

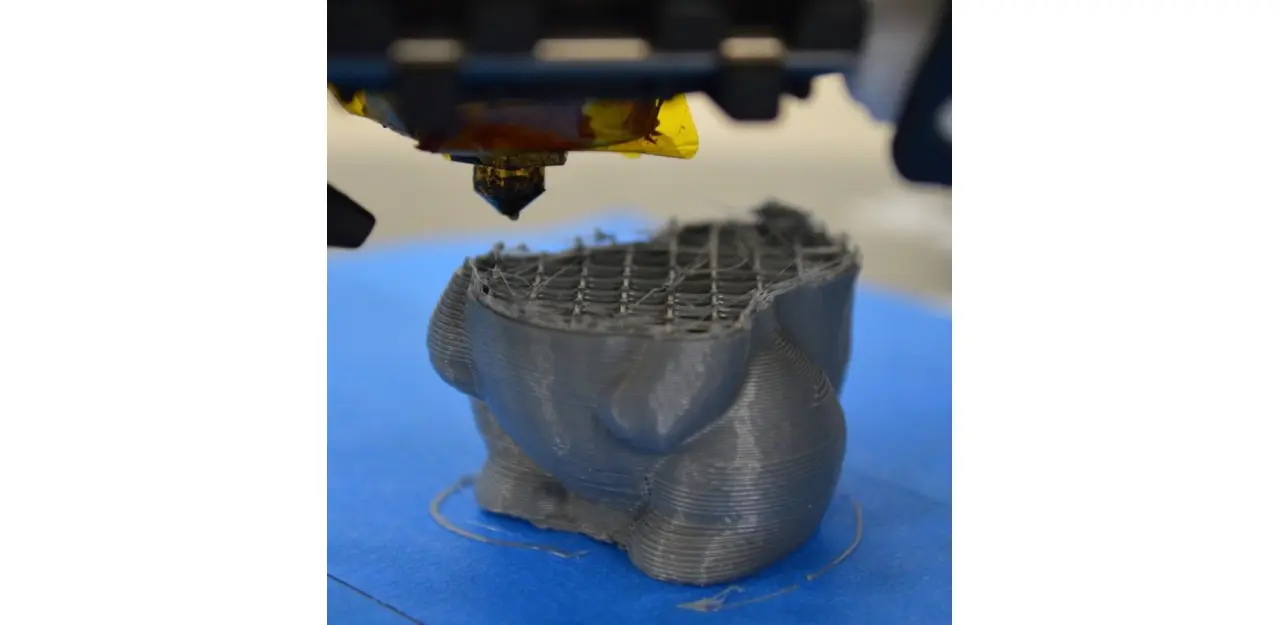
Якщо на старті друку 3D-принтер функціонував нормально, але пізніше видавлювання філаменту припинилося, це істотна неполадка. Така ситуація може статися з низки причин. У статті ми розглянемо різні неполадки та способи їх усунення.
Зміст:
- Відсутність філаменту
- З приводної шестерні зірвався філамент
- Засмічення екструдера
- Перегрів приводу двигуна екструдера
- Налаштування втягування
- Неправильний натяг пружини шестерні
- Збільшення температури 3D-друку
- Порушення калібрування позицій
- Де можна купити найкращий 3D-принтер?
Відсутність філаменту
Ця проблема є найбільш очевидною. Оператор повинен перевірити, щоб не було інших проблем. Ви повинні бути впевнені, що апарат має пластик, що веде в ноззл. Якщо там закінчилася котушка, то для продовження процесу 3D-друку потрібно завантажити нову.
З приводної шестерні зірвався філамент
При 3D-друку відбувається постійне обертання двигуна екструдера. Він повинен проштовхнути в ноззл пластик. Це має дозволити пластику видавлюватися із 3D-принтера. Якщо цей процес виконувати швидко або досить багато пластику видавлюватися, то двигун перетре філамент так, що шестерня просто не зможе його захоплювати. Припустимо, двигун екструдера обертається, але пластик не рухається. Це важлива проблема, для вирішення якої потрібно перевірити ноззл на наявність засмічення. Іноді може знадобитися зменшити швидкість 3D-друку або підвищити температуру екструдера.
Засмічення екструдера
Якщо дві попередні причини не відносяться до вашої ситуації, то є велика ймовірність засмічення екструдера. Якщо ця проблема виявляється в середині 3D-друку, то вам потрібно буде перевірити, що філамент чистий, а в самій котушці відсутній пил. Іноді на філаменті налипається велика кількість пилу, через що з'являється проміжок. Це пов'язано з накопиченням пилу всередині ноззла.
