
Хочете уникнути неприємного явища, коли смола прилипає до робочої пластини та створює незручності під час роботи? У цій статті ми розглянемо шість простих та ефективних способів, які допоможуть уникнути цієї проблеми. Якщо ви зіткнулися з неприємністю при використанні смоли, ці методи виявляться дуже корисними, дозволяючи покращити процес роботи з матеріалами та заощадити час та зусилля.
Зміст:
- Вирівнювання пластини збирання
- Налаштування експозиції
- Налаштування відстані та швидкості підйому
- Налаштування адгезії робочого столу
- Натяг листа FEP
- Поверхня робочої пластини
- Підтримуйте смолу у хорошому стані після друку
- Де можна придбати смолу для 3D-принтера?
Вирівнювання пластини збирання
Насамперед важливо переконатися в правильному розташуванні робочої пластини щодо решти конструкції принтера. Недостатня точність вирівнювання може призвести до нерівномірного нагрівання та розподілу смоли, збільшуючи ймовірність її прилипання до столу. Процес балансування починається з ретельної перевірки установки пластини, можливо з необхідністю регулювання кріпильних елементів або застосування спеціальних механізмів корекції положення. Крім того, необхідно забезпечити рівномірне притискання стала до основної структури принтера, щоб уникнути небажаних зазорів або нахилів.
Важливо також врахувати параметри програмного забезпечення машини: деякі моделі мають функцію автоматичного вирівнювання, що значно спрощує процес та підвищує його точність. Також не варто забувати про проведення регулярних перевірок принтера, це допоможе виявити та усунути будь-які потенційні проблеми.
Налаштування експозиції
Шляхом правильного регулювання часу експозиції можна досягти оптимального рівня затвердіння кожного шару смоли. Це важливо, оскільки полімеризація, що відбувається занадто швидко або повільно, може призвести до неправильного формування шару і, як наслідок, можливого прилипання епоксиду до поверхні пластини. Правильна експозиція також допомагає забезпечити необхідну міцність та стабільність кінцевого виробу. Занадто висока показник може викликати перегрів смоли та зайву адгезію до пластини через утворення надлишків матеріалу, у той час як занадто низький може призвести до нездатності полімеризації об'єкта на потрібному рівні. Тому ретельне налаштування цього параметра дозволяє уникнути таких проблем та забезпечити ефективніший процес друку без прилипання смоли до столу.
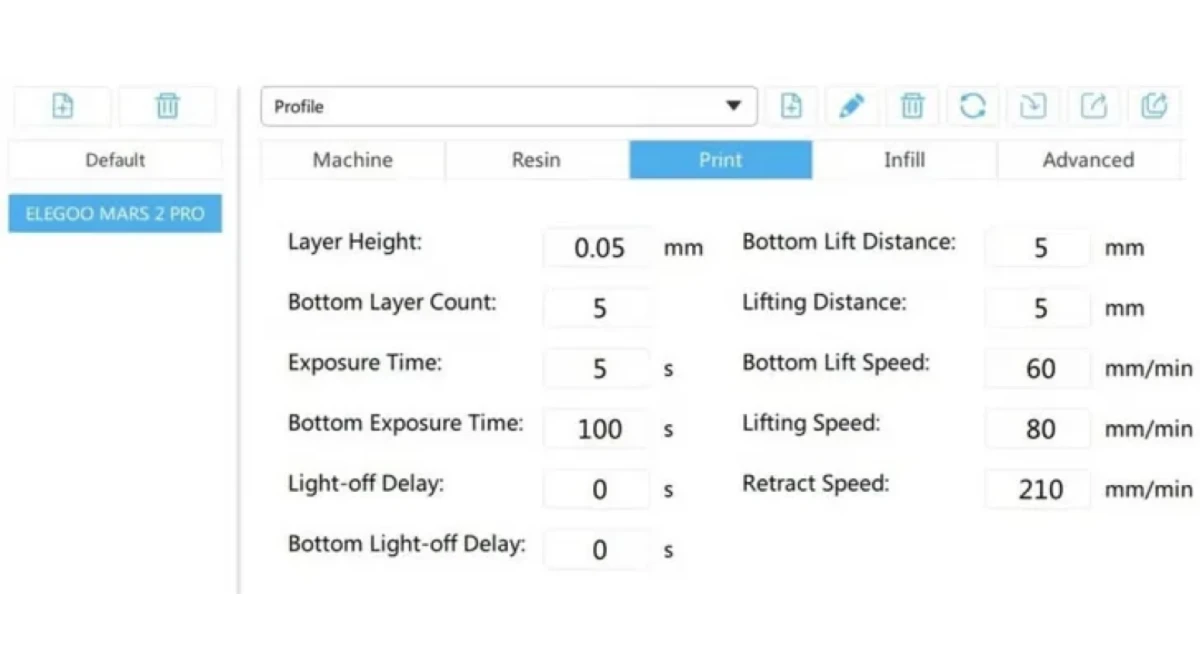
Налаштування відстані та швидкості підйому
За допомогою правильного налаштування параметрів, таких як швидкість підйому та відстань підйому, можна суттєво знизити ризик прилипання смоли до пластини. Розглянемо, як ці функції впливають на процес друку та як можна оптимізувати їх для досягнення найкращих результатів.
