Важный нюанс в 3D-печати связан с тем, чтобы 1 слой был прочно связан с платформой 3D-принтера. На его базе осуществляется построение остальной части печати. Если не происходит прикрепления к платформе 1 слоя, то в будущем это станет большой проблемой. Существует большое число методов решения вопроса с адгезией 1 слоя. Далее мы разберем основные причины неполадок и как их решить.
Содержание:
Общие решения
Платформа сборки неровная
В большинстве машин есть регулируемая платформа с несколькими ручками или винтами. Они отвечают за положение платформы. Если у вашего устройства регулируемая платформа, а также появились неполадки, связанные с прилипанием 1 слоя к платформе, то проверьте наличие ровной и плоской платформы. Если бед неровный, то одна его сторона может располагаться слишком близко к ноззлу, а другое – далеко.
Если вы хотите получить идеальный 1 слой, то необходимо добиться ровной платформы для 3D-печати. В Simplify3D имеется удобная опция по настройке выравнивания беда. С ее помощью можно осуществить процесс выравнивания беда. Для запуска данного мастера стоит перейти в меню «Инструменты», а затем выбрать «Мастер выравнивания кровати» и следовать предложенным инструкциям.
Насадка начинает работу слишком далеко от беда
После правильного выравнивания беда необходимо проверить, чтобы ноззл начинал работу на необходимой высоте относительно платформы. Пользователь должен добиться того, чтобы экструдер находился на оптимальном расстоянии от рабочей пластины. Хорошая адгезия к пластине достигается за счет того, чтобы пластик немного прижимался к ней. Вы можете осуществить настройку данных параметров, проведя модификацию оборудования.
Более простой вариант состоит в том, чтобы данные изменения внести в Simplify3D. Это выполняется путем перехода в меню «Изменить настройки процесса». Там открываем эти настройки и переходим в раздел G-Code. Для точной регулировки положения ноззла можно выбрать смещение G-Code по Z. К примеру, если указать -0.05 мм для смещения G-кода по оси Z, то ноззл будет выполнять печать на 0.05 мм ближе к рабочей платформе. Еще необходимо быть осторожным и указывать только небольшие изменения данного параметра. Зачастую у каждого слоя детали толщина составляет приблизительно 0.2 мм. Поэтому большое значение оказывает даже небольшая корректировка.
Первый слой печатается слишком быстро
Когда происходит выдавливание 1 слоя филамента на рабочую платформу, вы должны проверить, чтобы пластик смог правильно приклеиться к поверхности. Только после этого стоит переходить к печати следующего слоя. Если 1 слой создается быстро, то филамент не всегда успевает приклеиться к платформе. Поэтому рекомендуется создавать 1 слой на пониженной скорости, это позволит пластику приклеиться к подложке.
Настройки этой опции можно изменить в Simplify3D. Для этого открываем меню «Изменить настройки процесса», после чего жмем на раздел «Слой». Там будет предложена строка «Скорость первого слоя». К примеру, если значение данного параметра установить на 50%, то 3D-печать этого слоя будет осуществляться медленнее на 50%, чем весь отпечаток. Данный параметр стоит уменьшить в ситуации, когда по вашему мнению 3D-принтер быстро двигается на 1 слое.
Настройки охлаждения или температуры
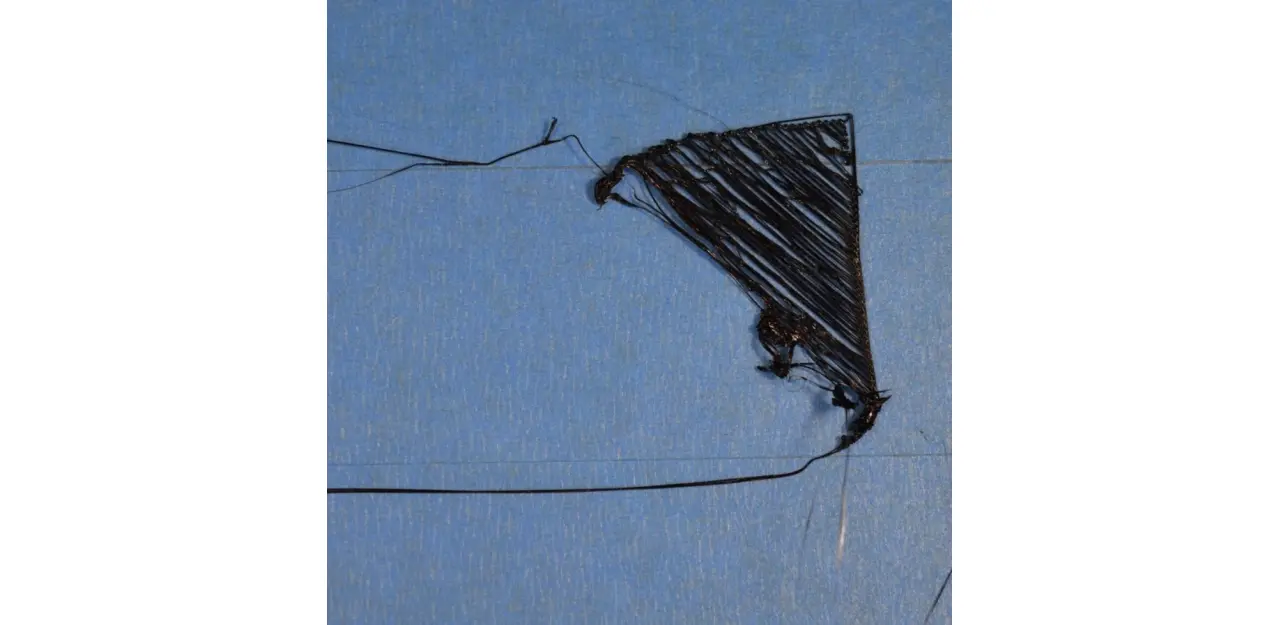
Когда происходит охлаждение от теплой до прохладной температуры, то пластик может сжаться. Давайте рассмотрим пример, когда вы создаете изделие из ABS. Если 3D-печать экструдером была выполнена при температуре 230°C на холодную сборочную платформу, то филамент при выходе из горячего ноззла быстро бы остывал. Некоторые 3D-принтеры имеют вентиляторы, поэтому процесс охлаждения ускоряется.
