Когда происходит 3D-печать, то экструдер регулярно останавливается и начинается процесс экструдирования. Так устройство перемещается к разным частям сборочной платформы. Практически все экструдеры прекрасно функционируют для достижения равномерной работы. При этом во время включения и выключения возможны некоторые вариации. Предположим, вы смотрите на внешнюю оболочку отпечатка, где экструдер начал создавать данную часть изделия. В этот момент экструдер печатает внешнюю оболочку детали в определенном месте. После распечатывания всей оболочки он возвращается в исходное положение.
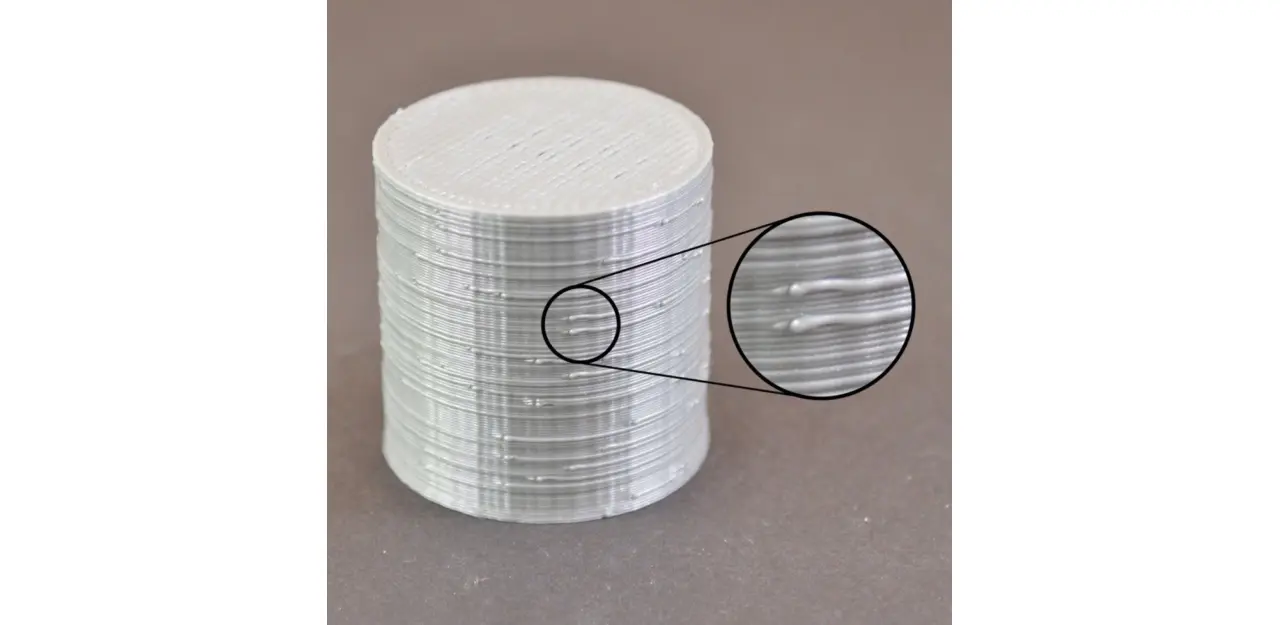
Такие отметки называются волдырями или прыщами. Вы видите, что довольно сложно соединить вместе два куска филамента, чтобы не создать следы. В Simplify3D имеется специальная опция, которая способна минимизировать такие поверхностные дефекты.
Содержание:
Распространенные решения
Настройки втягивания и выбега
Если вы видите дефекты на поверхности распечатанного изделия, то потребуется выполнить диагностику. Для поиска причины их появления нужно проанализировать периметр созданного отпечатка. Существует несколько вариантов возникновения дефекта, например, когда экструдер начинает создавать периметр. Еще он может появиться после завершения печати периметра, когда происходит остановка экструдера. Если дефект проявляется в начале рабочего цикла, то потребуется выполнить корректировку настройки отвода.
Для этого выбираем меню «Изменить настройки процесса», после чего открываем раздел «Экструдеры». Ниже расстояния отвода располагается опция «Дополнительное расстояние повторного запуска». При помощи этой функции можно вычислить разницу между расстоянием отвода во время остановки экструдера с расстоянием грунтовки, применяемой во время перезагрузки экструдера. При наличии дефектов поверхности в начале периметра можно определить неполадку экструдера, так как он грунтует слишком большое количество филамента. Для решения проблемы следует снизить расстояние грунтовки, для этого указывается отрицательный показатель при повторном запуске для дополнительного расстояния.
Рассмотрим пример, когда расстояние отвода равно 1.0 мм, а для перезапуска дополнительное расстояние указано -0.2 мм (здесь важно поставить отрицательный знак перед числом). При таких настройках экструдер будет постоянно останавливаться после отвода 1.0 мм филамента. Когда снова начнется экструдирование, будет происходить выталкивание 0.8 мм филамента обратно в ноззл. Данный параметр следует отрегулировать так, чтобы при 3D-печати периметра дефект больше не наблюдался.