Відстань

Правильно встановлена відстань підйому дозволяє уникнути контакту між пластиною та високотемпературною друкувальною головкою, що мінімізує ймовірність прилипання смоли до столу. Якщо проміжок занадто малий, головка може випадково торкатися поверхні, що може призвести до розмазування або деформації епоксидного шару і, отже, збільшити ризик приклеювання. З іншого боку, велика відстань підйому може призвести до неправильного нанесення наступного покриву, що може погіршити якість і точність друку. Тому важливо ретельно налаштувати цей проміжок відповідно до типу принтера, матеріалу та геометрії моделі для оптимальних результатів роботи та запобігання небажаному прилипанню смоли до робочої пластини.
Швидкість

Підвищення швидкості підйому дозволяє голівці швидше відійти від пластини, знижуючи ймовірність контакту між ними. Це важливо, оскільки зменшення часу допомагає уникнути прилипання смоли. Якщо швидкість підйому занадто низька, головка може залишатися поблизу пластини занадто довго, що сприяє прилипання смоли та погіршення якості друку. Однак важливо не встановлювати високий темп підняття, щоб уникнути деформації чи втрати точності під час роботи. Таким чином, правильне налаштування швидкості підйому відіграє важливу роль у забезпеченні чистого відриву смоли від пластини і, отже, у запобіганні прилипанню та підвищенню якості 3D друку.
Налаштування адгезії робочого столу
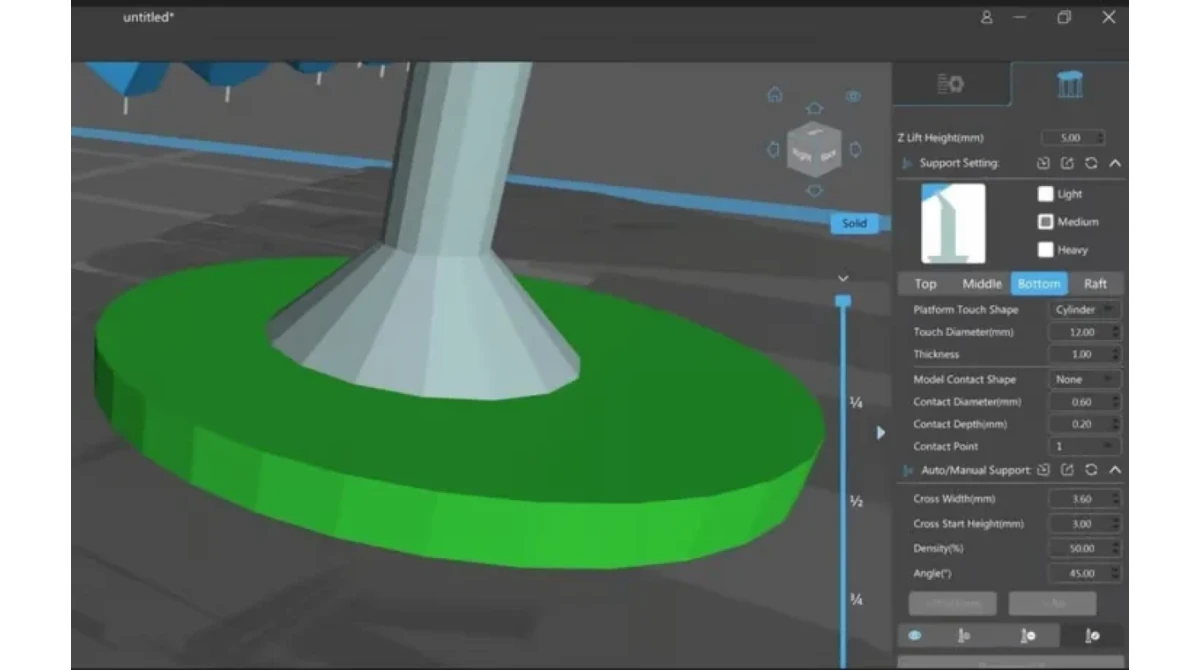
Ці налаштування визначають характер взаємодії між пластиною та першим шаром друкованої моделі, забезпечуючи оптимальні умови для зчеплення. Шляхом правильного настроювання адгезії можна забезпечити достатнє прилягання для утримання об'єкта на столі під час роботи, але водночас полегшити відрив готової деталі після завершення процесу. Наприклад, налаштування адгезії може включати вибір відповідного типу підкладки для робочого столу, регулювання температури платформи, а також застосування спеціальних засобів для покращення зчеплення, таких як клейові або спеціальні поверхнево-активні речовини. Оптимальна адгезія допомагає запобігти відриванню деталі під час друку, мінімізуючи ризик спотворення або пошкодження моделі, а також покращує якість кінцевого виробу.