Існує багато методів вирішення цієї проблеми, наприклад, перезавантаження філаменту або його проштовхування в екструдер вручну. Особливу увагу потрібно приділити процесу очищення ноззла. Цей процес можна виконати вручну або за допомогою розчинників. Оператор повинен постійно стежити за станом екструдера, щоб не допустити його засмічення.
Найчастіше засмічення ноззла можна виявити на старті 3D-друку. При цьому спостерігаються ситуації, коли засмічення відбувається у середині робочого процесу. Там з'являється скупчення залишків пластику та пилу. Після нагрівання до підвищеної температури вони згоряють. Потім у ноззлі з'являється вуглець, який стає причиною затвердіння філаменту. Давайте розглянемо план дій у цій ситуації:
- Чистимо ноззл за допомогою голки. Ще можна застосовувати дротяну щітку.
- У деяких ситуаціях можуть виникнути проблеми з чищенням ноззла. В даному випадку потрібно філамент вручну проштовхнути в ноззл.
- Багато користувачів застосовують чистячий філамент. Такий пластик орієнтований на ефективне очищення ноззла.
- Потрібно до високої температури нагріти ноззл. Після цього слід через нього пропустити чистячий філамент. Все це забезпечить надійне прочищення засмічення.
- Якщо засмічення серйозне, а всі ці методи не допомагають його вирішити, варто застосувати теплову гармату.
- Розчинники варто використовувати лише у крайньому випадку. Для цього розбираємо хотенд і здійснюємо його очищення від забруднень. Використовуйте лише рекомендовані розчинники для чищення ноззла.
Перегрів приводу двигуна екструдера
Під час створення відбитків двигун екструдера функціонує з неймовірною старанністю. Йому доводиться постійно виконувати обертання назад і вперед, що тягне та штовхає філамент у необхідному напрямку. Для такого швидкого руху потрібно багато струму. Якщо електроніка апарата не оснащена охолодженням необхідного рівня, це стає причиною того, що електроніка драйвера двигуна перегрівається.
Найчастіше розробники встановлюють на таких драйверах спеціальні теплові вимикачі. Якщо температура дуже підвищується, то за допомогою даного драйвера зупиняється робота. Коли це трапляється, осьові двигуни X та Y шляхом обертання будуть пересувати головку екструдера. При цьому двигун екструдера пересуватися не буде. Щоб вирішити проблему, вимкніть 3D-принтер, щоб електроніка могла охолонути. Якщо в майбутньому проблему не буде вирішено, потрібно використовувати додатковий вентилятор охолодження.
Налаштування втягування
Ці параметри дуже впливають на правильне функціонування екструдера протягом усього 3D-друку. Користувачеві необхідно перевірити, чи правильно налаштовано втягування. При надто високій швидкості на екструдер буде підвищене навантаження.
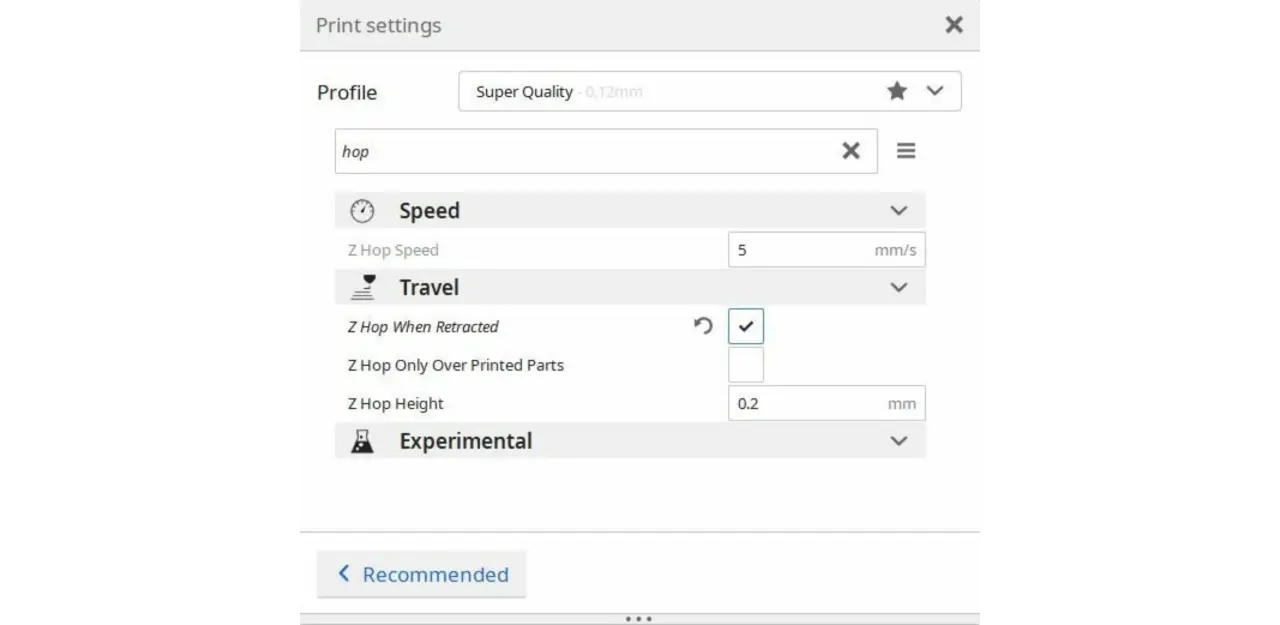
Якщо в установках вказано велику відстань для втягування, то можуть виникнути неполадки. Філамент стане надто далеко втягуватися, тому 3D-принтер буде засмічений. Вирішення проблеми:
- В першу чергу потрібно визначити ідеальну довжину та швидкість втягування для використовуваного апарату.