Если при остановке экструдера до конца периметра не проявляется дефект, то для настройки нужно использовать другой параметр – движение по инерции. Его можно найти сразу после настроек отвода в подразделе «Экструдер». Основная цель движения по инерции состоит в отключении экструдера на маленьком расстоянии, пока он не дойдет до завершения периметра. Это позволит осуществить сброс давления, образующееся внутри ноззла. Активируйте эту функцию и повышайте параметры до уровня, пока не пропадет дефект, образующийся в завершении каждого периметра после остановки экструдера. Зачастую для достижения заметного воздействия расстояние инерционного движения следует установить в диапазоне 0.2-0.5 мм.
Избегайте ненужных отводов
Выше мы рассмотрели настройки движения по инерции и отвода. Они позволяют решить вопрос с появлением дефектов в ситуации, когда отводится ноззл. В определенных ситуациях потребуется полностью решить вопрос с отводами. Это позволит экструдеру вообще не менять направление, что гарантирует нормальную равномерную экструзию. Данная ситуация является важной для аппаратов, в которых используется экструдер Боудена. Между ноззлом и двигателем экструдера появляются большие расстояния, поэтому создаются проблемные отводы. Для точной настройки параметров управления отводом следует перейти в меню «Дополнительно» и открыть вкладку «Поведение управления Ooze».
В открывшемся разделе находится большое количество полезных настроек, при помощи которых можно менять поведение аппарата. Основная цель отводов состоит в том, чтобы решить вопрос с просачиванием ноззла во время перемещения между разными частями отпечатка. Если ноззл не будет пересекать открытого пространства, то начнется просачивание внутри модели, а снаружи оно наблюдаться не будет. Поэтому во многих машинах активирована опция «Выполнять отвод только при пересечении открытых пространств». Если вы хотите решить вопрос с ненужными отводами, то эти настройки окажут вам реальную помощь.
Также стоит рассмотреть функцию в меню «Поведение движения». Если используемый аппарат осуществляет втягивания только при пересечении открытого пространства, то такие пространства нужно избегать. В Simplify3D имеется очень полезная опция, при помощи которой происходит изменение траектории движения экструдера. Это позволяет эффективно решить вопрос с пересечением периметра контура. Поэтому втягивание не потребуется в ситуации, когда путем изменения траектории движения экструдеру удается избежать пересечения контура. Если вас заинтересовала данная опция, то перейдите в меню «Избегать пересечения контура во время движения», где ее можно активировать.
Нестационарные отводы
В Simplify3D имеется достаточно полезная опция, при помощи которой можно создавать нестационарные отводы. Для экструдеров Боудена это очень полезно, так как внутри ноззла при 3D-печати создается огромное давление. Зачастую, когда на подобных аппаратах останавливается экструдирование, все еще может произойти образование капли, когда экструдер располагается на месте. Из-за этого в Simplify3D появилась важная функция, при помощи которой можно поддерживать движение ноззла при создании ретракции. Поэтому у пользователя будет мало шансов, чтобы наблюдать неподвижную каплю, так как во время данного процесса происходит постоянное движение экструдера.
Для активации этой функции необходимо настроить некоторые параметры. Сначала оператору следует войти в меню «Изменить параметры процесса», после чего открыть раздел «Экструдер». Необходимо проверить, чтобы была активирована функция «Протирание ноззла». Это даст аппарату сообщение, что при завершении каждого раздела после остановки печати нужно протирать ноззл. Для опции «Расстояние протирания» нужно указать 5 мм в виде отправной точки. Затем следует войти в раздел «Дополнительно» и активировать функцию «Выполнять отвод во время движения протирки». Такие действия позволят предотвратить стационарный отвод, так как машина получит инструкцию о протирании ноззла при отводе. В целом функция является очень мощной. Если у вас появляются проблемы с удалением таких дефектов с отпечатка, то можете использовать данный вариант.
Указание местоположения начальных точек
Для решения проблем с появлением небольших дефектов на поверхности отпечатка можно использовать функционал Simplify3D. В нем имеется опция, при помощи которой можно контролировать нахождение таких точек. Оператору следует выбрать меню «Изменить параметры процесса», после чего открыть раздел «Слой». Практически во всех ситуациях местоположение таких начальных точек устанавливается с целью оптимизировать скорость работы 3D-принтера.
Иногда у пользователя появляется возможность для рандомизации размещения начальных точек. Также можно произвести их выравнивание по определенным позициям. Предположим, происходит печать статуи. Здесь можно все начальные точки выровнять таким образом, чтобы они располагались сзади модели, а спереди они не будут видны. Для этого нужно активировать функцию «Выбрать начальную точку, которая находится ближе всего к определенному месту». После этого указываются координаты XY, где именно должны находиться начальные точки.
Где можно купить лучший 3D-принтер для бесперебойной печати?
Перед выбором 3D-принтера рекомендуется проконсультироваться с профессионалами. Сотрудники техподдержки Артлайн помогут вам подобрать лучшее устройство, которое сможет обеспечить надежный бесперебойный работы процесс. Вы можете сообщить специалистам свои цели в 3D-печати, а они подберут подходящую модель аппарата. В каталоге Артлайн представлены лучшие 3D-принтеры от известных производителей.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01