються з великою кількістю контурів, що дозволяє досягти великого кільця навколо виробу. Таке розширення має вигляд полів капелюха. Поля найчастіше застосовуються з метою утримання країв відбитка, що дозволяє ефективно вирішити питання з адгезією до столу та деформацією. Поля будуть кращим варіантом, на відміну від плоту, оскільки їх можна створити швидше та з меншою кількістю філаменту. Коли друк буде завершено, користувачі зможуть відокремити тонкі краї від відбитка та викинути їх.
Поля є особливим видом спідниці, для них використовуються багато налаштувань з попереднього пункту. Для налаштувань полів у Simplify3D слід для зміщення спідниці встановити значення 0 мм, це дозволить елементу торкатися краєм відбитка. Після цього потрібно підвищити кількість контурів спідниці, можна задати 5 штук. Це дозволить навколо виробу отримати широке кільце. Кількість контурів також можна збільшити, це створить козирок із великою площею, що буде корисним для адгезії. Тепер поля будуть допомагати вам в адгезії та ґрунтовці.
Коли друкований процес буде завершено, користувач легко зможе відірвати поля від створеного виробу. Якщо поля занадто міцно прикріпилися до деталі, потрібно підвищити зміщення спідниці на значення 0.1-0.2 мм. Це дозволить вирішити питання з маленьким проміжком між деталлю і полем.
Де можна купити найкращий 3D-принтер?
Артлайн пропонує споживачам лише якісну техніку. Користувачі можуть вибрати найкращий 3D-принтер від провідних виробників. До всіх апаратів пропонується докладний опис, що дозволяє розібратися з їх особливостями. Співробітники техпідтримки вислухають усі ваші запитання та допоможуть підібрати оптимальний принтер, який задовольнить ваші потреби у створенні відбитків.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01