- Встановіть параметри втягування за допомогою спеціального тесту. Це дозволить визначити найкращі параметри для роботи.
- Шляхом експериментів слід надрукувати кілька моделей. У такий спосіб ви зможете визначити налаштування для отримання кращої якості створюваних виробів.
Неправильний натяг пружини шестерні
Ми вже розглянули, що під час 3D-друку здійснюється постійне обертання двигуна екструдера. Тут апарат може видавлювати набагато більше філаменту, ніж дозволяє ноззл, що призводить до відрізання пластику. У цій ситуації двигун розчавлює філамент. Шестерня може застрягти в пластиці або виявитися заповненою ним. Тому екструзія не продовжуватиметься.

Вирішення проблеми:
- Насамперед оператор повинен переконатися, що відбувається обертання двигуна, а філамент не екструдується.
- На екструдері необхідно викрутити пружину натягу. Вона не повинна бути надто жорсткою чи тугою.
- Перевірте філамент, він не повинен бути перегризений. Така ситуація говорить про сильний натяг пружини.
Збільшення температури 3D-друку
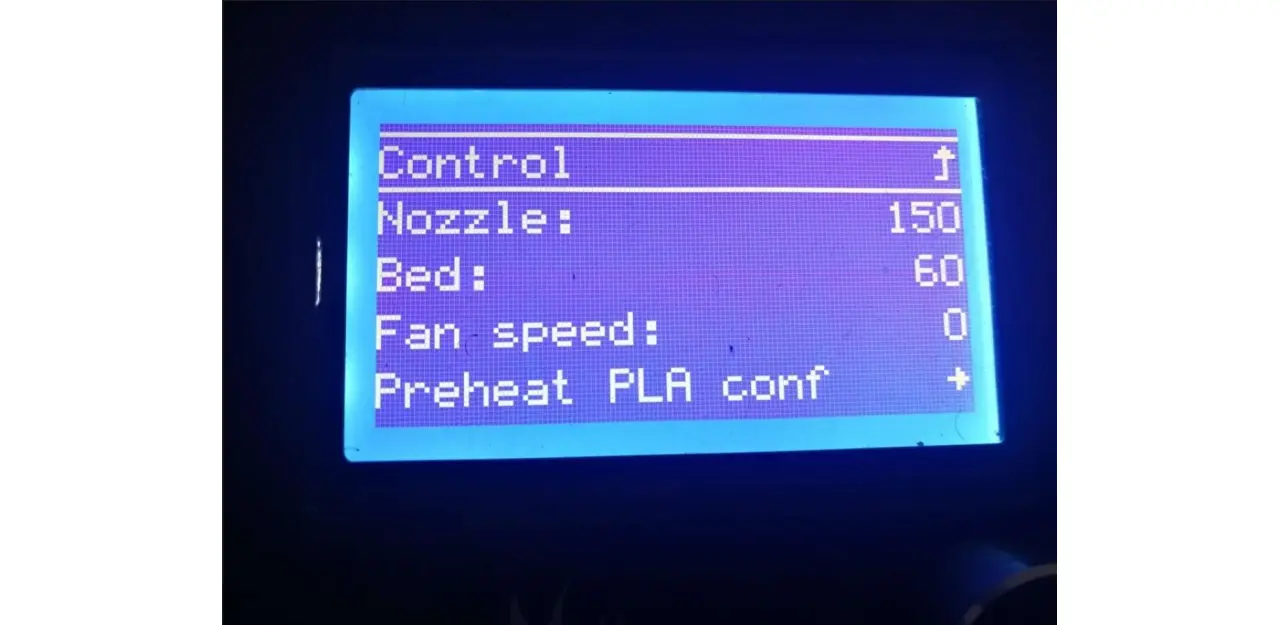
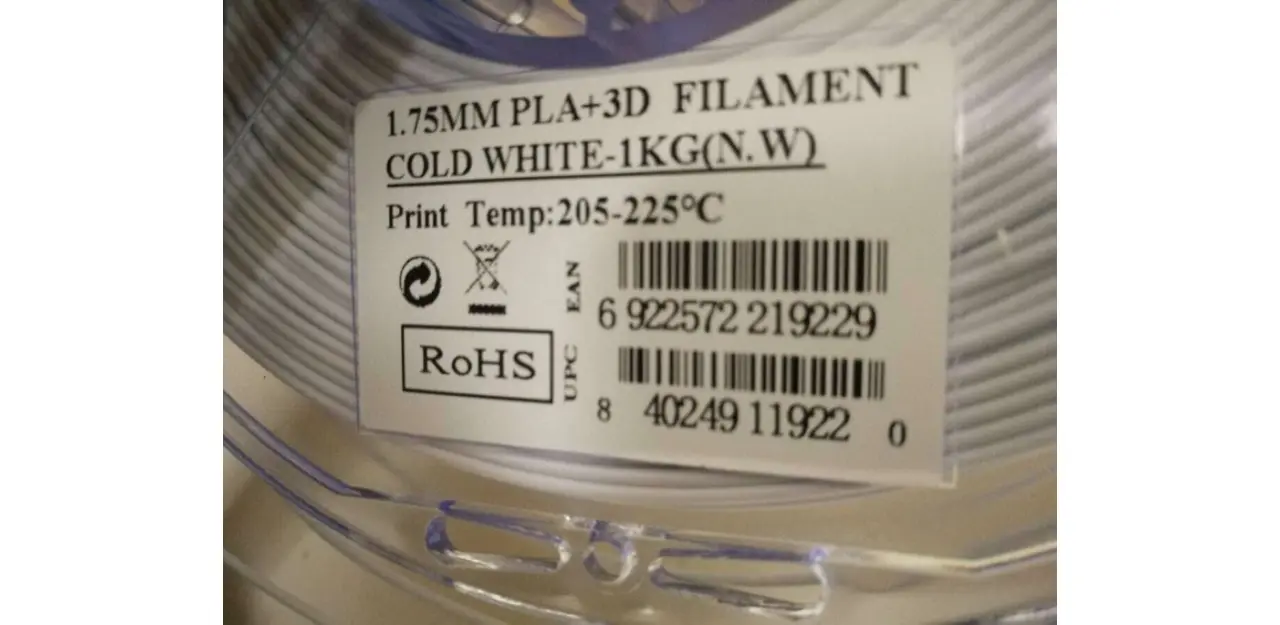
Щоб вирішити проблеми, необхідно звернути увагу на температурні показники. Це стосується того, що в середині 3D-друку відбувається відсутність екструзії. Найчастіше використовується певний діапазон частот, встановлений для використаного філаменту. Ці умови необхідно суворо дотримуватись. Давайте розглянемо, як варто правильно налаштувати показники втягування:
