Важным плюсом 3D-печати является тот факт, что создание каждой детали осуществляется по 1 слою за раз. Для всех отдельных слоев ноззл свободно перемещается в нужную часть платформы, так как создание детали все еще осуществляется снизу. Несмотря на достижение очень быстрой печати, оператор может увидеть, что после ноззла остается след. Это происходит после перемещения сверху ранее созданного слоя. Довольно часто такая неполадка проявляется на верхних сплошных слоях отпечатка.
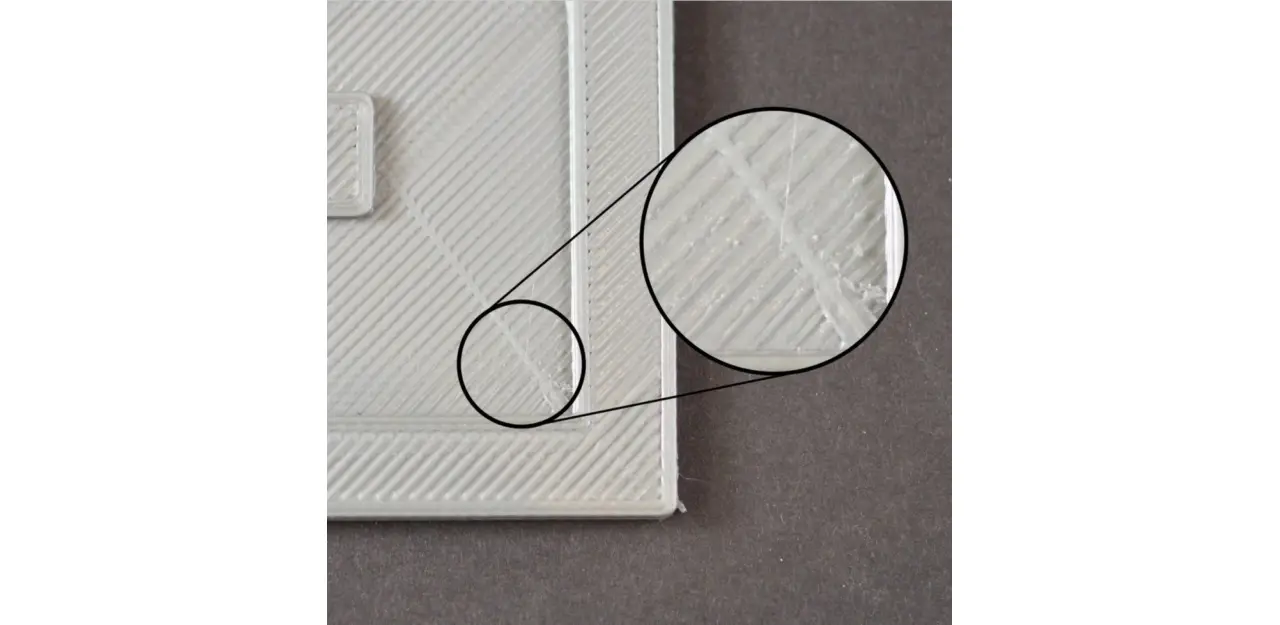
Такие рубцы появляются в ситуации, когда ноззл хочет переместиться в новое положение. Поэтому он волочится по уже напечатанному материалу. В статье мы рассмотрим причины неполадки и рекомендации по их устранению.
Содержание:
- Выдавливается слишком много филамента
- Вертикальный подъем (Z-hop)
- Где можно купить лучший 3D-принтер?
Выдавливается слишком много филамента
Оператору необходимо убедиться, чтобы в 3D-принтере не было чрезмерной экструзии. Этот процесс проявляется тем, что выдавливается слишком много филамента. Все слои становятся более толстыми, чем предполагалось. Когда ноззл двигается по каждому слою, то за собой может протащить часть лишнего материала. Пользователь должен в первую очередь проверить данную причину неполадки. Для этого нужно изучить уровень экструзии. Далее мы рассмотрим решение проблемы со чрезмерной экструзией.
Причины появления
Чрезмерная экструзия проявляется в ситуации, когда из аппарата выдавливается слишком много филамента. Зачастую это приводит к набуханию и вздутию краев, а также становится причиной появления рубцов на верхней поверхности. В итоге отпечаток получается непривлекательным и неровным. Постепенно из-за чрезмерного потока происходит засорение ноззла. Практически всегда чрезмерная экструзия связана с повышенной температурой печати. Когда оператор устанавливает слишком большую температуру, филамент начинает плавиться очень быстро. Поэтому скорость потока выходит из-под контроля экструдера. Из-за неправильно установленного температурного уровня нагрева пластик становится более текучим. В итоге вентилятор не способен быстро охладить филамент, поэтому расход пластика становится чрезмерным и неконтролируемым.
Еще на чрезмерную экструзию оказывает влияние диаметр пластика. Если его диаметр меньше ноззла, то такая неполадка происходит из-за ускоренного прохода филамента. Когда в утилите для слайсинга устанавливается неверная настройка диаметра пластика, то это оказывает отрицательное воздействие на скорость потока, что приводит к чрезмерной экструзии.