Если остывание отпечатка ABS происходит при 30°C, а его длина равна 100 мм, то он будет укорочена на 1.5 мм. Рабочая платформа машины так сильно не уменьшится. Поэтому филамент при охлаждении от рабочей платформы будет отделяться. Это существенный фактор, который необходимо учитывать при создании 1 слоя.
ABS имеют специальную платформу с подогревом. С ее помощью решается данная проблема. Если выполнен нагрев беда для поддержания температуры 110°C для всего отпечатка, то тепло 1 слоя будет сохранено, усадки не будет. Если ваш аппарат укомплектован подогреваемой платформой, то можно ее нагреть для решения вопроса с охлаждением 1 слоя. Еще следует отметить, что PLA прилипает к беду, который нагрет до 60-70°C. В отличие от него, ABS зачастую работает лучше, когда нагрев слоя достигает до 100-120°C. Данные параметры можно указать в Simplify3D, для этого переходим в меню «Изменить настройки процесса», после чего выбираем раздел «Температура». Укажите сборочную платформу с подогревом в левой части из предложенного списка, после чего стоит поменять температуру для 1 слоя. Для этого достаточно совершить двойной щелчок по такому значению.
Если в 3D-принтере имеется вентилятор для охлаждения, то можно выполнить его отключение для нескольких первых слоев отпечатка. Это позволит защитить первые слои от быстрого охлаждения. Для выполнения таких настроек переходим в «Изменить настройки процесса», после чего жмем на раздел «Охлаждение». Выполнить настройку заданных показателей скорости работы вентилятора можно в левой стороне. К примеру, вы хотите, чтобы запуск 1 уровня происходил с отключенным вентилятором, а затем он запускался на полную мощность при достижении 5 уровня. В данной ситуации потребуется в предложенном списке выполнить две установки: для 1 уровня указать скорость вентилятора 0%, для 5 уровня – 100%. При использовании ABS охлаждение должно быть отключено во время всего процесса 3D-печати. Поэтому здесь потребуется указать скорость вентилятора 0% для 1 слоя. Если рабочий процесс осуществляется в ветреную погоду, то 3D-принтер следует изолировать.
Поверхность платформы (клей, лента и материалы)
У различных филаментов имеются разные тенденции при прилипании к отдельным материалам. Поэтому большинство 3D-принтеров разрабатываются со специальным материалом для оптимизации платформы. К примеру, некоторые аппараты на верхней части платформы применяют лист BuildTak, так как он отлично прилипает к PLA. У других производителей используется термообработанный слой стекла, к примеру, боросиликатное стекло. При нагревании оно отлично сочетается с пластиком ABS. Большое значение будет иметь очистка платформы при помощи изопропилового спирта.ю воды.
Если у вашего устройства нет платформы из специального материала, то для решения проблемы можно использовать специальные ленты. Их следует приклеивать на поверхность платформы. Также очень хорошо себя зарекомендовали разные липкие вещества, например, клей-карандаш, лак для волос и другое.
Когда ничего не помогает: поля и плоты
При создании небольших деталей у пользователя будет недостаточно площади для приклеивания отпечатка к платформе. В Simplify3D имеется ряд функцией, при помощи которых можно увеличить площадь поверхности. Это позволит добиться большой поверхности для прилегания к платформе. К таким вариантам относятся «поля». Они позволяют получить вокруг отпечатка дополнительные кольца, что похоже на поля шляпы, которые увеличивают ее окружность.
Для активации данной опции стоит перейти в меню «Дополнения», после чего следует активировать «Использовать юбку/поля». В Simplify3D пользователи могут под отпечаток добавить подкладку, которая будет применяться в качестве увеличителя поверхности для приклеивания беда.
Где можно купить лучший 3D-принтер 2024 года?
Если вы хотите избежать проблем с 3D-печатью, то выбирайте только качественные устройства. В Артлайн предлагаются лучшие 3D-принтеры 2024 года. Перед покупкой такого аппарата можете связаться с квалифицированной техподдержкой интернет-магазина. Они помогут подобрать лучший вариант устройства.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01