- Ми здійснюємо 3D-друк із температурою в діапазоні 205-225°C.
- Для визначення точної зміни температури необхідно провести пробний 3D-друк. Для цього варто розпочати з 205°C та поступового підвищення з кроком 5 градусів.
- Кожну створену модель необхідно зіставити та порівняти. Так можна обчислити відбиток із найкращою якістю.
- Іноді потрібне досить високе значення температури. Це забезпечить плавний процес видавлювання та плавлення.
Порушення калібрування позицій
Якщо відбувається порушення калібрування, то філамент просто не може виходити з екструдера. Наприклад, цей процес може припинитись після створення певної кількості шарів, але потім він відновлюється. Це пов'язано з тим, що ноззл розташовується надто близько до робочої платформи. Якщо ви бачите, що ноззл блокується, то пластик не виходитиме. Для вирішення цієї проблеми слід виконати регулювання відстані між робочою платформою та ноззлом.
Де можна купити найкращий 3D-принтер?
Якщо ви плануєте купити найкращий 3D-принтер, то зможете відразу уникнути великої кількості несправностей. Артлайн пропонує багато надійних апаратів, які здобули популярність у всьому світі. Для вирішення будь-яких питань можна звернутися у техпідтримку. Кваліфіковані оператори допоможуть підібрати вам оптимальний варіант 3D-принтера в залежності від ваших потреб та цілей.
м. Київ, вул. Кирилівська, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01