Еще одна причина неполадки состоит в неправильной калибровке потока. Здесь нужно обращать внимание на скорость потока. Это объем экструдированного филамента в секунду. Его можно определить за счет высоты слоя, размера ноззла, скорости печати. Если скорость потока повышенный, то через ноззл проходит много пластика, что и становиться причиной сверхэкструзии.
Уменьшение температуры печати
В первую очередь пользователю следует проверить температуру печати. Для решения неполадки потребуется снизить данное значение. Оптимальный показатель температуры печати напрямую зависит от вида применяемого филамента. Например, для PETG следует обрабатывать в диапазоне 210-250°C. При работе с ABS оптимальное значение будет 230-260°C, а для PLA рекомендуется задать 190-220°C. Понижать температуру нужно постепенно и плавно, например, на 5°C. Если вы резко снизите температуру, то может возникнуть недоэкструзия из-за того, что филамент будет недостаточно текучим.

Калибровка диаметра филамента
Еще один вариант предотвращения появления рубцов на верхней поверхности модели состоит в калибровке скорости потока в зависимости от диаметра применяемого пластика. Оператор должен быть уверен в том, что в настройках печати написаны точные размеры используемого филамента. Здесь достаточно указать спецификацию производителя. Если это не смогло решить неполадку, то вручную проведите измерение филамента. Делать замеры нужно в 5 разных местах при помощи цифрового штангенциркуля, после чего потребуется вычислить среднее значение. Полученные результаты нужно ввести в настройках пластика в утилите слайсера. На практике можно встретить ситуацию, когда реальный диаметр филамента существенно отличается от того, который указан на спецификации. К примеру, материал может иметь маркировку 3 мм, а реальный диаметр будет составлять 2.99 мм.
Регулировка скорости потока
Путем правильной настройки скорости потока можно контролировать скорость потока филамента. Практически всегда данный показатель находится на уровне 100%. Если вы хотите решить вопрос со сверхэкструзией, то это значение необходимо уменьшать с шагом 5% или 2.5%. Здесь требуется все детально протестировать и дать оценку сделанной регулировке.
Еще можно использовать более эффективный метод регулировки скорости потока. Оператору нужно отметить 120 мм вдоль филамента от верха экструдера, после чего оставить на данном уровне соответствующую пометку. Потом укажите 3D-принтеру выдавить 100 мм пластика. Затем измерьте оставшийся пластик, который находится от верха экструдера до сделанной отметки. Эти изменения необходимо указать в настройках множителя. К примеру, если вы видите, что экструдировалось 105 мм филамента, значит скорость потока следует уменьшить на 5%. Такие параметры отличаются для разных видом пластика. В Simplify3D для ABS множитель экструзии составляет 100%, а для PLA – 90%.
Проверка состояния ноззла
Если вы хотите предотвратить ситуацию со сверхэкструзией, то необходимо ноззл держать в чистом и исправном состоянии. Пользователю нужно постоянно проверять насадку на наличие износа, особенно после использования абразивного материала, например, углеволокно, металл, частицы дерева. Из-за износа диаметр ноззла может увеличиваться, что становится причиной плохого качества печати. В данном случае рекомендуется купить новый ноззл.
Вертикальный подъем (Z-hop)
Если вы уверены, что аппарат выдавливает достаточное количество филамента, а проблема с волочением ноззла по поверхности отпечатка остается, то следует перейти в настройки Z-hop в Simplify3D. Активировав данную опцию вертикального подъема, вы сможете перед перемещением ноззла в новое место поднять его на указанное расстояние над изделием. Когда ноззл будет располагаться на своем конечном местоположении, то произойдет его опускание, что обеспечит подготовку к работе.
Передвижение на повышенной высоте позволит предотвратить царапину ноззла на верхней части отпечатка. Для активации данной опции нужно перейти в меню «Изменить параметры процесса», после чего выбрать раздел «Экструдер». Там нужно проверить, чтобы было активировано втягивание, после чего следует установить «Вертикальный подъем втягивания» на такое расстояние, которое позволит ноззлу подняться. Предположим, мы там вводим значение 0.5 мм. Это означает, что поднятие ноззла перед переходом в новое место постоянно будет увеличиваться на 0.5 мм. Подобный подъем по вертикали будет осуществляться только в ситуации, когда ноззл осуществляет втягивание. Если вы хотите гарантировать проведение отвода при каждом движении аппарата, тогда следует открыть меню «Дополнительно» и проверить, чтобы показатели «Минимальной ход для отвода» и «Отвод только при пересечении открытых пространств» были деактивированы.
Где можно купить лучший 3D-принтер?
Покупка качественного 3D-принтера позволит сразу решить много разных проблем. На лучшем аппарате у вас не будет многих распространенных неполадок. Артлайн предлагает большой выбор лучших и популярных 3D-принтеров от ведущих производителей. Для подбора подходящего устройства можете обратиться за помощью в техподдержку Артлайн.
г. Киев, ул. Кирилловская, 104
- (080) 033-10-06
- (044) 338-10-06
- (066) 356-10-01
- (097) 356-10-01
- (063) 356-10-01