Натяг листа FEP

Цей лист, зазвичай розташований між друкуючим одягом і смолою, піддається натягу для забезпечення плоскої та пружної поверхні. Його правильна напруга сприяє рівномірному розподілу епоксиду та запобіганню утворенню нерівностей або вигинів, які можуть призвести до неправильної адгезії до пластини. Якщо FEP недостатньо натягнутий, це може призвести до утворення складок або нерівностей на його поверхні, що у свою чергу збільшить ймовірність прилипання смоли. З іншого боку, надмірний натяг може негативно позначитися на якості друку, оскільки може викликати деформацію або розрив листа FEP. Тому підтримання його оптимальної напруги є важливим аспектом у процесі 3D друку на принтерах з технологією смоли, допомагаючи забезпечити чистий відрив і плавний рух шару друку без небажаного прилипання.
Поверхня робочої пластини
Різні типи покриттів, такі як матове або текстуровані, можуть бути використані на пластині для забезпечення оптимального зчеплення зі смолою. Груба або мікротекстурована поверхня може створити численні дрібні точки контакту між платформою та смолою, що зменшує загальну площу зіткнення та, отже, ймовірність прилипання. Це дозволяє легко відокремлювати надруковані деталі від пластини після завершення процесу друку. Певні типи платформ можуть мати спеціальні покриття, такі як PEI (поліетилен-імід) або лакований склоподібний матеріал, які мають високу адгезію до смол і забезпечують чудове зчеплення, зберігаючи при цьому легкість відділення об'єктів. Правильно вибрана поверхня робочої пластини спільно з іншими параметрами друку сприяє мінімізації прилипання епоксиду та надає більш чистий та ефективний процес 3D друку.
Підтримуйте смолу у хорошому стані після друку
Щоб уникнути проблем з адгезією, насамперед необхідно забезпечити найкращу форму вашої смоли. Зрештою, затвердіння епоксиду є хімічною реакцією і тому потребує певних умов. Намагайтеся не тримати смолу в чані надто довго. Пігменти та інші добавки мають тенденцію осідати після денного перебування, тому обов'язково перемішайте епоксид у ванні перед початком друку. Однак будьте обережні, щоб не пошкодити аркуш FEP. Проте, після кількох тижнів перебування смоли у ванні вона може частково затвердіти або стати менш активною, що може спричинити проблеми з адгезією. Епоксид також повинен мати відповідну температуру для затвердіння за призначенням. В ідеалі термічний режим зйомки має становити 25–30 °C, хоча він може незначно відрізнятися залежно від типу смоли та виробника. Рекомендується збільшити час впливу, якщо температура працює трохи нижче від ідеального діапазону. Однак, якщо градус навколишнього середовища навколо принтера регулярно знижується нижче 18°C, можна розглянути можливість використання обігрівача. Альтернативно перед друком ви можете нагріти робочу пластину феном або термопістолетом.
Де можна придбати смолу для 3D-принтера?
Запрошуємо до магазину Артлайн, де ви знайдете широкий вибір смол для 3D принтера та різноманітні нитки для додаткових проектів. Наші кваліфіковані фахівці завжди готові допомогти з вибором товару та запропонують найкращі рішення для потрібних потреб.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





